JP6997601B2 - Net-shaped foam and its manufacturing method and strawberry cultivation method - Google Patents
Net-shaped foam and its manufacturing method and strawberry cultivation method Download PDFInfo
- Publication number
- JP6997601B2 JP6997601B2 JP2017222239A JP2017222239A JP6997601B2 JP 6997601 B2 JP6997601 B2 JP 6997601B2 JP 2017222239 A JP2017222239 A JP 2017222239A JP 2017222239 A JP2017222239 A JP 2017222239A JP 6997601 B2 JP6997601 B2 JP 6997601B2
- Authority
- JP
- Japan
- Prior art keywords
- foam
- linear
- net
- strand
- foams
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Supports For Plants (AREA)
- Protection Of Plants (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
Description
本発明は、土壌の上に敷設し、イチゴなどの損傷しやすい果物の栽培に有用なネット状(網目状又はメッシュ状)発泡体とその製造方法、並びにイチゴの栽培方法に関する。 The present invention relates to a net-like (mesh-like or mesh-like) foam that is laid on soil and is useful for cultivating fragile fruits such as strawberries, a method for producing the same, and a method for cultivating strawberries.
イチゴの栽培において、イチゴが土壌に直接接触するのを防止するため、マルチフィルムと称されるカバーフィルムで地面を覆う方法が知られている。イチゴの栽培に利用されるマルチフィルムには、イチゴの生育を促進するために、水分蒸散性や地温蓄熱性が要求される。 In the cultivation of strawberries, a method of covering the ground with a cover film called a mulch film is known in order to prevent the strawberries from coming into direct contact with the soil. The mulch film used for strawberry cultivation is required to have water transpiration and soil heat storage in order to promote the growth of strawberries.
詳しくは、イチゴの栽培では、潅水や農薬散布を行って成長を助長するが、環境が多湿になると灰色カビ病などの病害が発生する。この現象は温度よりも湿度の関係が深く、感染が始まると周囲の株や果実に伝染し、収量に影響を及ぼす。そのため、マルチフィルムには、過剰な水分を速やかに逃すための水分蒸散性が要求される。 Specifically, in strawberry cultivation, irrigation and pesticide spraying are performed to promote growth, but when the environment becomes humid, diseases such as Botrytis cinerea occur. This phenomenon is more closely related to humidity than temperature, and when infection begins, it spreads to surrounding strains and fruits and affects yield. Therefore, the mulch film is required to have a water transpiration property for quickly releasing excess water.
また、イチゴの生育に必要な条件の中で、地温が根の生育に大きな影響を及ぼすため、変夜温管理と称される地熱管理が行われている。変夜温管理では、夜間を前半と後半の二つに分け、前夜半(日没から数時間)を転流促進時間帯として、比較的高い温度に保って、光合成産物の転流を促し、転流がほぼ終わった後夜半(前夜半から日の出まで)は呼吸消耗抑制時間帯として、低温に管理して呼吸による消耗を抑える夜温管理が行われている。そのため、マルチフィルムには、地温蓄熱性が要求される。 In addition, among the conditions necessary for the growth of strawberries, the geothermal temperature has a great influence on the growth of roots, so geothermal control called night temperature control is performed. In the midnight temperature control, the night is divided into the first half and the second half, and the first half (several hours from sunset) is set as the commutation promotion time zone, and the temperature is kept relatively high to promote the commutation of photosynthetic products. After midnight (from the night before to sunrise), when the commutation is almost over, the night temperature is controlled by controlling the temperature to a low temperature to suppress the exhaustion due to breathing. Therefore, the mulch film is required to have a geothermal heat storage property.
しかし、マルチフィルムでは、地温蓄熱性及び水分蒸散性が十分ではなかった。そこで、近年では、マルチフィルムに代わって又はマルチフィルムの上にさらに敷設するシートとして、イチゴ栽培用ネットも使用されている。 However, the mulch film did not have sufficient soil heat storage property and water transpiration property. Therefore, in recent years, a strawberry cultivation net has also been used as a sheet to be laid in place of or on the mulch film.
例えば、特開2005-6560号公報(特許文献1)には、複数の発泡ストランドを所定の間隔を空けて並列させてストランド群を形成し、複数のストランド群を、発泡ストランドが交差する状態に重ねるとともに、それら交差部において前記発泡ストランドを融着一体化させた網目状の発泡ネットにおいて、複数のストランド群のうち、重ね方向で上部に位置するストランド群の発泡ストランド(上部発泡ストランド)の発泡倍率8~40倍(例えば、10~30倍)よりも、下部に位置するストランド群の発泡ストランド(下部発泡ストランド)の発泡倍率を2~25倍(例えば、5~20倍)に小さくした発泡ネットが記載されている。この文献には、上部発泡ストランドの断面形状がほぼ円形であり、下部発泡ストランドの断面形状が扁平形状であること、下部発泡ストランドの幅が上部発泡ストランドの幅の0.3~1.5倍(特に同じ倍率)であり、下部発泡ストランドの厚みが上部発泡ストランドの厚みの0.1~1倍(例えば、0.2~0.6倍)であることが記載されている。 For example, in Japanese Patent Application Laid-Open No. 2005-6560 (Patent Document 1), a plurality of foamed strands are arranged in parallel at predetermined intervals to form a strand group, and the plurality of strands are arranged in a state where the foamed strands intersect. In a mesh-like foam net in which the foamed strands are fused and integrated at the intersections thereof, the foamed strands (upper foamed strands) of the strands located at the upper part in the stacking direction among the plurality of strands are foamed. Foaming in which the foaming ratio of the foamed strands (lower foamed strands) of the strand group located at the lower part is reduced to 2 to 25 times (for example, 5 to 20 times) than the magnification of 8 to 40 times (for example, 10 to 30 times). The net is listed. In this document, the cross-sectional shape of the upper foamed strand is almost circular, the cross-sectional shape of the lower foamed strand is flat, and the width of the lower foamed strand is 0.3 to 1.5 times the width of the upper foamed strand. (Especially the same magnification), and it is described that the thickness of the lower foamed strand is 0.1 to 1 times (for example, 0.2 to 0.6 times) the thickness of the upper foamed strand.
しかし、このような発泡ネットでは、上部発泡ストランドの断面形状が円形状であるため、散布水や薬液などがストランドに止まることなく流下しやすいものの、イチゴが点接触しやすく、果実が傷付きやすいとともに、イチゴを安定に支持できない。しかも、上部発泡ストランドで形成された菱形状のネット部で、イチゴが囲われた状態になり、通気性が低下し、イチゴの生育不良や腐敗が生じる可能性がある。さらに、上部発泡ストランドとの接触部では、イチゴの熟成又は色づきが妨げられ、未熟成部(又は白色部)を含むイチゴとなる場合がある。そして、未熟成部を含む果実(又は色づきの劣る果実)は、本来熟成していたとしても、光センサなどを利用した自動選別機において不良品として判断される可能性がある。 However, in such a foamed net, since the cross-sectional shape of the upper foamed strand is circular, sprayed water or chemicals can easily flow down without stopping at the strand, but the strawberries are easily in spot contact and the fruit is easily damaged. At the same time, it cannot support strawberries in a stable manner. Moreover, the diamond-shaped net portion formed by the upper foamed strands surrounds the strawberries, which reduces the air permeability and may cause poor growth or putrefaction of the strawberries. Further, at the contact portion with the upper foamed strand, the ripening or coloring of the strawberry is hindered, and the strawberry may be a strawberry containing an unripened portion (or a white portion). Then, even if the fruit including the unripened portion (or the fruit having a poor color) is originally matured, it may be determined as a defective product by an automatic sorting machine using an optical sensor or the like.
さらに、上部発泡ストランドの断面形状が円形状であるため、交差部での上部発泡ストランドと下部ストランドとの融着強度を高めることが困難である。さらには、上部ストランド及び下部ストランドの発泡倍率を調整する必要があるとともに、上部ストランドよりも発泡倍率の小さな下部ストランドは強度及び剛性が高く、しかも上部発泡ストランドが断面円形状である。そのため、巻き取り操作においては、発泡ネットは上部ストランド及び下部ストランドの反発力に抗して巻き取る必要があるだけでなく、緊密に巻き取ることが困難であるため、保管スペース及び輸送スペースが大きくなる。 Further, since the cross-sectional shape of the upper foamed strand is circular, it is difficult to increase the fusion strength between the upper foamed strand and the lower strand at the intersection. Further, it is necessary to adjust the expansion ratio of the upper strand and the lower strand, the lower strand having a smaller expansion ratio than the upper strand has high strength and rigidity, and the upper foam strand has a circular cross section. Therefore, in the winding operation, not only the foam net needs to be wound against the repulsive force of the upper strand and the lower strand, but also it is difficult to wind it tightly, so that the storage space and the transportation space are large. Become.
従って、本発明の目的は、散布水や薬液などの液体が止まることなく、イチゴなどの果実の傷付きを防止でき、果実を安定に支持しつつ生育を促進できるネット状発泡体、及びその製造方法並びにイチゴの栽培方法を提供することにある。 Therefore, an object of the present invention is a net-like foam capable of preventing damage to fruits such as strawberries without stopping liquids such as sprayed water and chemicals, and promoting growth while stably supporting the fruits, and production thereof. The purpose is to provide a method as well as a method for cultivating strawberries.
本発明の他の目的は、交差部での融着強度を高めることができるとともに、容易に巻き取り可能であり、保管スペース及び輸送スペースを低減できるネット状発泡体、及びその製造方法並びにイチゴの栽培方法を提供することにある。 Another object of the present invention is a net-like foam that can increase the fusion strength at the intersection, can be easily wound, and can reduce the storage space and the transportation space, and a method for producing the same, and strawberry. The purpose is to provide a cultivation method.
本発明のさらに他の目的は、通気性、水分蒸散性及び地温蓄熱性を向上でき、イチゴなどの果実の生育及び熟成を促進するのに有用なネット状発泡体、及びその製造方法並びにイチゴの栽培方法を提供することにある。 Still another object of the present invention is a net-like foam which can improve air permeability, water transpiration and soil heat storage, and is useful for promoting the growth and ripening of fruits such as strawberries, a method for producing the same, and strawberries. The purpose is to provide a cultivation method.
本発明者は、前記課題を達成するため鋭意検討した結果、複数の線状発泡体でストランド列を形成し、複数のストランド列を交差させて重ね合わせた状態で、線状発泡体を交差部で融着したネット状発泡体において、線状発泡体の断面形状を扁平状とし、最上位の線状発泡体の断面形状を、果実と接触可能な上面(果実が接触可能な接触面又は果実を受け可能な受け面)が緩やかに湾曲した形態とすると、散布水や薬液などの液体が湾曲面に沿って流下するだけでなく、イチゴなどの傷付きやすい果実であっても、果実を安定に支持しつつ果実を有効に保護でき、生育を促進できること、交差部において線状発泡体を面接触させて融着強度を向上できるとともに、極めて簡単に巻き取り可能であることを見いだし、本発明を完成した。 As a result of diligent studies to achieve the above object, the present inventor has formed a strand row with a plurality of linear foams, and in a state where the plurality of strand rows are crossed and overlapped with each other, the linear foams are cross-sectioned. In the net-like foam fused in, the cross-sectional shape of the linear foam is flattened, and the cross-sectional shape of the top-level linear foam is the upper surface (contact surface or fruit that can be contacted with the fruit). If the receiving surface) is gently curved, not only liquids such as spraying water and chemicals will flow down along the curved surface, but also fragile fruits such as strawberries will be stable. It was found that the fruit can be effectively protected and the growth can be promoted while supporting the fruit, the linear foam can be brought into surface contact at the cross section to improve the fusion strength, and the winding can be performed extremely easily. Was completed.
すなわち、本発明のネット状発泡体は、所定の間隔をおいて互いに並列に配設された複数の線状発泡体で形成されたストランド列を備え、複数の前記ストランド列が互いに交差した形態で重ね合わされ、重ね合わせ方向に隣接する線状発泡体が交差部で接合又は融着している。このようなネット状発泡体において、前記線状発泡体の断面形状はそれぞれ扁平な形態に形成されている。また、少なくとも最上部に位置するストランド列の線状発泡体の上面は、隣接する両側部の線状発泡体の方向にいくにつれて下方向に湾曲している。 That is, the net-like foam of the present invention includes a strand row formed of a plurality of linear foams arranged in parallel with each other at predetermined intervals, and the plurality of strand rows intersect each other. The linear foams that are overlapped and adjacent to each other in the stacking direction are joined or fused at the intersection. In such a net-like foam, the cross-sectional shape of the linear foam is formed into a flat shape. Further, the upper surface of the linear foam of the strand row located at least at the uppermost portion is curved downward toward the linear foams on both sides adjacent to each other.
前記各ストランド列において、線状発泡体の発泡倍率Mは、例えば、5~100倍程度であってもよい。また、複数のストランド列の線状発泡体の発泡倍率は、それぞれ、ストランド列によって、互いに異なっていてもよく、近似してほぼ同じであってもよい。例えば、最上部に位置するストランド列の線状発泡体(例えば、第1の線状発泡体)の発泡倍率M1と、下位に位置するストランド列の線状発泡体(例えば、第2の線状発泡体)の発泡倍率M2との比M1/M2は、例えば、0.7~1.3程度であってもよく、実質的にほぼ1(実質的に同じ発泡倍率)であってもよい。 In each of the strand rows, the expansion ratio M of the linear foam may be, for example, about 5 to 100 times. Further, the expansion ratios of the linear foams of the plurality of strand rows may be different from each other depending on the strand rows, or may be approximately the same. For example, the expansion ratio M1 of the linear foam of the strand row located at the uppermost portion (for example, the first linear foam) and the linear foam of the strand row located at the lower end (for example, the second linear foam). The ratio M1 / M2 of the foam) to the foaming ratio M2 may be, for example, about 0.7 to 1.3, or substantially 1 (substantially the same foaming ratio).
線状発泡体の断面形状は、前記のように扁平形状であり、線状発泡体の断面の幅をW、厚みをTとしたとき、最上部に位置するストランド列の線状発泡体(例えば、第1の線状発泡体)のアスペクト比(W/T)は、例えば、2~5程度であってもよい。また、最上部のストランド列に隣接する下位のストランド列の線状発泡体(例えば、第2の線状発泡体)のアスペクト比(W/T)は、上記最上部に位置するストランド列の線状発泡体(例えば、第1の線状発泡体)のアスペクト比に比べて、実質的に同じであってもよく、1.5~5程度と小さくてもよい。 The cross-sectional shape of the linear foam is flat as described above, and when the width of the cross section of the linear foam is W and the thickness is T, the linear foam of the strand row located at the uppermost portion (for example). , The aspect ratio (W / T) of the first linear foam) may be, for example, about 2 to 5. Further, the aspect ratio (W / T) of the linear foam of the lower strand row adjacent to the uppermost strand row (for example, the second linear foam) is the line of the strand row located at the uppermost portion. It may be substantially the same as the aspect ratio of the shaped foam (for example, the first linear foam), or may be as small as about 1.5 to 5.
さらに、最上部に位置するストランド列の線状発泡体の上面(第1の線状発泡体の受け面又は接触面)には、長手方向に間隔をおいて、複数の凹部及び/又は凸部を形成してもよい。 Further, on the upper surface of the linear foam of the strand row located at the uppermost portion (the receiving surface or the contact surface of the first linear foam), a plurality of concave portions and / or convex portions are spaced apart from each other in the longitudinal direction. May be formed.
より具体的には、ネット状発泡体は、所定の間隔をおいて互いに並列に配設され、イチゴと接触可能な接触面(又は果実を受け可能な受け面)を有する複数の第1の線状発泡体で形成された第1のストランド列と、所定の間隔をおいて互いに並列に配設され、前記第1のストランド列の前記第1の線状発泡体に対して斜め方向に交差して接合した複数の第2の線状発泡体で形成された第2のストランド列とを備え、メッシュ状(又は網目状)の形態を有していてもよい。 More specifically, the net-like foams are arranged in parallel with each other at predetermined intervals and have a plurality of first lines having a contact surface (or a receiving surface capable of receiving fruits) that can contact the strawberries. The first strand row formed of the shaped foam and the first strand row are arranged in parallel with each other at a predetermined interval, and intersect the first linear foam of the first strand row in an oblique direction. It may have a mesh-like (or mesh-like) morphology with a second strand row formed of a plurality of second linear foams joined together.
第1の線状発泡体及び第2の線状発泡体の断面形状は、それぞれ細幅状で扁平な形態であってもよく、第1の線状発泡体の接触面(又は受け面)は、隣接する第1の線状発泡体の両側部方向にいくにつれて第2の線状発泡体の方向に緩やかに湾曲していてもよい。また、前記接触面(又は受け面)は、長手方向に間隔をおいて複数の凹部(又は窪み部)を有していてもよい。 The cross-sectional shape of the first linear foam and the second linear foam may be narrow and flat, respectively, and the contact surface (or receiving surface) of the first linear foam is , It may be gently curved in the direction of the second linear foam as it goes toward both sides of the adjacent first linear foam. Further, the contact surface (or receiving surface) may have a plurality of recesses (or recesses) at intervals in the longitudinal direction.
第1及び第2の線状発泡体の発泡倍率Mは、それぞれ10~50倍程度であってもよく、第1の線状発泡体の発泡倍率M1と、第2の線状発泡体の発泡倍率M2との割合M1/M2は0.8~1.3程度であってもよく、第1の線状発泡体の発泡倍率M1と第2の線状発泡体の発泡倍率M2とはほぼ同じであってもよい。また、線状発泡体の断面の幅をW、厚みをTとしたとき、第1の線状発泡体の幅W1と第2の線状発泡体の幅W2との割合W1/W2は、例えば、1.5~3程度であってもよく、第1の線状発泡体のアスペクト比(W/T)は、例えば、2.2~4程度であってもよい。 The foaming ratio M of the first and second linear foams may be about 10 to 50 times, respectively, and the foaming ratio M1 of the first linear foam and the foaming of the second linear foam The ratio M1 / M2 to the magnification M2 may be about 0.8 to 1.3, and the foaming magnification M1 of the first linear foam and the foaming magnification M2 of the second linear foam are substantially the same. May be. Further, when the width of the cross section of the linear foam is W and the thickness is T, the ratio W1 / W2 of the width W1 of the first linear foam and the width W2 of the second linear foam is, for example, , 1.5 to 3, and the aspect ratio (W / T) of the first linear foam may be, for example, about 2.2 to 4.
また、重ね合わせ方向に隣接する線状発泡体(例えば、第1の線状発泡体及び第2の線状発泡体)は、交差部で面接触して融着して接合していてもよく、前記交差部での線状発泡体(例えば、第1の線状発泡体及び第2の線状発泡体)との接合強度は、万能試験機[AGS-Xシリーズ((株)島津製作所製)]を用い、JIS K6767-1999で測定したとき、例えば、10~100N/cm2程度であってもよい。 Further, the linear foams (for example, the first linear foam and the second linear foam) adjacent to each other in the stacking direction may be surface-contacted at the intersection and fused and joined. , The bonding strength with the linear foam (for example, the first linear foam and the second linear foam) at the intersection is a universal testing machine [AGS-X series (manufactured by Shimadzu Corporation). )], When measured by JIS K6767-1999, for example, it may be about 10 to 100 N / cm 2 .
なお、棒状発泡体が扁平な形態であるため、ネット状発泡体は任意の方向に巻き取り可能であり、交差部から一対の線状発泡体が対称形状に拡がった形態において、対向する交差部の交点を結ぶ方向に巻き取り可能であってもよい。 Since the rod-shaped foam has a flat shape, the net-shaped foam can be wound in any direction, and in a form in which a pair of linear foams spread symmetrically from the intersection, the opposing intersections. It may be possible to wind up in the direction connecting the intersections of.
本発明は前記ネット状発泡体の製造方法も包含する。この方法では、半径方向に隣接し、互いに逆方向に回転可能な複数のリングダイに形成された口金から溶融した発泡性樹脂組成物を押し出しながら、各リングダイから押し出された線状発泡体を交差部で融着させることにより、前記ネット状発泡体を製造する。この方法において、最外周側のリングダイ(例えば、第1のリングダイ)の周方向に間隔をおいて形成され、外周壁の高さが両側部で大きく(半径方向の長さが大きく)、周方向の中間部で小さい(半径方向の長さが小さく)形態の口金部(例えば、外周壁が内方に湾曲した口金部)と、最外周のリングダイに隣接する内側のリングダイ(例えば、第2のリングダイ)の周方向に間隔をおいて形成された所定長さの口金部とから、溶融した発泡性樹脂組成物を押し出すことにより、前記ネット状発泡体を製造できる。 The present invention also includes the method for producing the net-like foam. In this method, the linear foam extruded from each ring die is extruded while extruding the molten foamable resin composition from the bases formed on a plurality of ring dies that are adjacent to each other in the radial direction and can rotate in opposite directions. The net-like foam is produced by fusing at the intersection. In this method, the outermost ring dies (for example, the first ring dies) are formed at intervals in the circumferential direction, and the height of the outer peripheral wall is large on both sides (the length in the radial direction is large). A mouthpiece that is small (small radial length) in the middle of the circumference (for example, a mouthpiece with an inwardly curved outer peripheral wall) and an inner ring die that is adjacent to the outermost ring die (for example). , The net-like foam can be produced by extruding the molten foamable resin composition from the base portions having a predetermined length formed at intervals in the circumferential direction of the second ring die).
本発明のネット状発泡体は、種々の果実の栽培に利用でき、例えば、前記ネット状発泡体を土壌の上に敷設し、イチゴを栽培してもよい。 The net-like foam of the present invention can be used for cultivating various fruits. For example, the net-like foam may be laid on the soil to cultivate strawberries.
なお、本明細書において、線状発泡体の発泡倍率M、平均幅W及び平均厚みTは、交差部と交差部との間に遊離して位置する線状発泡体(例えば、交差部と交差部との間の中間部の線状発泡体)をランダムにサンプリングし、10点のサンプル試料の平均値を意味する。 In the present specification, the foaming magnification M, the average width W, and the average thickness T of the linear foam are separated from each other between the intersections (for example, intersecting the intersections). (Linear foam in the middle part between the parts) is randomly sampled, and means the average value of 10 sample samples.
本発明では、最上位の線状発泡体が所定の扁平状の形態を有しているため、散布水や薬液などの液体を線状発泡体の外周に沿って流下させることができると共に、イチゴなどの果実と面接触しやすく、イチゴなどの果実の傷付きを防止でき、傷付きやすい果実を有効に保護できる。また、複数のストランド列が重ね合わされて、ネット状に形成されているため、通気性が高く、果実を安定に支持しつつ生育を促進できる。 In the present invention, since the uppermost linear foam has a predetermined flat morphology, a liquid such as spray water or a chemical solution can flow down along the outer periphery of the linear foam, and strawberry. It is easy to make surface contact with fruits such as strawberries, it is possible to prevent damage to fruits such as strawberries, and it is possible to effectively protect fragile fruits. In addition, since a plurality of strand rows are superposed to form a net, the air permeability is high, and the growth can be promoted while stably supporting the fruit.
また、所定の扁平状の線状発泡体が交差部で接合しているため、交差部での融着強度を高めることができるとともに、容易に巻き取り可能であり、保管スペース及び輸送スペースを低減できる。さらに、通気性、水分蒸散性及び地温蓄熱性を向上でき、イチゴなどの果実の生育及び熟成を促進できる。特に、最上位の線状発泡体の長手方向に間隔をおいて凹凸部を形成すると、通気性を向上できると共に、光の反射効率も向上でき、果実の色づきや熟成を促進できる。 Further, since a predetermined flat linear foam is joined at the intersection, the fusion strength at the intersection can be increased, and the foam can be easily wound up, reducing the storage space and the transportation space. can. Furthermore, it is possible to improve air permeability, water transpiration and soil heat storage, and promote the growth and ripening of fruits such as strawberries. In particular, when the uneven portions are formed at intervals in the longitudinal direction of the uppermost linear foam, the air permeability can be improved, the light reflection efficiency can be improved, and the coloring and ripening of the fruit can be promoted.
以下、必要に応じて添付図面を参照しつつ、本発明を詳細に説明する。 Hereinafter, the present invention will be described in detail with reference to the accompanying drawings as necessary.
図1~図3に示すネット状発泡体(又は網目状果実保護材又は緩衝材)1は、最上部に位置し、複数の第1の線状発泡体3で形成された第1のストランド列2と、この第1のストランド列の下位に位置し、前記第1のストランド列2の前記第1の線状発泡体3に対して斜め方向に交差して融着した複数の第2の線状発泡体5で形成された第2のストランド列4とを備えており、第1のストランド列2及び第2のストランド列4において、複数の第1の線状発泡体3及び複数の第2の線状発泡体5は、それぞれ、所定の間隔(この例では、例えば、10~15mm間隔)をおいて互いに並列に配設されている。そのため、ネット状発泡体1は、菱形状(又は菱形枠状)の網目構造を有するメッシュ状の形態を有している。すなわち、交差部から一対の線状発泡体3,5が対称形状に拡がって菱形状(又は菱形枠状)の形態に形成されている。
The net-like foam (or mesh-like fruit protective material or cushioning material) 1 shown in FIGS. 1 to 3 is located at the uppermost portion and is a first strand row formed of a plurality of first
また、第1の線状発泡体3及び第2の線状発泡体5は、それぞれ、発泡倍率が10~40倍程度の独立気泡構造を有するエチレン系樹脂発泡体で形成されている。また、最上位の第1の線状発泡体3と下位の第2の線状発泡体5とは、ほぼ同じ発泡倍率で形成されており、最上位の第1の線状発泡体3の発泡倍率M1と下位の第2の線状発泡体5の発泡倍率M2との比M1/M2が0.9~1.3程度である。第2の線状発泡体5の発泡倍率を第1の線状発泡体3の発泡倍率と同等にしても、下記のように、前記複数の第1の線状発泡体3及び第2の線状発泡体5が断面扁平状の形態であるため、交差部において、高い接合強度で接合できる。
Further, the first
前記複数の第1の線状発泡体3及び第2の線状発泡体5は、それぞれ細幅に形成され、前記のように、断面形状は扁平状に形成されている。この例では、線状発泡体の断面の幅をW、厚みをTとしたとき、第1の線状発泡体3のアスペクト比(W1/T1)は2.2~3.5程度に形成されており、第2の線状発泡体5のアスペクト比(W2/T2)は1.7~3程度に形成されている。また、第1の線状発泡体3の幅W1は、第2の線状発泡体5の幅W2よりも大きく形成され(W1>W2)、例えば、第1の線状発泡体3の幅W1=5~10mm、第2の線状発泡体5の幅W2=2~5mm程度、幅の比率W1/W2=1.7~2.2程度に形成されている。なお、交差部の幅は、第1の線状発泡体3の幅W1よりも大きく形成され、交差部では、隣接する交差部間の中間に位置する第1の線状発泡体3の幅W1から次第に幅方向に膨らんだ形態を有していてもよい。また、第1の線状発泡体3の厚みT1は、第2の線状発泡体5の厚みT2よりも大きく形成され(T1>T2)、例えば、第1の線状発泡体3の厚みT1=1.5~3.5mm、第2の線状発泡体5の厚みT2=0.7~2.5mm程度、厚みの比率T1/T2=0.5~0.9程度に形成されている。
The plurality of first
このような扁平形状を有しているため、第1の線状発泡体3と第2の線状発泡体5とは、交差部において大きな面で緊密に面接触して溶着可能であり、交差部での融着強度を向上できる。
Since it has such a flat shape, the first
さらに、最上部に位置する第1の線状発泡体3の上面は、イチゴと接触可能な接触面(又はイチゴを受け可能な受け面)を有しており、この接触面(又は受け面)は、第1の線状発泡体3の幅方向に向かって湾曲して下降している。すなわち、前記接触面(又は受け面)は、隣接する両側部の第1の線状発泡体3の方向にいくにつれて(又は第1の線状発泡体3の幅の両側部方向にいくにつれて)下方向に(又は第2の線状発泡体5に向かう方向に)緩やかに湾曲している。また、第1の線状発泡体3の下面は、平坦であってもよく、第2の線状発泡体5に向かって緩やかに凸状に又は凹状に湾曲していてもよい。
Further, the upper surface of the first
さらに、第1の線状発泡体3の上面(接触面又は受け面)は、長手方向に間隔をおいて、長手方向に所定の長さ(例えば、第1の線状発泡体3の及び/又は第2の線状発泡体5の幅と同程度の長さ)で湾曲して延びる複数の窪み部(又は湾曲凹部)3aを有し、凹凸面を形成している。すなわち、第1の線状発泡体3の上面(接触面又は受け面)は、長手方向に波打った形態(又はうねった形態)を有していてもよい。なお、第2の線状発泡体5の上面及び下面は、平坦であってもよく、第1の線状発泡体3に向かって緩やかに凸状に又は凹状に湾曲していてもよい。
Further, the upper surface (contact surface or receiving surface) of the first
なお、前記第1の線状発泡体3及び第2の線状発泡体5の周面には、それぞれ微細な凹凸部が形成されている。
Fine uneven portions are formed on the peripheral surfaces of the first
このようなネット状発泡体1を畝部に敷設して、イチゴ栽培すると、最上位の第1のストランド列2の第1の線状発泡体3が扁平な形状を有しているため、イチゴを第1の線状発泡体3の上面(接触面又は受け面)で安定に支持でき、傷付きやすいイチゴを有効に保護し、傷付きを防止できる。特に、第1の線状発泡体3の上面に、長手方向に間隔をおいて複数の窪み部3aを有するため、イチゴを安定に支持しつつ、第1の線状発泡体3とイチゴとの間に空間又は空隙を確保でき、高い通気性を確保できる。そのため、生育を促進できるとともに、光の反射効率を向上でき、イチゴの色づきや熟成を促進できる。また、水、薬液などの液体を散布したり、結露水が滴下しても、第1の線状発泡体3の上面が湾曲しているため、液体を湾曲面に沿って流下させて水はけを改善でき、イチゴの腐敗を防止できる。さらに、第1の線状発泡体3と第2の線状発泡体5とが交差部において扁平な形態で接合(又は融着)しているため、交差部において線状発泡体3,5を面接触させて融着強度を向上できるだけでなく、交差部の狭角側での対向する交点を結ぶ方向にも緊密かつ容易に巻回できるため、極めて簡単に巻き取り可能である。そのため、ネット状発泡体1を小さな容積で巻き取ることができ、巻き取ったネット状発泡体1の収容スペース及び輸送スペースを低減できる。また、ストランド列間の接着力も向上しているため、巻き取り作業時のネット状発泡体の損傷(特に破れ)も改善できる。
When such a net-like foam 1 is laid on the ridge and cultivated as a strawberry, the first
なお、ネット状発泡体は、複数のストランド列で形成すればよく、2つのストランド列に限らず、3以上の複数のストランド列で形成してもよい。ストランド列は、所定の間隔をおいて互いに並列に配設された複数の線状発泡体で形成することができ、複数の線状発泡体の間隔は、果実(例えば、イチゴ)の種類及び大きさに応じて、例えば、5~30mm(例えば、7~25mm)、好ましくは10~25mm(例えば、12~20mm)程度であってもよく、10~20mm(例えば、12~15mm)程度であってもよい。なお、3以上の複数のストランド列を有するネット状発泡体では、重ね合わせ(又は厚み)方向において、中間のストランド列(第2のストランド列)を介して隣接する上下ストランド列(第1のストランド列及び第3のストランド列)の位置は、幅方向において重なっていてもよく、互いに異なっていてもよい。 The net-like foam may be formed of a plurality of strand rows, and may be formed of not only two strand rows but also three or more strand rows. The strand row can be formed of a plurality of linear foams arranged in parallel with each other at predetermined intervals, and the spacing between the plurality of linear foams is the type and size of the fruit (eg, strawberry). Depending on the situation, it may be, for example, 5 to 30 mm (for example, 7 to 25 mm), preferably about 10 to 25 mm (for example, 12 to 20 mm), and may be about 10 to 20 mm (for example, 12 to 15 mm). You may. In the net-like foam having three or more strand rows, the upper and lower strand rows (first strands) adjacent to each other via the intermediate strand row (second strand row) in the stacking (or thickness) direction. The positions of the rows and the third strand rows) may overlap in the width direction or may differ from each other.
複数の前記ストランド列は、互いに交差した形態で重ね合わされ、重ね合わせ方向に隣接する線状発泡体は、交差部で互いに接合(又は融着)している。 The plurality of strand rows are superposed so as to intersect each other, and the linear foams adjacent to each other in the superposition direction are joined (or fused) to each other at the intersection.
複数の前記ストランド列(線状発泡体)は、互いに直交する方向に交差していてもよく、斜め方向に交差していてもよい。複数の前記ストランド列(線状発泡体)の交差角(第1の線状発泡体と第2の線状発泡体との交差部のうち狭角側の交差角)は、特に制限されず、例えば、10~90°(例えば、15~80°)程度であってもよく、通常、10~45°(例えば、15~40°)、好ましくは15~30°(例えば、15~25°)程度であってもよい。 The plurality of strand rows (linear foams) may intersect in a direction orthogonal to each other, or may intersect in an oblique direction. The crossing angle of the plurality of strand rows (linear foams) (the crossing angle on the narrow angle side of the crossing portion between the first linear foam and the second linear foam) is not particularly limited. For example, it may be about 10 to 90 ° (for example, 15 to 80 °), usually 10 to 45 ° (for example, 15 to 40 °), preferably 15 to 30 ° (for example, 15 to 25 °). It may be about.
各ストランド列を形成する前記線状発泡体の断面形状は、それぞれ扁平な形態であればよく、広幅であってもよく、細幅であってもよい。線状発泡体の断面形状は、通常、細幅状で扁平な形態である場合が多い。 The cross-sectional shape of the linear foam forming each strand row may be a flat shape, may be wide, or may be narrow. The cross-sectional shape of the linear foam is usually narrow and flat in many cases.
なお、各ストランド列において、線状発泡体は、長手方向でほぼ同じ幅であってもよく、交差部では、線状発泡体の幅が狭まった又は大きくなった形態で溶着していてもよく、前記のように、線状発泡体の幅が拡がった形態で溶着している場合が多い。また、各ストランド列において、線状発泡体の厚みは、長手方向でほぼ同じ厚みであってもよく、交差部において、大きく又は小さくなっていてもよく、隣接する交差部の間に位置する中間部(遊離部)において、小さく又は大きくなっていてもよい。 In each strand row, the linear foam may have substantially the same width in the longitudinal direction, and at the intersection, the linear foam may be welded in a form in which the width is narrowed or increased. As described above, in many cases, the linear foam is welded in a form in which the width is widened. Further, in each strand row, the thickness of the linear foam may be substantially the same in the longitudinal direction, may be larger or smaller at the intersection, and may be intermediate located between adjacent intersections. The portion (free portion) may be smaller or larger.
具体的には、線状発泡体の断面の平均幅をW、平均厚みをTとしたとき、果実側に位置する最上位のストランド列の線状発泡体(最上位の線状発泡体、例えば、第1のストランド列2の第1の線状発泡体3)の平均幅W1は、例えば、1~30mm(例えば、2~20mm)、好ましくは3~15mm(例えば、4~12mm)、さらに好ましくは5~10mm(例えば、5~8mm)程度であってもよい。平均幅W1が小さすぎると、ネット状発泡体の強度が低下するとともに、果実に対する支持安定性が低下し、大きすぎると、ネット状発泡体の重量が増大するとともに、水はけ性、通気性や巻き取り性が低下する場合がある。
Specifically, when the average width of the cross section of the linear foam is W and the average thickness is T, the linear foam of the highest strand row located on the fruit side (the highest linear foam, for example, The average width W1 of the first linear foam 3) of the
最上位の線状発泡体の平均厚みT1は、例えば、0.5~15mm(例えば、1~12mm)、好ましくは1.5~10mm(例えば、1.7~8mm)、さらに好ましくは2~5mm)程度であってもよい。平均厚みT1が小さすぎると、ネット状発泡体の強度が低下するとともに、水はけ性が低下し、大きすぎると、ネット状発泡体の重量が増大するとともに、巻き取り性が低下する場合がある。 The average thickness T1 of the top-level linear foam is, for example, 0.5 to 15 mm (for example, 1 to 12 mm), preferably 1.5 to 10 mm (for example, 1.7 to 8 mm), and more preferably 2 to 2. It may be about 5 mm). If the average thickness T1 is too small, the strength of the net-like foam is lowered and the drainage property is lowered, and if it is too large, the weight of the net-like foam is increased and the take-up property may be lowered.
最上位の線状発泡体の平均アスペクト比R1(W1/T1)は、例えば、2~5(例えば、2.2~4)、好ましくは2.5~3.5(例えば、2.7~3.3)程度であってもよい。平均アスペクト比R1が小さすぎると、果実に対する支持安定性が低下し、大きすぎると重量が大きくなるとともに、水はけ性が低下する場合がある。 The average aspect ratio R1 (W1 / T1) of the uppermost linear foam is, for example, 2 to 5 (for example, 2.2 to 4), preferably 2.5 to 3.5 (for example, 2.7 to). 3.3) It may be about. If the average aspect ratio R1 is too small, the support stability for the fruit is lowered, and if it is too large, the weight is increased and the drainage property may be lowered.
最上位のストランド列に隣接し、土壌側に位置する下位のストランド列の線状発泡体(下位の線状発泡体、例えば、第2のストランド列4の第2の線状発泡体5)の平均幅W2は、最上位の線状発泡体の平均幅W1と同様であってもよく、最上位の線状発泡体の平均幅W1よりも大きくてもよく、小さくてもよい。ネット状発泡体の水はけ性、巻き取り性を向上させるためには、下位の線状発泡体の平均幅W2は最上位の線状発泡体の平均幅W1よりも小さい場合が多い(W1>W2)。下位の線状発泡体の平均幅W2は、例えば、0.5~25mm(例えば、1~20mm)、好ましくは2~15mm(例えば、3~10mm)、さらに好ましくは2~8mm(例えば、2.5~7mm)程度であってもよく、2~6mm(例えば、2.5~5mm)程度であってもよい。平均幅W2が小さすぎると、ネット状発泡体の強度が低下するとともに、果実に対する支持安定性が低下し、大きすぎると、ネット状発泡体の重量が増大するとともに、水はけ性、通気性や巻き取り性が低下する場合がある。
A linear foam of a lower strand row adjacent to the uppermost strand row and located on the soil side (for example, a lower linear foam, for example, a second
上位の線状発泡体の平均幅W1と下位の線状発泡体の平均幅W2との割合W1/W2は、例えば、0.5~1.5程度の範囲から選択でき、通常、1~3(例えば、1.2~3)、好ましくは1.5~2.5(例えば、1.7~2.3)程度であってもよい。 The ratio W1 / W2 of the average width W1 of the upper linear foam and the average width W2 of the lower linear foam can be selected from, for example, about 0.5 to 1.5, and is usually 1 to 3. (For example, 1.2 to 3), preferably about 1.5 to 2.5 (for example, 1.7 to 2.3) may be used.
下位の線状発泡体の平均厚みT2は、最上位の線状発泡体の平均厚みT1と同様であってもよく、最上位の線状発泡体の平均厚みT1よりも大きくてもよく、小さくてもよい。ネット状発泡体の水はけ性、巻き取り性を向上させるためには、下位の線状発泡体の平均厚みT2は最上位の線状発泡体の平均厚みT1と同等又は平均厚みT1よりも小さい場合が多い(T1≧T2)。下位の線状発泡体の平均厚みT2は、例えば、0.3~15mm(例えば、0.5~12mm)、好ましくは0.7~10mm(例えば、1~5mm)、さらに好ましくは1.2~2.5mm(例えば、1.5~2mm)程度であってもよい。例えば、上位の線状発泡体の平均厚みT1と下位の線状発泡体の平均厚みT2との割合T1/T2は、例えば、0.5~1.5程度の範囲から選択でき、通常、0.5~1(例えば、0.5~0.9)、好ましくは0.6~0.8(例えば、0.7~0.8)程度であってもよい。平均厚みT2が小さすぎると、ネット状発泡体の強度が低下するとともに、水はけ性が低下し、大きすぎると、ネット状発泡体の重量が増大するとともに、巻き取り性が低下する場合がある。 The average thickness T2 of the lower linear foam may be the same as the average thickness T1 of the uppermost linear foam, or may be larger or smaller than the average thickness T1 of the uppermost linear foam. You may. In order to improve the drainage and take-up properties of the net-like foam, the average thickness T2 of the lower linear foam is equal to or smaller than the average thickness T1 of the uppermost linear foam. (T1 ≧ T2). The average thickness T2 of the lower linear foam is, for example, 0.3 to 15 mm (for example, 0.5 to 12 mm), preferably 0.7 to 10 mm (for example, 1 to 5 mm), and more preferably 1.2. It may be about 2.5 mm (for example, 1.5 to 2 mm). For example, the ratio T1 / T2 of the average thickness T1 of the upper linear foam and the average thickness T2 of the lower linear foam can be selected from, for example, about 0.5 to 1.5, and is usually 0. It may be about .5-1 (for example, 0.5 to 0.9), preferably about 0.6 to 0.8 (for example, 0.7 to 0.8). If the average thickness T2 is too small, the strength of the net-like foam is lowered and the drainage property is lowered, and if it is too large, the weight of the net-like foam is increased and the take-up property may be lowered.
下位の線状発泡体の平均アスペクト比R2(W2/T2)は、例えば、1.5~5(例えば、1.6~4)、好ましくは1.7~3.5(例えば、1.75~3)程度であってもよく、1.5~2.5(例えば、1.7~2.3)程度であってもよい。なお、下位の線状発泡体の平均アスペクト比R2は、最上位の線状発泡体の平均アスペクト比R1と同等であってもよく、通常、平均アスペクト比R1よりも小さい場合が多い。そのため、平均アスペクト比の割合(R1/R2)は、0.5~3程度であってもよいが、通常、0.8~2.5(例えば、1~2.5)、好ましくは1.2~2.2(例えば、1.3~1.7)程度であってもよく、1.1~2(例えば、1.25~1.75)程度であってもよい。 The average aspect ratio R2 (W2 / T2) of the lower linear foam is, for example, 1.5 to 5 (for example, 1.6 to 4), preferably 1.7 to 3.5 (for example, 1.75). It may be about 3) or about 1.5 to 2.5 (for example, 1.7 to 2.3). The average aspect ratio R2 of the lower linear foam may be the same as the average aspect ratio R1 of the uppermost linear foam, and is usually smaller than the average aspect ratio R1. Therefore, the ratio of the average aspect ratio (R1 / R2) may be about 0.5 to 3, but is usually 0.8 to 2.5 (for example, 1 to 2.5), preferably 1. It may be about 2 to 2.2 (for example, 1.3 to 1.7) or about 1.1 to 2 (for example, 1.25 to 1.75).
さらに、少なくとも最上部に位置するストランド列の線状発泡体(例えば、前記第1のストランド列2の第1の線状発泡体3)の上面は、隣接する両側部の線状発泡体(例えば、前記第1の線状発泡体3)の方向(又は幅方向)にいくにつれて下方向(例えば、前記第2の線状発泡体5に向かう方向)に湾曲している。上記上面の形態は、山形状であればよく、通常、半円状、特に緩やかに湾曲する半円状である場合が多い。さらに、上面の形態は、頂部が緩やかに傾斜又は湾曲し、両側部において比較的大きく湾曲した形態である場合が多い。最上位置のストランド列の線状発泡体が上記の形態を有しているため、薬液、水などを噴霧したり、ハウス栽培において結露水が滴下しても、液体を円滑に土壌の方向に流下させることができ、水はけ性を改善でき、果実の病気や腐敗を防止できる。
Further, the upper surface of the linear foam of the strand row located at least at the uppermost portion (for example, the first
なお、最上位のストランド列の線状発泡体の下面は、下方向に湾曲(例えば、緩やかに湾曲)していてもよく、通常、平坦又は上方向に湾曲(例えば、緩やかに湾曲)していてもよい。線状発泡体の下面は、上面に対応して、上方向に湾曲(例えば、緩やかに湾曲)している場合が多い。 The lower surface of the linear foam of the uppermost strand row may be curved downward (for example, gently curved), and is usually flat or curved upward (for example, gently curved). You may. The lower surface of the linear foam is often curved upward (for example, gently curved) corresponding to the upper surface.
また、最上位のストランド列に隣接する下位のストランド列の線状発泡体(例えば、前記第2の線状発泡体5)の上面及び下面は、前記最上位の線状発泡体(例えば、前記第1の線状発泡体3)と同様の形態であってもよく、上面は、平坦であってもよく、下方向に湾曲(例えば、緩やかに湾曲)していてもよい。 Further, the upper surface and the lower surface of the linear foam of the lower strand row adjacent to the uppermost strand row (for example, the second linear foam 5) are the uppermost linear foam (for example, the said). It may have the same form as the first linear foam 3), and the upper surface may be flat or may be curved downward (for example, gently curved).
図4は、本発明の他のネット状発泡体の一部交差を示す概略断面図である。この例では、最上位のストランド列の線状発泡体(第1の線状発泡体13)の断面形状は、頂部が緩やかに傾斜又は湾曲し、両側部において比較的大きく湾曲した形態の上面(果実との接触面)と、この上面に対応して上方向に緩やかに上昇して湾曲した下面とを有している。また、下位のストランド列の線状発泡体(第2の線状発泡体15)の断面形状は、下方向に緩やかに下降して湾曲した上面と、この上面に対応して湾曲した下面とを有しており、第2の線状発泡体15の上面の高さ位置は、第1の線状発泡体13の上面よりも下位に位置している。
FIG. 4 is a schematic cross-sectional view showing a partial intersection of another net-like foam of the present invention. In this example, the cross-sectional shape of the linear foam (first linear foam 13) of the uppermost strand row has a top surface that is gently inclined or curved at the top and relatively largely curved at both sides. It has a contact surface with fruits) and a curved lower surface that gently rises upward corresponding to the upper surface. Further, the cross-sectional shape of the linear foam (second linear foam 15) of the lower strand row has an upper surface that is gently descended downward and curved, and a lower surface that is curved corresponding to the upper surface. The height position of the upper surface of the second
このような形態の線状発泡体13,15でネット状発泡体を形成しても、前記と同様に、第1の線状発泡体13の湾曲した上面で果実を安定に支持できると共に、上位の第1の線状発泡体13と下位の第2の線状発泡体15とで形成されるメッシュ状空間及び高さ空間で通気性を確保しつつ、果実を生育できる。また、第2の線状発泡体15の上面が下方向に緩やかに湾曲していても、第1の線状発泡体13と第2の線状発泡体15との高さ空間で通気性を確保でき、適度な湿度環境を提供することもでき、果実の腐敗や病気を防止できる。
Even if the net-like foams are formed of the
さらに、最上部に位置するストランド列の線状発泡体(例えば、前記第1の線状発泡体3,13)の上面(接触面又は受け面)は、長手方向に均一(厚み方向に対して平坦)であってもよいが、果実との過度な接触(例えば、面接触)を抑制しつつ、果実との間に間隙を形成して通気性、光の反射性などを改善するため、長手方向に間隔をおいて、複数の凹部及び/又は凸部を有しているのが好ましい。前記凹凸部は、前記のように窪み部(所定の長さ域で下方に湾曲した窪み部)に限らず、凸部(湾曲した凹部、又は谷部)で形成してもよく、凸部(湾曲した凸部、又は山部)で形成してもよい。また、前記複数の凹部及び/又は凸部が形成された凹凸面は、長手方向に間隔をおいて形成された凹凸部により、規則的又は不規則的に、長手方向に波打った形態(又はうねった形態)を有していてもよい。このような線状発泡体の上面は、周方向に湾曲しているとともに長手方向にも凹部及び/又は凸部が形成されているため、果実に対する支持安定性、通気性及び光の反射性を改善でき、果実の生育、色づき及び熟成を促進できる。
Further, the upper surface (contact surface or receiving surface) of the linear foam of the strand row located at the uppermost portion (for example, the first
なお、窪み部などの凹部及び/又は凸部は、線状発泡体(例えば、第1の線状発泡体3,13)の上面(受け面又は接触面)のうち、長手方向の適所に形成でき、例えば、下位の線状発泡体(例えば、第2の線状発泡体5,15)との交差部又はその近傍、若しくは前記隣接する交差部の中間部に位置する中間部などに形成してもよい。
The concave portion and / or the convex portion such as the recessed portion is formed at an appropriate position in the longitudinal direction on the upper surface (receiving surface or contact surface) of the linear foam (for example, the first
なお、前記線状発泡体は、発泡性熱可塑性樹脂組成物で形成できる。熱可塑性樹脂としては、例えば、オレフィン系樹脂、スチレン系樹脂、塩化ビニル系樹脂、酢酸ビニル系樹脂、ポリビニルアルコール系樹脂、アクリル系樹脂、ポリアセタール系樹脂、ポリエステル系樹脂、ポリカーボネート樹脂、ポリアミド系樹脂、熱可塑性エラストマーなどが挙げられる。これらの樹脂は単独又は二種以上組み合わせてもよい。これらの樹脂のうち、オレフィン系樹脂(例えば、エチレン系樹脂、プロピレン系樹脂など)、スチレン系樹脂(例えば、ポリスチレンなど)、熱可塑性エラストマー(例えば、オレフィン系熱可塑性エラストマー、スチレン系熱可塑性エラストマーなど)が好ましく、柔軟性や弾性などの機械的特性にも優れる点から、少なくともオレフィン系樹脂(特に、エチレン系樹脂)を含むのが好ましい。 The linear foam can be formed of a foamable thermoplastic resin composition. Examples of the thermoplastic resin include olefin resins, styrene resins, vinyl chloride resins, vinyl acetate resins, polyvinyl alcohol resins, acrylic resins, polyacetal resins, polyester resins, polycarbonate resins, and polyamide resins. Examples include thermoplastic elastomers. These resins may be used alone or in combination of two or more. Among these resins, olefin resins (eg, ethylene resins, propylene resins, etc.), styrene resins (eg, polystyrene, etc.), thermoplastic elastomers (eg, olefin thermoplastic elastomers, styrene thermoplastic elastomers, etc.), etc. ) Is preferable, and at least an olefin-based resin (particularly, an ethylene-based resin) is preferable because it is excellent in mechanical properties such as flexibility and elasticity.
オレフィン系樹脂としては、ポリエチレン(高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレンなどのポリエチレン)、ポリプロピレン、エチレン-プロピレン共重合体などのα-C2-4鎖状オレフィン単独又は共重合体、エチレン-酢酸ビニル共重合体(EVA樹脂)などが挙げられる。これらのオレフィン系樹脂も単独で又は二種以上組み合わせて使用できる。オレフィン系樹脂としては、通常、高密度ポリエチレン、低密度ポリエチレン、直鎖状低密度ポリエチレンなどのポリエチレン系樹脂が汎用される。なお、ポリエチレン系樹脂には、メタロセン触媒を用いて調製されたメタロセンポリエチレン系樹脂も含まれる。 Examples of the olefin resin include polyethylene (polyethylene such as high-density polyethylene, low-density polyethylene, and linear low-density polyethylene), polypropylene, and α-C 2-4 chain olefins such as ethylene-propylene copolymer alone or by weight. Examples thereof include a coalescence, a polyethylene-vinyl acetate copolymer (EVA resin) and the like. These olefin resins can also be used alone or in combination of two or more. As the olefin-based resin, polyethylene-based resins such as high-density polyethylene, low-density polyethylene, and linear low-density polyethylene are generally used. The polyethylene-based resin also includes a metallocene polyethylene-based resin prepared by using a metallocene catalyst.
熱可塑性樹脂組成物は、発泡成分として、慣用の発泡剤を含んでおり、発泡剤は、分解性発泡剤(化学発泡剤)であってもよいが、腐食性、取扱性などの観点から、揮発性発泡剤(物理発泡剤)を用いてもよい。揮発性発泡剤としては、例えば、無機系発泡剤(窒素、二酸化炭素、酸素、空気、水など)、有機系発泡剤(脂肪族炭化水素、脂環族炭化水素、芳香族炭化水素、塩化炭化水素、フッ化炭化水素、アルコール類、エーテル類、アルデヒド類、ケトン類など)などが挙げられる。これらのうち、安価で毒性が低い点から、ブタン(n-ブタン、イソブタン)やペンタン(n-ペンタン、イソペンタンなど)などの低級脂肪族炭化水素が汎用される。 The thermoplastic resin composition contains a conventional foaming agent as a foaming component, and the foaming agent may be a degradable foaming agent (chemical foaming agent), but from the viewpoint of corrosiveness, handleability, and the like, the foaming agent may be a degradable foaming agent. A volatile foaming agent (physical foaming agent) may be used. Examples of the volatile foaming agent include an inorganic foaming agent (nitrogen, carbon dioxide, oxygen, air, water, etc.) and an organic foaming agent (aliphatic hydrocarbon, alicyclic hydrocarbon, aromatic hydrocarbon, chloride hydrocarbon). Hydrogen, fluorinated hydrocarbons, alcohols, ethers, aldehydes, ketones, etc.) and the like. Of these, lower aliphatic hydrocarbons such as butane (n-butane, isobutane) and pentane (n-pentane, isopentane, etc.) are widely used because they are inexpensive and have low toxicity.
発泡剤の割合は、例えば、樹脂100重量部に対して、例えば、0.01~30重量部、好ましくは0.1~25重量部、さらに好ましくは1~20重量部(特に5~15重量部)程度である。 The ratio of the foaming agent is, for example, 0.01 to 30 parts by weight, preferably 0.1 to 25 parts by weight, and more preferably 1 to 20 parts by weight (particularly 5 to 15 parts by weight) with respect to 100 parts by weight of the resin. Part)
前記発泡樹脂組成物は気泡調整剤を含んでいてもよい。気泡調整剤としては、例えば、ケイ素化合物(タルク、シリカ、ゼオライトなど)、無機酸塩(炭酸ナトリウム、炭酸水素ナトリウムなどの炭酸塩又は炭酸水素塩など)、有機酸又はその塩(クエン酸、クエン酸ナトリウム、ステアリン酸カルシウム、ステアリン酸アルミニウム、ステアリン酸亜鉛など)、金属酸化物(酸化亜鉛、酸化チタン、酸化アルミニウムなど)、金属水酸化物(水酸化アルミニウムなど)などが挙げられる。これらの気泡調整剤は単独で又は二種以上組み合わせて使用してもよい。 The foamed resin composition may contain a bubble adjusting agent. Examples of the bubble adjusting agent include silicon compounds (talc, silica, zeolite, etc.), inorganic acid salts (carbonates such as sodium carbonate, sodium hydrogencarbonate, etc.), organic acids or salts thereof (citrate, citrate, etc.). Examples thereof include sodium acid, calcium stearate, aluminum stearate, zinc stearate, etc.), metal oxides (zinc oxide, titanium oxide, aluminum oxide, etc.), and metal hydroxides (aluminum hydroxide, etc.). These bubble regulators may be used alone or in combination of two or more.
気泡調整剤の割合は、樹脂100重量部に対して、例えば、0.01~10重量部、好ましくは0.05~5重量部、さらに好ましくは0.1~3重量部(特に0.5~2重量部)程度である。 The ratio of the bubble adjusting agent is, for example, 0.01 to 10 parts by weight, preferably 0.05 to 5 parts by weight, and more preferably 0.1 to 3 parts by weight (particularly 0.5) with respect to 100 parts by weight of the resin. ~ 2 parts by weight).
発泡樹脂組成物は収縮防止剤を含んでいてもよい。収縮防止剤としては、例えば、脂肪酸エステル(パルミチン酸モノ乃至トリグリセリド、ステアリン酸モノ乃至トリグリセリドなどのC8-24脂肪酸と多価アルコールとのエステルなど)、脂肪酸アミド(パルミチン酸アミド、ステアリン酸アミドなどのC8-24脂肪酸アミドなど)などが挙げられる。これらの収縮防止剤は、水分蒸散性を向上させるための界面活性剤として機能してもよい。これらの収縮防止剤は、単独で又は二種以上組み合わせて使用できる。 The foamed resin composition may contain a shrinkage inhibitor. Examples of the shrinkage inhibitor include fatty acid esters (esters of C8-24 fatty acids such as palmitic acid mono-triglyceride, stearic acid mono-triglyceride and polyhydric alcohols), fatty acid amides (palmitic acid amides, stearic acid amides, etc.). C 8-24 fatty acid amide, etc.) and the like. These shrinkage inhibitors may function as surfactants for improving water transpiration. These shrinkage inhibitors can be used alone or in combination of two or more.
収縮防止剤の割合は、樹脂100重量部に対して、例えば、0.01~30重量部、好ましくは0.05~20重量部、さらに好ましくは0.1~10重量部(特に1~5重量部)程度である。 The ratio of the shrinkage inhibitor is, for example, 0.01 to 30 parts by weight, preferably 0.05 to 20 parts by weight, and more preferably 0.1 to 10 parts by weight (particularly 1 to 5) with respect to 100 parts by weight of the resin. (Weight part).
発泡樹脂組成物は、慣用の添加剤、例えば、着色剤(染料や顔料など)、表面平滑剤、安定剤(酸化防止剤、熱安定化剤、紫外線吸収剤など)、粘度調節剤、相溶化剤、分散剤、帯電防止剤、ブロッキング防止剤、防曇剤、充填剤(炭酸カルシウム、炭素繊維など)、滑剤、離型剤、潤滑剤、衝撃改良剤、可塑剤、難燃剤、バイオサイド(殺菌剤、静菌剤、抗かび剤、防腐剤、防虫剤など)、消臭剤などを含んでいてもよい。これらの添加剤は、単独で又は二種以上組み合わせて使用できる。 Foamed resin compositions include conventional additives such as colorants (dye, pigment, etc.), surface smoothers, stabilizers (antioxidants, heat stabilizers, UV absorbers, etc.), viscosity modifiers, and compatibility. Agents, dispersants, antistatic agents, antiblocking agents, antifogging agents, fillers (calcium carbonate, carbon fibers, etc.), lubricants, mold release agents, lubricants, impact improvers, plasticizers, flame retardants, biosides ( It may contain a bactericidal agent, a bacteriostatic agent, an antifungal agent, a preservative, an insect repellent, etc.), a deodorant and the like. These additives can be used alone or in combination of two or more.
なお、着色剤は有彩色の着色剤であってもよく、無彩色の着色剤であってもよい。本発明では、着色剤を使用することにより、光の吸収性、反射性などを調整可能であり、果実の生育、色づきや熟成を調整できる。例えば、黒色の着色剤(例えば、カーボンブラック)を用いると、光の吸収性や地温蓄熱性を向上でき、白色の着色剤(酸化チタン、炭酸カルシウムなど)を用いると光反射性を高めることができる。そのため、無彩色の着色剤(黒色着色剤及び/又は白色着色剤)を利用する場合が多い。 The colorant may be a chromatic colorant or an achromatic colorant. In the present invention, by using a colorant, the absorption and reflectivity of light can be adjusted, and the growth, coloring and ripening of fruits can be adjusted. For example, a black colorant (for example, carbon black) can be used to improve light absorption and heat storage at soil temperature, and a white colorant (titanium oxide, calcium carbonate, etc.) can be used to improve light reflectivity. can. Therefore, achromatic colorants (black colorants and / or white colorants) are often used.
発泡性樹脂組成物による各ストランド列における線状発泡体の発泡倍率Mは、緩衝性を有する限り、特に制限されず、例えば、5~100倍(例えば、10~50倍)、好ましくは5~30倍(例えば、10~25倍)、さらに好ましくは15~25倍程度であってもよい。発泡倍率が低すぎると、衝撃吸収性が低下する虞があり、高すぎると、機械的強度、柔軟性が低下する虞がある。 The expansion ratio M of the linear foam in each strand row of the effervescent resin composition is not particularly limited as long as it has a buffering property, and is, for example, 5 to 100 times (for example, 10 to 50 times), preferably 5 to 5. It may be about 30 times (for example, 10 to 25 times), more preferably about 15 to 25 times. If the foaming ratio is too low, the impact absorption may be lowered, and if it is too high, the mechanical strength and flexibility may be lowered.
なお、各ストランド列の線状発泡体の発泡倍率は同一又は異なっていてもよいが、本発明では、各ストランド列の線状発泡体の発泡倍率を調整する必要はない。例えば、最上部に位置するストランド列の線状発泡体(第1の線状発泡体3,13)の発泡倍率M1と下位に位置するストランド列の線状発泡体(第2の線状発泡体5,15)の発泡倍率M2との比M1/M2は、例えば、0.7~1.3(例えば、0.8~1.3)、好ましくは0.8~1.2、さらに好ましくは0.9~1.1程度であってもよく、各線状発泡体の発泡倍率はほぼ同じであってもよい。
The foaming ratio of the linear foam in each strand row may be the same or different, but in the present invention, it is not necessary to adjust the foaming ratio of the linear foam in each strand row. For example, the expansion ratio M1 of the linear foam of the strand row located at the uppermost portion (first
線状発泡体の平均気泡径は、例えば、0.2~2mm、好ましくは0.4~1.8mm、さらに好ましくは0.5~1.5mm(特に0.3~1.2mm)程度である。平均気泡径が小さすぎると緩衝性が低下する場合があり、大きすぎると機械的特性が低下する。 The average cell diameter of the linear foam is, for example, 0.2 to 2 mm, preferably 0.4 to 1.8 mm, more preferably 0.5 to 1.5 mm (particularly 0.3 to 1.2 mm). be. If the average cell diameter is too small, the cushioning property may decrease, and if it is too large, the mechanical properties deteriorate.
線状発泡体の発泡構造は、連続気泡構造であってもよいが、少なくとも独立気泡を含む構造が好ましく、独立気泡体(独立気泡構造)が特に好ましい。気泡全体(連続気泡と独立気泡との合計)に対する独立気泡の割合は、例えば、85~100%、好ましくは90~100%(例えば、90~99%)、さらに好ましくは93~100%(例えば、93~99%)程度であってもよい。 The foaming structure of the linear foam may be an open cell structure, but a structure containing at least closed cells is preferable, and a closed cell structure (closed cell structure) is particularly preferable. The ratio of closed cells to the total bubbles (total of open cells and closed cells) is, for example, 85 to 100%, preferably 90 to 100% (for example, 90 to 99%), and more preferably 93 to 100% (for example). , 93-99%).
前記交差部では、扁平形状の線状発泡体が面接触して接合又は融着している。そのため、前記交差部での線状発泡体の接合強度が高い。前記接合強度は、熱可塑性樹脂の種類、発泡倍率などにも依存するが、熱可塑性樹脂がオレフィン系樹脂(特にエチレン系樹脂)であり、発泡倍率が10~40倍程度であるとき、例えば、10~100N/cm2(例えば、20~95N/cm2)、好ましくは30~90N/cm2、さらに好ましくは40~80N/cm2程度であってもよい。なお、重ね合わせ方向(厚み方向)に隣接する線状発泡体の接合強度は、JIS K6767:1999に準じて引っ張り又は剥離強度を測定し、接合部の断面積(cm2)で除算することにより算出できる。 At the intersection, flat linear foams are surface-contacted and bonded or fused. Therefore, the bonding strength of the linear foam at the intersection is high. The bonding strength depends on the type of the thermoplastic resin, the foaming ratio, etc., but when the thermoplastic resin is an olefin resin (particularly an ethylene resin) and the foaming ratio is about 10 to 40 times, for example, It may be about 10 to 100 N / cm 2 (for example, 20 to 95 N / cm 2 ), preferably about 30 to 90 N / cm 2 , and more preferably about 40 to 80 N / cm 2 . The joint strength of the linear foam adjacent to the superposition direction (thickness direction) is obtained by measuring the tensile or peel strength according to JIS K6767: 1999 and dividing by the cross-sectional area (cm 2 ) of the joint. Can be calculated.
本発明のネット状発泡体は、前記のように、扁平形状の線状発泡体がネット状の形態で接合しているため、種々の方向から巻き取り可能である。特に、交差部から一対の線状発泡体が対称形状に延在した形態(拡がった形態)において、ネット状発泡体は、交差部の狭角側での対向する交点(特に、挟角側での対向する交点)を結ぶ方向に巻き取り可能である。そのため、巻回したネット状発泡体を畝部などの土壌(又は培地)上に対して展開しやすく、敷設性を向上できる。 As described above, the net-like foam of the present invention can be wound from various directions because the flat linear foam is joined in a net-like form. In particular, in a form in which a pair of linear foams extend symmetrically from the intersection (expanded form), the net-like foams are formed at the opposite intersections on the narrow angle side of the intersection (particularly on the narrow angle side). It is possible to wind up in the direction connecting the opposite intersections. Therefore, the wound net-like foam can be easily spread on the soil (or medium) such as ridges, and the layability can be improved.
特に、線状発泡体の断面形状が扁平形状であり、かつ緊密に巻き取り(又は巻回)可能であるため、巻回したネット状発泡体の容積を小さくでき、保管スペース及び輸送スペースを小さくできる。例えば、断面形状が円形状である第1の線状発泡体と、断面形状が横長楕円形状である第2の線状発泡体とを用いたネット状発泡体に比べて、断面形状が扁平形状である第1及び第2の線状発泡体とを用いたネット状発泡体では、巻き取りやすさを大きく改善できるだけでなく、巻き取り径を、少なくとも5%以上、例えば、7~25%(例えば、10~25%)も低減できる。しかも、大きな面積で面接触して線状発泡体が融着可能であり、高い接着強度で線状発泡体が接合しているため、高い緩衝性を備えつつ、機械的強度も高く、敷設と巻き取りとを繰り返して使用でき、耐久性が高い。そのため、栽培周期に合わせて、ネット状発泡体を繰り返し使用できる。 In particular, since the cross-sectional shape of the linear foam is flat and can be wound (or wound) tightly, the volume of the wound net-shaped foam can be reduced, and the storage space and transportation space can be reduced. can. For example, the cross-sectional shape is flat as compared with the net-shaped foam using the first linear foam having a circular cross-sectional shape and the second linear foam having a horizontally oblong elliptical cross-sectional shape. In the net-like foam using the first and second linear foams, not only the ease of winding can be greatly improved, but also the winding diameter can be increased by at least 5% or more, for example, 7 to 25% (for example, 7 to 25%). For example, it can be reduced by 10 to 25%). Moreover, since the linear foam can be fused by surface contact over a large area and the linear foam is bonded with high adhesive strength, it has high mechanical strength while having high cushioning properties, and it can be laid. It can be used repeatedly by winding and has high durability. Therefore, the net-like foam can be used repeatedly according to the cultivation cycle.
[ネット状発泡体の製造方法]
本発明のネット状発泡体は、前記各ストランド列の線状発泡体を交差させながら押出発泡し、重ね合わせ方向に隣接する線状発泡体を交差部において互いに接合(特に融着)することにより調製できる。
[Manufacturing method of net-like foam]
The net-like foam of the present invention is extruded while crossing the linear foams of each strand row, and the linear foams adjacent to each other in the stacking direction are joined (particularly fused) to each other at the intersection. Can be prepared.
図5は、本発明のネット状発泡体の製造方法を説明するための概略図である。この図に示す方法では、押出発泡成形機は、半径方向に隣接し、互いに逆方向に回転可能な第1のリングダイ21及び第2のリングダイ22を備えている。外周側の第1のリングダイ21の周方向の内壁には、間隔をおいて、外周壁が内方に湾曲し又は窪んだ形態の幅広の複数の第1の口金部23が形成され、内周側の第2のリングダイ22の周方向の外壁には、間隔をおいて、前記口金部23よりも細幅状の複数の第2の口金部25が形成されている。第1の口金部23の幅(又は周方向の長さ)及び高さ(半径方向の長さ)は、第2の口金部25よりも大きく形成されている。
FIG. 5 is a schematic view for explaining the method for producing the net-like foam of the present invention. In the method shown in this figure, the extrusion foam molding machine includes a first ring die 21 and a second ring die 22 that are adjacent to each other in the radial direction and can rotate in opposite directions. On the inner wall in the circumferential direction of the first ring die 21 on the outer peripheral side, a plurality of wide
このような発泡成形機では、前記発泡性熱可塑性樹脂組成物を溶融混練し、前記リングダイ21,22を逆方向に回転させながら、溶融した発泡性樹脂組成物を前記リングダイ21,22の口金部23,25から押し出すと、図1に示す線状発泡体3,5により各ストランド列2,4を形成しつつ、第1の口金部23と第2の口金部25との周方向の位置が合致すると、線状発泡体3,5が交差して融着し、各ストランド列2,4が積み重なった形態の筒状のネット状発泡体を生成でき、生成した筒状のネット状発泡体1を押し出し方向に沿って切開又は切断することにより、ネット状発泡体1を製造できる。
In such a foam molding machine, the foamable thermoplastic resin composition is melt-kneaded, and while the ring dies 21 and 22 are rotated in the opposite directions, the melted foamable resin composition is transferred to the ring dies 21 and 22. When extruded from the
なお、複数のリングダイを周方向に隣接させ、各リングダイの口金部から溶融した発泡性樹脂組成物を押し出すと、複数のストランド列が積み重なって交差部で融着した形態のネット状発泡体を製造できる。 When a plurality of ring dies are adjacent to each other in the circumferential direction and the molten foamable resin composition is extruded from the base portion of each ring die, a plurality of strand rows are stacked and fused at the intersection. Can be manufactured.
複数のリングダイのうち、最外周側のリングダイ(又は外周リングダイ)の周方向には、間隔をおいて口金部(例えば、第1の口金部23)が形成され、この口金部の形態又は形状は、生成する線状発泡体の形態に応じて選択できる。すなわち、発泡性樹脂組成物を断面正方形状の口金部から溶融押出成形すると、大気中で発泡しつつ膨張し、断面形状がほぼ円形状の線状発泡体が形成する。また、横長の断面長方形状の口金部から溶融押出成形すると、断面形状が楕円形状の線状発泡体が生成する。そのため、スリット状の細長い形態の口金部から溶融押出成形しても、断面形状が扁平状の線状発泡体を生成できるが、ネット状発泡体において線状発泡体の交差部が幅広となる可能性がある。そのため、口金部は、外周壁の高さが、両側部で大きく、周方向の中間部で小さな形態を有しているのが好ましい。上記口金部の外周壁の形態は、周方向の両側部よりも中間部での高さ(空間高さ)が小さければ、段階的に高さが変化した凹凸形状であってもよく、連続的に高さが変化した湾曲した形状であってもよい。通常、口金部(例えば、第1の口金部23)の形態は、両側部の高さが大きく、中間部の高さが小さく、内方に湾曲した形態である場合が多い。 Of the plurality of ring dies, a base portion (for example, a first base portion 23) is formed at intervals in the circumferential direction of the outermost ring die (or the outer peripheral ring die), and the form of the base portion is formed. Alternatively, the shape can be selected according to the morphology of the linear foam to be produced. That is, when the effervescent resin composition is melt-extruded from a base portion having a square cross section, it expands while foaming in the atmosphere to form a linear foam having a substantially circular cross section. Further, when melt extrusion molding is performed from a horizontally long base portion having a rectangular cross section, a linear foam having an elliptical cross section is generated. Therefore, even if melt extrusion molding is performed from a slit-shaped elongated base portion, a linear foam having a flat cross-sectional shape can be produced, but in the net-shaped foam, the intersection of the linear foams can be widened. There is sex. Therefore, it is preferable that the height of the outer peripheral wall of the base portion is large on both side portions and small in the middle portion in the circumferential direction. The shape of the outer peripheral wall of the base portion may be a concavo-convex shape in which the height is gradually changed as long as the height (space height) in the intermediate portion is smaller than that on both sides in the circumferential direction, and is continuous. It may have a curved shape with a variable height. Usually, the shape of the base portion (for example, the first base portion 23) is often a shape in which the heights of both side portions are large, the height of the intermediate portion is small, and the height is curved inward.
最外周のリングダイに隣接する内側のリングダイ(内周リングダイ、例えば、第2の口金部25)の口金部も周方向に間隔をおいて形成されており、この口金部の形態も線状発泡体の形態に応じて選択できる。例えば、口金部の周方向の長さは、回転に伴って、第1の口金部23と所定長さで重複可能であれば特に制限されず、最外周側のリングダイの口金部(例えば、第1の口金部23)の長さと同等又は大きくてもよく、通常、口金部(例えば、第1の口金部23)の長さよりも小さい場合が多く、細幅状に形成する場合が多い。
The base portion of the inner ring die (inner peripheral ring die, for example, the second base portion 25) adjacent to the outermost ring die is also formed at intervals in the circumferential direction, and the form of this base portion is also a line. It can be selected according to the morphology of the foam. For example, the length of the base portion in the circumferential direction is not particularly limited as long as it can overlap with the
なお、外周リングダイの口金部の高さ(半径方向の平均長さ)は、内周リングダイの口金部の高さと同等であってもよく、内周リングダイの口金部の高さよりも大きくてもよく、小さくてもよい。通常、外周リングダイの口金部の高さは、内周リングダイの口金部の高さと同等又は小さく形成される。 The height of the base portion of the outer peripheral ring die (average length in the radial direction) may be equal to the height of the base portion of the inner peripheral ring die, and is larger than the height of the base portion of the inner peripheral ring die. It may be small or small. Normally, the height of the base portion of the outer peripheral ring die is formed to be equal to or smaller than the height of the base portion of the inner peripheral ring die.
さらに、前記最外周のリングダイの前記形態の口金部において、周方向の両側部と中間部との高さの比率、リングダイの口金部への溶融樹脂組成物の供給速度などを調整することにより、隣接する交差部間での線状発泡体の厚みを調整でき、最上位の線状発泡体の長手方向に複数の凹部及び/又は凸部を形成することができる。 Further, in the base portion of the form of the outermost ring die, the ratio of the heights of both side portions and the intermediate portion in the circumferential direction, the supply speed of the molten resin composition to the base portion of the ring die, and the like are adjusted. Therefore, the thickness of the linear foam can be adjusted between the adjacent intersections, and a plurality of concave portions and / or convex portions can be formed in the longitudinal direction of the uppermost linear foam.
このような口金部を有するリングダイ(金型)から、溶融混練した発泡性樹脂組成物を押し出すことにより、線状発泡体を交差部で融着させ、前記ネット状発泡体を製造できる。 By extruding the melt-kneaded foamable resin composition from a ring die (mold) having such a base portion, the linear foam can be fused at the intersection to produce the net-like foam.
なお、溶融混練及び押出発泡は、慣用の方法で行うことができる。押出機は、例えば、単軸押出機(例えば、ベント式押出機など)、多段押出機(例えば、タンデム押出機など)などが例示でき、発泡条件を調整するため、多段押出機(特に、二軸式のタンデム押出機など)を用いてもよい。 The melt kneading and extrusion foaming can be performed by a conventional method. Examples of the extruder include a single-screw extruder (for example, a vent type extruder), a multi-stage extruder (for example, a tandem extruder, etc.), and the like, and a multi-stage extruder (particularly, a two-stage extruder) for adjusting foaming conditions. A shaft type tandem extruder, etc.) may be used.
発泡剤を導入する方法も特に限定されず、予め樹脂組成物に配合してもよいが、押出機に発泡成分(例えば、ブタンなど)を導入してもよい。例えば、二軸式のタンデム押出機の上流側の第1の押出機に樹脂組成物を投入し、この第1の押出機の途中から発泡成分を注入して発泡樹脂組成物とし、下流側の第2の押出機で発泡適正温度まで冷却し、金型から押し出してもよい。なお、前記第2の押出機のスクリュー径は、第1の押出機のスクリュー径に対して、例えば、1.1~1.5倍、好ましくは1.2~1.4倍程度であってもよい。 The method of introducing the foaming agent is not particularly limited, and the foaming agent may be blended in the resin composition in advance, or a foaming component (for example, butane) may be introduced into the extruder. For example, a resin composition is charged into a first extruder on the upstream side of a twin-screw tandem extruder, and a foaming component is injected from the middle of the first extruder to obtain a foamed resin composition on the downstream side. It may be cooled to a suitable foaming temperature with a second extruder and extruded from the mold. The screw diameter of the second extruder is, for example, 1.1 to 1.5 times, preferably 1.2 to 1.4 times, the screw diameter of the first extruder. May be good.
押し出された発泡樹脂組成物は、サイジングダイによる冷却工程と平行して、圧縮エアー、ブロア(空気)、水などの冷却媒体(特に、圧縮エアー)を噴射して冷却してもよい。冷却媒体の温度は、特に限定されず、例えば、0~60℃、好ましくは10~50℃程度であってもよい。圧縮エアーを噴射する方法において、エアーの圧力は、例えば、0.1~10MPa、好ましくは0.2~5MPa(例えば、0.3~1MPa)程度であってもよい。圧縮エアーの噴射量は、例えば、100~1000リットル/分、好ましくは200~500リットル/分程度であってもよい。 The extruded foamed resin composition may be cooled by injecting a cooling medium (particularly, compressed air) such as compressed air, blower (air), and water in parallel with the cooling step by the sizing die. The temperature of the cooling medium is not particularly limited, and may be, for example, 0 to 60 ° C., preferably about 10 to 50 ° C. In the method of injecting compressed air, the air pressure may be, for example, about 0.1 to 10 MPa, preferably 0.2 to 5 MPa (for example, 0.3 to 1 MPa). The injection amount of compressed air may be, for example, about 100 to 1000 liters / minute, preferably about 200 to 500 liters / minute.
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。 Hereinafter, the present invention will be described in more detail based on examples, but the present invention is not limited to these examples.
実施例1
タンデム押出機((株)プラ技研製)の第1の押出機(スクリュー径65mm)に下記処方の樹脂組成物を投入し、この第1の押出機の途中からブタンガス[i-ブタン/n-ブタン(体積比)=20/80]10重量部を注入した後、第2の押出機(スクリュー径90mm)で発泡適正温度に調整し、先端に取り付けた図5に示す金型(リングダイ)の口金から押出発泡し、図1に示す形態のネット状発泡体を得た。なお、第1の口金部の周方向の長さ4mm、両側部の高さh1=1.7mmと、両側部の高さh1と中間部の高さh2との割合h1/h2=1.3である。得られた発泡体の発泡倍率は30倍、第1の線状発泡体の平均幅W1は6.5mm、平均厚みT1は2.4mm、第2の線状発泡体の平均幅W2は3.3mm、平均厚みT2は2mm、であり、複数の第1の線状発泡体の間隔は140mm、複数の第2の線状発泡体の間隔は150mm、第1の線状発泡体と第2の線状発泡体との交差角度は、20°であった。また、第1の発泡体の上面には長手方向に間隔をおいて交差部に隣接して湾曲凹部が形成されていた。
Example 1
The resin composition of the following formulation was put into the first extruder (screw diameter 65 mm) of the tandem extruder (manufactured by Plastic Giken Co., Ltd.), and butane gas [i-butane / n- Butane (volume ratio) = 20/80] After injecting 10 parts by weight, adjust the foaming temperature to an appropriate temperature with a second extruder (screw diameter 90 mm), and attach it to the tip of the mold (ring die) shown in FIG. The net-like foam having the form shown in FIG. 1 was obtained by extrusion foaming from the base of the above. The length of the first base portion in the circumferential direction is 4 mm, the height of both sides is h1 = 1.7 mm, and the ratio between the height h1 of both sides and the height h2 of the intermediate portion h1 / h2 = 1.3. Is. The foaming ratio of the obtained foam was 30 times, the average width W1 of the first linear foam was 6.5 mm, the average thickness T1 was 2.4 mm, and the average width W2 of the second linear foam was 3. 3 mm, the average thickness T2 is 2 mm, the distance between the plurality of first linear foams is 140 mm, the distance between the plurality of second linear foams is 150 mm, and the distance between the first linear foam and the second linear foam is 150 mm. The crossing angle with the linear foam was 20 °. In addition, curved recesses were formed on the upper surface of the first foam adjacent to the intersection at intervals in the longitudinal direction.
(樹脂組成物)
LDPE(住友化学(株)製、「F108-R」)70重量部
LLDPE(宇部興産(株)製、「20B」)30重量部
収縮防止剤:ステアリン酸モノグリセライド(日本べーリンガー(株)製、「ACTIV325」)3.2重量部
発泡核剤:平均粒子径7.4μmのタルク、日本タルク(株)製「ミクロエースK-1」1.7重量部
黒色着色剤:東京インキ(株)製、「TEP BP-BLACK1」1.0重量部。
(Resin composition)
LDPE (manufactured by Sumitomo Chemical Co., Ltd., "F108-R") 70 parts by weight LLDPE (manufactured by Ube Kosan Co., Ltd., "20B") 30 parts by weight Anti-shrinkage agent: Monoglyceride stearate (manufactured by Nippon Beringer Co., Ltd., "ACTIV325") 3.2 parts by weight Foaming nucleating agent: talc with an average particle diameter of 7.4 μm, "Microace K-1" manufactured by Nippon Tarku Co., Ltd. 1.7 parts by weight Black colorant: manufactured by Tokyo Ink Co., Ltd. , "TEP BP-BLACK 1" 1.0 part by weight.
実施例2
第2の押出機(スクリュー径90mm)の先端に取り付けた金型の第1の口金部の形態を調整する以外、実施例1と同様にして、ネット状発泡体を調製した。得られた発泡体の発泡倍率は30倍、第1の線状発泡体の平均幅W1は6mm、平均厚みT1は2.2mm、第2の線状発泡体の平均幅W2は3.3mm、平均厚みT2は1.7mmであり、複数の第1の線状発泡体の間隔は140mm、複数の第2の線状発泡体の間隔は150mm、第1の線状発泡体と第2の線状発泡体との交差角度は、20°であり、第1の発泡体の上面には長手方向に間隔をおいて交差部に隣接して湾曲凹部が形成されていた。
Example 2
A net-like foam was prepared in the same manner as in Example 1 except that the shape of the first base portion of the mold attached to the tip of the second extruder (screw diameter 90 mm) was adjusted. The foaming ratio of the obtained foam was 30 times, the average width W1 of the first linear foam was 6 mm, the average thickness T1 was 2.2 mm, and the average width W2 of the second linear foam was 3.3 mm. The average thickness T2 is 1.7 mm, the distance between the plurality of first linear foams is 140 mm, the distance between the plurality of second linear foams is 150 mm, and the distance between the first linear foam and the second line is 150 mm. The angle of intersection with the shaped foam was 20 °, and curved recesses were formed on the upper surface of the first foam adjacent to the intersection at intervals in the longitudinal direction.
実施例3
金型の第1の口金部の形態を調整する以外、実施例1と同様にして、ネット状発泡体を調製した。得られた発泡体の発泡倍率は30倍、第1の線状発泡体の平均幅W1は9mm、平均厚みT1は3mm、第2の線状発泡体の平均幅W2は4.0mm、平均厚みT2は2.2mmであり、複数の第1の線状発泡体及び複数の第2の線状発泡体の間隔は実施例1と同じであり、第1の線状発泡体と第2の線状発泡体との交差角度も実施例1と同じであり、第1の発泡体の上面には長手方向に間隔をおいて交差部に隣接して湾曲凹部が形成されていた。
Example 3
A net-like foam was prepared in the same manner as in Example 1 except that the shape of the first base portion of the mold was adjusted. The foaming ratio of the obtained foam was 30 times, the average width W1 of the first linear foam was 9 mm, the average thickness T1 was 3 mm, the average width W2 of the second linear foam was 4.0 mm, and the average thickness. T2 is 2.2 mm, the spacing between the plurality of first linear foams and the plurality of second linear foams is the same as in Example 1, and the distance between the first linear foam and the second line is the same. The angle of intersection with the shaped foam was also the same as in Example 1, and curved recesses were formed on the upper surface of the first foam adjacent to the intersection at intervals in the longitudinal direction.
比較例1
金型の第1の口金部の形態を、断面正方形状する以外、実施例1と同様にして、第1の線状発泡体の断面形状がほぼ円形状であるネット状発泡体を調製した。
Comparative Example 1
A net-shaped foam having a substantially circular cross-sectional shape of the first linear foam was prepared in the same manner as in Example 1 except that the shape of the first base portion of the mold was square in cross section.
[引張試験]
万能試験機[AGS-Xシリーズ((株)島津製作所製)]を使用して、実施例及び比較例のネット状発泡体の交差部の引っ張り強度を測定し、交差部の断面積(広角側での交点を結ぶ断面の面積)で除算し、交差部の接合強度を算出した。結果を表1に示す。
[Tensile test]
Using a universal testing machine [AGS-X series (manufactured by Shimadzu Corporation)], the tensile strength of the intersection of the net-shaped foams of Examples and Comparative Examples was measured, and the cross-sectional area of the intersection (wide-angle side). The area of the cross section connecting the intersections at) was divided to calculate the joint strength at the intersection. The results are shown in Table 1.

表1から明らかなように、比較例に比べて実施例では、交差部での接合強度を10倍以上も向上できる。 As is clear from Table 1, in the examples, the joint strength at the intersection can be improved by 10 times or more as compared with the comparative example.
[巻き取り試験]
試験方法:前記実施例及び比較例で得られたネット状発泡体を、張力1.2kg・mで、交差部の狭角側での交点を結ぶ方向に巻き取り、巻き取り体を調製した。この巻き取り体を、畝に展開して延ばした後、24時間放置し、手動で巻き取り、巻き取り体の直径を測定した。このような操作を繰り返し、巻き直し回数による巻き取り体の巻き取り径の変化を求めた。なお、巻き取り径の平均変化率は、当初の巻き取り体の直径に対する巻き取り体の平均直径の割合を示す。結果を表2及び図6に示す。
[Take-up test]
Test method: The net-like foams obtained in the above Examples and Comparative Examples were wound at a tension of 1.2 kg · m in a direction connecting the intersections on the narrow angle side of the intersection to prepare a wound body. This wind-up body was unfolded into ridges, stretched, left to stand for 24 hours, manually wound up, and the diameter of the wind-up body was measured. By repeating such an operation, the change in the winding diameter of the winding body depending on the number of rewinding was obtained. The average rate of change in the winding diameter indicates the ratio of the average diameter of the winding body to the diameter of the initial winding body. The results are shown in Table 2 and FIG.
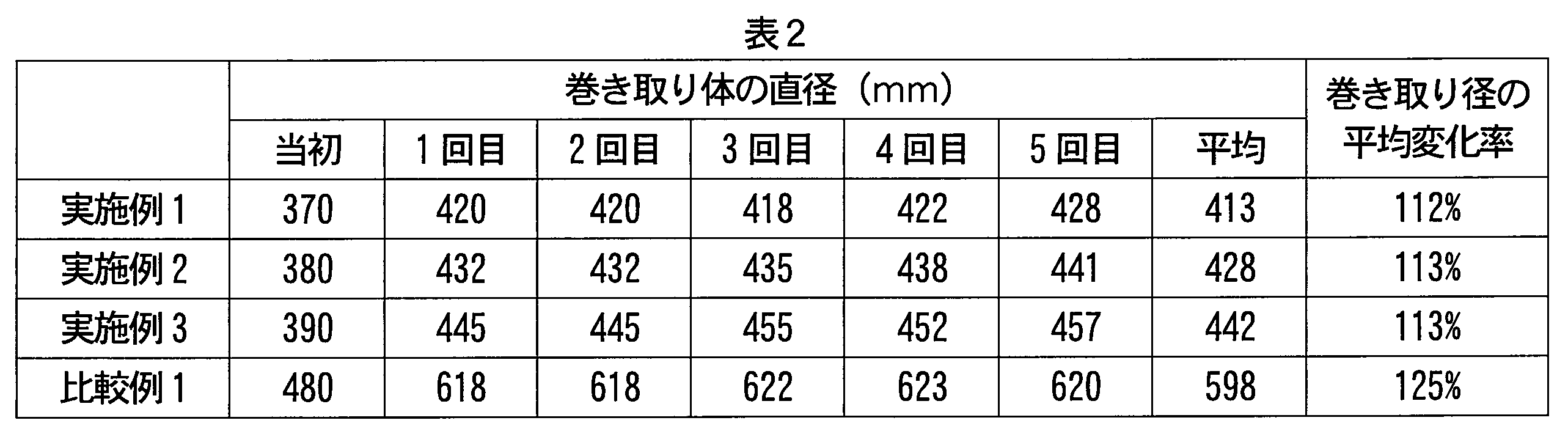
表2から明らかなように、比較例のネット状発泡体は巻き取りに対する反発力が大きいためか、当初の巻き取り径が大きいだけでなく、一旦展開すると、巻き取りに大きな力を必要とするとともに、当初の巻き取り径に比べて巻き取り体の直径が約25%も大きくなる。これに対して、実施例のネット状発泡体は巻き取りが容易であるとともに、巻き取り体の直径もさほど大きくなることがなく、保管スペースなどを小さくできる。 As is clear from Table 2, probably because the net-like foam in the comparative example has a large repulsive force against winding, not only the initial winding diameter is large, but also once deployed, a large force is required for winding. At the same time, the diameter of the winding body is increased by about 25% compared to the initial winding diameter. On the other hand, the net-shaped foam of the embodiment is easy to wind up, and the diameter of the wound body does not become so large, so that the storage space and the like can be reduced.
[水分蒸散性]
果実・花の土((株)グリンクロウ製「花と野菜の土」)をプラスチック容器(幅77×奥行き58.5×高さ29.5、容積80リットルサイズ)に60リットル敷き詰めた。その後、土の温度・湿度を均一にする為、約10時間屋外で乾燥させた。安定した温度及び湿度の土に黒色マルチフィルム(サンテーラ(株)製 「黒マルチ」)を敷き、さらに黒色マルチフィルムの上に、実施例1で得られたネット状発泡体を敷き、試料中心部の高さ10cmから水を霧吹きスプレーにて10回(約10ml)噴霧し、水滴が均一になるように添加した。この水滴の蒸散状態を5分おきに目視確認し、水滴の有無を測定したところ、直後には、大量の水溜まりがあったものの、10分後には、少量の水滴が有るだけの状態となり、20分後には乾燥していた。これに対して、比較品として、ネット状発泡体を敷かずに、マルチフィルムだけで同一の試験を行ったところ、10分後でも大量水溜まりがあり、45分後に少量の水溜まりが有る状態になったものの、乾燥するまではに110分を要した。
[Moisture transpiration]
60 liters of fruit / flower soil (“Flower and vegetable soil” manufactured by Grinklow Co., Ltd.) was spread in a plastic container (width 77 x depth 58.5 x height 29.5, volume 80 liter size). Then, in order to make the temperature and humidity of the soil uniform, it was dried outdoors for about 10 hours. A black mulch film (“Black Mulch” manufactured by Santera Co., Ltd.) was laid on soil with stable temperature and humidity, and the net-like foam obtained in Example 1 was laid on the black mulch film to form the center of the sample. Water was sprayed 10 times (about 10 ml) with a mist spray from a height of 10 cm, and the water droplets were added so as to be uniform. The transpiration state of the water droplets was visually checked every 5 minutes, and the presence or absence of the water droplets was measured. It was dry after a minute. On the other hand, as a comparative product, when the same test was performed only with the mulch film without laying a net-like foam, a large amount of water pool was found even after 10 minutes, and a small amount of water pool was found after 45 minutes. However, it took 110 minutes to dry.
[地温蓄熱性]
果実・花の土((株)グリンクロウ製「花と野菜の土」)をプラスチック容器(幅77×奥行き58.5×高さ29.5、容積80リットルサイズ)に60リットル敷き詰めた。その後、土の温度・湿度を均一にする為、約10時間屋外で乾燥させた。安定した温度及び湿度の土に黒色マルチフィルム(サンテーラ(株)製 「黒マルチ」)を敷き、さらに黒色マルチフィルムの上に、実施例1で得られたネット状発泡体を敷き、タッチ型データロガー(キーエンス社製「TR-H」)に熱電対を取り付け、試料の中心部に深さ15cmになる様に埋め込み、24時間地温を測定した。尚、地温測定用熱電対にはPt熱電対、外気温測定にはK熱電対を使用した。一方、比較品として、ネット状発泡体を敷かずに、マルチフィルムだけで同一の試験を行った。地温の測定結果を図7に示す。実施例1で得られたネット状発泡体を敷いた場合は、最高温度33.6℃、最低温度29.2℃、ピークピーク温度(最高温度-最低温度の△温度)4.3℃、平均温度31.4℃であった。これに対して、比較品では、最高温度34.1℃、最低温度27.7℃、ピークピーク温度6.4℃、平均温度30.7℃であり、ネット状発泡体を敷いた場合よりも、蓄熱性能が低かった。
[Ground heat storage]
60 liters of fruit / flower soil (“Flower and vegetable soil” manufactured by Grinklow Co., Ltd.) was spread in a plastic container (width 77 x depth 58.5 x height 29.5, volume 80 liter size). Then, in order to make the temperature and humidity of the soil uniform, it was dried outdoors for about 10 hours. A black mulch film (“Black Mulch” manufactured by Santhera Co., Ltd.) is laid on soil with stable temperature and humidity, and a net-like foam obtained in Example 1 is laid on the black mulch film, and touch-type data is obtained. A thermocouple was attached to a logger (“TR-H” manufactured by Keyence), embedded in the center of the sample to a depth of 15 cm, and the soil temperature was measured for 24 hours. A Pt thermocouple was used as the thermocouple for measuring the ground temperature, and a K thermocouple was used for measuring the outside air temperature. On the other hand, as a comparative product, the same test was performed only with the mulch film without laying the net-like foam. The measurement result of the soil temperature is shown in FIG. When the net-like foam obtained in Example 1 was laid, the maximum temperature was 33.6 ° C, the minimum temperature was 29.2 ° C, the peak peak temperature (maximum temperature-minimum temperature Δ temperature) was 4.3 ° C, and the average. The temperature was 31.4 ° C. On the other hand, in the comparative product, the maximum temperature was 34.1 ° C., the minimum temperature was 27.7 ° C., the peak peak temperature was 6.4 ° C., and the average temperature was 30.7 ° C. , The heat storage performance was low.
図7において、実施例1と比較品とを比較すると、実施例1の方が、最低温度が高く、ピークピーク温度も小さいため、地温蓄熱性に優れており、例えば、冬季のハウス加温に必要な光熱費の低減が見込める。比較品よりも、実施例1の地温蓄熱性が優れている理由の詳細は不明であるが、比較品はストランド径が小さいので、保温する容積が小さい点、比較品ではストランド形状が円形なので土に接地する面積は点状になり、土に触れる発泡体の面積が小さいので、保温(蓄熱)効果が薄れる点などが関係していると推定できる。 In FIG. 7, comparing Example 1 and the comparative product, Example 1 has a higher minimum temperature and a smaller peak peak temperature, and therefore has excellent ground temperature heat storage, for example, for warming a house in winter. It is expected that the required utility costs will be reduced. The details of the reason why the geothermal heat storage property of Example 1 is superior to that of the comparative product are unknown, but the comparative product has a small strand diameter, so the volume for heat insulation is small, and the comparative product has a circular strand shape, so soil. Since the area of contact with the soil is dotted and the area of the foam that comes into contact with the soil is small, it can be presumed that the point that the heat retention (heat storage) effect is diminished is related.
このように、実施例のネット状発泡体は、交差部での接合強度が高く、巻き取り性に優れているだけでなく、イチゴ栽培に重要な水分蒸散性及び地温蓄熱性も優れていた。 As described above, the net-like foam of the example has high bonding strength at the intersection and is excellent not only in the take-up property but also in the water transpiration property and the soil temperature heat storage property which are important for strawberry cultivation.
本発明のネット状発泡体は、被保護体に対する緩衝性(クッション性)、支持又は保持性、通気性が高く、傷付きを有効に防止できるため、種々の用途に利用でき、特に、果実と接する用途、例えば、メロン、スイカ、イチゴ、マンゴー、トマト、アボカド、リンゴ、梨、サクランボ、桃、スモモ、ぶどう、キュウリ、無花果、ビワ、パイナップル、ブルーベリーなどでの包装などに利用できる。好ましい態様において、本発明のネット状発泡体は、土壌(又は培地)の上に敷設し、種々の植物又は果実を生育又は栽培するのに適している。必要により、フィルム又はシートを介して、土壌の上にネット状発泡体を敷設してもよい。例えば、茎部に相当する部位が開口し、土壌の上に配したフィルム又はシート上に、本発明のネット状発泡体を敷設してもよい。前記フィルム又はシートは、透明であってもよく、光散乱又は光吸収性、透水性、防湿性、抗菌性などを備えていてもよい。前記ネット状発泡体は、平坦な又は傾斜した土壌培地に敷設してもよく、土壌培地の畝部に敷設してもよい。 The net-like foam of the present invention has high cushioning property (cucumber property), support or retention property, and breathability to the protected body, and can effectively prevent scratches, so that it can be used for various purposes, especially with fruits. It can be used for contacting purposes such as packaging with melons, watermelons, strawberries, mangoes, tomatoes, avocados, apples, pears, cherries, peaches, plums, grapes, cucumbers, fruitless fruits, loquats, pineapples, blueberries and the like. In a preferred embodiment, the net-like foam of the present invention is suitable for laying on soil (or medium) to grow or cultivate various plants or fruits. If necessary, a net-like foam may be laid on the soil via a film or sheet. For example, the net-like foam of the present invention may be laid on a film or sheet in which a portion corresponding to a stem portion is opened and arranged on soil. The film or sheet may be transparent, and may have light scattering or light absorption, water permeability, moisture resistance, antibacterial property, and the like. The net-like foam may be laid on a flat or sloping soil medium, or may be laid on the ridges of the soil medium.
前記果実としては、ネット状発泡体と接して栽培可能な果実であれば特に制限されず、例えば、果実が土壌培地に接した状態で栽培される果実又は液果(例えば、メロン、スイカ、イチゴなど)が好ましい。特に、傷付きやすく腐敗しやすく、均一な色づきなどが要求されるイチゴを栽培するのに適している。 The fruit is not particularly limited as long as it can be cultivated in contact with a net-like foam, and for example, a fruit or berries (eg, melon, watermelon, strawberry) cultivated in a state where the fruit is in contact with a soil medium. Etc.) are preferable. In particular, it is suitable for cultivating strawberries that are easily scratched and rotted and require uniform coloring.
このような栽培において、果実とネット状発泡体とが接触し、果実に対する高い緩衝性と傷付き防止性(保護性)を確保できるとともに、土壌と最上位の線状発泡体との高さ空間により通気性及び光の拡散性を高めることができ、果実の生育、色づき及び熟成を促進できる。特に、最上位の線状発泡体が断面扁平状であり、かつ上方向に湾曲した形態を有するため、薬液などの液体を流下させて滞留を防止でき、果実を安定に支持しつつ傷付きを有効に防止でき、腐敗や病気になるのを防止できる。しかも、ネット状発泡体を小さな径に巻き取り可能であり、かつ展開も容易であるため、ネット状発泡体の敷設性を向上することもできる。 In such cultivation, the fruit and the net-like foam come into contact with each other to ensure high buffering property and scratch prevention (protective property) for the fruit, and the height space between the soil and the highest linear foam. Therefore, the air permeability and the diffusivity of light can be enhanced, and the growth, coloring and ripening of fruits can be promoted. In particular, since the top-level linear foam has a flat cross-sectional shape and has an upwardly curved shape, it is possible to prevent liquids such as chemicals from flowing down and prevent stagnation, resulting in stable support of fruits and damage. It can be effectively prevented and can prevent corruption and illness. Moreover, since the net-like foam can be wound up to a small diameter and can be easily deployed, the layability of the net-like foam can be improved.
1…ネット状発泡体
2…第1のストランド列
3,13…第1の線状発泡体
4…第2のストランド列
5,15…第2の線状発泡体
1 ... Net-
Claims (10)
前記線状発泡体の断面形状がそれぞれ扁平な形態であり、少なくとも最上部に位置するストランド列の線状発泡体の上面が、隣接する両側部の線状発泡体の方向にいくにつれて下方向に湾曲し、かつ下面が前記上面に対応して、上方向に湾曲している、ネット状発泡体。 It has a strand row formed of a plurality of linear foams arranged in parallel with each other at a predetermined interval, and the plurality of the strand rows are overlapped with each other in a form of intersecting each other, and the linear shape adjacent to each other in the stacking direction. A net-like foam in which the foam is joined at the intersection,
The cross-sectional shape of each of the linear foams is flat, and the upper surface of the linear foam of the strand row located at least at the uppermost portion is downward as it goes toward the linear foams on both adjacent sides. A net-like foam that is curved and has a lower surface that is curved upward corresponding to the upper surface .
第1の線状発泡体及び第2の線状発泡体の断面形状がそれぞれ細幅状で扁平な形態であり、
第1の線状発泡体の接触面が、隣接する第1の線状発泡体の両側部方向にいくにつれて第2の線状発泡体の方向に緩やかに湾曲しているとともに、長手方向に間隔をおいて複数の凹部を有しており、
第1及び第2の線状発泡体の発泡倍率Mがそれぞれ10~50倍であり、第1の線状発泡体の発泡倍率M1と、第2の線状発泡体の発泡倍率M2との割合M1/M2が0.8~1.3であり、
線状発泡体の断面の幅をW、厚みをTとしたとき、第1の線状発泡体の幅W1と第2の線状発泡体の幅W2との割合W1/W2が1.5~3であり、第1の線状発泡体のアスペクト比(W/T)が2.2~4である、請求項1~4のいずれかに記載のネット状発泡体。 A first strand row formed of a plurality of first linear foams arranged in parallel with each other at predetermined intervals and having a contact surface capable of contacting strawberries, and parallel to each other at predetermined intervals. With a second strand row formed of a plurality of second linear foams disposed in, diagonally intersecting and joined to the first linear foam of the first strand row. It is a net-like foam with
The cross-sectional shapes of the first linear foam and the second linear foam are narrow and flat, respectively.
The contact surface of the first linear foam is gently curved toward the second linear foam as it goes toward both sides of the adjacent first linear foam, and is spaced in the longitudinal direction. Has multiple recesses,
The foaming ratio M of the first and second linear foams is 10 to 50 times, respectively, and the ratio of the foaming ratio M1 of the first linear foam to the foaming ratio M2 of the second linear foam. M1 / M2 is 0.8 to 1.3,
When the width of the cross section of the linear foam is W and the thickness is T, the ratio W1 / W2 of the width W1 of the first linear foam and the width W2 of the second linear foam is 1.5 to 3. The net-like foam according to any one of claims 1 to 4, wherein the aspect ratio (W / T) of the first linear foam is 2.2 to 4.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017222239A JP6997601B2 (en) | 2017-11-17 | 2017-11-17 | Net-shaped foam and its manufacturing method and strawberry cultivation method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017222239A JP6997601B2 (en) | 2017-11-17 | 2017-11-17 | Net-shaped foam and its manufacturing method and strawberry cultivation method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019092398A JP2019092398A (en) | 2019-06-20 |
| JP6997601B2 true JP6997601B2 (en) | 2022-02-04 |
Family
ID=66969989
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017222239A Active JP6997601B2 (en) | 2017-11-17 | 2017-11-17 | Net-shaped foam and its manufacturing method and strawberry cultivation method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6997601B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021065162A (en) * | 2019-10-24 | 2021-04-30 | Dic株式会社 | Plant heat retaining sheet as well as cultivation method for long-stem plant |
| CN112933628B (en) * | 2019-12-11 | 2024-09-06 | 上饶市普鑫新型建材有限公司 | Evaporation defoaming device |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002166988A (en) | 2000-11-29 | 2002-06-11 | Daicel Novafoam Ltd | Expanded net |
| US20130029072A1 (en) | 2006-04-10 | 2013-01-31 | Intermas Nets S.A. | Method For Shaping A Material With A Reticular Structure, Plant For Performing Same And Reticular Material Resulting From The Method |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5894362U (en) * | 1981-12-19 | 1983-06-27 | 有限会社丸進商事 | Pine ridge for fruit cultivation |
-
2017
- 2017-11-17 JP JP2017222239A patent/JP6997601B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002166988A (en) | 2000-11-29 | 2002-06-11 | Daicel Novafoam Ltd | Expanded net |
| US20130029072A1 (en) | 2006-04-10 | 2013-01-31 | Intermas Nets S.A. | Method For Shaping A Material With A Reticular Structure, Plant For Performing Same And Reticular Material Resulting From The Method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019092398A (en) | 2019-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6997601B2 (en) | Net-shaped foam and its manufacturing method and strawberry cultivation method | |
| ES2605234T3 (en) | Thin and reinforced film for flexible packaging | |
| ES3032037T3 (en) | Foamed polyethylene film | |
| CN205727458U (en) | Improved structure of planting disc | |
| KR20140023317A (en) | Multilayer plastic film with separable layers for covering of inflated greenhouse | |
| Hussain et al. | Plastics in agriculture | |
| RU2013106692A (en) | POLYMER COMPOSITION MATERIAL WITH BIOCIDE FUNCTIONAL CAPABILITIES | |
| TW201429819A (en) | Nonuniformly perforated plastic bag | |
| JP2009268403A (en) | Fruit protection bag provided with light dispersion member, method for producing the same, and method for using the same | |
| US3218759A (en) | Plant protection device | |
| US5270102A (en) | Plastic sheeting preventing water droplet formation on its surface | |
| US20130174479A1 (en) | Plant Growing Cage | |
| KR101396528B1 (en) | Biodegradable foamed pots and manufacturing method thereof | |
| JP6834228B2 (en) | Frame material and agricultural house | |
| ES2236030T3 (en) | FOAM FOR THERMAL INSULATION OF METALOCENIC POLYETHYLENE AND METHOD FOR MANUFACTURING. | |
| KR101699346B1 (en) | the vinyl film of greenhouse with reverse center | |
| JP5083842B2 (en) | Manufacturing method of foam net | |
| Potenza et al. | Antifogging Agents for Polyethylene Films | |
| JP2018007638A (en) | Plant cultivation method, plant cultivation set and plant cultivation system | |
| KR101277248B1 (en) | Reflecting film having holes for agriculture | |
| JP4825011B2 (en) | Agricultural multi-film | |
| JP2002125479A (en) | Greenhouse | |
| JP2019118271A (en) | Foamed sheet, fruit bag, and freezing suppression method | |
| JPH1135072A (en) | Aliphatic polyester resin foam net | |
| JP2018093772A (en) | Plant cultivation method and plant cultivation system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20200915 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210813 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210921 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211217 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6997601 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |