JP7018522B2 - 靴の製造方法及び靴 - Google Patents
靴の製造方法及び靴 Download PDFInfo
- Publication number
- JP7018522B2 JP7018522B2 JP2020558636A JP2020558636A JP7018522B2 JP 7018522 B2 JP7018522 B2 JP 7018522B2 JP 2020558636 A JP2020558636 A JP 2020558636A JP 2020558636 A JP2020558636 A JP 2020558636A JP 7018522 B2 JP7018522 B2 JP 7018522B2
- Authority
- JP
- Japan
- Prior art keywords
- thermoplastic resin
- adhesive sheet
- resin
- shoe
- adhered
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43D—MACHINES, TOOLS, EQUIPMENT OR METHODS FOR MANUFACTURING OR REPAIRING FOOTWEAR
- A43D25/00—Devices for gluing shoe parts
- A43D25/20—Arrangements for activating or for accelerating setting of adhesives, e.g. by using heat
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B9/00—Footwear characterised by the assembling of the individual parts
- A43B9/16—Footwear with soles moulded on to uppers or welded on to uppers without adhesive
- A43B9/20—Footwear with soles moulded on to uppers or welded on to uppers without adhesive welded
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1403—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation characterised by the type of electromagnetic or particle radiation
- B29C65/1425—Microwave radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1477—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation making use of an absorber or impact modifier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/481—Non-reactive adhesives, e.g. physically hardening adhesives
- B29C65/4815—Hot melt adhesives, e.g. thermoplastic adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5007—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like
- B29C65/5021—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like characterised by the structure of said adhesive tape, threads or the like being multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/50—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like
- B29C65/5057—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding using adhesive tape, e.g. thermoplastic tape; using threads or the like positioned between the surfaces to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/02—Preparation of the material, in the area to be joined, prior to joining or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/532—Joining single elements to the wall of tubular articles, hollow articles or bars
- B29C66/5326—Joining single elements to the wall of tubular articles, hollow articles or bars said single elements being substantially flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D35/00—Producing footwear
- B29D35/06—Producing footwear having soles or heels formed and joined on to preformed uppers using a moulding technique, e.g. by injection moulding, pressing and vulcanising
- B29D35/065—Producing footwear having soles or heels formed and joined on to preformed uppers using a moulding technique, e.g. by injection moulding, pressing and vulcanising by compression moulding, vulcanising or the like
- B29D35/067—Producing footwear having soles or heels formed and joined on to preformed uppers using a moulding technique, e.g. by injection moulding, pressing and vulcanising by compression moulding, vulcanising or the like using means to bond the moulding material to the preformed uppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D35/00—Producing footwear
- B29D35/06—Producing footwear having soles or heels formed and joined on to preformed uppers using a moulding technique, e.g. by injection moulding, pressing and vulcanising
- B29D35/08—Producing footwear having soles or heels formed and joined on to preformed uppers using a moulding technique, e.g. by injection moulding, pressing and vulcanising having multilayered parts
- B29D35/085—Producing footwear having soles or heels formed and joined on to preformed uppers using a moulding technique, e.g. by injection moulding, pressing and vulcanising having multilayered parts by compression moulding, vulcanising or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D35/00—Producing footwear
- B29D35/10—Producing footwear having preformed soles or heels joined on to preformed uppers using a moulding technique, e.g. by feeding or injecting plastics material between the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D35/00—Producing footwear
- B29D35/12—Producing parts thereof, e.g. soles, heels, uppers, by a moulding technique
- B29D35/122—Soles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0855—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using microwave
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/48—Wearing apparel
- B29L2031/50—Footwear, e.g. shoes or parts thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Thermal Sciences (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
例えば、特許文献1は、複数の発泡熱可塑性ポリウレタン粒子とゴム等の表面との間にホットメルト接着剤層を設けた後、マイクロ波を照射して該ホットメルト接着剤をマイクロ波加熱し、それによって該ポリウレタン粒子と該表面とを接着させることにより、靴用部材を製造する方法を開示している。
本発明はまた、上記の方法において簡便に製造可能な靴を提供することも目的とする。
第1の熱可塑性樹脂と、前記第1の熱可塑性樹脂よりも誘電損失率の高いエネルギー吸収材とを少なくとも含んだ接着用シートであって、該接着用シートの第1の表面と該第1の表面の反対側の第2の表面とのうち少なくとも該第1の表面に前記第1の熱可塑性樹脂が露出している、接着用シートを用意するシート準備ステップと、
第1の靴用部材に形成された第1の被接着面を前記第1の表面に当接させると共に、第2の靴用部材に形成された第2の被接着面を前記第2の表面に当接させる当接ステップと、
前記当接ステップの後に、前記接着用シートに対してマイクロ波を照射することによって前記接着用シートを加熱溶融させ、前記第1の靴用部材と前記第2の靴用部材とを前記接着用シートを介して接着させる接着ステップと
を備えている、靴の製造方法を提供する。
第1の熱可塑性樹脂と、前記第1の熱可塑性樹脂よりもマイクロ波に対する損失誘電率の高いエネルギー吸収材と、を含んだ接着用シートであって、該接着用シートの第1の表面と該第1の表面の反対側の第2の表面とのうち少なくとも該第1の表面に前記第1の熱可塑性樹脂が露出している、接着用シートと、
前記第1の表面に接着された第1の靴用部材と、
前記第2の表面に接着された第2の靴用部材と、を備えている。
本発明の一実施形態について以下に説明する。
本実施形態の靴の製造方法では、接着用シートが用いられる。
本実施形態の靴の製造方法では、第1の靴用部材と第2の靴用部材とが該接着用シートで接着される。
前記接着用シートは、第1の熱可塑性樹脂と、前記第1の熱可塑性樹脂よりも誘電損失率の高いエネルギー吸収材とを少なくとも含む。
該接着用シートは、第1の表面と該第1の表面の反対側の第2の表面とのうち少なくとも該第1の表面に前記第1の熱可塑性樹脂が露出している。
本実施形態の靴の製造方法では、このような接着用シートを用意するシート準備ステップが実施される。
同様に、当該各実施形態に関する説明において、「誘電損失率」と記載した場合には、該マイクロ波の周波数に対する誘電損失率のことをいう。この誘電損失率は、マイクロ波の周波数にもよるが、LCRメーターによる測定や空洞共振器摂動法による測定によって求めることができる。
まず、本実施形態の靴の製造方法にて使用される接着用シートについて、図1~図4の例を参照しつつ説明する。
第1の熱可塑性樹脂は、例えば、ポリエチレン(PE)樹脂、ポリプロピレン(PP)樹脂等のポリオレフィン樹脂、熱可塑性ポリウレタン(TPU)樹脂、ポリスチレン(PS)樹脂、エチレン-プロピレンゴム(EPDM)、ポリエーテルブロックアミド(PEBA)樹脂、ポリエステル(PEs)樹脂、エチレン酢酸ビニル(EVA)樹脂、ポリアミド(PA)樹脂等を含む任意の熱可塑性樹脂から、第1の被接着面と接着可能な樹脂であり得る。
好ましくは、第1の熱可塑性樹脂としては、その融点又は軟化点が70℃~140℃の範囲にある、ホットメルト接着剤として機能する樹脂が選択される。このような樹脂を使用することにより、後の接着ステップにおいて第1の熱可塑性樹脂を容易かつ効率的に加熱溶融することが可能になる。
さらに、第1の熱可塑性樹脂は、第1の靴用部材との接着性の観点から、第1の被接着面に露出している樹脂と同種の樹脂であることが好ましい。例えば、第1の被接着面にEVA樹脂が露出している場合には、第1の熱可塑性樹脂もまた、EVA樹脂であってもよい。
好ましくは、エネルギー吸収材は、第1の熱可塑性樹脂とは異なる種類の熱可塑性樹脂であり得る。例えば、第1の熱可塑性樹脂がEVA樹脂である場合には、エネルギー吸収材は、TPU樹脂であってもよい。
また、エネルギー吸収材が熱可塑性樹脂である場合には、より好ましくは、その融点又は軟化点が70℃~140℃の範囲にある、ホットメルト接着剤として機能する樹脂が選択される。このような樹脂を使用することにより、後の接着ステップにおいてエネルギー吸収材を容易かつ効率的に加熱溶融することが可能になる。
一方で、第2の靴用部材の被接着面(以下、第2の被接着面とも称する)に接着する面である接着用シートの第2の表面には、第1の熱可塑性樹脂が露出していてもよく、それに加えて又は代えて、第1の熱可塑性樹脂とは異なる第2の樹脂、好ましくは、第2の熱可塑性樹脂が露出していてもよい。
なお、第1及び第2の表面における各樹脂の存在割合は、例えば、ダイヤモンドATR法によるフーリエ変換赤外分光分析(FT-IR)にて測定され得る。
また、エネルギー吸収材がマイクロ波加熱された際にエネルギー吸収材の熱を第1の熱可塑性樹脂に伝達し易くするため、接着用シート内における第1の熱可塑性樹脂とエネルギー吸収材との距離が50μm以内にあることが好ましい。なお、接着用シートが、第1の熱可塑性樹脂の他にエネルギー吸収材により加熱される材料(例えば、第2の熱可塑性樹脂)を含んでいる場合には、そのような材料とエネルギー吸収材との距離も同様に50μm以内にあることが好ましい。
これらの厚みは、接着用シート10に求められる屈曲性等を考慮して、部位に応じて変更されてもよい。例えば、靴底用部材のうち、屈曲性付与部に対応する部位において、第1及び第2の予備シート11,12の厚みを薄くすることができる。
この例では、第2の熱可塑性樹脂221は、第1の熱可塑性樹脂211と異なる種類の樹脂で構成されているが、これに代えて同じ種類の樹脂で構成されてもよい。すなわち、この接着用シート20の第1及び第2の表面20A,20Bに露出している樹脂211,221の種類は異なる種類であるが、同じ種類であってもよい。
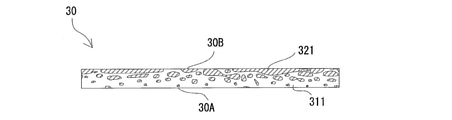
この例では、該単一のシート内のポリマーブレンドは、第1の熱可塑性樹脂311と第2の熱可塑性樹脂321とが相分離した構造を有しており、接着用シートの第1の表面30Aでは、第1の熱可塑性樹脂311の存在割合が第2の熱可塑性樹脂321の存在割合よりも大きくなっており、第2の表面30Bでは、第2の熱可塑性樹脂321の存在割合が前記第1の熱可塑性樹脂311の存在割合よりも大きくなっている。
この例では、接着用シート40の第1及び第2の表面40A,40Bの両方に第1及び第2の樹脂繊維41,42が露出しているが、第1の表面40Aでは、第1の樹脂繊維41の存在割合が第2の樹脂繊維42の存在割合よりも大きくなっており、第2の表面40Bでは、第2の樹脂繊維42の存在割合が前記第1の樹脂繊維41の存在割合よりも大きくなっている。
本実施形態の靴の製造法において接着される第1及び第2の靴用部材は、靴に使用される任意の靴用部材が選択される。そのような靴用部材としては、例えば、第1及び第2の靴用部材としては、ミッドソール、アウトソール、ソックライナー等の他の靴底用部材、ヒールカウンター、シャンク等の靴用補強部材、アッパー材、装飾材等が挙げられる。
また、第1の靴用部材と第2の靴用部材とはそれぞれ、一般に1つの靴用部材として認識され得る特定の部材の一部であってもよい。例えば、第1の靴用部材と第2の靴用部材は、接着されることによって1つのミッドソールを形成することとなるミッドソールの第1構成部品及び第2構成部品であってもよい。
第1の靴用部材の第1の被接着面は、上述の通り、接着用シートの第1の表面に露出した第1の熱可塑性樹脂と接着可能とされる。第1の被接着面には、第1の表面との接着性の観点から、第1の熱可塑性樹脂と同種の樹脂が露出していることが好ましい。例えば、第1の熱可塑性樹脂がEVA樹脂である場合には、第1の被接着面にもまた、EVA樹脂が露出していてもよい。
第2の靴用部材の第2の被接着面は、接着用シートの第2の表面に露出した樹脂のいずれか、好ましくは第2の表面における存在割合が他の任意の樹脂と比較して大きい樹脂と接着可能とされる。例えば、第2の表面において、第2の熱可塑性樹脂の存在割合が他の任意の樹脂の存在割合よりも大きい場合には、第2の被接着面は、第2の熱可塑性樹脂と接着可能とされる。第2の被接着面にもまた、第2の表面との接着性の観点から、第2の表面に露出した該樹脂と同種の樹脂が露出していることが好ましい。
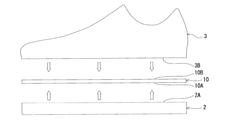
次に、接着用シートとして図1に示される接着用シート10を、第1の靴用部材をミッドソール2、第2の靴用部材をアッパー材3として、本発明の一実施形態である靴1の製造方法について説明する。ただし、下記の実施形態は、単なる例示である。本発明は、下記の実施形態に何ら限定されない。
例えば、当該ステップにおいて、第1及び第2の予備シート11,12の少なくとも一方の片面に、これらを接着するための上述のプライマを塗布した後、プライマを塗布した面を介してこれらを接着し、それによって接着用シート10を作製してもよい。
本実施形態では、ミッドソール2の被接着面2A及びアッパー材3の被接着面3Bはそれぞれ、接着用シート10の第1及び第2の表面10A,10Bの全面に対して密着するように当接される。
好ましくは、プライマ塗布ステップにて塗布されるプライマは、水系プライマであることが好ましい。そのような水系プライマとしては、例えば、ポリオレフィン系エマルジョン、EVA系エマルジョン、アクリル系エマルジョン、ウレタン系エマルジョン等が挙げられる。
加えて又はこれに代えて、被接着面2A,3Bの外側からクランプ等の治具を用いること等により、これらと第1及び第2の表面10A,10Bとの当接面を押圧するように挟持した状態を保持する方法や、アッパー材3に足型を挿入し、該足型により下方に配置されたミッドソール2に向かって当接面が押圧された状態を保持する方法等によって、当接面を物理的に固定してもよい。これらの固定方法は、複数組み合わされて行われてもよい。
接着用シート10にマイクロ波が照射されると、接着用シート10の一部を構成する第2の予備シート12に含まれたエネルギー吸収材である第2の熱可塑性樹脂121が該マイクロ波を吸収し、それによって第2の予備シート12が発熱する。この発熱した第2の予備シート12の熱は、隣接する第1の予備シート11に伝達されるため、結果的に接着用シート10全体に熱が伝わって、接着用シート10全体が加熱溶融される。
このようにして加熱溶融された接着用シート10において、第1の表面10Aに露出した第1の熱可塑性樹脂111が、第1の表面10Aに当接されていたミッドソール2の第1の被接着面2Aに接着されると共に、第2の表面10Bに露出した第2の熱可塑性樹脂121が、第2の表面10Bに当接されていたアッパー材3の第2の被接着面3Bに接着される。これにより、ミッドソール2とアッパー材3とが接着用シート10を介して接着される。
また、マイクロ波の照射強度及び照射時間は特に限定されず、該エネルギー吸収材を十分に加熱して接着用シート10を加熱溶融することが可能な強度及び時間とすることができる。
この方法では、接着用シート10に含まれるエネルギー吸収材である第2の熱可塑性樹脂121をマイクロ波加熱されるため、その発熱によって第1の熱可塑性樹脂111を含む接着用シート10全体を加熱溶融することができる。そのため、接着用シートの第1の表面10Aに露出した第1の熱可塑性樹脂111がマイクロ波加熱困難な樹脂であったとしても、マイクロ波を用いることによりこれを加熱溶融して、第1及び第2の靴用部材2,3の接着要素として用いることができる。したがって、本実施形態の靴1の製造方法によれば、マイクロ波加熱困難な熱可塑性樹脂を靴用部材の接着要素として用いつつ、マイクロ波加熱により靴用部材を簡便に接着することができる。
本実施形態の靴は、例えば、図7に示される靴1のような、上述の靴の製造方法により製造され得る靴である。
なお、本明細書の靴に関する説明では、「マイクロ波」とは、300MHz~300GHzの周波数を備えた任意の電磁波のことをいう。
上記発明によれば、通常はマイクロ波により加熱することが困難な第1の熱可塑性樹脂を靴用部材の接着要素として用いつつ、マイクロ波加熱により靴用部材同士を簡便に接着することができる。
上記発明によれば、通常はマイクロ波により加熱することが困難な第1の熱可塑性樹脂を靴用部材の接着要素として用いつつ、マイクロ波加熱により靴用部材同士が接着された靴を提供することができる。
2:第1の靴用部材(ミッドソール)、2A:第1の被接着面
3:第2の靴用部材(アッパー材)、3B:第2の被接着面
10,20,30,40:接着シート、10A,20A,30A,40A:第1の表面、10B,20B,30B,40B:第2の表面
11,21:第1の予備シート、12,22:第2の予備シート、23:第3の予備シート、41:第1の樹脂繊維、42:第2の樹脂繊維
111,211,311,411:第1の熱可塑性樹脂、121,221,321,421:第2の熱可塑性樹脂
Claims (12)
- 第1の熱可塑性樹脂と、前記第1の熱可塑性樹脂よりも誘電損失率の高いエネルギー吸収材とを少なくとも含んだ接着用シートであって、該接着用シートの第1の表面と該第1の表面の反対側の第2の表面とのうち少なくとも該第1の表面に前記第1の熱可塑性樹脂が露出している、接着用シートを用意するシート準備ステップと、
第1の靴用部材に形成された第1の被接着面を前記第1の表面に当接させると共に、第2の靴用部材に形成された第2の被接着面を前記第2の表面に当接させる当接ステップと、
前記当接ステップの後に、前記接着用シートに対してマイクロ波を照射することによって前記接着用シートを加熱溶融させ、前記第1の靴用部材と前記第2の靴用部材とを前記接着用シートを介して接着させる接着ステップと
を備え、
前記接着用シートが、前記第1の熱可塑性樹脂とは異なる種類の第2の熱可塑性樹脂を含んでおり、
前記第1の表面では、前記第1の熱可塑性樹脂の存在割合が前記第2の熱可塑性樹脂の存在割合よりも大きく、前記第2の表面では、前記第2の熱可塑性樹脂の存在割合が前記第1の熱可塑性樹脂の存在割合よりも大きく、
前記エネルギー吸収材が、熱可塑性樹脂である、靴の製造方法。 - 前記エネルギー吸収材が、前記第2の熱可塑性樹脂である、請求項1に記載の靴の製造方法。
- 前記エネルギー吸収材が、TPU樹脂である、請求項1又は2に記載の靴の製造方法。
- 前記接着用シートが、2つ以上の積層された予備シートを備えている、請求項1~3のいずれか1項に記載の靴の製造方法。
- 前記第1の熱可塑性樹脂が、EVA樹脂である、請求項1~4のいずれか1項に記載の靴の製造方法。
- 前記第1の靴用部材の前記第1の被接着面には、EVA樹脂又はポリエチレン樹脂が露出している、請求項5に記載の靴の製造方法。
- 前記当接ステップの前に、前記第1の表面、前記第2の表面、前記第1の被接着面及び前記第2の被接着面のうち少なくともいずれか1つの面に、水系プライマが塗布されるプライマ塗布ステップをさらに備えている、請求項1~6のいずれか1項に記載の靴の製造方法。
- 第1の熱可塑性樹脂と、前記第1の熱可塑性樹脂よりもマイクロ波に対する損失誘電率の高いエネルギー吸収材と、を含んだ接着用シートであって、該接着用シートの第1の表面と該第1の表面の反対側の第2の表面とのうち少なくとも該第1の表面に前記第1の熱可塑性樹脂が露出している、接着用シートと、
前記第1の表面に接着された第1の靴用部材と、
前記第2の表面に接着された第2の靴用部材と、を備え、
前記接着用シートが、前記第1の熱可塑性樹脂とは異なる種類の第2の熱可塑性樹脂を含んでおり、前記第1の表面では、前記第1の熱可塑性樹脂の存在割合が前記第2の熱可塑性樹脂の存在割合よりも大きく、前記第2の表面では、前記第2の熱可塑性樹脂の存在割合が前記第1の熱可塑性樹脂の存在割合よりも大きく、
前記エネルギー吸収材が、熱可塑性樹脂である、靴。 - 前記エネルギー吸収材が、前記第2の熱可塑性樹脂である、請求項8に記載の靴。
- 前記エネルギー吸収材が、TPU樹脂である、請求項8又は9に記載の靴。
- 前記第1の熱可塑性樹脂が、EVA樹脂である、請求項8~10のいずれか1項に記載の靴。
- 前記第1の靴用部材における前記第1の表面との被接着面には、EVA樹脂又はポリエチレン樹脂が露出している、請求項11に記載の靴。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/050616 WO2021130857A1 (ja) | 2019-12-24 | 2019-12-24 | 靴の製造方法及び靴 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021130857A1 JPWO2021130857A1 (ja) | 2021-12-23 |
| JP7018522B2 true JP7018522B2 (ja) | 2022-02-10 |
Family
ID=76575779
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020558636A Active JP7018522B2 (ja) | 2019-12-24 | 2019-12-24 | 靴の製造方法及び靴 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220079297A1 (ja) |
| EP (1) | EP3864993B1 (ja) |
| JP (1) | JP7018522B2 (ja) |
| CN (1) | CN113301826B (ja) |
| WO (1) | WO2021130857A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI835338B (zh) * | 2022-10-11 | 2024-03-11 | 拉雅化工有限公司 | 製鞋連續極化黏著貼合傳輸裝置 |
| WO2025238784A1 (ja) * | 2024-05-16 | 2025-11-20 | 株式会社レーブ | ユーザの足にフィットする靴の製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004222990A (ja) | 2003-01-23 | 2004-08-12 | Nooteepu Kogyo Kk | 履物の接着方法及び履物 |
| WO2011045856A1 (ja) | 2009-10-15 | 2011-04-21 | 株式会社アシックス | レーザー接着用積層体、シューズ、及びシューズの製造方法 |
| JP2016140763A (ja) | 2015-02-05 | 2016-08-08 | アディダス アーゲー | スポーツ用品の製造のための方法および装置、ならびにこれにより製造されるスポーツ用品 |
| JP2016141153A (ja) | 2015-02-05 | 2016-08-08 | アディダス アーゲー | プラスチック構成要素を製造するための方法、プラスチック構成要素、およびシューズ |
| JP2018089971A (ja) | 2016-12-01 | 2018-06-14 | アディダス アーゲー | プラスチック部品を製造する方法、プラスチック部品、および靴 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11113607A (ja) * | 1997-10-16 | 1999-04-27 | Techno Star:Kk | 新規な靴底 |
| US6497786B1 (en) * | 1997-11-06 | 2002-12-24 | Nike, Inc. | Methods and apparatus for bonding deformable materials having low deformation temperatures |
| KR100348554B1 (ko) * | 2000-02-16 | 2002-08-14 | 주식회사 영창스포츠 | 신발 보강용 시트 |
| TW201736423A (zh) | 2015-09-11 | 2017-10-16 | 三晃股份有限公司 | 發泡熱塑性聚氨基甲酸酯及其微波成型體 |
| GB2550116B (en) * | 2016-05-04 | 2018-05-16 | Texon Man Limited | A method and apparatus for footwear moulding |
| MX2019007758A (es) * | 2016-12-26 | 2019-08-22 | Continental Structural Plastics Inc | Fibra primaria combinada y componente de fibra de carbono para produccción de artículos poliméricos reforzados. |
| TW201906556A (zh) * | 2017-07-06 | 2019-02-16 | 捷欣企業股份有限公司 | 鞋材的製備方法 |
-
2019
- 2019-12-24 US US17/260,165 patent/US20220079297A1/en not_active Abandoned
- 2019-12-24 JP JP2020558636A patent/JP7018522B2/ja active Active
- 2019-12-24 WO PCT/JP2019/050616 patent/WO2021130857A1/ja not_active Ceased
- 2019-12-24 CN CN201980034349.8A patent/CN113301826B/zh active Active
- 2019-12-24 EP EP19938106.2A patent/EP3864993B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004222990A (ja) | 2003-01-23 | 2004-08-12 | Nooteepu Kogyo Kk | 履物の接着方法及び履物 |
| WO2011045856A1 (ja) | 2009-10-15 | 2011-04-21 | 株式会社アシックス | レーザー接着用積層体、シューズ、及びシューズの製造方法 |
| JP2016140763A (ja) | 2015-02-05 | 2016-08-08 | アディダス アーゲー | スポーツ用品の製造のための方法および装置、ならびにこれにより製造されるスポーツ用品 |
| JP2016141153A (ja) | 2015-02-05 | 2016-08-08 | アディダス アーゲー | プラスチック構成要素を製造するための方法、プラスチック構成要素、およびシューズ |
| JP2018089971A (ja) | 2016-12-01 | 2018-06-14 | アディダス アーゲー | プラスチック部品を製造する方法、プラスチック部品、および靴 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113301826B (zh) | 2022-07-01 |
| US20220079297A1 (en) | 2022-03-17 |
| EP3864993B1 (en) | 2023-06-14 |
| JPWO2021130857A1 (ja) | 2021-12-23 |
| CN113301826A (zh) | 2021-08-24 |
| EP3864993A1 (en) | 2021-08-18 |
| EP3864993A4 (en) | 2021-11-03 |
| WO2021130857A1 (ja) | 2021-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20250000202A1 (en) | Method and device for the manufacture of sporting goods and sporting goods manufactured thereby | |
| JP7018522B2 (ja) | 靴の製造方法及び靴 | |
| US10766172B2 (en) | Method of bonding a thermoplastic component to a carpeted component | |
| CN102356136B (zh) | 载体加强的热活化粘合剂化合物 | |
| US10486406B2 (en) | Method and apparatus for forming and adhering panel and bracket structures | |
| JPS58132068A (ja) | 補強用の接着性シ−ト | |
| US20210127796A1 (en) | Method for assisting joining of vamp and sole by vacuum positioning | |
| JP2015530425A (ja) | 薄い接着層を用いる接着方法 | |
| Paiva et al. | Importance of the surface treatment in the peeling strength of joints for the shoes industry | |
| JP6556140B2 (ja) | ハイブリッド部品の製造方法 | |
| JP4948750B2 (ja) | スラブ材から履物の靴底を成形する方法 | |
| US10011091B2 (en) | Laminar composite and method of producing same | |
| EP3841910B1 (en) | Method for producing shoe, shoe, and induction heating bonding apparatus | |
| CN102442038A (zh) | 积层材及其制造方法 | |
| CN111148809B (zh) | 机动车辆的构件的粘合带及其应用、两个构件组成的组件及其结合方法 | |
| JP6378665B2 (ja) | プリプレグ製造方法 | |
| WO2014080593A1 (ja) | エンドレスベルトの製造方法及びエンドレスベルト | |
| JP4252836B2 (ja) | 放熱シート及びpdp、並びに放熱シートの製造方法 | |
| CN112773050A (zh) | 以真空定位辅助鞋面与鞋底接合的方法 | |
| CN101200621A (zh) | 粘合技术的接着方法 | |
| JP2010194762A (ja) | 金属製被着体と熱可塑性樹脂との接合方法および住宅部材の製造方法 | |
| WO2025043246A2 (en) | Mixed adhesive | |
| JP2021154680A (ja) | 複合部材とその製造方法 | |
| KRYSTOFIAK et al. | Investigations upon properties of the glue lines in furniture board elements edgebanded with functional adhesive layer. | |
| KR20180067626A (ko) | 상이한 재료들의 2개의 컴포넌트들을 결합하기 위한 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211001 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220131 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7018522 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |