JP7144310B2 - 加硫成形用金型 - Google Patents
加硫成形用金型 Download PDFInfo
- Publication number
- JP7144310B2 JP7144310B2 JP2018237715A JP2018237715A JP7144310B2 JP 7144310 B2 JP7144310 B2 JP 7144310B2 JP 2018237715 A JP2018237715 A JP 2018237715A JP 2018237715 A JP2018237715 A JP 2018237715A JP 7144310 B2 JP7144310 B2 JP 7144310B2
- Authority
- JP
- Japan
- Prior art keywords
- blade
- mold
- circumferential
- sector
- blades
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C11/00—Tyre tread bands; Tread patterns; Anti-skid inserts
- B60C11/03—Tread patterns
- B60C11/04—Tread patterns in which the raised area of the pattern consists only of continuous circumferential ribs, e.g. zig-zag
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C11/00—Tyre tread bands; Tread patterns; Anti-skid inserts
- B60C11/03—Tread patterns
- B60C11/12—Tread patterns characterised by the use of narrow slits or incisions, e.g. sipes
- B60C11/1204—Tread patterns characterised by the use of narrow slits or incisions, e.g. sipes with special shape of the sipe
- B60C11/1218—Three-dimensional shape with regard to depth and extending direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C11/00—Tyre tread bands; Tread patterns; Anti-skid inserts
- B60C11/03—Tread patterns
- B60C11/12—Tread patterns characterised by the use of narrow slits or incisions, e.g. sipes
- B60C11/1272—Width of the sipe
- B60C11/1281—Width of the sipe different within the same sipe, i.e. enlarged width portion at sipe bottom or along its length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
- B29D2030/0607—Constructional features of the moulds
- B29D2030/0612—Means for forming recesses or protrusions in the tyres, e.g. grooves or ribs, to create the tread or sidewalls patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
- B29D2030/0607—Constructional features of the moulds
- B29D2030/0613—Means, e.g. sipes or blade-like elements, for forming narrow recesses in the tyres, e.g. cuts or incisions for winter tyres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60C—VEHICLE TYRES; TYRE INFLATION; TYRE CHANGING; CONNECTING VALVES TO INFLATABLE ELASTIC BODIES IN GENERAL; DEVICES OR ARRANGEMENTS RELATED TO TYRES
- B60C11/00—Tyre tread bands; Tread patterns; Anti-skid inserts
- B60C11/03—Tread patterns
- B60C11/12—Tread patterns characterised by the use of narrow slits or incisions, e.g. sipes
- B60C2011/129—Sipe density, i.e. the distance between the sipes within the pattern
- B60C2011/1295—Sipe density, i.e. the distance between the sipes within the pattern variable
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Tyre Moulding (AREA)
- Tires In General (AREA)
Description
しかし、走行によりトレッド表面の摩耗が進んだ場合、トレッド部の剛性が増し、エッヂ効果が低下したり、溝深さが浅くなるにつれて排水性が劣ってウェット性能が低下することがある。
サイプの中には、底部に拡大部を有する底部拡大サイプが含まれており、底部拡大サイプは、タイヤトレッドの外周面に周方向に偏ることなく略均等に設けられている。
環状金型は、周方向に複数のセクターモールドに分割され、各セクターモールドが中心方向に移動して合体することで、内側の生タイヤを型締めし加硫成形する(例えば、特許文献2参照)。
サイプは、トレッド外周面に対して垂直に、すなわちタイヤ中心軸に向かって切り込まれるように形成されるので、セクターモールドの型面に設けられるブレードは、型面に対して垂直に、すなわち環状に合体したときに中心軸に向かって突出するように植設されている。
底部拡大サイプを形成するブレードは、先端側に板厚方向に拡大した先端側厚肉部を有する。
空気入りタイヤのタイヤトレッドを形成する環状金型が、周方向に複数のセクターモールドに分割され、各セクターモールドが中心方向に移動して合体することで内側の生タイヤを型締めし加硫成形する加硫成形用金型であって、
前記セクターモールドには、型面にタイヤ幅方向に延びる薄板状部材であってタイヤトレッドに溝条を形成するブレードが植設され、
前記ブレードが、前記セクターモールドに埋め込まれるブレード基端部と、先端側の板厚方向に拡大したブレード先端側厚肉部と、前記ブレード基端部と前記ブレード先端側厚肉部とを連結するブレード連結部とからなる加硫成形用金型において、
前記セクターモールドに植設される前記ブレードの周方向の単位長さ当たりの数であるブレード密度は、前記セクターモールドの周方向中央部側領域の前記ブレードより周方向端部側領域の前記ブレードの方が、小さいことを特徴とする加硫成形用金型を提供する。
上記構成によれば、セクターモールドの周方向中央部側領域のブレードより型抜きが容易でない周方向端部側領域のブレードのブレード密度を、周方向中央部側領域のブレードのブレード密度より小さくすることで、加硫成形用金型の型開き時にセクターモールド全体の型抜けを、不具合を生じさせることなく円滑に行うことができる。
前記ブレードのタイヤ幅方向に垂直な断面形状で、前記ブレード先端側厚肉部の厚みの最大幅の幅で前記ブレード先端側厚肉部から型面までの面積から前記ブレード連結部の断面積を減算した掃き面積を、前記ブレード密度に乗算した乗算値は、前記セクターモールドの周方向中央部側領域の前記ブレードより周方向端部側領域の前記ブレードの方が、小さい加硫成形用金型である。
よって、この掃き面積をブレード密度に乗算した乗算値は、型抜きの難易度を示し、該乗算値が小さいほど型抜きが容易である。
前記ブレードの前記セクターモールドから突出する前記ブレード連結部の突出辺の全長を、前記ブレード密度に乗算した乗算値は、前記セクターモールドの周方向中央部側領域の前記ブレードより周方向端部側領域の前記ブレードの方が、小さい加硫成形用金型である。
よって、このブレード連結部の突出辺の全長をブレード密度に乗算した乗算値は、型抜きの難易度を示し、該乗算値が小さいほど型抜きが容易である。
前記ブレードのタイヤ幅方向に垂直な断面形状で、前記ブレード先端側厚肉部の厚みの最大幅の幅で前記ブレード先端側厚肉部から型面までの面積から前記ブレード連結部の断面積を減算した掃き面積と前記ブレードの前記セクターモールドから突出する前記ブレード連結部の突出辺の全長を、前記ブレード密度に乗算した乗算値は、前記セクターモールドの周方向中央部側領域の前記ブレードより周方向端部側領域の前記ブレードの方が、小さい加硫成形用金型である。
また、ブレードのセクターモールドから突出するブレード連結部の突出辺(型面から突出する辺)の全長は、型抜きの難易度を示し、ブレード連結部の突出辺の全長が短いほど型抜き時の抵抗が小さく型抜きが容易である。
よって、掃き面積とブレード連結部の突出辺の全長をブレード密度に乗算した乗算値は、型抜きの難易度を示し、該乗算値が小さいほど型抜きが容易である。
本実施の形態に係るタイヤの加硫成形用金型1は、図1に示すように周方向に複数のセクターに分割され(本実施の形態では9分割)、各セクターのホルダー2が内周側にタイヤのトレッド部を成形するセクターモールド3を保持している。
分割モールド4の型面4fにはタイヤ周方向に延びる周方向突条5が突出されていて、分割モールド4が組み合されたセクターモールド3には周方向溝を形成する連続した周方向突条5がタイヤ幅方向に5本平行に形成されている。
複数のブレード6,7は、タイヤ周方向に略均等に互いに平行に配列されている。
タイヤ周方向にタイヤ周方向溝25が、セクターモールド3の周方向突条5によりタイヤ幅方向に5本配列されて形成される。
同図4を参照して、周方向中央部側領域Cのブレード6と周方向端部側領域Eのブレード7は、型面4fから垂直に突出している。
なお、周方向中央部側領域Cは、セクターモールド3の周方向全領域幅の50%程度の領域幅を有し、該周方向中央部側領域Cの両側が周方向端部側領域Eである。
すなわち、放射方向Rは、型開き時にブレード6,7がタイヤトレッド21から引き抜かれる方向である。
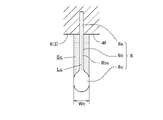
周方向中央部側領域Cのブレード6の拡大断面図を図5に示す。
ブレード6は、セクターモールド3に埋め込まれるブレード基端部6aと、先端側の板厚方向に拡大したブレード先端側厚肉部6cと、ブレード基端部6aとブレード先端側厚肉部6cとを連結するブレード連結部6bとからなる。
このブレード連結部6bの突出辺6bsの全長(薄板状のブレード連結部6bの型面4fから突出する辺の長さ、図5に示される破線の長さ)は、Lcである。
図5に示す断面図で、ブレード先端側厚肉部6cの厚みの最大幅Wcの幅でブレード先端側厚肉部6cから型面4fまでの面積からブレード連結部6bの断面積を減算した掃き面積(図5で散点模様を施した部分の面積)をScとする。
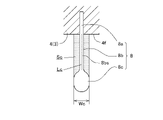
ブレード7は、セクターモールド3に埋め込まれるブレード基端部7aと、先端側の板厚方向に拡大したブレード先端側厚肉部7cと、ブレード基端部7aとブレード先端側厚肉部7cとを連結するブレード連結部7bとからなる。
したがって、ブレード7のブレード連結部7bの突出辺7bsの全長Leは、ブレード6のブレード連結部6bの突出辺6bsの全長Lcと等しく、ブレード7の掃き面積Seは、ブレード6の掃き面積Scと等しい。
すなわち、周方向中央部側領域Cのブレード6のブレード密度Dcより周方向中央部側領域Eのブレード7のブレード密度Deの方が小さい(De<Dc)。
本加硫成形用金型のセクターモールドは、前記セクターモールド3と同じ構造のものであり、分割モールドおよび周方向突条とともに同じ符号を用いる。
同様に、空気入りタイヤおよびタイヤトレッドも同じ符号を用いる。
同図7を参照して、周方向中央部側領域Cのブレード8と周方向端部側領域Eのブレード9は、型面4fから垂直に突出している。
型開き時にブレード8,9は、セクターモールド3が中心から離れる放射方向Rにタイヤトレッド21から引き抜かれる。
周方向中央部側領域Cのブレード8の拡大断面図を図8に示す。
ブレード8は、セクターモールド3に埋め込まれるブレード基端部8aと、先端側の板厚方向に拡大したブレード先端側厚肉部8cと、ブレード基端部8aとブレード先端側厚肉部8cとを連結するブレード連結部8bとからなる。
ブレード先端側厚肉部8cは、図8に示す断面形状が長円形をしており、その板厚方向に拡大した厚みはWcである。
ブレード9は、セクターモールド3に埋め込まれるブレード基端部9aと、先端側の板厚方向に拡大したブレード先端側厚肉部9cと、ブレード基端部9aとブレード先端側厚肉部9cとを連結するブレード連結部9bとからなる。
このブレード連結部9bの突出辺9bsの全長(薄板状のブレード連結部9bの型面4fから突出する辺の長さ、図9に示される破線の長さ)は、Leである。
図9に示す断面図で、ブレード先端側厚肉部9cの厚みの最大幅Wcの幅でブレード先端側厚肉部9cから型面4fまでの面積からブレード連結部9bの断面積を減算した掃き面積(図9で散点模様を施した部分の面積)をSeとする。
したがって、セクターモールド3の周方向中央部側領域Cのブレード8より型抜きが容易でない周方向端部側領域Eのブレード9の乗算値Me(=De×Se)を、周方向中央部側領域Cのブレード8の乗算値Mc(=Dc×Sc)より小さくすることで、加硫成形用金型の型開き時にセクターモールド全体の型抜けを、不具合を生じさせることなく円滑に行うことができる。
本加硫成形用金型のセクターモールドは、前記セクターモールド3と同じ構造のものであり、分割モールドおよび周方向突条とともに同じ符号を用いる。
同様に、空気入りタイヤおよびタイヤトレッドも同じ符号を用いる。
同図10を参照して、周方向中央部側領域Cのブレード10と周方向端部側領域Eのブレード11は、型面4fから垂直に突出している。
型開き時にブレード10,11は、セクターモールド3が中心から離れる放射方向Rにタイヤトレッド21から引き抜かれる。
周方向中央部側領域Cのブレード10の拡大断面図を図11に示す。
ブレード10は、セクターモールド3に埋め込まれるブレード基端部10aと、先端側の板厚方向に拡大したブレード先端側厚肉部10cと、ブレード基端部10aとブレード先端側厚肉部10cとを連結するブレード連結部10bとからなる。
ブレード先端側厚肉部10cは、図11に示す断面形状が長円形をしており、その板厚方向に拡大した厚みはWcである。
ブレード11は、セクターモールド3に埋め込まれるブレード基端部11aと、先端側の板厚方向に拡大したブレード先端側厚肉部11cと、ブレード基端部11aとブレード先端側厚肉部11cとを連結するブレード連結部11bとからなる。
このブレード連結部11bの突出辺11bsの全長Leは、屈曲している分、型面4fからの突出距離より長い。
図12に示す断面図で、ブレード先端側厚肉部11cの厚みの最大幅Weの幅でブレード先端側厚肉部11cから型面4fまでの面積からブレード連結部11bの断面積を減算した掃き面積(図12で散点模様を施した部分の面積)をSeとする。
したがって、セクターモールド3の周方向中央部側領域Cのブレード10より型抜きが容易でない周方向端部側領域Eのブレード11の乗算値Me(=De×Le)を、周方向中央部側領域Cのブレード10の乗算値Mc(=Dc×Lc)より小さくすることで、加硫成形用金型の型開き時にセクターモールド全体の型抜けを、不具合を生じさせることなく円滑に行うことができる。
本加硫成形用金型のセクターモールドは、前記セクターモールド3と同じ構造のものであり、分割モールドおよび周方向突条とともに同じ符号を用いる。
同様に、空気入りタイヤおよびタイヤトレッドも同じ符号を用いる。
同図13を参照して、周方向中央部側領域Cのブレード12と周方向端部側領域Eのブレード13は、型面4fから垂直に突出している。
型開き時にブレード12,13は、セクターモールド3が中心から離れる放射方向Rにタイヤトレッド21から引き抜かれる。
周方向中央部側領域Cのブレード12の拡大断面図を図14に示す。
ブレード12は、セクターモールド3に埋め込まれるブレード基端部12aと、先端側の板厚方向に拡大したブレード先端側厚肉部12cと、ブレード基端部12aとブレード先端側厚肉部12cとを連結するブレード連結部12bとからなる。
ブレード先端側厚肉部12cは、図14に示す断面形状が長円形をしており、その板厚方向に拡大した厚みはWcである。
ブレード13は、セクターモールド3に埋め込まれるブレード基端部13aと、先端側の板厚方向に拡大したブレード先端側厚肉部13cと、ブレード基端部13aとブレード先端側厚肉部13cとを連結するブレード連結部13bとからなる。
このブレード連結部13bの突出辺13bsの全長Leは、屈曲している分、型面4fからの突出距離より長い。
図15に示す断面図で、ブレード先端側厚肉部13cの厚みの最大幅Weの幅でブレード先端側厚肉部13cから型面4fまでの面積からブレード連結部13bの断面積を減算した掃き面積(図115で散点模様を施した部分の面積)をSeとする。
したがって、セクターモールド3の周方向中央部側領域Cのブレード12より型抜きが容易でない周方向端部側領域Eのブレード13の乗算値Me(=De×Se×Le)を、周方向中央部側領域Cのブレード12の乗算値Mc(=Dc×Sc×Lc)より小さくすることで、加硫成形用金型の型開き時にセクターモールド全体の型抜けを、不具合を生じさせることなく円滑に行うことができる。
特に、ブレード先端側厚肉部の断面形状が円形や長円形に限らず、フラスコ形である三角形状、その他多角形状等、種々の形状が考えられる。
なお、ブレード先端側厚肉部は、ブレードの先端側にある厚肉部であり、ブレードの先端にあるとは限らず、厚肉部から径方向内側に向かって厚みが減少するような形状のものでもよい。
さらに、ブレードにより形成される溝は、幅狭の細溝であるサイプに限らずタイヤ幅方向に延びる多少幅広の幅方向溝も含む。
さらにまた、前記実施形態では、周方向突条が5本であったが、周方向突条は5本に限らず、5本より少なくても、また多くてもよい。
6…ブレード、6a…ブレード基端部、6b…ブレード連結部、6bs…突出辺、6c…ブレード先端側厚肉部、
7…ブレード、7a…ブレード基端部、7b…ブレード連結部、7bs…突出辺、7c…ブレード先端側厚肉部、
8…ブレード、8a…ブレード基端部、8b…ブレード連結部、8bs…突出辺、8c…ブレード先端側厚肉部、
9…ブレード、9a…ブレード基端部、9b…ブレード連結部、9bs…突出辺、9c…ブレード先端側厚肉部、
10…ブレード、10a…ブレード基端部、10b…ブレード連結部、10bs…突出辺、10c…ブレード先端側厚肉部、
11…ブレード、11a…ブレード基端部、11b…ブレード連結部、11bs…突出辺、11c…ブレード先端側厚肉部、
12…ブレード、12a…ブレード基端部、12b…ブレード連結部、12bs…突出辺、12c…ブレード先端側厚肉部、
13…ブレード、13a…ブレード基端部、13b…ブレード連結部、13bs…突出辺、13c…ブレード先端側厚肉部、
20…空気入りタイヤ、21…タイヤトレッド、25…タイヤ周方向溝、26…サイプ、27…サイプ、
C…周方向中央部側領域、E…周方向端部側領域、
Sc,Se…掃き面積、Lc,Le…ブレード連結部の突出辺の全長。
Claims (4)
- 空気入りタイヤのタイヤトレッドを形成する環状金型が、周方向に複数のセクターモールドに分割され、各セクターモールドが中心方向に移動して合体することで内側の生タイヤを型締めし加硫成形する加硫成形用金型であって、
前記セクターモールドには、型面にタイヤ幅方向に延びる薄板状部材であってタイヤトレッドに溝条を形成するブレードが植設され、
前記ブレードが、前記セクターモールドに埋め込まれるブレード基端部と、先端側の板厚方向に拡大したブレード先端側厚肉部と、前記ブレード基端部と前記ブレード先端側厚肉部とを連結するブレード連結部とからなる加硫成形用金型において、
前記セクターモールドに植設される前記ブレードの周方向の単位長さ当たりの数であるブレード密度は、前記セクターモールドの周方向中央部側領域の前記ブレードより周方向端部側領域の前記ブレードの方が、小さいことを特徴とする加硫成形用金型。 - 前記ブレードのタイヤ幅方向に垂直な断面形状で、前記ブレード先端側厚肉部の厚みの最大幅の幅で前記ブレード先端側厚肉部から型面までの面積から前記ブレード連結部の断面積を減算した掃き面積を、前記ブレード密度に乗算した乗算値は、前記セクターモールドの周方向中央部側領域の前記ブレードより周方向端部側領域の前記ブレードの方が、小さいことを特徴とする請求項1に記載の加硫成形用金型。
- 前記ブレードの前記セクターモールドから突出する前記ブレード連結部の突出辺の全長を、前記ブレード密度に乗算した乗算値は、前記セクターモールドの周方向中央部側領域の前記ブレードより周方向端部側領域の前記ブレードの方が、小さいことを特徴とする請求項1に記載の加硫成形用金型。
- 前記ブレードのタイヤ幅方向に垂直な断面形状で、前記ブレード先端側厚肉部の厚みの最大幅の幅で前記ブレード先端側厚肉部から型面までの面積から前記ブレード連結部の断面積を減算した掃き面積と前記ブレードの前記セクターモールドから突出する前記ブレード連結部の突出辺の全長を、前記ブレード密度に乗算した乗算値は、前記セクターモールドの周方向中央部側領域の前記ブレードより周方向端部側領域の前記ブレードの方が、小さいことを特徴とする請求項1に記載の加硫成形用金型。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018237715A JP7144310B2 (ja) | 2018-12-19 | 2018-12-19 | 加硫成形用金型 |
| CN201980083865.XA CN113195188B (zh) | 2018-12-19 | 2019-11-15 | 硫化成形用模具及利用该模具制造的充气轮胎 |
| PCT/JP2019/044941 WO2020129504A1 (ja) | 2018-12-19 | 2019-11-15 | 加硫成形用金型および同金型により製造された空気入りタイヤ |
| EP19899526.8A EP3900906B1 (en) | 2018-12-19 | 2019-11-15 | Vulcanization mold and pneumatic tire manufactured with the mold |
| US17/311,124 US12220888B2 (en) | 2018-12-19 | 2019-11-15 | Vulcanization mold and pneumatic tire manufactured with the mold |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018237715A JP7144310B2 (ja) | 2018-12-19 | 2018-12-19 | 加硫成形用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020100003A JP2020100003A (ja) | 2020-07-02 |
| JP7144310B2 true JP7144310B2 (ja) | 2022-09-29 |
Family
ID=71102155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018237715A Active JP7144310B2 (ja) | 2018-12-19 | 2018-12-19 | 加硫成形用金型 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12220888B2 (ja) |
| EP (1) | EP3900906B1 (ja) |
| JP (1) | JP7144310B2 (ja) |
| CN (1) | CN113195188B (ja) |
| WO (1) | WO2020129504A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7144309B2 (ja) | 2018-12-19 | 2022-09-29 | 株式会社ブリヂストン | 加硫成形用金型 |
| JP7144308B2 (ja) * | 2018-12-19 | 2022-09-29 | 株式会社ブリヂストン | 加硫成形用金型 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010202009A (ja) | 2009-03-02 | 2010-09-16 | Toyo Tire & Rubber Co Ltd | 空気入りタイヤ |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3494511B2 (ja) * | 1995-08-04 | 2004-02-09 | 横浜ゴム株式会社 | セクショナル型タイヤ成形用モールドおよび空気入りタイヤ |
| JPH09216504A (ja) * | 1996-02-14 | 1997-08-19 | Yokohama Rubber Co Ltd:The | 雪氷路用空気入りタイヤ |
| JP3607011B2 (ja) * | 1996-08-12 | 2005-01-05 | 株式会社ブリヂストン | タイヤ加硫用金型及び空気入りタイヤ |
| FR2858578B1 (fr) | 2003-08-04 | 2006-02-24 | Michelin Soc Tech | Methode de fabrication d'un pneumatique comprenant au moins un insert |
| JP4411975B2 (ja) * | 2004-01-09 | 2010-02-10 | 横浜ゴム株式会社 | 空気入りタイヤ及びタイヤ金型 |
| JP2006334872A (ja) | 2005-06-01 | 2006-12-14 | Bridgestone Corp | タイヤ加硫金型 |
| JP5010385B2 (ja) | 2007-08-02 | 2012-08-29 | 東洋ゴム工業株式会社 | タイヤ成型用金型、およびそれを用いた空気入りタイヤ |
| JP5115299B2 (ja) * | 2008-04-16 | 2013-01-09 | 横浜ゴム株式会社 | 空気入りタイヤおよびタイヤ成形金型 |
| JP2009286204A (ja) | 2008-05-28 | 2009-12-10 | Bridgestone Corp | 空気入りタイヤ、サイプ形成用ブレード、及び、空気入りタイヤの製造方法 |
| JP2010023324A (ja) * | 2008-07-17 | 2010-02-04 | Bridgestone Corp | タイヤ加硫用金型及び空気入りタイヤの製造方法 |
| JP2010173099A (ja) | 2009-01-27 | 2010-08-12 | Bridgestone Corp | タイヤ加硫成形用金型 |
| WO2010144091A1 (en) | 2009-06-12 | 2010-12-16 | Societe De Technologie Michelin | Progressive tire mold element with undulation on its upper member and tire formed by the same |
| JP5515873B2 (ja) | 2010-03-05 | 2014-06-11 | 横浜ゴム株式会社 | 空気入りタイヤおよびタイヤ成形金型 |
| JP5541791B2 (ja) | 2010-08-09 | 2014-07-09 | 株式会社ブリヂストン | スタッダブルタイヤの製造方法及びタイヤモールド |
| JP5612391B2 (ja) | 2010-08-09 | 2014-10-22 | 株式会社ブリヂストン | スタッダブルタイヤの製造方法、及び、タイヤモールド |
| JP5513345B2 (ja) | 2010-11-02 | 2014-06-04 | 株式会社ブリヂストン | スパイクタイヤ用加硫金型およびスパイクタイヤ |
| JP5640668B2 (ja) | 2010-11-08 | 2014-12-17 | 横浜ゴム株式会社 | タイヤ加硫用モールドおよび空気入りタイヤ |
| WO2013015030A1 (ja) | 2011-07-27 | 2013-01-31 | 不二商事株式会社 | タイヤ加硫成形用金型およびそれを用いたタイヤの製造方法 |
| JP5675580B2 (ja) | 2011-12-21 | 2015-02-25 | 株式会社ブリヂストン | 空気入りタイヤ |
| JP2013244811A (ja) | 2012-05-24 | 2013-12-09 | Bridgestone Corp | 空気入りタイヤ |
| JP5647646B2 (ja) | 2012-06-08 | 2015-01-07 | 住友ゴム工業株式会社 | タイヤの加硫金型及び空気入りタイヤの製造方法 |
| JP2014079949A (ja) * | 2012-10-16 | 2014-05-08 | Sumitomo Rubber Ind Ltd | タイヤ加硫金型 |
| JP5702433B2 (ja) | 2013-05-02 | 2015-04-15 | 株式会社ブリヂストン | タイヤ成型用金型およびタイヤ |
| DE102013106885A1 (de) * | 2013-07-01 | 2015-01-08 | Continental Reifen Deutschland Gmbh | Reifenheizform |
| JP2014237434A (ja) * | 2014-05-26 | 2014-12-18 | 株式会社ブリヂストン | タイヤ |
| JP6052311B2 (ja) | 2015-02-04 | 2016-12-27 | 横浜ゴム株式会社 | タイヤ成形用金型及び空気入りタイヤ |
| WO2016200392A1 (en) | 2015-06-11 | 2016-12-15 | Compagnie Generale Des Etablissements Michelin | Set of molding elements and mold |
| JP6809894B2 (ja) | 2016-12-16 | 2021-01-06 | Toyo Tire株式会社 | タイヤ加硫金型および空気入りタイヤ |
| JP6900706B2 (ja) | 2017-03-01 | 2021-07-07 | 横浜ゴム株式会社 | タイヤ加硫成形金型、タイヤ製造方法及び空気入りタイヤ |
-
2018
- 2018-12-19 JP JP2018237715A patent/JP7144310B2/ja active Active
-
2019
- 2019-11-15 US US17/311,124 patent/US12220888B2/en active Active
- 2019-11-15 EP EP19899526.8A patent/EP3900906B1/en active Active
- 2019-11-15 WO PCT/JP2019/044941 patent/WO2020129504A1/ja not_active Ceased
- 2019-11-15 CN CN201980083865.XA patent/CN113195188B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010202009A (ja) | 2009-03-02 | 2010-09-16 | Toyo Tire & Rubber Co Ltd | 空気入りタイヤ |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3900906A4 (en) | 2022-11-09 |
| US20210379849A1 (en) | 2021-12-09 |
| JP2020100003A (ja) | 2020-07-02 |
| EP3900906B1 (en) | 2024-03-06 |
| EP3900906A1 (en) | 2021-10-27 |
| US12220888B2 (en) | 2025-02-11 |
| WO2020129504A1 (ja) | 2020-06-25 |
| CN113195188A (zh) | 2021-07-30 |
| CN113195188B (zh) | 2023-03-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7144309B2 (ja) | 加硫成形用金型 | |
| EP1616719B1 (en) | Pneumatic tire | |
| JP4669052B2 (ja) | 空気入りタイヤ | |
| JP5820274B2 (ja) | タイヤトレッド | |
| CN101687444A (zh) | 包括分段刀槽花纹的轮胎 | |
| JP7144310B2 (ja) | 加硫成形用金型 | |
| JP4438881B2 (ja) | 空気入りタイヤ及びその製造方法、並びに、タイヤ加硫モールド | |
| JP2005262973A (ja) | 空気入りタイヤ、サイプ形成用ブレード及びそのサイプ形成用ブレードを備えたタイヤ形成用金型 | |
| JP7144308B2 (ja) | 加硫成形用金型 | |
| WO2015080799A1 (en) | Method of moulding tire treads having a zero thickness sipe and tire obtained thereby | |
| CN114643730B (zh) | 轮胎模具 | |
| CN108146150A (zh) | 充气轮胎 | |
| JP5541791B2 (ja) | スタッダブルタイヤの製造方法及びタイヤモールド | |
| CN114302804B (zh) | 充气轮胎及轮胎成形用模具 | |
| EP3200988A1 (en) | Tire treads having a zero thickness sipe | |
| JP6609214B2 (ja) | タイヤモールド及びタイヤ | |
| WO2007017991A1 (ja) | タイヤ加硫用金型 | |
| JP7502600B2 (ja) | タイヤ成形用金型 | |
| JP5614102B2 (ja) | タイヤの製造方法、タイヤ成型用金型に用いるサイプ刃、およびタイヤ成型用金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220913 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220915 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7144310 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |