JP7309699B2 - 成形体の製造のための近赤外反射体を含む焼結粉末 - Google Patents
成形体の製造のための近赤外反射体を含む焼結粉末 Download PDFInfo
- Publication number
- JP7309699B2 JP7309699B2 JP2020519779A JP2020519779A JP7309699B2 JP 7309699 B2 JP7309699 B2 JP 7309699B2 JP 2020519779 A JP2020519779 A JP 2020519779A JP 2020519779 A JP2020519779 A JP 2020519779A JP 7309699 B2 JP7309699 B2 JP 7309699B2
- Authority
- JP
- Japan
- Prior art keywords
- component
- weight
- sintered powder
- range
- powder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/314—Preparation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/10—Pre-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0032—Pigments, colouring agents or opacifiyng agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0044—Stabilisers, e.g. against oxydation, light or heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Structural Engineering (AREA)
- Composite Materials (AREA)
- Civil Engineering (AREA)
- Ceramic Engineering (AREA)
- Plasma & Fusion (AREA)
- Toxicology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
i)以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を含む焼結粉末(SP)の層を用意する工程と、
ii)工程i)において用意した焼結粉末(SP)の層を曝露する工程と
を含む、方法により達成される。
工程i)において、焼結粉末(SP)の層を用意する。
本発明によれば、焼結粉末(SP)は、成分(A)として少なくとも1種の半結晶性ポリアミド、成分(B)として少なくとも1種の非晶質ポリアミド、および成分(C)として少なくとも1種の近赤外反射体を含む。
10から60μmの範囲のD10、
25から90μmの範囲のD50、および
50から150μmの範囲のD90を有する。
20から50μmの範囲のD10、
40から80μmの範囲のD50、および
80から125μmの範囲のD90を有する。
10から60μmの範囲のD10、
25から90μmの範囲のD50、および
50から150μmの範囲のD90を有する、方法も提供する。
a)以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を混合する工程と、
b)工程a)において得られた混合物を粉砕して、焼結粉末(SP)を得る工程と
を含む。
a)以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を混合する工程と、
b)工程a)において得られた混合物を粉砕して、焼結粉末(SP)を得る工程と
を含む、方法も提供する。
ai)以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の無機難燃剤
を混合する工程と、
bi)工程ai)において得られた混合物を粉砕して、ポリアミドを得る工程と、
bii)工程bi)において得られたポリアミド粉末と流動促進剤を混合して、焼結粉末(SP)を得る工程と
を含む。
bi)工程a)において得られた混合物を粉砕して、ポリアミド粉末を得る工程、
bii)工程bi)において得られたポリアミド粉末と流動促進剤を混合して、焼結粉末(SP)を得る工程
を含む、方法もさらに提供する。
発明によれば、成分(A)は、少なくとも1種の半結晶性ポリアミドである。
PA4 ピロリドン
PA6 ε-カプロラクタム
PA7 エナントラクタム
PA8 カプリロラクタム
PA9 9-アミノペラルゴン酸
P11 11-アミノウンデカン酸
P12 ラウロラクタム
AA/BB ポリマー:
PA46 テトラメチレンジアミン、アジピン酸
PA66 ヘキサメチレンジアミン、アジピン酸
PA69 ヘキサメチレンジアミン、アゼライン酸
PA610 ヘキサメチレンジアミン、セバシン酸
PA612 ヘキサメチレンジアミン、デカンジカルボン酸
PA613 ヘキサメチレンジアミン、ウンデカンジカルボン酸
PA1212 ドデカン-1,12-ジアミン、デカンジカルボン酸
PA1313 トリデカン-1,13-ジアミン、ウンデカンジカルボン酸
PA6T ヘキサメチレンジアミン、テレフタル酸
PAMXD6 m-キシリレンジアミン、アジピン酸
PA6/66 (PA6およびPA66を参照されたい)
PA6/12 (PA6およびPA12を参照されたい)
PA6/6,36 ε-カプロラクタム、ヘキサメチレンジアミン、C36二量体酸
PA6T/6 (PA6TおよびPA6を参照されたい)
成分(B)は、少なくとも1種の非晶質ポリアミドである。
本発明によれば、成分(C)は、少なくとも1種の近赤外反射体である。
工程ii)において、工程i)において用意した焼結粉末(SP)の層を曝露する。
i-1)工程i)において用意した焼結粉末(SP)の層の少なくとも一部に、少なくとも1種のIR吸収インクを適用する工程
が実施される、方法も提供する。
i)以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を含む焼結粉末(SP)の層を用意する工程と、
i-1)工程i)において用意した焼結粉末(SP)の層の少なくとも一部に、少なくとも1種のIR吸収インクを適用する工程と、
ii)工程i)において用意した焼結粉末(SP)の層を曝露する工程と
を含む、方法もさらに提供する。
W=TM 開始-TC 開始。
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を含む焼結粉末(SP)を、焼結プロセスに使用する方法も提供する。
本発明の方法により、成形体が得られる。成形体は、工程ii)における曝露で溶融した焼結粉末(SP)の凝固後に、粉末床から直接除去できる。最初に成形体を冷却し、次いで粉末床から除去のみすることもやはりできる。溶融されていない焼結粉末のある付着粒子は、公知の方法により、表面から機械的に除去できる。成形体を表面処理するための方法は、例えば、振動粉砕またはバレル研磨、また、サンドブラスト、ガラスビーズブラストまたはマイクロビーズブラストも含む。
以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を含む焼結粉末(SP)において、
焼結粉末(SP)を曝露することにより焼結粉末(SP)から成形体を製造する際に反りを減少させるために、近赤外反射体を使用する方法も提供する。
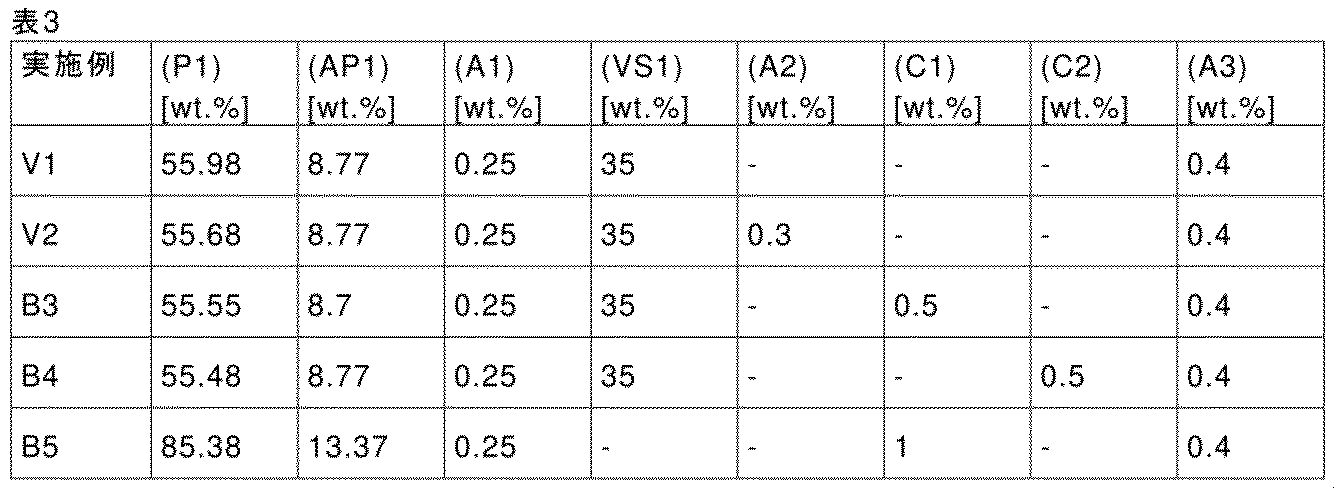
- 半結晶性ポリアミド(成分(A))
(P1)ナイロン-6/6,6(Ultramid C33、BASF SE)
- 非晶質ポリアミド(成分(B))
(AP1)ナイロン-6I/6T(Grivory G16、EMS)、6I:6Tのモル比は1.9:1
- 近赤外反射体(成分(C))
(C1)二酸化チタン(Kronos 2220、Kronos)
(C2)酸化クロム鉄(Sicopal Black K0095、BASF SE)
(C3)二酸化チタン(Kronos 2222、Kronos)
(C4)ペリレン顔料(Lumogen Black FK 4281、BASF SE)
(C5)ペリレン顔料(Lumogen Black K 0087、BASF SE)
(C6)ペリレン顔料(Paliogen Black S 0084、BASF SE)
(C7)アルミニウム顔料(IReflex 5000 White、Eckart)
- 強化剤
(VS1)カオリン(Translink 445、BASF SE)
- 添加剤
(A1)フェノール系酸化防止剤(Irganox 1098(N,N’-ヘキサン-1,6-ジイルビス(3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニルプロピオンアミド)))、BASF SE)
(A2)Special black 4(カーボンブラック CAS No.1333-86-4、Evonik)
(A3)Alu C(流動促進剤、Evonik)、BET表面積100±15m2/gおよびpH4.5から5.5
(A4)Irgaphos 168(ホスファイト系酸化防止剤、BASF)


焼結粉末の製造では、表3に示す成分は、二軸押出機(ZE25)で、20kg/hのスループット、230rpmの速度、40の長さ対直径比、および245℃のバレル温度にて、表3に示す比で配合し、次いで、液体窒素を用いて冷却したピン付きディスクミルで加工して、粉末(粒径分布10から100μm)を得た。


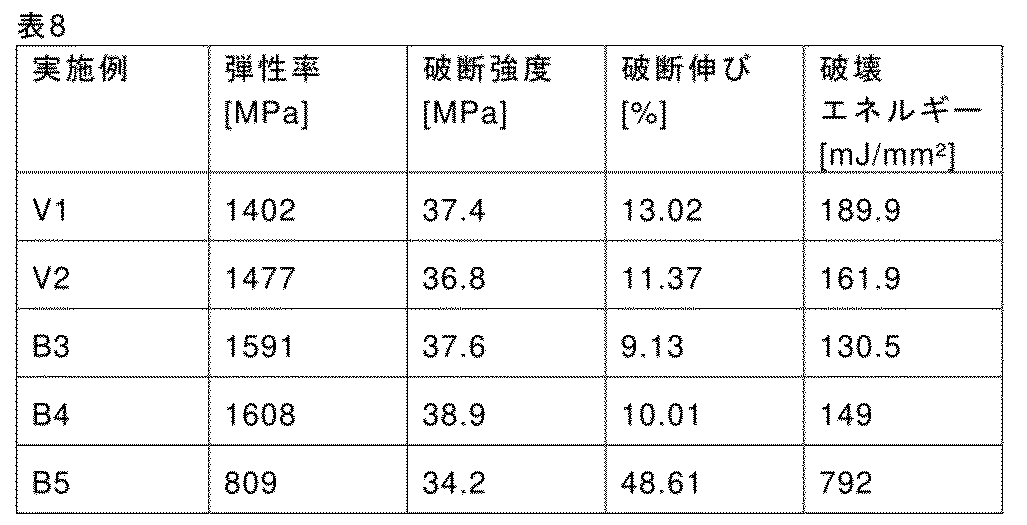
焼結粉末(SP)を、表6に示す温度にて、0.1mmの層厚でキャビティーに導入した。焼結粉末を、続いて、表6に示すレーザーパワー出力、および、指定されている点間隔を有するレーザーに曝露し、曝露中における試料に対するレーザー速度は、15m/秒であった。点間隔は、レーザー間隔またはレーン間隔としても公知である。選択的レーザー焼結は、典型的には、ストライプ状のスキャンを伴う。点間隔により、ストライプの中心の間に、すなわち、ストライプ2つに対するレーザービームの中心2つの間に距離が生じる。


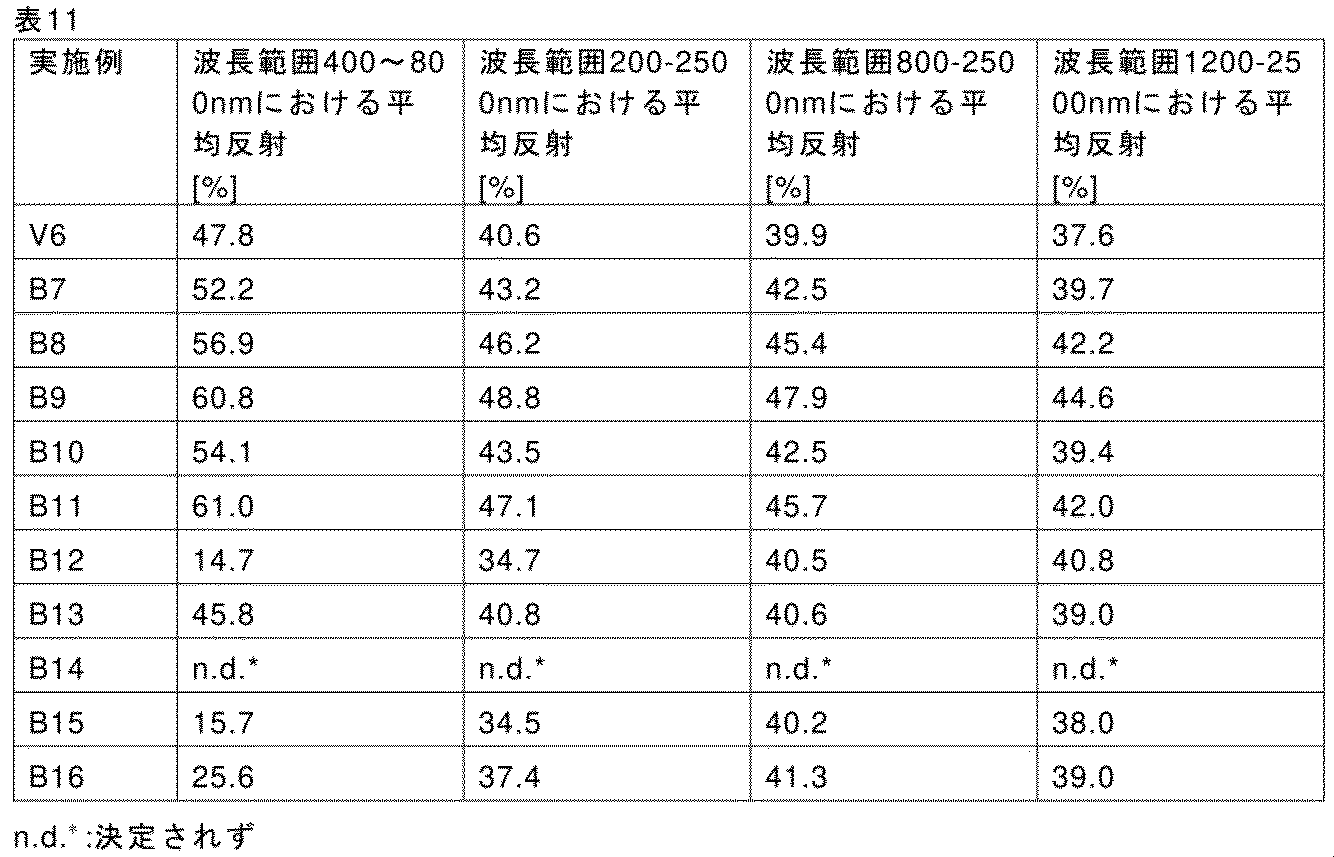
近赤外反射体に関しては、また、成分(A2)(Special black 4)に関しては、反射は、上に記載した近赤外線波長の範囲で決定した。


高速焼結のための焼結粉末の製造に関して、表12に示す成分は、表3以前に上に記載したように、そこに示す比で配合し、次いで粉砕した。




Claims (14)
- 成形体を製造するための方法であって、
i)以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を含む焼結粉末(SP)の層を用意する工程と、
ii)工程i)において用意した焼結粉末(SP)の層を曝露する工程と
を含み、前記焼結粉末(SP)が、それぞれの場合に前記焼結粉末(SP)の総質量に対して、50質量%から94.95質量%の範囲の成分(A)、5質量%から40質量%の範囲の成分(B)、および0.05質量%から10質量%の範囲の成分(C)を含む、方法。 - 成分(C)が、780nmから2.5μmの範囲の波長を有する放射線を少なくとも60%まで反射する、請求項1に記載の方法。
- 成分(C)が、近赤外反射顔料からなる群から選択される、請求項1または2に記載の方法。
- 工程ii)において曝露する工程が、レーザーおよび赤外線源からなる群から選択される放射線源で行われる、請求項1から3のいずれか一項に記載の方法。
- 成分(A)が、PA4、PA6、PA7、PA8、PA9、PA11、PA12、PA46、PA66、PA69、PA6.10、PA6.12、PA6.13、PA6/6.36、PA12.12、PA13.13、PA6T、PA6T/6、PAMXD6、PA6/66、PA6/12およびこれらのコポリアミドからなる群から選択される、請求項1から4のいずれか一項に記載の方法。
- 成分(B)が、PA6I/6T、PA6IおよびPA6/3Tからなる群から選択される、請求項1から5のいずれか一項に記載の方法。
- 工程i)と工程ii)の間に、
i-1)工程i)において用意した焼結粉末(SP)の層の少なくとも一部に、少なくとも1種のIR吸収インクを適用する工程
が実施される、請求項1から6のいずれか一項に記載の方法。 - 前記焼結粉末(SP)が、前記焼結粉末(SP)の総質量に対して0.1質量%から10質量%の範囲の、抗核形成剤、安定剤および末端基官能化剤からなる群から選択される少なくとも1種の添加剤をさらに含む、請求項1から7のいずれか一項に記載の方法。
- 前記焼結粉末(SP)における成分(C)が、成分(A)および/または成分(B)でコーティングされている、請求項1から8のいずれか一項に記載の方法。
- 焼結粉末(SP)を製造するための方法であって、
a)以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を混合する工程と、
b)工程a)において得られた混合物を粉砕して、前記焼結粉末(SP)を得る工程と
を含み、前記焼結粉末(SP)が、それぞれの場合に前記焼結粉末(SP)の総質量に対して、50質量%から94.95質量%の範囲の成分(A)、5質量%から40質量%の範囲の成分(B)、および0.05質量%から10質量%の範囲の成分(C)を含む、方法。 - それぞれの場合に前記焼結粉末(SP)の総質量に対して、50質量%から94.95質量%の範囲の成分(A)、5質量%から40質量%の範囲の成分(B)、および0.05質量%から10質量%の範囲の成分(C)を含む、請求項10に記載の方法により得れた焼結粉末(SP)。
- 以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を含む焼結粉末(SP)において、
前記焼結粉末(SP)を曝露することにより前記焼結粉末(SP)から成形体を製造する際に反りを減少させるために、近赤外反射体を使用する方法。 - 以下の成分:
(A)少なくとも1種の半結晶性ポリアミド、
(B)少なくとも1種の非晶質ポリアミド、
(C)少なくとも1種の近赤外反射体
を含む焼結粉末(SP)を、焼結プロセスに使用する方法であって、前記焼結粉末(SP)が、それぞれの場合に前記焼結粉末(SP)の総質量に対して、50質量%から94.95質量%の範囲の成分(A)、5質量%から40質量%の範囲の成分(B)、および0.05質量%から10質量%の範囲の成分(C)を含む、方法。 - 請求項1から9のいずれか一項に記載の方法により得られた成形体であって、前記焼結粉末(SP)が、それぞれの場合に前記焼結粉末(SP)の総質量に対して、50質量%から94.95質量%の範囲の成分(A)、5質量%から40質量%の範囲の成分(B)、および0.05質量%から10質量%の範囲の成分(C)を含む、成形体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17194722.9 | 2017-10-04 | ||
| EP17194722 | 2017-10-04 | ||
| PCT/EP2018/076684 WO2019068658A1 (de) | 2017-10-04 | 2018-10-01 | Sinterpulver enthaltend einen nahinfrarot-reflektor zur herstellung von formkörpern |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021508291A JP2021508291A (ja) | 2021-03-04 |
| JP7309699B2 true JP7309699B2 (ja) | 2023-07-18 |
Family
ID=60019800
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020519779A Active JP7309699B2 (ja) | 2017-10-04 | 2018-10-01 | 成形体の製造のための近赤外反射体を含む焼結粉末 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200230875A1 (ja) |
| EP (1) | EP3691900A1 (ja) |
| JP (1) | JP7309699B2 (ja) |
| KR (2) | KR20200056454A (ja) |
| CN (1) | CN111448072A (ja) |
| WO (1) | WO2019068658A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11613074B2 (en) | 2017-10-04 | 2023-03-28 | Basf Se | Sinter powder containing a mineral flame retardant for producing moulded bodies |
| KR20230016166A (ko) * | 2020-05-25 | 2023-02-01 | 미쓰비시 엔지니어링-플라스틱스 코포레이션 | 레이저 용착용 광 투과성 수지 조성물, 성형품, 키트, 및, 성형품의 제조 방법 |
| EP4204207A1 (en) | 2020-08-26 | 2023-07-05 | Basf Se | Polyamide filaments for use in 3d printing |
| CN112322110A (zh) * | 2020-11-18 | 2021-02-05 | 四川大学 | 用于喷墨3d打印的近红外反射复合材料及其制备方法 |
| FR3118775B1 (fr) * | 2021-01-14 | 2024-04-19 | Arkema France | POUDRE DE polymère pour impression 3D |
| FR3124112A1 (fr) * | 2021-06-17 | 2022-12-23 | Fabulous | Procédé de fabrication additive, composition de poudre polymere comportant un additif de détéction, et objet obtenu par ledit procédé |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016505409A (ja) | 2012-11-21 | 2016-02-25 | ストラタシス,インコーポレイテッド | ポリアミド消耗材料を用いたアディティブマニュファクチュアリング |
| JP2016524640A (ja) | 2013-05-30 | 2016-08-18 | ロディア オペレーションズRhodia Operations | Me−bhtを含むポリアミド、そのようなポリアミドを含む組成物、そのようなポリアミドまたはそのような組成物を含む造形品 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5648450A (en) | 1992-11-23 | 1997-07-15 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therein |
| US5527877A (en) | 1992-11-23 | 1996-06-18 | Dtm Corporation | Sinterable semi-crystalline powder and near-fully dense article formed therewith |
| DE10248406A1 (de) * | 2002-10-17 | 2004-04-29 | Degussa Ag | Laser-Sinter-Pulver mit Titandioxidpartikeln, Verfahren zu dessen Herstellung und Formkörper, hergestellt aus diesem Laser-Sinterpulver |
| DE102007028842A1 (de) * | 2007-06-20 | 2008-12-24 | Eckert Gmbh | Dunkle, IR-Strahlung reflektierende Pigmente, Verfahren zu deren Herstellung und Verwendung derselben |
| CN101688024B (zh) * | 2007-06-28 | 2013-01-09 | 巴斯夫欧洲公司 | 含有有机黑色颜料的热塑性模塑材料 |
| US8133647B2 (en) * | 2007-10-12 | 2012-03-13 | Lexmark International, Inc. | Black toners containing infrared transmissive |
| US10023739B2 (en) * | 2012-11-21 | 2018-07-17 | Stratasys, Inc. | Semi-crystalline build materials |
| US9592530B2 (en) * | 2012-11-21 | 2017-03-14 | Stratasys, Inc. | Additive manufacturing with polyamide consumable materials |
| US9193209B2 (en) * | 2014-02-14 | 2015-11-24 | Xerox Corporation | Infrared reflective pigments in a transfix blanket in a printer |
| FR3018280B1 (fr) * | 2014-03-04 | 2017-05-26 | Arkema France | Composition transparente a base de polyamide chargee de verre |
| US10875963B2 (en) * | 2015-01-09 | 2020-12-29 | Shakespeare Company Llc | Powder compositions for laser sintering |
| US10124530B2 (en) * | 2015-09-22 | 2018-11-13 | Xerox Corporation | Color shift pigments for three-dimensional printing |
| DE102015016131A1 (de) * | 2015-12-14 | 2017-06-14 | Evonik Degussa Gmbh | Polymerzusammensetzung für selektive Sinterverfahren |
-
2018
- 2018-10-01 JP JP2020519779A patent/JP7309699B2/ja active Active
- 2018-10-01 KR KR1020207012148A patent/KR20200056454A/ko not_active Ceased
- 2018-10-01 EP EP18774081.6A patent/EP3691900A1/de active Pending
- 2018-10-01 KR KR1020247018781A patent/KR20240096728A/ko active Pending
- 2018-10-01 WO PCT/EP2018/076684 patent/WO2019068658A1/de not_active Ceased
- 2018-10-01 US US16/652,444 patent/US20200230875A1/en not_active Abandoned
- 2018-10-01 CN CN201880065176.1A patent/CN111448072A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016505409A (ja) | 2012-11-21 | 2016-02-25 | ストラタシス,インコーポレイテッド | ポリアミド消耗材料を用いたアディティブマニュファクチュアリング |
| JP2016524640A (ja) | 2013-05-30 | 2016-08-18 | ロディア オペレーションズRhodia Operations | Me−bhtを含むポリアミド、そのようなポリアミドを含む組成物、そのようなポリアミドまたはそのような組成物を含む造形品 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20200056454A (ko) | 2020-05-22 |
| WO2019068658A1 (de) | 2019-04-11 |
| EP3691900A1 (de) | 2020-08-12 |
| JP2021508291A (ja) | 2021-03-04 |
| KR20240096728A (ko) | 2024-06-26 |
| US20200230875A1 (en) | 2020-07-23 |
| CN111448072A (zh) | 2020-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7309699B2 (ja) | 成形体の製造のための近赤外反射体を含む焼結粉末 | |
| CN109563340B (zh) | 包含增强剂的用于激光烧结粉末的聚酰胺共混物 | |
| CN109642076B (zh) | 用于激光烧结粉末的聚酰胺共混物 | |
| CN110198986B (zh) | 用于激光烧结粉末的包含聚芳醚的聚酰胺共混物 | |
| ES2934932T3 (es) | Polvo de sinterización (PS) que comprende un primer componente de poliamida (PA1) y un segundo componente de poliamida (PA2), en el que el punto de fusión del segundo componente de poliamida (PA2) es mayor que el punto de fusión del primer componente de poliamida (PA1) | |
| JP2020535996A (ja) | 成形体の製造のための無機難燃剤を含む焼結粉末 | |
| CN112601787B (zh) | 包含部分结晶对苯二甲酸酯聚酯、非晶形对苯二甲酸酯聚酯和次膦酸盐的烧结粉末(sp) | |
| JP7342045B2 (ja) | 成形された物体を製造するための多価のアルコールを含有する焼結粉末 | |
| EP4263670B1 (en) | Powdered material (p) containing polyamide (pa) polymer and its use for additive manufacturing | |
| JP2025502573A (ja) | 少なくとも1種のポリアミドmxd6及び少なくとも1種の半結晶性ポリアミドを含む焼結粉末(sp) | |
| JP2024530054A (ja) | ポリアミド6i/6tおよび/またはポリアミドdt/diを含む非晶性焼結粉末(sp)の選択的レーザー焼結による成形体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20200608 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220712 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220930 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20221129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221227 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230606 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230705 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7309699 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |