JP7361507B2 - 電気融着プラグ - Google Patents
電気融着プラグ Download PDFInfo
- Publication number
- JP7361507B2 JP7361507B2 JP2019114211A JP2019114211A JP7361507B2 JP 7361507 B2 JP7361507 B2 JP 7361507B2 JP 2019114211 A JP2019114211 A JP 2019114211A JP 2019114211 A JP2019114211 A JP 2019114211A JP 7361507 B2 JP7361507 B2 JP 7361507B2
- Authority
- JP
- Japan
- Prior art keywords
- plug
- plug body
- elastic member
- pipe
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000004927 fusion Effects 0.000 title claims description 29
- 230000006835 compression Effects 0.000 claims description 19
- 238000007906 compression Methods 0.000 claims description 19
- 229920005992 thermoplastic resin Polymers 0.000 claims description 10
- 238000000465 moulding Methods 0.000 claims description 4
- 230000000149 penetrating effect Effects 0.000 claims 1
- 238000010438 heat treatment Methods 0.000 description 16
- 238000003466 welding Methods 0.000 description 6
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000000034 method Methods 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 239000002737 fuel gas Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Landscapes
- Branch Pipes, Bends, And The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
プラグ本体部押圧手段4は、圧縮されることで圧縮方向と逆側の方向に向かって反発する弾性部材41と、プラグ本体部に少なくとも一部が固定されており、弾性部材41を圧縮した状態で保持している保持部材42と、を有することを特徴とするものである。
保持部材42は、
プラグ本体部の端部から軸線方向に延びるように設けられ、空洞に通されて弾性部材41を保持している軸部421と、
軸部421における、プラグ本体部の側と逆側の端部に設けられ、弾性部材41をプラグ本体部2に向かって圧縮している圧縮部422と、を有するものであってもよい。
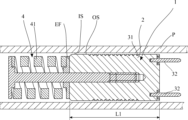
図1は、本発明の第1の実施の形態に係る電気融着プラグの正面図である。図2は、本発明の第1の実施の形態に係る電気融着プラグの断面図である。
弾性部材41は、例えば、コイルばねであり、圧縮される方向に貫通する空洞が形成されている、弾性を有する筒状の部材である。弾性部材41は、圧縮されることで圧縮方向と逆側に向かって反発する。弾性部材41は、コイルばねの他に、弾性を有する例えばゴムなどの材料で形成された筒状の部材であってもよい。
軸部421は、プラグ本体部2の端部から軸線方向に延びるように設けられ、弾性部材41の空洞に通されて弾性部材41を保持している。軸部421は、プラグ本体部2の側の端部外周におねじ423が形成されている。軸部421は、プラグ本体部2に形成されている本体めねじ22におねじ423がねじ込まれることで、プラグ本体部2に少なくとも一部が固定されている。
図5は、本発明の第2の実施の形態に係る電気融着プラグの断面図である。
軸部421aは、弾性部材41の空洞に通されることが可能な外径の円柱であって、インサート成形によりプラグ本体部2aに設けられている。軸部421aのプラグ本体部2a側の端部には大径部423aが形成されている。大径部423aは、インサート成形によりプラグ本体部2aの内部に埋め込まれている。軸部421aは、大径部がプラグ本体部2aに引っかかっていることで、プラグ本体部2aに対して軸線方向に固定されている。
図1又は図5の電気融着プラグでは、弾性部材41はプラグ本体部に向かって圧縮されて装着されることで、圧縮と逆方向の力によってプラグ本体部を軸線方向に押圧しているが、本発明において弾性部材の形態はこれに限られない。弾性部材は、引き伸ばした状態でプラグ本体部に装着され、縮もうとする力を使ってプラグ本体部を軸線方向に押圧するものであってもよい。また、弾性部材は、プラグ本体部を軸線方向に押圧可能に設けることができるものであれば、筒状に限られず中実であってもよい。
2、2a:プラグ本体部
21:螺旋溝
22:本体めねじ
OS:外面
EF:端面
3:発熱部
31:電熱線
32:コネクタピン
4、4a:プラグ本体部押圧手段
41:弾性部材
42、42a:保持部材
421、421a:軸部
422、422a:圧縮部
423:おねじ
423a:大径部
424a:おねじ
43:中間部材
P:管
IS:内面
Claims (4)
- 熱可塑性樹脂で形成されている円柱形状のプラグ本体部と、
前記プラグ本体部の外周部に配置されている発熱部と、
前記プラグ本体部を軸線方向に押圧しているプラグ本体部押圧手段と、を有し、
前記プラグ本体部押圧手段は、
圧縮されることで圧縮方向と逆側の方向に向かって反発する弾性部材と、
前記プラグ本体部に少なくとも一部が固定されており、前記弾性部材を圧縮した状態で保持している保持部材と、を有する、
電気融着プラグ。 - 前記弾性部材は、圧縮される方向に貫通する空洞が形成された筒状であり、
前記保持部材は、
前記プラグ本体部に少なくとも一部が固定され、前記プラグ本体部の端部から軸線方向に延びるように設けられ、前記空洞に通されて前記弾性部材を保持している軸部と、
前記軸部における、前記プラグ本体部の側と逆側の端部に設けられ、前記弾性部材を前記プラグ本体部に向かって圧縮している圧縮部と、を有する、
請求項1に記載の電気融着プラグ。 - 前記軸部は、前記プラグ本体部と螺合されて設けられている、
請求項2に記載の電気融着プラグ。 - 前記軸部は、前記プラグ本体部にインサート成形されて設けられている、
請求項2に記載の電気融着プラグ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019114211A JP7361507B2 (ja) | 2019-06-20 | 2019-06-20 | 電気融着プラグ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019114211A JP7361507B2 (ja) | 2019-06-20 | 2019-06-20 | 電気融着プラグ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021001618A JP2021001618A (ja) | 2021-01-07 |
| JP7361507B2 true JP7361507B2 (ja) | 2023-10-16 |
Family
ID=73993947
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019114211A Active JP7361507B2 (ja) | 2019-06-20 | 2019-06-20 | 電気融着プラグ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7361507B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001082665A (ja) | 1999-09-16 | 2001-03-30 | Mitsubishi Plastics Ind Ltd | 電気融着式分岐管継手 |
| JP2001355784A (ja) | 2000-06-15 | 2001-12-26 | Hitachi Metals Ltd | 電気融着継手の管固定治具及び管固定方法 |
| JP2009097657A (ja) | 2007-10-18 | 2009-05-07 | Hitachi Metals Ltd | 電気融着プラグ及び管端の処理方法 |
| CN102537571A (zh) | 2012-01-06 | 2012-07-04 | 阴法军 | 用于聚乙烯塑钢缠绕管连接的管接头 |
| JP2019173915A (ja) | 2018-03-29 | 2019-10-10 | 日立金属株式会社 | 継手部材並びに管継手及び弁装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62279922A (ja) * | 1986-05-29 | 1987-12-04 | Sekisui Chem Co Ltd | フランジ付管のライニング方法およびそれに用いるライニング装置 |
| JPH05278110A (ja) * | 1992-04-01 | 1993-10-26 | Sekisui Chem Co Ltd | 合成樹脂管の接合方法 |
| JP3265405B2 (ja) * | 1992-10-09 | 2002-03-11 | 東亜高級継手バルブ製造株式会社 | 電気融着継手の製造方法 |
| JPH06207698A (ja) * | 1992-11-17 | 1994-07-26 | Sekisui Chem Co Ltd | 管路閉塞用キャップ |
| JP3343398B2 (ja) * | 1993-06-22 | 2002-11-11 | 積水化学工業株式会社 | 管路閉塞用キャップの製造方法 |
| JPH07243577A (ja) * | 1994-03-08 | 1995-09-19 | Osaka Gas Co Ltd | 管の閉栓装置 |
| JPH08187800A (ja) * | 1995-01-05 | 1996-07-23 | Sekisui Chem Co Ltd | 管路閉塞用キャップの製造方法 |
| JPH08336892A (ja) * | 1995-06-12 | 1996-12-24 | Sekisui Chem Co Ltd | 管継手製造用金型ならびにその金型を用いた管継手製造方法ならびに管継手 |
-
2019
- 2019-06-20 JP JP2019114211A patent/JP7361507B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001082665A (ja) | 1999-09-16 | 2001-03-30 | Mitsubishi Plastics Ind Ltd | 電気融着式分岐管継手 |
| JP2001355784A (ja) | 2000-06-15 | 2001-12-26 | Hitachi Metals Ltd | 電気融着継手の管固定治具及び管固定方法 |
| JP2009097657A (ja) | 2007-10-18 | 2009-05-07 | Hitachi Metals Ltd | 電気融着プラグ及び管端の処理方法 |
| CN102537571A (zh) | 2012-01-06 | 2012-07-04 | 阴法军 | 用于聚乙烯塑钢缠绕管连接的管接头 |
| JP2019173915A (ja) | 2018-03-29 | 2019-10-10 | 日立金属株式会社 | 継手部材並びに管継手及び弁装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021001618A (ja) | 2021-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4703150A (en) | Weldable connecting member for connecting or joining thermoplastic pipe elements | |
| JPWO2021149832A5 (ja) | ||
| KR100438990B1 (ko) | 전기융착식접속장치 | |
| JP7361507B2 (ja) | 電気融着プラグ | |
| KR102429702B1 (ko) | 커넥터를 포함하는 파이프라인과 상기 파이프라인을 동작시키는 방법 | |
| US6198081B1 (en) | Welding sleeve of thermoplastic material with indicator | |
| JP2562781B2 (ja) | 樹脂チューブの接続構造 | |
| JP6987880B2 (ja) | プラグ付き被加熱導管およびこの導管の動作方法 | |
| JPH10246382A (ja) | 合成樹脂管用電気融着継手 | |
| JPH04145294A (ja) | 樹脂管と金属管との変換継手 | |
| KR102181682B1 (ko) | 수전장치용 곡관 어댑터 | |
| JPH045876B2 (ja) | ||
| JP5173571B2 (ja) | エレクトロフュージョン継手 | |
| KR101353507B1 (ko) | 전기융착용 이음관 | |
| JP2019173915A (ja) | 継手部材並びに管継手及び弁装置 | |
| JP5839565B2 (ja) | 電気融着継手用接続金具及び接続金具付き電気融着継手 | |
| KR200275923Y1 (ko) | 열융착부가 형성된 합성수지관 | |
| JPH08145268A (ja) | 電気融着用長さ調整継手 | |
| JP2020015226A (ja) | 樹脂製チューブ部材の製造方法 | |
| JP2676494B2 (ja) | エレクトロフュージョン継手ジョイント金具の抜止め方法 | |
| JP2721465B2 (ja) | 電気融着式プラスチック管継手 | |
| JP2005214251A (ja) | 樹脂パイプの接続方法 | |
| JPH071074B2 (ja) | 管継手 | |
| JP3003003B2 (ja) | 合成樹脂管継手 | |
| JP2570652Y2 (ja) | 電気融着継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190624 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20220509 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220513 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220527 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20220624 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230324 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230411 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20230609 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230804 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230905 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231003 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7361507 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313115 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |