JP7408459B2 - 蓋付き三角パックの製造方法及び蓋付き三角パック - Google Patents
蓋付き三角パックの製造方法及び蓋付き三角パック Download PDFInfo
- Publication number
- JP7408459B2 JP7408459B2 JP2020061545A JP2020061545A JP7408459B2 JP 7408459 B2 JP7408459 B2 JP 7408459B2 JP 2020061545 A JP2020061545 A JP 2020061545A JP 2020061545 A JP2020061545 A JP 2020061545A JP 7408459 B2 JP7408459 B2 JP 7408459B2
- Authority
- JP
- Japan
- Prior art keywords
- lid
- triangular
- pack
- sheet
- joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


























Landscapes
- Bag Frames (AREA)
Description
三角パックは、収納物を内部に収納した中空四面体状のパック本体と、パック本体の両端部においてねじれの位置で延びる一対の板状接合部と、を有する。このような三角パックにあっては、開封の便のため、板状接合部に切込みが形成されている(特許文献1)。
従来の三角パックは、切込みから板状接合部を切断してパック本体を開封することにより、収納物を取り出すことができる。
また、従来の三角パックは、パック本体を一旦開封すると再封できない。例えば、収納物がスナック菓子などの食品の場合、上記三角パックを一旦開封した後には、その食品を食べきれずに残しておくと、不衛生な状態となる。
本発明の好ましい製造方法は、前記デザインが略同じで且つ蓋シートの貼り付け位置が略同じである複数の蓋付き三角パックが得られる。
本発明の蓋付き三角パックは、板状接合部を有する中空四面体状の三角パックと、前記三角パックの内部に収納された収納物と、前記三角パックの収納物取出し領域を覆いつつ前記板状接合部を含んで前記三角パックの表面に貼り付けられた蓋シートと、を有する。
また、本発明の蓋付き三角パックは、蓋シートを引き剥がして取出し口から収納物を取り出すことができる。
本明細書において、用語の頭に、「第1」、「第2」などを付す場合があるが、この第1などは、用語を区別するためだけに付加されたものであり、その優劣などの特別な意味を持たない。また、「略」は、本発明の属する技術分野又は本発明の趣旨を考慮して、許容される範囲を意味する。
また、各図(特に断面図)における寸法、厚み、縮尺比などは、実際のものとは異なっていることに留意されたい。
<蓋付き三角パック>
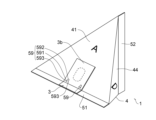
図1乃至図6において、本発明の蓋付き三角パック1は、中空四面体状の三角パック2と、前記三角パック2の内部に収納された収納物(図示せず)と、前記三角パック2の収納物取出し領域を覆って前記三角パック2の表面に貼り付けられた蓋シート3と、を有する。
三角パック2は、内部に収納物を入れる収納空間を有する中空四面体状のパック本体4と、前記パック本体4の両端部においてねじれの位置で延びる一対の板状接合部51,52と、を有する。以下、ねじれの位置にある一対の板状接合部の一方を「第1板状接合部51」といい、もう一方を「第2板状接合部52」という場合がある。
三角パック2は、柔軟なシートから形成されている。
三角パック2のパック本体4は、三角形状の第1面41、第2面42、第3面43及び第4面44が順に連続して立体的に形成された四面体状である。第1面乃至第4面41乃至44は、それぞれ、図示のように略正三角形状でもよく、或いは、正三角形を除く略二等辺三角形状でもよく、或いは、二等辺三角形以外の三角形状でもよい。第1面乃至第4面41乃至44が図示のような略正三角形状であるパック本体4は、略正四面体状である。なお、パック本体4は柔軟なシートからなるので、パック本体4の前述の立体的な形状や第1面乃至第4面41乃至44の平面的な形状は、厳密な意味ではないことに留意されたい。
接合部53は、図6に示すように、シートの第1側端部53aの裏面と第2側端部53bの裏面を重ね合わせ且つ両面を接合することによって構成されている。このような接合構造は、両手を合わせたような構造であることから、合掌貼りとも呼ばれる。このような接合構造の接合部53は、筒状シートの表面に沿って倒されている。
なお、特に図示しないが、接合部53は、第1側端部53aの表面に第2側端部53bの裏面を重ね合わせ(又は第1側端部53aの裏面に第2側端部53bの表面を重ね合わせ)且つ両面を接合することによって構成されていてもよい。このような接合構造は、封筒形成に多用されている構造であることから、封筒貼りとも呼ばれる。
接合部53、第1板状接合部51及び第2板状接合部52におけるシートの接合方法は、特に限定されず、熱シール、接着剤を用いた接着などが挙げられる。形成容易であることから、接合部53、第1板状接合部51及び第2板状接合部52におけるシートの接合は、熱シールであることが好ましい。
図2及び図4を参照して、接合部53、第1板状接合部51及び第2板状接合部52の各幅53W,51W,52Wは、特に限定されず、一般的には、それぞれ独立して、2mm~10mmである。
各図において、第1面41、第2面42、第3面43及び第4面44にそれぞれ表されたデザインの情報表示を、便宜上、「A」、「B」、「C」及び「D」で示している。各面41乃至44のデザインの各情報表示の向きは、特に限定されない。図示例では、第1面乃至第4面41乃至44のデザインは、例えば、図3に示すように、第1板状接合部51を紙面下側にしたときに情報表示A,B,C,Dが最も見やすい向きとされている。
デザインは、通常、着色インキを印刷することによって表される。
上述のように接合部53や板状接合部51,52が熱シールによって形成される場合には、最内層にシーラント層を有するシートが用いられ、好ましくは、最内層にシーラント層を有し且つ最外層に耐熱層を有するシートが用いられる。
このようなシートとしては、最内層にシーラント層を有し且つ最外層に耐熱性樹脂層を有する合成樹脂フィルム、最内層にシーラント層を有する紙、最内層にシーラント層を有する合成紙、最内層にシーラント層を有し且つ最外層に耐熱性樹脂層を有する発泡樹脂シート、最内層にシーラント層を有する合成樹脂フィルムと紙の積層体などが挙げられる。
シーラント層の材質は、特に限定されず、典型的には、低密度ポリエチレン樹脂(LDPE)、中密度ポリエチレン樹脂(MDPE)、直鎖状低密度ポリエチレン樹脂(LLDPE)、エチレン-酢酸ビニル共重合体(EVA)、エチレン-αオレフィン共重合体、エチレン-メタアクリル酸樹脂共重合体などのエチレン系樹脂;ホモポリプロピレン樹脂(PP)、プロピレン-エチレンランダム共重合体、プロピレン-エチレンブロック共重合体、プロピレン-αオレフィン共重合体などのポリプロピレン系樹脂;などのオレフィン系樹脂が挙げられる。
耐熱層としては、ポリエステル系樹脂やポリアミド系樹脂などの耐熱性樹脂層、紙などが挙げられる。
三角パック2を構成するシートの厚みは、特に限定されず、その材質にもよるが、例えば、20μm~300μmである。
三角パック2のパック本体4は、収納物取出し領域を有する。収納物取出し領域においては、蓋シート3を三角パック2から引き剥がしたときに、収納物を出し入れできる取出し口を生じる。前記取出し口は、三角パック2の第1面41の面内に生じる開口(穴)である。
切込み線55の平面視形状は、特に限定されない。図示例のように、切込み線55は、平面視で、有端非直線状であることが好ましく、1つの方向に膨らんだ部分を有する有端非直線状であることがより好ましい。このような平面視有端非直線状の切込み線55を形成することにより、蓋シート3を引き剥がしたときに、比較的大きな取出し口を生じるようになる。
例えば、切込み線55は、第2板状接合部52側に配置された両端部551,551と、その両端部から第1板状接合部51側に膨らんだ非直線状部552と、からなる。図示例では、このような形状の切込み線55として、平面視略U字状の切込み線55を例示している。
止め加工としては、例えば、非直線状部552に対して略直交する方向に延びる部分を有する止め線553を切込み線55の両端部551,551に形成することなどが挙げられる。なお、切込み線55は、平面視略U字状の全体が切込まれていてもよく、或いは、部分的に一部が繋がっていてもよい。一部が繋がっている場合には、蓋シート3が貼着される前のシート原反を搬送などしている際に、収納物取出し領域において前記切込み線55にて囲われた範囲が不用意に捲れることを防止できる。
なお、切込み線55(取出し口)の大きさは、収納物を取り出すことができるように、収納物を考慮して設計される。
蓋シート3は、ベースシート31と、前記ベースシート31の裏面に積層された粘着剤層32と、を有する。
ベースシート31(蓋シート3)の形状は、特に限定されず、図示例では平面視略矩形状(略長方形状又は略正方形状)に形成されている。なお、ベースシート31の形状は、平面視で、略円形状や略楕円形状などの円弧を含む形状、略三角形状などの多角形状などであってもよい(図示せず)。
ベースシート31は、柔軟性及び密封性を有していれば特に限定されず、例えば、合成樹脂フィルム、紙、合成紙及びこれらの積層体などが挙げられる。また、前記合成樹脂フィルム、紙、合成紙又はこれらの積層体に、さらに、金属蒸着層やシリカ蒸着層などのバリア層などの任意の適切な機能層が積層されていてもよい。
ベースシート31の厚みは、特に限定されず、その材質にもよるが、例えば、30μm~300μmである。
また、ベースシート31には、必要に応じて、所望のデザインが施されていてもよい。デザインはベースシート31(蓋シート3)の表面側から視認できるように設けられる。
粘着剤層32は、ベースシート31の裏面に粘着剤を塗布することによって形成される。粘着剤は、室温下で、被着体に接着する粘着性を長期間有する。材質の観点では、粘着剤としては、例えば、アクリル系粘着剤、ゴム系粘着剤、シリコーン系粘着剤、ウレタン系粘着剤などが挙げられる。性質の観点では、粘着剤としては、感圧型粘着剤、感熱粘着剤などが挙げられ、好ましくは、感圧型粘着剤が用いられる。感圧型粘着剤は、室温下で被着体に接着する粘着性を有し、その粘着性が長期間持続しているものをいう。感熱粘着剤は、加熱することによって被着体に接着する粘着性を生じ、その粘着性が長時間持続しているものをいう。粘着剤層32は、防湿性及び/又は水蒸気バリア性などの機能を有していてもよい。
粘着剤層32の厚みは、特に限定されず、例えば、10μm~30μmである。
蓋シート3にて取出し口を開閉できるようにするため、蓋シート3は、三角パック2に剥離可能で、再貼付可能に貼り付けられる。前記粘着剤層32を用いることにより、三角パック2に剥離可能で且つ剥離後に再貼付できる蓋シート3を構成できる。
なお、蓋シート3が剥離可能とは、人力で容易に引き剥がすことができる程度の接着強度で蓋シート3が三角パック2に貼り付いていることをいう。
蓋シート3の第1端部3aは、第1板状接合部51上に重なって貼り付けられている。特に、前記第1端部3aの端面と第1板状接合部51の端面は、一致している(同一面上に存在している)。
蓋シート3の第2端部3bは、捲り側の端部であり、その第2端部3bから蓋シート3を捲って引き剥がすことにより、収納物取出し領域が開放される。蓋シート3の第2端部3bは、第2板状接合部52まで至らず、パック本体4の面内(例えば、第1面41の面内)に位置している。第2端部3bがパック本体4の面内に配置することにより、捲り側である第2端部3bの端から蓋シート3を捲り易くなる。
三角パック2に収納される収納物は、特に限定されず、お菓子、米菓を含むスナック類、豆を含むナッツ類、粉チーズなどを含む調味料、飲料、化粧品、おもちゃなどが挙げられる。収納物の性状は、特に限定されず、粒状、粉状、ゼリー状、液状のいずれでもよい。
上記蓋付き三角パック1には、収納物が収納されている。収納物を取り出す際には、図8に示すように、蓋シート3の第2端部3bから蓋シート3を捲って三角パック2から引き剥がしていく。平面視有端非直線状の切込み線55で区画された部分46(以下、区画部分46という)は、切込み線55にてパック本体4から分断されているので、前記区画部分46が蓋シート3の剥離に追従し、収納物取出し領域に取出し口21が現れる。この取出し口21から収納物を適宜取り出した後、蓋シート3を再び三角パック2に貼り付けると、取出し口21を閉塞できる。
また、後述するように、製造時に蓋シート前駆体(蓋シート3)にシールバーを押し当てた場合には、蓋シート3の第1端部3aが三角パック2の第1板状接合部51にしっかりと接着するようになる。このため、蓋シート3の第1端部3aが三角パック2から剥がれ難くなり、仮に前記止め加工が施されていなかったとしても、開封時に蓋シート3が三角パック2から完全に剥がれることを防止できる。
本発明の蓋付き三角パック1は、例えば、次のような方法で製造できる。ただし、本発明の蓋付き三角パック1は、この製造方法によって製造される場合に限定されない。
蓋付き三角パック1の製造方法は、中空四面体状の三角パックを作製する長尺帯状のシート原反を準備する工程(シート原反の準備工程)、シート原反に蓋シート前駆体を貼り付ける工程(蓋貼り付け工程)、シート原反をその短手方向を周方向として筒状に形成する工程(筒状形成工程)、収納物を入れる工程(収納工程)、前記筒状に形成したシート原反を扁平状にしつつ接合することによって第1板状接合部を形成する工程(第1接合工程)、第1板状接合部に対してねじれの位置となるように接合することによって第2板状接合部を形成する工程(第2接合工程)、前記蓋シート前駆体と共に第1板状接合部を短手方向に沿って切断する工程(第1切断工程)、前記第2板状接合部を短手方向に沿って切断する工程(第2切断工程)、を有する。
例えば、前記シート原反の準備工程と蓋貼り付け工程は、いずれか一方を先に行ってもよく、或いは、同時進行的に行ってもよい。通常、蓋貼り付け工程は、シート原反の準備工程の後に行うことが好ましい。
また、前記蓋貼り付け工程と筒状形成工程、いずれか一方を先に行ってもよく、或いは、同時進行的に行ってもよい。通常、筒状形成工程は、蓋貼り付け工程の後に行うことが好ましい。
また、筒状形成工程と収納工程は、通常、筒状形成工程を先に行うが、同時進行的に行ってもよい。つまり、収納物を包み込むようにシート原反を筒状に形成することにより、シート原反を筒状に形成すると同時にその筒内に収納物を収納できる。
第1切断工程と第2切断工程は、通常、いずれか一方を先に行うが、同時進行的に行ってもよい。
さらに、前記収納工程と第1接合工程(又は第2接合工程)は、いずれか一方を先に行ってもよく、或いは、同時進行的に行ってもよい。例えば、収納物を下方に落としながら、収納していく場合には、収納物の収納工程は、第1接合工程(又は第2接合工程)を行なった後に行なうことが好ましい。
図9は、デザインが設けられたシート原反6を表面側から見た平面図である。
シート原反6は、上記三角パック2を作製するシートの元となる長尺帯状のシートである。シート原反6は、概念的には、各三角パック2を形成する各シートが長手方向に連続的に繋がったものと言える。
シート原反6は、長尺帯状である。前記長尺帯状は、長手方向の長さが短手方向よりも十分に長い平面視略長方形状をいう。長尺帯状としては、長手方向の長さが5m以上であり、好ましくは、長手方向の長さが10m以上である。なお、短手方向は、長手方向と直交する方向である。
前記1つの三角パック2に対応したデザインの情報表示A,B,C,Dは、上述の第1面乃至第4面41乃至44に表されているものと同じである。以下、1つの三角パック2に対応したデザインを「単位デザイン」という。
1つの接合予定部71は、第1接合工程を経て、2つの第1板状接合部51となる部分であり、もう1つの接合予定部72は、第2接合工程を経て、2つの第2板状接合部52となる部分である。以下、2つの第1板状接合部51となる接合予定部71を「第1接合予定部71」といい、2つの第2板状接合部52となる接合予定部72を「第2接合予定部72」という。
第1接合予定部71と第2接合予定部72は、長手方向において交互に配置されている。従って、前記三角パック形成予定部の複数が、長手方向において第1接合予定部及び第2接合予定部を交互に介在させて配置されている。
第1接合予定部71と第2接合予定部72は、所定間隔(1つのパック本体相当分の間隔)を開けて、シート原反6の長手方向に交互に配置されている。
また、シート原反6の短手方向両側端部は、接合部53を形成する予定の部分73となっている。
図9において、判り易く表すために、接合予定部(第1接合予定部71及び第2接合予定部72)に紙面右上から左下への細斜線を付加し、接合部の形成予定部分73に紙面左上から右下への細斜線を付加している(なお、網掛けは、接合予定部71,72と接合部の形成予定部分73が交差している部分である)。また、1つのパック本体の第1面乃至第4面41乃至44となる領域を破線で示し、各面に施されるデザインの情報表示A,B,C,Dを表している(図10及び図11も同様)。
他方、第2接合予定部72を基準にした場合、その第2接合予定部72に隣接する2つの三角パック形成予定部を1組とし、その1組の三角パック形成予定部(2つの三角パック形成予定部と第2接合予定部72)が所定間隔(第1接合予定部71の幅相当)を開けて長手方向に並んでいる。
また、デザインが略同じである蓋付き三角パック1を連続的に製造できることから、図9に示すような組み合わせで情報表示A,B,C,Dが表されていることが好ましい。なお、デザインが略同じとは、情報表示の内容が概ね同じで且つその情報表示の向きが概ね同じという意味であり、完全に情報表示の内容及び向きが同じである場合のほか、個々の情報表示を注意深く凝視したときに内容及び/又は向きが違う箇所が見つかる場合も含まれる。
切込み線55は、通常、デザインを印刷した後のシート原反6に対して形成される。
前記デザイン及び切込み線55(取出し口を生じさせる手段)が形成されたシート原反6の表面に、蓋シート前駆体39を貼り付ける。
製造過程で使用される蓋シート前駆体39は、概念的には、上記蓋付き三角パック1の蓋シート3の複数が繋がったものである。本実施形態では、蓋シート前駆体39は、上記蓋シート3が2つ繋がったものである。具体的には、本実施形態の蓋シート前駆体39は、概念的には、上記<蓋付き三角パック>で説明した蓋シート3の2つが互いの第1端部3aの端にて繋がったものと同様である。このため、蓋シート前駆体39の層構成などの説明は、省略する。
蓋シート前駆体39の裏面には粘着剤層32が設けられているので、蓋シート前駆体39を、粘着剤層32を介して、前記シート原反6の1組の三角パック形成予定部の各収納物取出し領域を覆いつつ第1接合予定部71に重ねて貼り付けることができる。
シート原反6を長手方向に送る途中で、シート原反6の裏面側を内側にして、シート原反6の短手方向を周方向として筒状に形成する(図12(a)参照)。
例えば、図12(a)に示すように、蓋シート前駆体39が貼り付けられたシート原反6の短手方向を周方向として筒状に形成しつつ、その短手方向両側端部(接合部の形成予定部分73,73)の裏面同士を重ね合わせる。その後、その重ね合わせた両側端部の表面側から一対のシールバー81,81を押し当てることによって、前記両側端部の裏面同士を接合させる。このようにして、長手方向に延びる接合部53によって筒状に形成されたシート原反が得られる(以下、筒状に形成されたシート原反6を「筒状シート原反61」という。前記両側端部(接合部の形成予定部分73,73)の接合は、簡易に形成できることから、熱シールが好ましい。熱シールの場合、前記一対のシールバー81,81のうち少なくとも一方は、加熱された加熱バーが用いられる。
同図(b)に示すように、長手方向に延びる前記接合部53を倒して、筒状シート原反61の表面に沿わせることによって、略円筒状の筒状シート原反61を作製する。
前記筒状シート原反61を扁平状にしつつ接合することによって第2板状接合部52を形成する。
図13(a)は、筒状シート原反61の第2接合予定部72をシールバー82,82を用いて接合している状態を示す側面図であり、同図(b)は、その正面図である。図13において、1つのパック本体の第1面乃至第4面41乃至44となる領域を破線で示し、接合予定部(第1接合予定部71及び第2接合予定部72)に紙面右上から左下への細斜線を付加し、各面に施されるデザインの情報表示A,B,C,Dを表している(図14及び図15も同様)。
なお、図示例では、筒状シート原反61の先端部(長手方向に搬送されるシート原反6の下流側)における接合予定部を最初に接合した場合を例示している。図示例では、筒状シート原反61の先端部が寸法通りに切断されている状態を表しているが、実際の工業的製造過程では、筒状シート原反61の先端部には、余分なシートが繋がっていることに留意されたい。その余分なシートは、切断し廃棄される。
前記先端部において第2板状接合部52を形成した筒状シート原反61は、先端部が閉塞された長尺筒状体である。
この筒状シート原反61の内側に、供給管89を通じて、所定量の収納物を入れる。先端部が閉塞されているので、入れられた収納物が筒状シート原反61の外部に漏れ出ることはない。
前記収納物を入れた筒状シート原反61の第1接合予定部71を接合することによって第1板状接合部51を形成する。
図14(a)は、筒状シート原反61の第1接合予定部71をシールバー83,83を用いて接合している状態を示す側面図であり、同図(b)は、その正面図である。
図14を参照して、先ほど接合した第2板状接合部52の直ぐ上流側にある第1接合予定部71を扁平状にしつつ、その表面側から一対のシールバー83,83を押し当てる。上述のように、この第1接合予定部71は、1組の三角パック形成予定部を構成する2つの三角パック形成予定部の間の接合予定部である。同図(a)の二点鎖線及び白抜き矢印は、シールバー83の移動を表している。このようにして第1接合予定部71を接合することにより、筒状シート原反61のうち2つの三角パック形成予定部の間に第1板状接合部51を形成できる。ただし、この段階での第1板状接合部51(第1接合予定部71を接合することによって得られる第1板状接合部51)は、2つの三角パック2の第1板状接合部51に相当している。
なお、蓋シート前駆体39を含む第1接合予定部71は、その蓋シート前駆体39の厚み分に相当する厚み差を生じているため、その厚み差を考慮して、段差部を有するシールバー83,83を用いてもよい。或いは、前記厚み差に追従するように、押し当て面が柔軟性を有し且つ厚み差に応じて変形可能なシールバー83,83を用いてもよい。
このようにして、筒状シート原反61の先端側に、内部に収納物が収納され且つ第1板状接合部51及び第2板状接合部52で封止された、第1の蓋付き三角パック11を形成できる。
上記第1接合工程、収納工程、第2接合工程を順に繰り返して行なうことにより、複数の蓋付き三角パック1が連なった連続体を形成できる。
簡単に説明すると、図14のように第1板状接合部51を形成した後、供給管89を通じて、筒状シート原反61の内側に収納物を入れ、図15(a)に示すように、前記第1板状接合部51の直ぐ上流側にある第2接合予定部72を扁平状にしてシールバー82,82にて接合し、前記第1板状接合部51に対してねじれの位置となる第2板状接合部52を形成する。ただし、この段階での第2板状接合部52(第2接合予定部72を接合することによって得られる第2板状接合部52)は、2つの三角パック2の第2板状接合部52に相当している。このようにして、前記第1の蓋付き三角パック11に繋がった第2の蓋付き三角パック12を形成できる。
なお、図16は、より分かりやすくするため、図15(b)の状態を拡大した斜視図である。
上述のように、複数の蓋付き三角パック1が繋がった連続体について、第1板状接合部51及び第2板状接合部52にて短手方向に切断することにより、個々の蓋付き三角パック1が得られる。図16において、切断箇所を小破線で表している。図16において、切断箇所を直線状に表しているが、切断形状は、直線状に限定されず、例えば、波状、ジグザグ状などであってもよい。
なお、ここでは、蓋付き三角パック1が繋がった連続体を作製した後に、順次、切断することを説明したが、例えば、上記第1接合工程で第1板状接合部51を形成した後又は形成と同時に切断してもよく、或いは、上記第2接合工程で第2板状接合部52を形成した後又は形成と同時に切断してもよい。
また、1組の三角パック形成予定部に蓋シート前駆体39を貼り付けるので(2つの三角パック形成予定部に跨がって蓋シート前駆体39を貼り付けるので)、蓋シート3の貼り付け作業を簡素化できる。
上記第1実施形態では、蓋シート3の捲り側である第2端部3bの裏面全体が粘着剤層32を介して三角パック2の表面に貼り付けられているが、例えば、図17に示すように、第2端部3bの一部3b-1が三角パック2の表面に貼り付けられていなくてもよい。図17において、蓋シート3のうち三角パック2に貼り付けられていない部分3b-1に無数のドットを付加している。このように捲り側に非接着部分を設けることにより、蓋シート3を捲り易くなる。なお、第2端部3bの全体が三角パック2の表面に貼り付けられていなくてもよい(図示せず)。
なお、前記蓋シート3の一部を貼り付けない方法としては、その部分に粘着剤層32の粘着力を隠蔽するマスキング剤(剥離剤など)を塗布する、或いは、その部分に粘着剤層32を設けないなどの方法が挙げられる。
上記第1実施形態では、三角パック2に形成された切込み線55には止め加工が施されているが、例えば、図20に示すように、切込み線55に止め加工が施されていなくてもよい。止め加工が施されていない切込み線55は、例えば、両端部551,551と、両端部551,551から第2板状接合部52側に膨らんだ非直線状部552と、を有する。この切込み線55は、止め加工が施されていないので、蓋シート3を剥がしたときに、切込み線55で区画された部分(区画部分46)が追従し、その切込み線55の両端部551,551から三角パック2の面内に破断が生じるおそれがある。もっとも、切込み線55の両端部551,551は、第1板状接合部51側に配置されているので、前記破断が第1板状接合部51にまで至ると、それ以上、破断が進行しなくなり、開封時に蓋シート3が三角パック2から完全に剥がれることを防止できる。
さらに、図22に示すように、収納物取出し領域に複数の開口部57,57が比較的狭い範囲に密集して形成されていてもよい。図22では、小さな開口部57を採用している。このような密集した小さな開口部57(取出し口)を有する三角パック2は、収納物として、粉チーズなどの粉体を収納する場合に好適である。この場合、複数の密集した開口部57は、1枚の蓋シート3にて閉塞されることが好ましい。
また、切込み線55に代えて又はこれと併用して、例えば、図23に示すように、収納物取出し領域にミシン目線58が形成されていてもよい。ミシン目線58は、切込み線55と同様に1つの方向に膨らんだ部分を有する平面視有端非直線状に形成される、又は、平面視環状に形成される。蓋シート3を引き剥がしたときに、ミシン目線58で破断してミシン目線58で囲われた範囲に取出し口が生じるようになる。
なお、切込み線55に代えて又はこれと併用して、例えば、収納物取出し領域に取出し口を生じさせる手段としてのハーフカット線が形成されていてもよい(図示せず)。
上記第1実施形態では、止め加工は三角パック2に施されているが、蓋シート3に止め加工を施してもよい。
例えば、図24に示すように、蓋シート3の面内に、切込み線59を形成する。この切込み線59は、例えば、第1板状接合部51側に配置された両端部591,591と、その両端部591,591から第2板状接合部52側に膨らんだ非直線状部592と、前記両端部591,591から非直線状部592に対して略直交する方向に延びる部分を有する止め線部593,593と、を有する。
このような切込み線59が形成された蓋シート3を第2端部3b側から剥がしていき、前記止め線部593にまで至ると、それ以上、蓋シート3を剥離することが困難となる。止め加工が施されている蓋シート3は、特に、第2実施形態で説明した開口部を取出し口として採用した三角パック2に適用することが好ましい。
上記第1実施形態では、蓋シート3の裏面全体に粘着剤層32が設けられており、蓋シート3の全体が前記粘着剤層32を介して三角パック2に剥離可能に貼り付けられているが、蓋シート3の第1端部3aが三角パック2に強接着されていてもよい。なお、強接着とは、剥離することが困難なほどに強く接着されている状態をいう。
例えば、図25に示すように、ベースシート31と、前記ベースシート31の裏面のうち第1端部3aを除いて積層された粘着剤層32と、前記ベースシート31の裏面のうち第1端部3aに積層された強接着層33と、を有する蓋シート3を用いてもよい。この蓋シート3の第1端部3aは、強接着層33を介して三角パック2の第1板状接合部51に強接着されており、第1端部3a以外は、粘着剤層32を介して剥離可能で且つ再貼付可能に三角パック2の収納物取出し領域に貼り付けられている。このように第1端部3aが三角パック2に強接着されている蓋シート3を用いることにより、開封時に三角パック2から完全に剥がれることを防止できる。
図26(a)は、図25に示す蓋付き三角パック1を製造する際に用いられる蓋シート前駆体39の平面図であり、同図(b)は、その断面図である。この蓋シート前駆体39には、第1接合予定部71に対応する範囲に、強接着層33が設けられ、それ以外に粘着剤層32が設けられている。
上記<蓋付き三角パックの製造方法>に従い、図26に示す蓋シート前駆体39をシート原反6の第1接合予定部71に跨がって貼り付けた後、上記<<第1接合工程>>に従って、シールバー83,83を、蓋シート前駆体39の表面を含んで第1接合予定部71の外側から押し当てることにより、形成される第1板状接合部51に蓋シート前駆体39を強接着層33を介して強接着できる。
上記第1実施形態の<蓋付き三角パックの製造方法>において、切込み線55を形成したシート原反6に蓋シート前駆体39を貼り付けたが、(切込み線55を形成していない)シート原反6の収納物取出し領域に蓋シート前駆体39を貼り付けた後に、切込み線55を形成してもよい。
上記様々な実施形態から選ばれる2つ以上の構成を適宜組み合わせてもよく、或いは、上記様々な実施形態から選ばれる1つ又は2つ以上の構成を、それ以外の実施形態に置換してもよい。例えば、第2実施形態で示した一部の構成を、第3実施形態の一部の構成に置換などしてもよい。
2 三角パック
3 蓋シート
39 蓋シート前駆体
4 パック本体
41,42,43,44 第1面、第2面、第3面、第4面
51 第1板状接合部
52 第2板状接合部
55 切込み線(取出し口)
56,57 開口部(取出し口)
58 ミシン目線(取出し口)
6 シート原反
61 筒状に形成したシート原反
71 第1接合予定部
72 第2接合予定部
Claims (4)
- 収納物取出し領域を有する中空四面体状の三角パックを作製する長尺帯状のシート原反であって、1つの三角パックに対応したデザインを含む三角パック形成予定部の複数が、長手方向において第1接合予定部及び第2接合予定部を交互に介在させて配置されているシート原反を準備する工程、
前記第1接合予定部を挟んで隣接する2つの三角パック形成予定部を1組とし、前記1組の三角パック形成予定部のそれぞれの収納物取出し領域を覆い且つ前記第1接合予定部に跨がって蓋シート前駆体を貼り付ける工程、
前記シート原反をその短手方向を周方向として筒状に形成する工程、
収納物を収納する工程、
前記筒状に形成したシート原反の前記第1接合予定部を扁平状にして接合することによって第1板状接合部を形成する工程、
前記筒状に形成したシート原反の前記第2接合予定部を、前記第1板状接合部に対してねじれの位置となるように扁平状にして接合することによって第2板状接合部を形成する工程、
前記蓋シート前駆体と共に前記第1板状接合部を短手方向に沿って切断する工程、
前記第2板状接合部を短手方向に沿って切断する工程、
を有する、蓋付き三角パックの製造方法。 - 前記第1板状接合部の形成が、前記蓋シート前駆体を含んで前記第1接合予定部の外側から加熱バーを押し当てることによる熱シールである、請求項1に記載の蓋付き三角パックの製造方法。
- 前記デザインが略同じで且つ蓋シートの貼り付け位置が略同じである複数の蓋付き三角パックが得られる、請求項1または2に記載の蓋付き三角パックの製造方法。
- 板状接合部を有する中空四面体状の三角パックと、
前記三角パックの内部に収納された収納物と、
前記三角パックの収納物取出し領域を覆いつつ前記板状接合部を含んで前記三角パックの表面に貼り付けられた蓋シートと、を有する、蓋付き三角パック。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020061545A JP7408459B2 (ja) | 2020-03-30 | 2020-03-30 | 蓋付き三角パックの製造方法及び蓋付き三角パック |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020061545A JP7408459B2 (ja) | 2020-03-30 | 2020-03-30 | 蓋付き三角パックの製造方法及び蓋付き三角パック |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021160728A JP2021160728A (ja) | 2021-10-11 |
| JP7408459B2 true JP7408459B2 (ja) | 2024-01-05 |
Family
ID=78002313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020061545A Active JP7408459B2 (ja) | 2020-03-30 | 2020-03-30 | 蓋付き三角パックの製造方法及び蓋付き三角パック |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7408459B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5727366A (en) | 1997-04-10 | 1998-03-17 | Milliken Research Corporation | Registration control |
| EP1759998A1 (en) | 2005-08-30 | 2007-03-07 | Tetra Laval Holdings & Finance SA | Packaging method and machine for producing sealed packages of pourable food products |
| JP2014518817A (ja) | 2011-05-18 | 2014-08-07 | インターコンチネンタル グレート ブランズ エルエルシー | 再封可能な包装およびその製造方法 |
| JP2017218189A (ja) | 2016-06-07 | 2017-12-14 | 大日本印刷株式会社 | 包装体 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5437868B2 (ja) * | 1974-05-23 | 1979-11-17 | ||
| JPH03124519A (ja) * | 1989-09-29 | 1991-05-28 | Kataoka Bussan Kk | ティーバッグの製造法及びその装置 |
-
2020
- 2020-03-30 JP JP2020061545A patent/JP7408459B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5727366A (en) | 1997-04-10 | 1998-03-17 | Milliken Research Corporation | Registration control |
| EP1759998A1 (en) | 2005-08-30 | 2007-03-07 | Tetra Laval Holdings & Finance SA | Packaging method and machine for producing sealed packages of pourable food products |
| JP2014518817A (ja) | 2011-05-18 | 2014-08-07 | インターコンチネンタル グレート ブランズ エルエルシー | 再封可能な包装およびその製造方法 |
| JP2017218189A (ja) | 2016-06-07 | 2017-12-14 | 大日本印刷株式会社 | 包装体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021160728A (ja) | 2021-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2693145T3 (es) | Productos de envasado de película flexible de cierre reutilizables y métodos para fabricarlos | |
| TWI786041B (zh) | 夾鏈帶、袋體、及袋體之製造方法 | |
| US8470117B2 (en) | Method of manufacture for a flexible packaging film with reclosure | |
| ES2539577T3 (es) | Productos de envasado de película flexible de fácil apertura y cierre repetible y métodos de fabricación | |
| ES2584432T3 (es) | Envase flexible cerrable repetidamente y métodos de fabricación del mismo | |
| MX2015002753A (es) | Paquetes que tienen caracteristicas de sellado separables y metodos de fabricacion. | |
| JP4739305B2 (ja) | 樹脂製包装袋 | |
| CN104603016A (zh) | 合口形状的带粘合带的袋 | |
| JPH0633092B2 (ja) | 咬合具付袋 | |
| JP2010105671A (ja) | 物品包装用フィルム | |
| JP5615048B2 (ja) | 物品包装用フィルムとこのフィルムによる包装体 | |
| JP2006199343A (ja) | 再封性包装袋 | |
| JP7408459B2 (ja) | 蓋付き三角パックの製造方法及び蓋付き三角パック | |
| JP5782294B2 (ja) | 米飯加工食品用包装材 | |
| JP2018188188A (ja) | 多層袋 | |
| JP2016068993A (ja) | 包装袋 | |
| JP3177454U (ja) | 食品用包装袋 | |
| JP2012081967A (ja) | 再封機能付き包装袋 | |
| JP7736560B2 (ja) | 包装袋 | |
| JP4082774B2 (ja) | ストリップパック | |
| TWI679156B (zh) | 易開啟式封裝 | |
| JP2598167Y2 (ja) | 包装材 | |
| JP2010111416A (ja) | 食品包装体 | |
| JP2010269838A (ja) | 包装袋及び包装袋の製造方法 | |
| JP2009137635A (ja) | ファスナ付き密閉袋 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231004 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231220 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7408459 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |