JP7524904B2 - 繊維強化複合材料およびプリプレグの製造方法 - Google Patents
繊維強化複合材料およびプリプレグの製造方法 Download PDFInfo
- Publication number
- JP7524904B2 JP7524904B2 JP2021538973A JP2021538973A JP7524904B2 JP 7524904 B2 JP7524904 B2 JP 7524904B2 JP 2021538973 A JP2021538973 A JP 2021538973A JP 2021538973 A JP2021538973 A JP 2021538973A JP 7524904 B2 JP7524904 B2 JP 7524904B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- fiber
- prepreg
- conductive particles
- composite material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/88—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced
- B29C70/882—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced partly or totally electrically conductive, e.g. for EMI shielding
- B29C70/885—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced partly or totally electrically conductive, e.g. for EMI shielding with incorporated metallic wires, nets, films or plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/003—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties
- B29C70/0035—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised by the matrix material, e.g. material composition or physical properties comprising two or more matrix materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/02—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising combinations of reinforcements, e.g. non-specified reinforcements, fibrous reinforcing inserts and fillers, e.g. particulate fillers, incorporated in matrix material, forming one or more layers and with or without non-reinforced or non-filled layers
- B29C70/021—Combinations of fibrous reinforcement and non-fibrous material
- B29C70/025—Combinations of fibrous reinforcement and non-fibrous material with particular filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
- B29C70/086—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers and with one or more layers of pure plastics material, e.g. foam layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B1/00—Layered products having a non-planar shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B33/00—Layered products characterised by particular properties or particular surface features, e.g. particular surface coatings; Layered products designed for particular purposes not covered by another single class
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/16—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating
- B32B37/20—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with all layers existing as coherent layers before laminating involving the assembly of continuous webs only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/08—Impregnating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B2038/0052—Other operations not otherwise provided for
- B32B2038/0076—Curing, vulcanising, cross-linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/20—All layers being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/107—Ceramic
- B32B2264/108—Carbon, e.g. graphite particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/30—Particles characterised by physical dimension
- B32B2264/303—Average diameter greater than 1µm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/07—Parts immersed or impregnated in a matrix
- B32B2305/076—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/202—Conductive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Physics & Mathematics (AREA)
- Mathematical Physics (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
Description


本発明のFRPの厚み方向の導電率としては、1S/m以上であれば、航空機での耐雷システムを簡素化できる可能性があり、好ましい。導電率はより好ましくは、5S/m以上、さらに好ましくは15S/m以上である。
(1)強化繊維(炭素繊維)
フィラメント数12,000本、引張強度5.8GPa、引張弾性率280GPaの炭素繊維を準備した。炭素繊維の[O/C]が0.10以下となるように電気処理した。
・“EPICLON”HP-7200L(ジシクロペンタジエン型エポキシ樹脂、エポキシ当量246g/eq、DIC(株)製)
・“スミエポキシ”ELM434(テトラグリシジジアミノジフェニルメタン、住友化学(株)製、エポキシ当量120g/eq)。
・“EPICLON”830(ビスフェノールF型エポキシ樹脂、DIC(株)製、エポキシ当量171g/eq)
・jER825(ビスフェノールA型エポキシ樹脂、三菱ケミカル株式会社製、エポキシ当量170~180g/eq)
・GOT(グリシジルアニリン型エポキシ樹脂(N,N-ジグリシジル-o-トルイジン)、日本化薬(株)製)。
・セイカキュア-S(4,4’-DDS、活性水素当量62g/eq、セイカ(株)製)。
・“Virantage(登録商標)”VW-10700RFP(PES、SolvayAdvanced Polymers(株)製)
・“スミカエクセル”5003P(PES、住友化学(株)製)。
以下の製法により得られた真球状ポリアミド6粒子(モード径15μm、真球度96%)。粒子径はマイクロトラック社製MT3300II(光源780nm-3mW、湿式セル(媒体:水))を用いて測定した。
“ニカビーズ”ICB(平均粒子径(個数ベース):27μm、日本カーボン(株)製)。
三菱“カーボンブラック”#3230B(1次粒子の粒子径23nm(カーボンブラック粒子を電子顕微鏡で観察して求めた算術平均径)、三菱ケミカル(株)製)。
(1)樹脂組成物の調製
エポキシ樹脂と熱可塑性樹脂を混練し、150℃以上に昇温し、そのまま1時間攪拌することで熱可塑性樹脂を溶解させて透明な粘調液を得た。この液を混練しながら降温した後、硬化剤を添加してさらに混練し、1次樹脂組成物を得た。
実施例のプリプレグは以下のように2段含浸法を用いて作製した。シリコーンを塗布した離型紙上に、上記(1)で作製した1次樹脂組成物または2次樹脂組成物を、対向ロールを備えたロールコーターを用いて均一に塗布し、それぞれ1次樹脂組成物フィルム、2次樹脂組成物フィルムを得た。この時、2次樹脂組成物フィルムの作製時には、樹脂フィルムの巻取速度を15m/分とするとともに転写ロールと走行離型紙の間で樹脂の延伸が発生するようにして、単位時間当たりの供給樹脂量を増加させ、ロールコーターでのクリアランスを十分大きくとった。そして、2枚の1次樹脂組成物フィルムの間に一方向に均一に引き揃えた炭素繊維を挟み込み、プレスロールを用いて加熱、加圧して、炭素繊維に1次樹脂組成物が十分含浸した1次プリプレグを得た(炭素繊維の目付は268g/cm2、樹脂含有率20質量%)。得られた1次プリプレグから離型紙を剥離した。次に、2枚の2次樹脂組成物フィルムの間に前記1次プリプレグを挟み込み、プレスロールを用いて加熱、加圧して、1次プリプレグに2次樹脂組成物が含浸したプリプレグを得た(炭素繊維目付268g/cm2、樹脂含有率34質量%)。
上記のようにして得られたプリプレグを[+45°/0°/-45°/90°]2s構成で、擬似等方的に16プライ積層した後、オートクレーブにて180℃の温度で2時間、圧力6kg/cm2、昇温速度1.5℃/分で樹脂を硬化させてCFRP(平板構造)を作製した。
上記の断面写真において、カーボン粒子と近接するCF層において、カーボン粒子表面との距離が7μm以下のCFが3個以上であれば、このカーボン粒子はCF層と接していると判定した。そして、注目する1個のカーボン粒子が上下のCF層の両方に接していれば、カーボン粒子1個で上下のCF層を連結していると判定した。
CFRP断面写真においてCF層と樹脂層の境界線が略直線ではなくカーボン粒子に沿った円弧状に凹んでいる部分が有り、かつ、めり込み長が15μm以上の場合、めり込んでいると判定した。そして、樹脂層長50mmあたりで、めり込んでいる箇所が1箇所以上観察された場合、めり込んでいる部分を有すると判定した。
最初に、めり込み長を、図4で説明する。まず、強化繊維層1”と樹脂層2’の境界線を決める。導電粒子3の左側で導電粒子に最も近接する強化繊維5の中心に補助線LLを引く、そしてこの強化繊維から左側に100μmまでで最も樹脂層側に位置する強化繊維6の中心に補助線LHを引く、そしてLLとLHの中間に補助線LCを引く。右側も同様の操作を行い、補助線RCを引く(右側補助線は記載を省略している)。そして、LCとRCの中間に補助線CCを引く。そして、補助線CCから強化繊維層1”と樹脂層2’の境界線が円弧状に凹んでいる部分の頂点に向けて垂線を下ろし、この長さを導電粒子のめり込み長9とする。
倍率200倍で撮影したCFRP断面写真から無作為に30個の導電粒子を選び、その短径と長径から下記数式に従い、計算した。

(3)で取得したCFRP断面写真において、画像解析ソフトWinroofを用い樹脂層面積を求め、対象とした樹脂層の長さで除することで、断面写真中の樹脂層1層の厚みを計算した。これを無作為に選んだ8層で行い、樹脂層厚みの平均値を求めた。
上記のようにして得られたプリプレグを[+45°/0°/-45°/90°]2s構成で、擬似等方的に16プライ積層した後、オートクレーブにて180℃の温度で2時間、圧力6kg/cm2、昇温速度1.5℃/分で樹脂を硬化させてCFRPを作製した。得られたCFRPから、縦40mm×横40mmのサンプルを切り出し、両表面の樹脂層を研磨除去後、両面に導電性ペーストN-2057(昭栄化学工業(株)製)を、バーコーターを用いて約70μmの厚さで塗布し、180℃の温度に調整した熱風オーブン中にて、30分かけて硬化させ、導電性評価用のサンプル得た。得られたサンプルの厚さ方向の抵抗を、アドバンテスト(株)製R6581デジタルマルチメーターを用いて四端子法により測定した。測定は6回行い、平均値をCFRPの厚み方向の体積固有抵抗(Ωcm)とした。そして、これから導電率(S/m)を計算した。
上記のようにして得られたプリプレグを所定の大きさにカットし、一方向に4枚積層した後、真空バッグを行い、オートクレーブを用いて、温度180℃、圧力6kg/cm2、2時間で硬化させ、一方向強化材を得た。得られた一方向強化材を幅12.7mm、長さ230mmでカットし、両端に1.2mm、長さ50mmのガラス繊維強化プラスチック製のタブを接着し試験片を得た。この試験片はインストロン万能試験機を用いて、JIS K7073(1988)の規格に準じて0゜引張試験を行った。測定温度は室温(23℃)とした。
上記のようにして得られたプリプレグを[+45°/0°/-45°/90°]2s構成で、擬似等方的に16プライ積層した後、オートクレーブにて180℃の温度で2時間、圧力6kg/cm2、昇温速度1.5℃/分で樹脂を硬化させてCFRPを作製した。得られたCFRPから、縦150mm×横100mmのサンプルを切り出し、SACMA SRM 2R-94に従い、サンプルの中心部に6.7J/mmの落錘衝撃を与えた後、圧縮破壊試験を行い、衝撃後圧縮強度(CAI)を求めた。
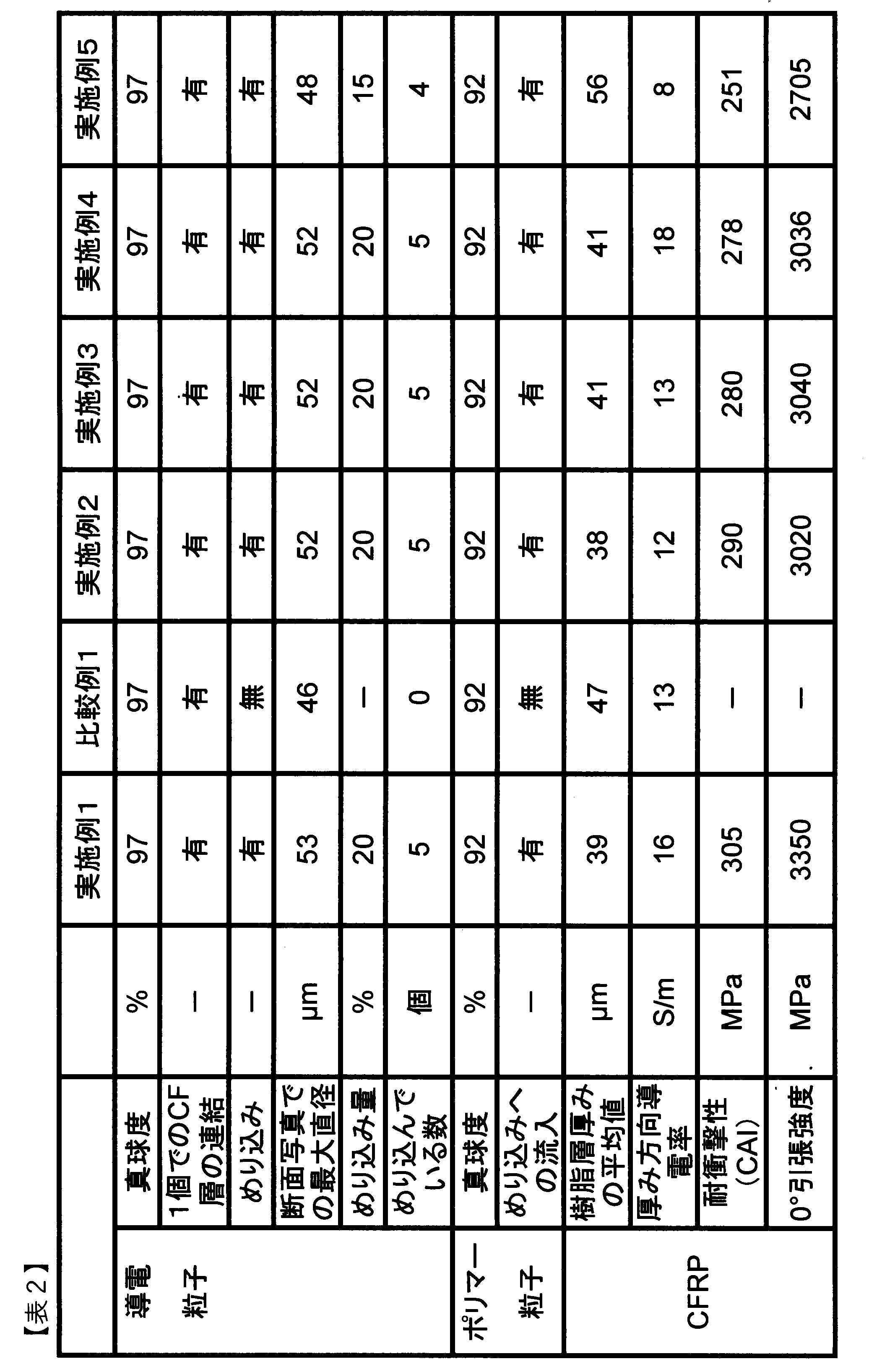
表1の組成で、前記(2)の方法に従ってプリプレグを作製し、前記したようにCFRP(平板構造)の評価を行った。この時、カーボン粒子の含有量は、エポキシ樹脂、硬化剤、熱可塑性樹脂、カーボン粒子およびカーボンブラックの合計質量に対し1.0質量%であり、カーボンブラックの含有量はエポキシ樹脂、硬化剤、熱可塑性樹脂、カーボン粒子およびカーボンブラックの合計質量に対し1.5質量%であった。このCFRPの断面観察を行ったところ、図1に示すように、1個のカーボン粒子で上下の炭素繊維層を連結している部分があり、さらにカーボン粒子の『めり込み』を確認できた。また、同じ原料を用いて作製した比較例1のCFRPに比べ、樹脂層の平均厚みが薄く、厚み方向導電率が高いものであった。これより、導電率を同じとする場合には、カーボン粒子添加量を比較例1に比べ減じることが可能と考えられた。
実施例1と全く同じ炭素繊維、樹脂組成物(ポリマー粒子、カーボン粒子、カーボンブラックを含む)でプリプレグを作製し、実施例1と同様にCFRP(平板構造)を作製した。これの断面観察写真の代表例を図2に示すが、カーボン粒子の『めり込み』は見られなかった。
表1の組成で実施例1と同様にCFRP(平板構造)を作製した。この時、カーボン粒子の含有量は、エポキシ樹脂、硬化剤、熱可塑性樹脂およびカーボン粒子の合計質量に対し1.0質量%であった。これの断面観察を行ったところ、1個のカーボン粒子で上下の炭素繊維層を連結している部分があり、さらにカーボン粒子の『めり込み』を確認できた。厚み方向導電率も12S/mと十分高いものであった。
表1の組成で実施例1と同様にCFRP(平板構造)を作製した。この時、カーボン粒子の含有量は、エポキシ樹脂、硬化剤、熱可塑性樹脂およびカーボン粒子の合計質量に対し1.0質量%であった。これの断面観察を行ったところ、1個のカーボン粒子で上下の炭素繊維層を連結している部分があり、さらにカーボン粒子の『めり込み』を確認できた。厚み方向導電率も13S/mと十分高いものであった。
表1の組成で実施例1と同様にCFRP(平板構造)を作製した。この時、カーボン粒子の含有量は、エポキシ樹脂、硬化剤、熱可塑性樹脂、カーボン粒子およびカーボンブラックの合計質量に対し1.0質量%であった。これの断面観察を行ったところ、1個のカーボン粒子で上下の炭素繊維層を連結している部分があり、さらにカーボン粒子の『めり込み』を確認できた。導電助剤であるカーボンブラックを併用したため、厚み方向導電率も18S/mと実施例3と比較して高いものであった。
表1の組成で実施例1と同様にCFRP(平板構造)を作製した。これの断面観察を行ったところ、1個のカーボン粒子で上下の炭素繊維層を連結している部分があり、さらにカーボン粒子の『めり込み』を確認できた。厚み方向導電率は8S/mであった。

2、2’ 樹脂層
3 導電粒子
3’、3” 導電粒子が割れて部分的に脱落した痕跡と考えられる領域
4 ポリマー粒子
5 繊維(LL補助線用)
6 繊維(LH補助線用)
7 繊維(RL補助線用)
8 繊維(RH補助線用)
9 めり込み長
A 導電粒子が強化繊維層にめり込んでいる領域(本発明の範囲内)
A’ 導電粒子が割れて部分的に脱落した痕跡が強化繊維層にめり込んでいる領域(本発明の範囲内)
B 導電粒子が強化繊維にめり込んだ周囲に、ポリマー粒子が流入している領域
C1~C4 強化繊維層と樹脂層の境界線が乱れている領域(本発明の範囲外)
L1、L2 樹脂層の長さを示す
LL、LH、LC 導電粒子左側の補助線を示す
RL、RH、RC 導電粒子右側の補助線を示す
CC めり込み長算出のための補助線を示す
Claims (11)
- 強化繊維層に挟まれた樹脂層を有し、該樹脂層に真球度が85%以上の導電粒子が配置され、かつ該導電粒子1個で上下の該強化繊維層を連結している部分を有し、さらに該導電粒子が該強化繊維層にめり込んでいる部分を有し、該導電粒子のめり込み量が15%以上である、繊維強化複合材料。
- 直径15μm以上の導電粒子を含有する請求項1記載の繊維強化複合材料。
- 導電粒子がカーボン粒子である請求項1または2記載の繊維強化複合材料。
- 強化繊維層にめりこんでいる導電粒子が樹脂層長50mmあたりで2個以上である請求項1~3のいずれかに記載の繊維強化複合材料。
- 厚み方向の導電率が1S/m以上である請求項1~4のいずれかに記載の繊維強化複合材料。
- 強化繊維層に樹脂組成物が含浸されたプリプレグの製造方法であって、
強化繊維層に1次樹脂組成物フィルムを用いて1次樹脂組成物を含浸させ、1次プリプレグを得る工程と、
1次プリプレグに2次樹脂組成物フィルムを用いて2次樹脂組成物を付与してプリプレグを得る工程を含み、
該2次樹脂組成物フィルムに導電粒子が含有され、かつ、該2次樹脂フィルムが基材上にロールコーターを用いて2次樹脂組成物を塗布することにより作製されたものである、プリプレグの製造方法。 - 2次樹脂フィルムに含有される導電粒子の平均直径が10μm以上である請求項6記載のプリプレグの製造方法。
- 2次樹脂組成物に熱可塑性樹脂と、グリシジルアニリン型エポキシ樹脂およびエポキシ当量が200g/eq以上、265g/eq以下であるジシクロペンタジエン型エポキシ樹脂から選ばれる少なくとも1種のエポキシ樹脂を含有する、請求項6または7記載のプリプレグの製造方法。
- 請求項6~8のいずれかに記載の製造方法で得られたプリプレグを、スリットしてプリプレグテープを得るプリプレグテープの製造方法。
- 請求項6~8のいずれかに記載の製造方法で得られるプリプレグまたは請求項9に記載の製造方法で得られるプリプレグテープを積層した後、150℃~220℃で硬化して、請求項1~5のいずれかに記載の繊維強化複合材料を得る繊維強化複合材料の製造方法。
- 請求項1~5のいずれかに記載の繊維強化複合材料からなる構造体であって、平板構造体、円筒構造体、箱形構造体、C形構造体、H形構造体、L形構造体、T形構造体、I形構造体、Z形構造体およびハット形構造体から選ばれた構造体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020112487 | 2020-06-30 | ||
| JP2020112487 | 2020-06-30 | ||
| PCT/JP2021/024107 WO2022004586A1 (ja) | 2020-06-30 | 2021-06-25 | 繊維強化複合材料およびプリプレグの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022004586A1 JPWO2022004586A1 (ja) | 2022-01-06 |
| JPWO2022004586A5 JPWO2022004586A5 (ja) | 2024-04-15 |
| JP7524904B2 true JP7524904B2 (ja) | 2024-07-30 |
Family
ID=79316080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021538973A Active JP7524904B2 (ja) | 2020-06-30 | 2021-06-25 | 繊維強化複合材料およびプリプレグの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US12589580B2 (ja) |
| EP (1) | EP4140676B1 (ja) |
| JP (1) | JP7524904B2 (ja) |
| ES (1) | ES2994509T3 (ja) |
| WO (1) | WO2022004586A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20250122347A1 (en) * | 2021-10-27 | 2025-04-17 | Toray Industries, Inc. | Carbon fiber-reinforced composite material |
| US20250215171A1 (en) * | 2022-03-30 | 2025-07-03 | Toray Industries, Inc. | Carbon fiber reinforced composite material and prepreg |
| CN121263469A (zh) * | 2023-08-08 | 2026-01-02 | 东丽株式会社 | 预浸料坯、碳纤维增强复合材料及结构体以及预浸料坯的制造方法 |
| JPWO2025033448A1 (ja) * | 2023-08-08 | 2025-02-13 | ||
| WO2026048502A1 (ja) * | 2024-08-29 | 2026-03-05 | フクビ化学工業株式会社 | 繊維強化樹脂シート、繊維強化複合材および成形品 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008018421A1 (fr) | 2006-08-07 | 2008-02-14 | Toray Industries, Inc. | Préimprégné et matériau composite renforcé avec des fibres de carbone |
| JP2010508416A (ja) | 2006-11-06 | 2010-03-18 | ヘクセル コンポジット、リミテッド | 改良型複合材料 |
| JP2011213991A (ja) | 2010-03-16 | 2011-10-27 | Toray Ind Inc | 炭素繊維強化複合材料 |
| WO2012124450A1 (ja) | 2011-03-17 | 2012-09-20 | 東レ株式会社 | プリプレグ、プリプレグの製造方法および炭素繊維強化複合材料 |
| JP2012211310A (ja) | 2011-03-24 | 2012-11-01 | Toray Ind Inc | 炭素繊維強化複合材料、プリプレグ及び炭素繊維強化複合材料の製造方法 |
| WO2014050896A1 (ja) | 2012-09-26 | 2014-04-03 | 東邦テナックス株式会社 | プリプレグ及びその製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01104624A (ja) | 1987-10-16 | 1989-04-21 | Toray Ind Inc | 樹脂微粒子を用いたプリプレグ |
| JPH03124407A (ja) * | 1989-10-06 | 1991-05-28 | Osaka Gas Co Ltd | 高導電性炭素繊維構造体の製造方法 |
| EP2468499A1 (en) | 2010-12-21 | 2012-06-27 | Hexcel Composites Limited | Improvements in composite materials |
| JP5354095B2 (ja) * | 2011-04-27 | 2013-11-27 | 東レ株式会社 | プリプレグ、繊維強化複合材料およびプリプレグの製造方法 |
| JP2013067750A (ja) | 2011-09-26 | 2013-04-18 | Toray Ind Inc | プリプレグおよび炭素繊維強化複合材料 |
| GB201206885D0 (en) * | 2012-04-19 | 2012-06-06 | Cytec Tech Corp | Composite materials |
| US10808091B2 (en) | 2014-09-19 | 2020-10-20 | Toray Industries, Inc. | Notched pre-preg and notched pre-preg sheet |
| JP2016147925A (ja) * | 2015-02-10 | 2016-08-18 | 東レ株式会社 | プリプレグおよび繊維強化複合材料 |
| WO2017110991A1 (ja) | 2015-12-25 | 2017-06-29 | 東レ株式会社 | プリプレグおよびその製造方法 |
| JP6519492B2 (ja) | 2016-01-29 | 2019-05-29 | 東レ株式会社 | プリプレグおよび繊維強化複合材料 |
| JP2017197665A (ja) | 2016-04-28 | 2017-11-02 | 東レ株式会社 | ポリエーテルスルホン樹脂粒子の製造方法およびポリエーテルスルホン樹脂粒子 |
| WO2018207728A1 (ja) | 2017-05-12 | 2018-11-15 | 東レ株式会社 | ポリアミド微粒子の製造方法およびポリアミド微粒子 |
| JPWO2019031407A1 (ja) | 2017-08-08 | 2020-09-24 | パイオニア株式会社 | 判定装置、判定方法、及び、プログラム |
-
2021
- 2021-06-25 JP JP2021538973A patent/JP7524904B2/ja active Active
- 2021-06-25 EP EP21833608.9A patent/EP4140676B1/en active Active
- 2021-06-25 ES ES21833608T patent/ES2994509T3/es active Active
- 2021-06-25 WO PCT/JP2021/024107 patent/WO2022004586A1/ja not_active Ceased
- 2021-06-25 US US18/010,644 patent/US12589580B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008018421A1 (fr) | 2006-08-07 | 2008-02-14 | Toray Industries, Inc. | Préimprégné et matériau composite renforcé avec des fibres de carbone |
| JP2008231395A (ja) | 2006-08-07 | 2008-10-02 | Toray Ind Inc | プリプレグおよび炭素繊維強化複合材料 |
| JP2010508416A (ja) | 2006-11-06 | 2010-03-18 | ヘクセル コンポジット、リミテッド | 改良型複合材料 |
| JP2011213991A (ja) | 2010-03-16 | 2011-10-27 | Toray Ind Inc | 炭素繊維強化複合材料 |
| WO2012124450A1 (ja) | 2011-03-17 | 2012-09-20 | 東レ株式会社 | プリプレグ、プリプレグの製造方法および炭素繊維強化複合材料 |
| JP2012211310A (ja) | 2011-03-24 | 2012-11-01 | Toray Ind Inc | 炭素繊維強化複合材料、プリプレグ及び炭素繊維強化複合材料の製造方法 |
| WO2014050896A1 (ja) | 2012-09-26 | 2014-04-03 | 東邦テナックス株式会社 | プリプレグ及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12589580B2 (en) | 2026-03-31 |
| EP4140676B1 (en) | 2024-09-18 |
| WO2022004586A1 (ja) | 2022-01-06 |
| EP4140676A1 (en) | 2023-03-01 |
| ES2994509T3 (en) | 2025-01-24 |
| JPWO2022004586A1 (ja) | 2022-01-06 |
| EP4140676A4 (en) | 2024-02-28 |
| US20230339222A1 (en) | 2023-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7524904B2 (ja) | 繊維強化複合材料およびプリプレグの製造方法 | |
| US10549499B2 (en) | Composite materials with high Z-direction electrical conductivity | |
| RU2678043C1 (ru) | Композитные материалы с электропроводностью и устойчивостью к расслоению | |
| JP5900327B2 (ja) | プリプレグ、プリプレグの製造方法および炭素繊維強化複合材料の製造方法 | |
| CN113427841B (zh) | 作为复合材料中的夹层的混合面纱 | |
| JP6213225B2 (ja) | プリプレグおよび繊維強化複合材料 | |
| US20250122347A1 (en) | Carbon fiber-reinforced composite material | |
| JP2023106337A (ja) | プリプレグ、プリプレグロール、プリプレグテープ、プリプレグ積層体、炭素繊維強化複合材料および構造体 | |
| US20250215171A1 (en) | Carbon fiber reinforced composite material and prepreg | |
| WO2023140271A1 (ja) | プリプレグの製造方法、プリプレグテープの製造方法、プリプレグ積層体の製造方法および炭素繊維強化複合材料の製造方法 | |
| US12600109B2 (en) | Carbon fiber-reinforced composite material | |
| WO2025033448A1 (ja) | プリプレグ、炭素繊維強化複合材料および構造体 | |
| WO2025033447A1 (ja) | プリプレグ、炭素繊維強化複合材料および構造体ならびにプリプレグの製造方法 | |
| US12617161B2 (en) | Hybrid veil as interlayer in composite materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240403 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240403 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20240403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240507 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240515 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240701 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7524904 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |