JP7530368B2 - 少なくともジルコニウムとマグネシウムとを含む合金である、アルミニウム合金製部品の製造方法 - Google Patents
少なくともジルコニウムとマグネシウムとを含む合金である、アルミニウム合金製部品の製造方法 Download PDFInfo
- Publication number
- JP7530368B2 JP7530368B2 JP2021543268A JP2021543268A JP7530368B2 JP 7530368 B2 JP7530368 B2 JP 7530368B2 JP 2021543268 A JP2021543268 A JP 2021543268A JP 2021543268 A JP2021543268 A JP 2021543268A JP 7530368 B2 JP7530368 B2 JP 7530368B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- less
- aluminum alloy
- alloying element
- filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








































Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/10—Alloys based on aluminium with zinc as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/22—Direct deposition of molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/64—Treatment of workpieces or articles after build-up by thermal means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C21/00—Alloys based on aluminium
- C22C21/06—Alloys based on aluminium with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/047—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with magnesium as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/04—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon
- C22F1/053—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of aluminium or alloys based thereon of alloys with zinc as the next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/66—Treatment of workpieces or articles after build-up by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
- B22F2003/1051—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding by electric discharge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/248—Thermal after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/05—Light metals
- B22F2301/052—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Powder Metallurgy (AREA)
- Laser Beam Processing (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Materials For Medical Uses (AREA)
- Control Of Motors That Do Not Use Commutators (AREA)
Description
本発明の第一の対象は、互いに重ね合わされた連続的な金属層の形成を含む、部品の製造方法であって、各層は、溶加材の堆積によって形成され、その溶加材は、エネルギー供給を受けて溶融しそれから凝固することによって前記層となり、該方法は、溶加材が質量パーセントで以下の合金元素、
- Mg:0%~6%、
- Zr:0.7%~2.5%、好ましくは第一の変形例により1%を超えかつ2.5%以下、または好ましくは第二の変形例により0.7~2%、さらには0.7~1.6%、さらには0.7~1.4%、さらには0.8~1.4%、さらには0.8~1.2%、
- Fe、Cu、Mn、Niおよび/またはLaの中で選択される少なくとも1つの合金元素:各元素につき少なくとも0.1%、好ましくは少なくとも0.25%、より好ましくは少なくとも0.5%、
- 不純物:各々0.05%未満、かつ好ましくは合計で0.15%未満、
を含むアルミニウム合金であることを特徴とする。
- Mg:0%~6%、
- Zr:0.7%~2.5%、好ましくは第一の変形例により1%を超えかつ2.5%以下、または好ましくは第二の変形例により0.7~2%、さらには0.7~1.6%、さらには0.7~1.4%、さらには0.8~1.4%、さらには0.8~1.2%、
- Fe、Cu、Mn、Niおよび/またはLaの中で選択される少なくとも1つの合金元素:各元素につき少なくとも0.1%、好ましくは少なくとも0.25%、より好ましくは少なくとも0.5%、
- 不純物:各々0.05%未満、かつ好ましくは合計で0.15%未満、
を含むことを特徴とする。
- Mg:0%~6%、
- Zr:0.7%~2.5%、好ましくは第一の変形例により1%を超えかつ2.5%以下、または好ましくは第二の変形例により0.7~2%、さらには0.7~1.6%、さらには0.7~1.4%、さらには0.8~1.4%、さらには0.8~1.2%、
- Fe、Cu、Mn、Niおよび/またはLaの中で選択される少なくとも1つの合金元素:各元素につき少なくとも0.1%、好ましくは少なくとも0.25%、より好ましくは少なくとも0.5%、
- 不純物:各々0.05%未満、かつ好ましくは合計で0.15%未満、
を含むアルミニウム合金から成ることを特徴とするものである。
説明において、相反する指示がない限り、
- アルミニウム合金の呼称は、The Aluminum Associationの学術用語に従っており、
- 化学元素の含有量は、%で示され、また質量分率を示す。x%~y%の記号表記は、x%以上でありかつy%以下であることを示す。
- 5~100μm、好ましくは5~25μm、または20~60μmの平均粒径。所定値は、粒子の少なくとも80%が、特定範囲における平均サイズを有していることを示すものである。
- 球形。粉末の球形は例えば、モルフォグラニュロメーターを利用することによって決定されることができる。
- 良好な流動性。粉末の流動性は例えば、規格ASTM B213または規格ISO 4490:2018に準じて決定されることができる。規格ISO 4490:2018によると、流動時間は、好ましくは50秒未満である。
- 好ましくは0~5体積%、より好ましくは0~2体積%、さらにより好ましくは0~1体積%の低気孔率。気孔率はとりわけ、光学顕微鏡、走査型電子顕微鏡またはヘリウムピクノメトリー(規格ASTM B923を参照)によって決定されることができる。
- より大きい粒子に密着する、サテライト粒子と呼ばれる小さな粒子(粉末の平均サイズの1~20%)の量が少ないことまたはないこと(10体積%未満、好ましくは5体積%未満)。
- 0~6%、また好ましくは1~6%、また好ましくは3~4.5%のマグネシウム含有量。3.5%未満のマグネシウム含有量はまた、特に熱曝露後の耐腐食性についても有利であることができる。
- 第一の変形例による、1~2.5%、また好ましくは1~2%であって、1%を完全に超えるジルコニウム含有量である。1.2~2%または1.2~1.8%のZr含有量が最適と考えられる。または第二の変形例によれば0.7~2%、さらには0.7~1.6%、さらには0.7~1.4%、さらには0.8~1.4%、さらには0.8~1.2%のジルコニウム含有量。
- 0.1%を超える含有量、または0.25%もしくは0.5%を超える含有量の合金元素であって、合金元素は、Fe、Cu、Ni、Mnおよび/またはLaの中で選択される。各合金元素の含有量は、好ましくは5%未満、より好ましくは3%未満である。各合金元素の累積含有量は、好ましくは0.1~5%である。それは10%未満であることができる。
- 付加製造による方法、とりわけSLM法との良好な適合性。そのことは、相次いで形成される層のところに亀裂がないことによって示される。
- とりわけマグネシウム含有量が3~4.5%のとき、またはそれが3.5%未満のときの良好な耐腐食性。
- 1050℃未満、また好ましくは1000℃未満の溶融温度(液相線温度)であって、このことにより溶融の間中のMgの蒸発が抑えられる。Mg含有量が4%のとき、液相線温度は、Zr含有量が2.2%未満の場合1050℃未満である。Zr含有量が1.6%未満の場合、液相線温度は1000℃未満である。そのような合金をもってすれば、高い硬度を有する部品が得られる。これらの理由で、Mg含有量がおよそ4%でありかつ好ましくはMnが存在する場合、0.7~2%または1~2%または1.2~1.8%のZr含有量が最適である。
- 0.06~1%の質量分率によるAg、
- および/または0.06~2%の質量分率によるLi、
- および/または0.05~5%、好ましくは0.1~3%の質量分率によるZn。
テストされる合金は、小型鋳造機Induthem VC 650Vを利用して銅金型において鋳造され、高さ130mm、幅95mmおよび厚み5mmのインゴットが得られた。
硬度は、合金にとって重要な性質である。実際に、レーザーを用いた表面のスキャンによる再溶融層における硬度が高い場合、同じ合金を用いて製造される部品は、潜在的に高い引張強さを有するであろう。


- 各々0.1%以上の含有量をともなうFe、Cu、Ni、Mn、Laの中で選択される少なくとも1つの合金元素を利用することにより、これらの合金元素を含まない基準組成と比べて硬度を上げることが可能になる、
- とりわけ400℃の温度での硬化の焼きなましの適用は、硬度を向上させ、最適な硬度は、1h~8h、例えば4hの継続時間による熱処理を利用することによって得られる、
- 組成3(2%Fe)、組成4(1%Cu、1%Fe)、組成6(2%Mn)、組成7(1%Cu、1%Ni)、組成9(2%La)および組成10(1%La、1%Cu)は、最も高い硬度値に導く、
- Feおよび/またはCuを2%の累積含有量で有する組成は、とりわけ有利なようである。
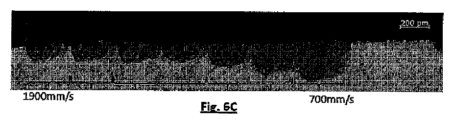
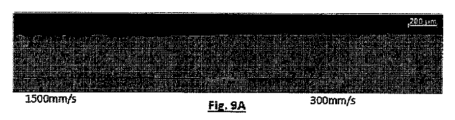
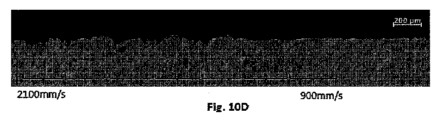
サンプルは、上で得られたインゴットから、60×22×3mmの寸法の小板の形に加工された(試験1を参照)。これらのサンプルは、第2の一連の試験中に、さまざまな出力(250Wと500Wとの間)とさまざまな速度(300mm/sと2500mm/sとの間)とに従って、レーザービームを使ったスキャンを受けた。レーザービームのサイズは、80μmであった。以下のように速度範囲は、出力に適合された。
- 250Wの出力で、速度は300mm/sと1500mm/sとの間で、200mm/s単位で変化した、
- 300Wの出力で、速度は、500mm/sと1700mm/sとの間で、200mm/s単位で変化した、
- 350Wの出力で、速度は、700mm/sと1900mm/sとの間で、200mm/s単位で変化した、
- 400Wの出力で、速度は、900mm/sと2100mm/sとの間で、200mm/s単位で変化した、
- 450Wの出力で、速度は、1100mm/sと2300mm/sとの間で、200mm/s単位で変化した、
- 500Wの出力で、速度は、1300mm/sと2500mm/sとの間で、200mm/s単位で変化した。
テスト部品は、合金11を利用してSLMによって作製され、ICPによって測定されるその質量組成は、Al、1.64%のZr、2.12%のFe、2.56%のMg、各々0.05%未満でその累積が0.15%未満である不純物を含んでいた。


試験3に類似した第4の試験は、合金4を利用して行われ、ICPによって測定されるその質量組成は、Al、1.3%のZr、4.47%のMn、2.53%のMg、各々0.05%未満でその累積が0.15%未満である不純物を含んでいた。

試験3および試験4に類似した第5の試験は、合金5を利用して行われ、ICPによって測定されるその質量組成は、Al、1.13%のZr、4.45%のMn、1.09%のMg、各々0.05%未満でその累積が0.15%未満である不純物を含んでいた。

- 選択的レーザー焼結(Selective Laser SinteringまたはSLS)、
- 直接金属レーザー焼結(Direct Metal Laser SinteringまたはDMLS)、
- 選択的加熱焼結(Selective Heat SinteringまたはSHS)
- 電子ビーム溶融(Electron Beam MeltingまたはEBM)、
- 指向性エネルギー堆積(Direct Energy DepositionまたはDED)、
- 直接金属堆積(Direct Metal DepositionまたはDMD)、
- 直接レーザー堆積(Direct Laser DepositionまたはDLD)、
- レーザー堆積技術(Laser Deposition Technology)、
- レーザー操作型ネットシェイピング(Laser Engineering Net Shaping)、
- レーザークラッディング技術(Laser Cladding Technology)、
- レーザーフリーフォーム製造技術(Laser Freeform Manufacturing TechnologyまたはLFMT)、
- レーザー金属堆積(Laser Metal DepositionまたはLMD)、
- コールドスプレーコンソリデーション(Cold Spray ConsolidationまたはCSC)、
- 摩擦による付加製造(Additive Friction StirまたはAFS)、
- 通電焼結法(Field Assisted Sintering Technology,FAST)または放電プラズマ焼結(spark plasma sintering)、
- 慣性回転摩擦溶接(Inertia Rotary Friction WeldingまたはIRFW)。
15、35 溶加材
11、31 エネルギー源
12 レーザービーム
20 層
32 熱源
Claims (10)
- 互いに重ね合わされた連続的な金属層(201・・・・20n)の形成を含む、部品の製造方法であって、各層が、溶加材(15、35)の堆積によって形成され、前記溶加材が、エネルギー供給を受けて溶融しそれから凝固することによって前記層となり、前記方法が、前記溶加材(15、35)が質量パーセントで以下の合金元素、
- 1%~6%のMg、
- 0.7%~2.5%のZr、
- 各元素につき少なくとも0.1%の、Fe、Cu、Mn、Niおよび/またはLaの中で選択される少なくとも1つの合金元素、
- 任意には、他の合金元素または他の合金元素のそれぞれの含有量が0.05%~5%の、Hf、V、Cr、Ta、Nb、W、Ti、Y、Yb、Ce、Co、Mo、Ndおよび/またはErの中で選択される少なくとも1つの他の合金元素、
- 各々0.05%未満、かつ合計で0.15%未満の不純物、
残部がアルミニウムからなるアルミニウム合金であることを特徴とする方法。 - アルミニウム合金が、1~5質量%のMgを含む、請求項1に記載の方法。
- アルミニウム合金が、3.5質量%未満のMg含有量を有する、請求項1に記載の方法。
- 前記方法が、層の形成後すなわち最終部品の形成後に、少なくとも1つの熱処理の適用を含む、請求項1から3のいずれか一つに記載の方法。
- 層の形成後すなわち最終部品の形成後に焼入れタイプの熱処理を含まない、請求項1から4のいずれか一つに記載の方法。
- 溶加材が粉末(15)の形態をなし、光ビーム(12)や荷電粒子ビームへのその曝露が、局所溶融とそれに続く凝固を生じさせて固体層(201・・・20n)を形成する、請求項1から5のいずれか一つに記載の方法。
- 溶加材がフィラーワイヤー(35)に由来し、熱源(32)へのその曝露が、局所溶融とそれに続く凝固を生じさせて固体層(201・・・20n)を形成する、請求項1から5のいずれか一つに記載の方法。
- 付加製造法のフィラー材として利用されることを目的とした粉末であって、前記粉末が、加熱されることを目的とし加熱の影響下で層を形成し、前記層が、溶融とそれに続く凝固の結果として生じ、前記粉末が、アルミニウム合金の粒子を含み、前記粉末が、アルミニウム合金が質量パーセントで以下の合金元素、
- 1%~6%のMg、
- 0.7%~2.5%のZr、
- 各元素につき少なくとも0.1%の、Fe、Cu、Mn、Niおよび/またはLaの中で選択される少なくとも1つの合金元素、
- 任意には、他の合金元素または他の合金元素のそれぞれの含有量が0.05%~5%の、Hf、V、Cr、Ta、Nb、W、Ti、Y、Yb、Ce、Co、Mo、Ndおよび/またはErの中で選択される少なくとも1つの他の合金元素、
- 各々0.05%未満、かつ合計で0.15%未満の不純物、
残部がアルミニウムからなることを特徴とする粉末。 - 付加製造法のフィラー材として利用されることを目的としたフィラーワイヤーであって、前記フィラーワイヤーが質量パーセントで以下の合金元素、
- 1%~6%のMg、
- 0.7%~2.5%のZr、
- 各元素につき少なくとも0.1%の、Fe、Cu、Mn、Niおよび/またはLaの中で選択される少なくとも1つの合金元素、
- 任意には、他の合金元素または他の合金元素のそれぞれの含有量が0.05%~5%の、Hf、V、Cr、Ta、Nb、W、Ti、Y、Yb、Ce、Co、Mo、Ndおよび/またはErの中で選択される少なくとも1つの他の合金元素、
- 各々0.05%未満、かつ合計で0.15%未満の不純物、
残部がアルミニウムからなるアルミニウム合金から成ることを特徴とするフィラーワイヤー。 - コールドスプレーコンソリデーション(CSC)、レーザー金属堆積(LMD)、摩擦による付加製造(AFS)、通電焼結法(FAST)、または慣性回転摩擦溶接(IRFW)の中で選択される製造法における、請求項8に記載の粉末または請求項9に記載のフィラーワイヤーの利用。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1900598A FR3092119B1 (fr) | 2019-01-24 | 2019-01-24 | Procédé de fabrication d'une pièce en alliage d'aluminium, l'alliage comportant au moins du zirconium et du magnésium |
| FR1900598 | 2019-01-24 | ||
| PCT/FR2020/050107 WO2020152427A1 (fr) | 2019-01-24 | 2020-01-24 | Procede de fabrication d'une piece en alliage d'aluminium, l'alliage comportant au moins du zirconium et du magnesium |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022518791A JP2022518791A (ja) | 2022-03-16 |
| JP7530368B2 true JP7530368B2 (ja) | 2024-08-07 |
Family
ID=66641141
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021543268A Active JP7530368B2 (ja) | 2019-01-24 | 2020-01-24 | 少なくともジルコニウムとマグネシウムとを含む合金である、アルミニウム合金製部品の製造方法 |
| JP2021543270A Active JP7530369B2 (ja) | 2019-01-24 | 2020-01-24 | アルミニウム合金製部品の製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021543270A Active JP7530369B2 (ja) | 2019-01-24 | 2020-01-24 | アルミニウム合金製部品の製造方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US20220119926A1 (ja) |
| EP (3) | EP3914746B1 (ja) |
| JP (2) | JP7530368B2 (ja) |
| KR (2) | KR102855094B1 (ja) |
| CN (2) | CN113330132A (ja) |
| CA (2) | CA3125747A1 (ja) |
| DE (2) | DE20707710T1 (ja) |
| ES (2) | ES2946133T3 (ja) |
| FI (1) | FI3914748T5 (ja) |
| FR (2) | FR3092119B1 (ja) |
| PL (1) | PL3914746T3 (ja) |
| WO (1) | WO2020152427A1 (ja) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR3092777A1 (fr) * | 2019-02-15 | 2020-08-21 | C-Tec Constellium Technology Center | Procédé de fabrication d'une pièce en alliage d'aluminium |
| CN111872386B (zh) * | 2020-06-30 | 2021-12-31 | 同济大学 | 一种高强度铝镁合金的3d打印工艺方法 |
| US12415229B2 (en) | 2020-07-29 | 2025-09-16 | Blue Origin Manufacturing, LLC | Friction stir welding systems and methods |
| US20220170138A1 (en) * | 2020-12-02 | 2022-06-02 | GM Global Technology Operations LLC | Aluminum alloy for casting and additive manufacturing of engine components for high temperature applications |
| US20220195561A1 (en) * | 2020-12-21 | 2022-06-23 | Divergent Technologies, Inc. | 3-d printable alloys |
| CN112831694B (zh) * | 2020-12-30 | 2022-12-20 | 上海交通大学 | 一种适用于增材制造的稀土铝合金粉末及其制备方法 |
| FR3123235A1 (fr) * | 2021-05-28 | 2022-12-02 | C-Tec Constellium Technology Center | Procédé de fabrication d'une pièce en alliage d'aluminium mettant en œuvre une technique de fabrication additive avec préchauffage. |
| CN113512671B (zh) * | 2021-06-15 | 2022-06-21 | 中车工业研究院有限公司 | 一种3D打印用高强韧AlCrSc合金粉末及其制备方法与应用 |
| CN113430432B (zh) * | 2021-06-29 | 2022-03-01 | 哈尔滨工业大学 | 一种高Zn轻质高强铝合金的制备方法 |
| CN113444922B (zh) * | 2021-06-30 | 2022-04-01 | 赣州虔博新材料科技有限公司 | 稀土铝合金导体材料及其制备方法 |
| CN114381635B (zh) * | 2022-01-18 | 2022-11-11 | 广西大学 | 电池托盘用含稀土晶粒细化剂的铝合金及其制备方法 |
| CN114959379B (zh) * | 2022-03-31 | 2023-04-25 | 华南理工大学 | 一种适用于激光选区熔化的耐热高强铝合金及其制备方法 |
| FR3136390B1 (fr) * | 2022-06-10 | 2025-03-14 | C Tec Constellium Tech Center | Procédé de fabrication d'une pièce en alliage d'aluminium |
| CN115958328A (zh) * | 2022-12-29 | 2023-04-14 | 中铝广西有色稀土开发有限公司 | 一种稀土元素增强的铝合金焊丝及其制备方法 |
| US20240218486A1 (en) * | 2023-01-03 | 2024-07-04 | Eos Of North America, Inc. | Aluminum alloy for additive manufacturing |
| US12172229B2 (en) | 2023-03-30 | 2024-12-24 | Blue Origin, Llc | Friction stir additive manufacturing devices and methods for forming in-situ rivets |
| CN116536551B (zh) * | 2023-05-06 | 2023-11-21 | 河北科技大学 | 一种高强耐热高导电枢材料及其制备方法 |
| US12303994B2 (en) * | 2023-08-03 | 2025-05-20 | Blue Origin Manufacturing, LLC | Friction stir additive manufacturing formed parts and structures with integrated passages |
| US12383975B2 (en) | 2023-08-03 | 2025-08-12 | Blue Origin Manufacturing, LLC | Friction stir additive manufacturing formed parts and structures with integrated passages |
| CN117187638B (zh) * | 2023-09-12 | 2025-08-19 | 上海交通大学 | 一种增材制造用铝镁硅合金及其制备方法 |
| US12589446B2 (en) | 2023-12-12 | 2026-03-31 | Blue Origin Manufacturing, LLC | Wire-feed friction stir additive manufacturing systems, devices, and methods |
| FR3157440A1 (fr) | 2023-12-21 | 2025-06-27 | C-Tec Constellium Technology Center | Procede de fabrication d'une piece en alliage d'aluminium |
| CN118581342A (zh) * | 2024-05-20 | 2024-09-03 | 山东创新精密科技有限公司 | 一种导热与力学性能相协调的铝合金的制备工艺 |
| CN119973313B (zh) * | 2025-01-22 | 2025-10-28 | 首都航天机械有限公司 | 免淬火热处理提升电弧增材铝合金力学性能的方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018206876A1 (fr) | 2017-05-12 | 2018-11-15 | C-Tec Constellium Technology Center | Procede de fabrication d'une piece en alliage d'aluminium |
| JP2018184659A (ja) | 2017-04-27 | 2018-11-22 | 株式会社コイワイ | 高強度アルミニウム合金積層成形体及びその製造方法 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1609617A (en) | 1926-06-15 | 1926-12-07 | William O Frohring | Method of increasing the coagulating point of milk |
| SU439535A1 (ru) | 1972-07-04 | 1974-08-15 | Предприятие П/Я Р-6209 | Сплав на основе алюмини |
| JPS597493A (ja) | 1982-07-07 | 1984-01-14 | Furukawa Alum Co Ltd | アルミニウム合金溶加材 |
| JP2711296B2 (ja) * | 1988-03-24 | 1998-02-10 | 東洋アルミニウム株式会社 | 耐熱性アルミニウム合金 |
| JP2693175B2 (ja) | 1988-05-18 | 1997-12-24 | 昭和アルミニウム株式会社 | 耐熱性に優れたアルミニウム合金 |
| JPH0417637A (ja) * | 1990-05-09 | 1992-01-22 | Furukawa Alum Co Ltd | アルミニウム合金制振材料およびその製造方法 |
| JPH04187701A (ja) * | 1990-11-20 | 1992-07-06 | Honda Motor Co Ltd | 粉末冶金用アルミニウム合金粉末、圧粉体および焼結体 |
| JP2000144489A (ja) * | 1998-10-30 | 2000-05-26 | Sumitomo Electric Ind Ltd | 装飾用アルミニウム合金部材およびその製造方法 |
| JP2008261004A (ja) * | 2007-04-11 | 2008-10-30 | Sumitomo Denko Shoketsu Gokin Kk | アルミニウム合金 |
| JP5772731B2 (ja) | 2012-06-08 | 2015-09-02 | 株式会社豊田中央研究所 | アルミニウム合金粉末成形方法およびアルミニウム合金部材 |
| CN108500184A (zh) | 2013-07-10 | 2018-09-07 | 奥科宁克有限公司 | 用于制作锻造产品和其他加工产品的方法 |
| US20170016096A1 (en) | 2015-07-16 | 2017-01-19 | Hamilton Sundstrand Corporation | Method of manufacturing aluminum alloy articles |
| WO2017041006A1 (en) | 2015-09-03 | 2017-03-09 | Questek Innovations Llc | Aluminum alloys |
| US20180318922A1 (en) * | 2015-11-06 | 2018-11-08 | Innomaq 21, S.L. | Method for the economic manufacturing of metallic parts |
| WO2017096050A1 (en) | 2015-12-04 | 2017-06-08 | Raytheon Company | Electron beam additive manufacturing |
| RU2659546C1 (ru) | 2016-07-01 | 2018-07-02 | Общество с ограниченной ответственностью "Объединенная Компания РУСАЛ Инженерно-технологический центр" | Термостойкий сплав на основе алюминия |
| WO2018009359A1 (en) | 2016-07-05 | 2018-01-11 | NanoAL LLC | Ribbons and powders from high strength corrosion resistant aluminum alloys |
| US11603583B2 (en) * | 2016-07-05 | 2023-03-14 | NanoAL LLC | Ribbons and powders from high strength corrosion resistant aluminum alloys |
| US10697046B2 (en) | 2016-07-07 | 2020-06-30 | NanoAL LLC | High-performance 5000-series aluminum alloys and methods for making and using them |
| JP2020503433A (ja) * | 2016-12-21 | 2020-01-30 | アーコニック インコーポレイテッドArconic Inc. | 微細共晶型組織を有するアルミニウム合金製品、およびその製造方法 |
| US11117193B2 (en) * | 2017-02-01 | 2021-09-14 | Hrl Laboratories, Llc | Additive manufacturing with nanofunctionalized precursors |
| US12421576B2 (en) * | 2017-02-01 | 2025-09-23 | Hrl Laboratories, Llc | Aluminum-chromium-zirconium alloys |
| US11578389B2 (en) * | 2017-02-01 | 2023-02-14 | Hrl Laboratories, Llc | Aluminum alloy feedstocks for additive manufacturing |
| KR102570707B1 (ko) * | 2017-02-23 | 2023-08-24 | 후루카와 덴키 고교 가부시키가이샤 | 알루미늄 합금재 그리고 이것을 사용한 체결 부품, 구조용 부품, 스프링용 부품, 도전 부재 및 전지용 부재 |
| WO2018185259A1 (de) | 2017-04-05 | 2018-10-11 | Amag Casting Gmbh | Ausgangswerkstoff, dessen verwendung und additives fertigungsverfahren mit diesem ausgangswerkstoff |
| FR3065178B1 (fr) * | 2017-04-14 | 2022-04-29 | C Tec Constellium Tech Center | Procede de fabrication d'une piece en alliage d'aluminium |
| CN107876948B (zh) * | 2017-11-20 | 2020-02-14 | 华中科技大学 | 一种金属间化合物零件的增材制造方法 |
| FR3075827B1 (fr) * | 2017-12-26 | 2022-04-01 | Thales Sa | Poudre d'alliage d'aluminium pour fabrication additive, et procede de fabrication d'une piece par fabrication a partir de cette poudre |
| CN108330344B (zh) * | 2018-03-20 | 2020-08-04 | 中南大学 | 一种3D打印7xxx铝合金及其制备方法 |
| WO2020117090A1 (ru) | 2018-12-07 | 2020-06-11 | Акционерное Общество "Объединенная Компания Русал Уральский Алюминий" | Поршковый алюминиевый материал |
-
2019
- 2019-01-24 FR FR1900598A patent/FR3092119B1/fr active Active
- 2019-07-30 FR FR1908684A patent/FR3092120B1/fr active Active
-
2020
- 2020-01-24 JP JP2021543268A patent/JP7530368B2/ja active Active
- 2020-01-24 WO PCT/FR2020/050107 patent/WO2020152427A1/fr not_active Ceased
- 2020-01-24 ES ES20706787T patent/ES2946133T3/es active Active
- 2020-01-24 EP EP20706787.7A patent/EP3914746B1/fr active Active
- 2020-01-24 EP EP24168267.3A patent/EP4375392A3/fr active Pending
- 2020-01-24 US US17/424,671 patent/US20220119926A1/en active Pending
- 2020-01-24 JP JP2021543270A patent/JP7530369B2/ja active Active
- 2020-01-24 CA CA3125747A patent/CA3125747A1/fr active Pending
- 2020-01-24 CA CA3125851A patent/CA3125851A1/en active Pending
- 2020-01-24 ES ES20707710T patent/ES2992752T3/es active Active
- 2020-01-24 PL PL20706787.7T patent/PL3914746T3/pl unknown
- 2020-01-24 CN CN202080010547.3A patent/CN113330132A/zh active Pending
- 2020-01-24 FI FIEP20707710.8T patent/FI3914748T5/en active
- 2020-01-24 EP EP20707710.8A patent/EP3914748B1/fr active Active
- 2020-01-24 DE DE20707710.8T patent/DE20707710T1/de active Pending
- 2020-01-24 KR KR1020217026604A patent/KR102855094B1/ko active Active
- 2020-01-24 US US17/424,285 patent/US12377463B2/en active Active
- 2020-01-24 DE DE20706787.7T patent/DE20706787T1/de active Pending
- 2020-01-24 KR KR1020217026606A patent/KR102855095B1/ko active Active
- 2020-01-24 CN CN202080010843.3A patent/CN113348262A/zh active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018184659A (ja) | 2017-04-27 | 2018-11-22 | 株式会社コイワイ | 高強度アルミニウム合金積層成形体及びその製造方法 |
| WO2018206876A1 (fr) | 2017-05-12 | 2018-11-15 | C-Tec Constellium Technology Center | Procede de fabrication d'une piece en alliage d'aluminium |
Also Published As
| Publication number | Publication date |
|---|---|
| PL3914746T3 (pl) | 2023-06-12 |
| US20220088681A1 (en) | 2022-03-24 |
| KR20210118132A (ko) | 2021-09-29 |
| KR20210118131A (ko) | 2021-09-29 |
| CN113348262A (zh) | 2021-09-03 |
| JP2022518791A (ja) | 2022-03-16 |
| CN113330132A (zh) | 2021-08-31 |
| JP2022527425A (ja) | 2022-06-02 |
| FR3092119A1 (fr) | 2020-07-31 |
| KR102855094B1 (ko) | 2025-09-04 |
| US12377463B2 (en) | 2025-08-05 |
| FI3914748T5 (en) | 2024-08-05 |
| FR3092119B1 (fr) | 2020-12-25 |
| US20220119926A1 (en) | 2022-04-21 |
| DE20707710T1 (de) | 2022-03-17 |
| EP3914748B1 (fr) | 2024-05-08 |
| EP3914746B1 (fr) | 2023-03-08 |
| JP7530369B2 (ja) | 2024-08-07 |
| ES2992752T3 (en) | 2024-12-17 |
| DE20706787T1 (de) | 2022-03-24 |
| CA3125851A1 (en) | 2020-05-14 |
| EP4375392A3 (fr) | 2024-09-11 |
| KR102855095B1 (ko) | 2025-09-03 |
| EP4375392A2 (fr) | 2024-05-29 |
| FI3914748T3 (en) | 2024-07-10 |
| FR3092120B1 (fr) | 2021-08-13 |
| ES2946133T3 (es) | 2023-07-13 |
| FR3092120A1 (fr) | 2020-07-31 |
| CA3125747A1 (fr) | 2020-07-30 |
| EP3914746A2 (fr) | 2021-12-01 |
| WO2020152427A1 (fr) | 2020-07-30 |
| EP3914748A1 (fr) | 2021-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7530368B2 (ja) | 少なくともジルコニウムとマグネシウムとを含む合金である、アルミニウム合金製部品の製造方法 | |
| JP7314184B2 (ja) | アルミニウム合金からなる部品の製造方法 | |
| US12378641B2 (en) | Process for manufacturing an aluminium alloy part | |
| US20220112581A1 (en) | Process for manufacturing an aluminum alloy part | |
| JP2021514423A (ja) | アルミニウム・クロム合金製部品の製造方法 | |
| US20220389543A1 (en) | Process for manufacturing an aluminum alloy part | |
| US12428706B2 (en) | Process for manufacturing an aluminum alloy part | |
| US20210230721A1 (en) | Process for manufacturing an aluminum alloy part | |
| JP7849307B2 (ja) | アルミニウム合金製部品の製造方法 | |
| JP7386819B2 (ja) | アルミニウム合金からなる部品の製造方法 | |
| US20220126367A1 (en) | Process for manufacturing an aluminum alloy part | |
| JP2025528896A (ja) | アルミニウム合金製部品の製造方法 | |
| JP2023525783A (ja) | アルミニウム合金製部品の製造方法 | |
| CN113423524A (zh) | 制造铝合金零件的方法 | |
| CN119384324A (zh) | 制造铝合金零件的方法 | |
| KR20240014505A (ko) | 예열을 이용하여 적층 가공을 구현하는 알루미늄 합금부 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20220909 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20220909 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240206 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240716 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240726 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7530368 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |