JP7559231B2 - 溶融炉における金属装入物の供給および予熱のための装置および方法 - Google Patents
溶融炉における金属装入物の供給および予熱のための装置および方法 Download PDFInfo
- Publication number
- JP7559231B2 JP7559231B2 JP2023519564A JP2023519564A JP7559231B2 JP 7559231 B2 JP7559231 B2 JP 7559231B2 JP 2023519564 A JP2023519564 A JP 2023519564A JP 2023519564 A JP2023519564 A JP 2023519564A JP 7559231 B2 JP7559231 B2 JP 7559231B2
- Authority
- JP
- Japan
- Prior art keywords
- hood
- metal charge
- height
- conveyor channel
- melting furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images














Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/52—Manufacture of steel in electric furnaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/52—Manufacture of steel in electric furnaces
- C21C5/527—Charging of the electric furnace
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/56—Manufacture of steel by other methods
- C21C5/562—Manufacture of steel by other methods starting from scrap
- C21C5/565—Preheating of scrap
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Electric arc furnaces ; Tank furnaces
- F27B3/10—Details, accessories or equipment, e.g. dust-collectors, specially adapted for hearth-type furnaces
- F27B3/18—Arrangements of devices for charging
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B9/00—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity
- F27B9/12—Furnaces through which the charge is moved mechanically, e.g. of tunnel type; Similar furnaces in which the charge moves by gravity with special arrangements for preheating or cooling the charge
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D13/00—Apparatus for preheating charges; Arrangements for preheating charges
- F27D13/002—Preheating scrap
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D17/00—Arrangements for using waste heat; Arrangements for using, or disposing of, waste gases
- F27D17/10—Arrangements for using waste heat
- F27D17/18—Arrangements for using waste heat for preheating solid materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/0025—Charging or loading melting furnaces with material in the solid state
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/0033—Charging; Discharging; Manipulation of charge charging of particulate material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/52—Manufacture of steel in electric furnaces
- C21C2005/5288—Measuring or sampling devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D2003/0034—Means for moving, conveying, transporting the charge in the furnace or in the charging facilities
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0028—Regulation
- F27D2019/0031—Regulation through control of the flow of the exhaust gases
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D19/00—Arrangements of controlling devices
- F27D2019/0028—Regulation
- F27D2019/0059—Regulation involving the control of the conveyor movement, e.g. speed or sequences
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D2201/00—Manipulation of furnace parts
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27M—INDEXING SCHEME RELATING TO ASPECTS OF THE CHARGES OR FURNACES, KILNS, OVENS OR RETORTS
- F27M2002/00—Disposition of the charge
- F27M2002/11—Continuous charging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Environmental & Geological Engineering (AREA)
- Waste-Gas Treatment And Other Accessory Devices For Furnaces (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Furnace Details (AREA)
- Refinement Of Pig-Iron, Manufacture Of Cast Iron, And Steel Manufacture Other Than In Revolving Furnaces (AREA)
Description
この2番目の方法では、コンベヤチャネルは供給および予熱装置の一部であり、コンベヤチャネルの移動によって溶融炉に向かって進むスクラップは、溶融炉から出る溶融煙霧(melting fume)によって向流で予熱される。
公知の装置では、金属装入物の上部層、すなわち煙霧の流れが直接当たる層しか十分に加熱することができないという欠点がある。下側部分は冷たいままであるか、またはいずれにしても上側部分よりも温度が低いままである。したがって、煙霧のエネルギー量のかなりの部分が、金属装入物を加熱するために十分に利用されない。
特に、本発明の1つの目的は、スクラップの種類、量、およびコンベヤチャネル上のスクラップの分布にかかわらず、均一な方法で金属装入物を予熱することができる装置を提供することである。
別の目的は、金属装入物を均一な方法で適切な温度に予熱し、したがって下流に位置する溶融炉の性能を最大限に引き出す方法を完成させることである。
上記の目的に従って、金属装入物を溶融炉に供給しかつ予熱するための装置であって、従来技術の限界を克服し、従来技術に存在する欠陥を排除する装置は、
-上記の金属装入物のための支持および前進面を画定する少なくとも1つのコンベヤチャネルと、
-支持および前進面に対して画定された高さでコンベヤチャネルの上方に配置された少なくとも1つのフードであって、金属装入物を加熱するために、スクラップの進行方向に対して向流で煙霧の流れが通過することができるトンネルをコンベヤチャネルとともに画定する、少なくとも1つのフードと、
-コンベヤチャネルに沿って前進する金属装入物のプロファイルを少なくとも特定することができるスクラップ検出手段と、を含む。
一変形例によれば、フードは、それぞれの可撓性の機械式継手によって連続して互いに取り付けることができ、各フードには、他のフードから独立して動かすために、それぞれの複数の調整手段が関連付けられている。
一変形例によれば、カバーフレームは固定され、垂直バンドは、コンベヤチャネルの支持および前進面に向かって/支持および前進面から離れる方向に移動可能である。
いくつかの実施形態によれば、金属装入物が連続的に供給される溶融炉と、金属装入物が溶融炉内に導入される前に堆積されることが可能である装入モジュールと、上記のような金属装入物を供給および予熱するための装置とを備える、金属を溶融するためのプラントも提供される。
-徐々に供給される金属装入物の少なくともプロファイルを連続的に検出するステップと、
-金属装入物を溶融炉に向かって移動させるコンベヤチャネル上で利用可能にし、コンベヤチャネルと協働して、金属装入物の支持および前進面に対して画定された高さに少なくとも1つのフードが存在する、ステップと、を提供する。
図1を参照すると、装置10は、実質的に既知の種類の溶融プラント100内に設置されており、溶鉱炉110、例えば電気アーク炉を備えており、横方向に、装入開口111から、例えば鉄スクラップ、高温または低温の海綿鉄(DRI)、低温鋳鉄のブロックなどの金属装入物Sが供給される。
溶融プラント100は、金属装入物Sを堆積させることができる装入モジュール112を備えることができ、その下流に装置10が配置される。
装置10は、少なくとも1つのコンベヤチャネル11を備えており、金属装入物Sは、溶融炉110へと送達されるために、コンベヤチャネル11に沿って前進することができる。
金属装入物Sの前進は、この場合、例として矩形で図1に示す既知の種類の振動および移動装置12によって発生する、コンベヤチャネル11の長手方向への振動運動または揺動運動(oscillatory movement)によって行われる。
-フード高さHが最小フード高さ値H0に等しい下降位置(図2)、
-フード高さHが中間フード高さ値H0.5に等しい中間位置(図3)、および
-フード高さHが最大フード高さ値H1に等しい上昇位置(図4)、である。
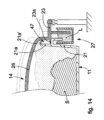
図2~図4に示すいくつかの実施形態によれば、コンベヤチャネル11は、実質的に水平な底壁20と、この場合は実質的にU字形の断面を画定する2つのチャネル側壁21、22とによって画定される支持および前進面25を備えている。
したがって、フード高さHは、フード14のカバー壁26とコンベヤチャネル11の底壁20の支持および前進面25との間の距離である。
例えば、図9に示すように、装置10は、コンベヤチャネル11の両側に、液体L、例えば水を収容するチャネル31を備えることができる。
チャネル31は、チャネル側壁21、22の終端部およびフード側壁23、24の終端部の両方を収容するように配置されており、したがって、これらの終端部は、フード14が移動中にどの位置にあろうとも、チャネル31内に存在する液体に常に浸漬されたままである。
フード側壁23は、延長部21aに向かって延びる長手方向の縁部23aを有することができる。
同様の考察が、チャネル側壁22およびフード側壁24に適用され、両方とも同様の幾何形状を有することができる。
一態様によれば、装置10は、少なくとも1つのフード14の制御された上昇および下降を可能にするために、少なくとも1つのフード14に関連付けられた調整手段34を一方の側および他方の側に備えることができる。
特に図5、図6および図7を参照すると、持ち上げ装置37は、位置変換器または分流器が設けられた複数の油圧シリンダを備えている。
図15に示すいくつかの実施形態によれば、フード14、または少なくともフード14のいくつかとともに、フード14の移動によって引き起こされる機械的応力と組み合わされた過剰な熱が、特にフード14の移動が完全に同期しない方法で行われる場合に、フード14のスリーブに損傷を与えることを防止することができる冷却ユニット48を関連付けることができる。
ノズル49によって送達された冷却流体Lは、フード14の外面に当たり、重力によってカバー壁26からフード側壁23、24に沿って流れ(slide)、可撓性カバー28が存在する場合には可撓性カバー28を冷却するか、または常に正しい充填レベルを維持するためにチャネル31内に注がれる。
パネル38は、図8の適切な冷却回路39によって有利に液体冷却することができる。
煙霧出口ダクト41は、第1のフード14のうちの1つ、すなわち、装入モジュール112に最も近いフードのうちの1つに流体接続することができる。
煙霧出口ダクト41および/または煙霧入口ダクト40には、煙霧移動手段42が関連付けられており、この煙霧移動手段42は、トンネル16内の煙霧を搬送して、通過中の金属装入物Sに均一かつ所望の速度および温度で衝突させて、下流に配置された適切な濾過装置に向かう煙霧Fの取り出しを促進するように構成されている。
可能な実装形態によれば、煙霧移動手段42は、1つまたは複数のファン、バルブ、フィルタ、圧力調整器などを備えることができる。
特に、レーザビーム検出システムによって、移送中の金属装入物Sの空間特性および分光特性の両方を分析することができる。
垂直バンド59は、上壁56の内面またはそれに関連付けられた支持構造61に直接取り付けることができる(例えば、図13を参照)。任意選択的に、上壁56に、垂直バンド59が貫通するスリットを設けることができる。
移動手段60は、フレーム55と、例えば2つの対向する側方フランク57、58と横方向に関連付けることができる。
図13に示す一変形例によれば、フレーム55はコンベヤチャネル11に対して固定することができるが、垂直バンド59はフレーム55に対して、例えば上壁56に対して移動可能である。
特に図13を参照すると、垂直バンド59は、トンネル16の外側の上壁56に関連付けられたガイド62上を摺動する支持構造61に関連付けられている。
封止ユニットには、補助吸引ダクト63を関連付けることができ、この補助吸引ダクトには、下流に配置された煙霧出口ダクト41によって捕捉されなかった煙霧Fと、上流から入る垂直バンド59間で濾過される空気とを排出するために、煙霧抽出手段64が関連付けられている。
-金属装入物Sの状態に関する情報、例えばプロファイルを含むスクラップ検出手段43からの第1の動作信号、
-調整手段34からの、例えば、調整手段34に関連付けられた位置変換器からの、フード高さに関する情報を含む第2の動作信号、および
-煙霧移動手段42からの、例えば、現在の吸引流量に関する情報を含むファンからの第3の動作信号、
そして、少なくとも、
-フード高さを必要とされるかまたは得ようとする動作条件に適合させるために、調整手段34に指令動作信号を送る。
加えて、処理および制御ユニット46は、1つ以上の温度検出デバイス44から、および1つ以上の一酸化炭素検出デバイス45からそれぞれの信号を受信し、それらの信号を煙霧通過速度パラメータと組み合わせて、含まれる情報を処理することができる。
-金属装入物Sが徐々に供給されるときに、金属装入物Sのプロファイルを連続的に、または予め設定された間隔で検出するステップと、
-金属装入物Sを溶融炉110に向かって移動させるコンベヤチャネル11上で利用可能にし、コンベヤチャネル11と協働して、コンベヤチャネル11の支持および前進面25に対してフード高さHに少なくとも1つのフード14が存在する、ステップと、を提供する。
-現在のフード高さHの情報に基づいてトンネル16の各断面の面積を計算するステップと、
-金属装入物Sの検出されたプロファイルに基づいて、金属装入物Sによって占有される部分に対応する面積を計算するステップと、
-トンネル16の断面の面積と金属装入物Sの面積との差として煙霧通過面積を計算するステップと、
-煙霧の平均通過速度を、煙霧移動手段42、例えば吸引ファンの吸引流量と、トンネル16の断面の面積と金属装入物Sの面積との差との比として計算するステップと、
-平均煙霧通過速度を、例えば熱交換を最大化する所望の煙霧通過速度値と比較するステップと、
-所望の煙霧通過速度値を得るためにフード(複数可)14の高さHを動的に修正するステップと、を提供する。
煙霧の速度が大きいほど、金属装入物Sに衝突する乱流が大きくなるので、高い熱交換を達成するために、煙霧の通過速度を高く保つことが望ましい。
-金属装入物Sの平均スクラップ高さKが基準平均スクラップ高さK0にほぼ等しい場合、少なくとも1つのフード14は、フード高さHが最小フード高さ値H0に等しい下降位置に移動する(図2)。さらに、指令式開口部30を有する扉を閉じる。この場合、運用上の目的は、例えば移送中の金属装入物Sの1トン当たりのkWhで測定されるエネルギー消費を最小にすることである。
Claims (14)
- 溶融プラント(100)の溶融炉(110)に向けて金属装入物(S)を供給および予熱するための装置(10)であって、
-少なくとも1つの支持および前進面(25)を画定する、金属装入物(S)のための少なくとも1つのコンベヤチャネル(11)と、
-前記コンベヤチャネル(11)の上方にフード高さ(H)で配置された少なくとも1つのフード(14)であって、金属装入物(S)を加熱するために煙霧(F)の流れが通過できるトンネル(16)を画定する、少なくとも1つのフード(14)と、
-前記コンベヤチャネル(11)に入る金属装入物(S)のプロファイルを識別することができるスクラップ検出手段(43)と、を備えている装置(10)において、
前記少なくとも1つのフード(14)に関連付けられた調整手段(34)であって、少なくとも金属装入物(S)の検出されたプロファイルに応じて前記フード高さ(H)を変化させるために、前記少なくとも1つのフード(14)を前記コンベヤチャネル(11)の少なくとも1つの支持および前進面(25)から離れるように/前記支持および前進面(25)に向かって垂直に移動させるための調整手段(34)をさらに備えていることを特徴とする、装置(10)。 - 前記少なくとも1つのフード(14)が、少なくとも、前記フード高さ(H)が最小フード高さ値(H0)に等しい下降位置と、前記フード高さ(H)が中間フード高さ値(H0.5)に等しい中間位置と、前記フード高さ(H)が最大フード高さ値(H1)に等しい上昇位置との間で移動可能であることを特徴とする、請求項1に記載の装置(10)。
- 複数のフード(14)であって、それぞれの剛性の機械式ジョイント(18)によって連続して配置および取り付けられるとともに、協調して垂直方向に移動可能である、複数のフード(14)を備えていることを特徴とする、請求項1または2に記載の装置(10)。
- 複数のフード(14)であって、それぞれの可撓性の機械式ジョイント(19)によって連続して配置および取り付けられており、各フード(14)には、それぞれのフード(14)を互いに独立して移動させるように構成されたそれぞれの複数の調整手段(34)が関連付けられている、複数のフード(14)を備えていることを特徴とする、請求項1または2に記載の装置(10)。
- 溶融炉の入口側の反対側において、前記少なくとも1つのフード(14)に関連付けられるとともに、前記トンネル(16)の初期区間を画定するために前記コンベヤチャネル(11)と協働する、封止ユニット(54)をさらに備えており、封止ユニット(54)には、
-上壁(56)および2つの対向する側方フランク(57、58)を有するフレーム(55)と、
-前記トンネル(16)内部の金属装入物(S)の進行方向に互いに一定の距離をおいて配置された1つまたは複数の列を形成するために、前記上壁(56)に吊り下げられた形で関連付けられるとともに、隣接する複数のバンド(59)と、が備わっており、
前記フレーム(55)を前記コンベヤチャネル(11)の支持および前進面(25)から離れて/支持および前進面(25)に向かって垂直に移動させて、前記バンド(59)が所望の方法で移送中の金属装入物(S)を封止することができるように、前記バンド(59)の垂直距離を変化させるために、前記フレーム(55)に関連付けられた移動手段(60)をさらに備えていることを特徴とする、請求項1~4のいずれか一項に記載の装置(10)。 - 前記バンド(59)が、前記フレーム(55)に対して独立して移動可能であることを特徴とする、請求項5に記載の装置(10)。
- 前記コンベヤチャネル(11)が、底壁(20)および2つの側方チャネル壁(21、22)を備えており、前記少なくとも1つのフード(14)が、互いに対向するそれぞれの側方フード壁(23、24)と、上部に位置するカバー壁(26)とを備えており、前記側方フード壁(23、24)が、適合可能な封止手段(27)によって前記側方チャネル壁(21、22)と関連付けられていることを特徴とする、請求項1~6のいずれか一項に記載の装置(10)。
- 前記調整手段(34)が、ジャッキ、リニアアクチュエータ、摺動ガイド、チェーン機構、ラックまたはウォームねじ機構のうちの少なくとも1つを含む群から選択された複数の持ち上げ装置(37)を含むことを特徴とする、請求項1~7のいずれか一項に記載の装置(10)。
- 前記少なくとも1つのフード(14)または最後のフード(14)が、前記カバー壁(26)から垂直に突出するとともに、内部に液体冷却回路が設けられたパネル(38)を終端に備えていることを特徴とする、請求項7に記載の装置(10)。
- 少なくとも金属装入物(S)のプロファイルに関する情報を含む前記スクラップ検出手段(43)からの第1の動作信号を少なくとも受信し、それぞれの制御動作信号を処理するとともに、少なくとも前記調整手段(34)に送信するように構成された処理および制御ユニット(46)を備えていることを特徴とする、請求項1~9のいずれか一項に記載の装置(10)。
- 金属を溶融するためのプラント(100)であって、金属装入物(S)が連続的に供給される溶融炉(110)と、金属装入物(S)を溶融炉(100)に導入する前に堆積させることができる装入モジュール(112)と、請求項1~10のいずれか一項に記載の金属装入物(S)を供給しおよび予熱するための装置(10)と、を備えていることを特徴とする、プラント(100)。
- 溶融プラント(100)の溶融炉(110)に向けて金属装入物(S)を供給および予熱するための方法であって、
-金属装入物(S)が徐々に供給されるときに、金属装入物(S)のプロファイルを連続的に、または予め設定された間隔で検出するステップと、
-金属装入物(S)を溶融炉に向かって移動させるコンベヤチャネル(11)上で利用可能にし、前記コンベヤチャネル(11)と協働して、前記コンベヤチャネル(11)の支持および前進面(25)に対してフード高さ(H)に少なくとも1つのフード(14)が存在する、ステップと、を含む方法において、
少なくとも金属装入物(S)の検出されたプロファイルに応じて前記フード高さ(H)を変化させるために、調整手段(34)によって、前記少なくとも1つのフード(14)を前記支持および前進面(25)から離れるように/前記支持および前進面(25)に向かって垂直方向に移動させるステップも提供することを特徴とする、方法。 - -現在のフード高さ(H)の情報に基づいて、前記コンベヤチャネル(11)および上に配置された前記少なくとも1つのフード(14)によって画定されたトンネル(16)の断面の面積を計算するステップと、
-前記検出されたプロファイルに基づいて、移送中の金属装入物(S)が占める部分の面積に対応する金属装入物(S)の面積を計算するステップと、
-前記トンネル(16)の断面の面積と金属装入物(S)の面積との差として煙霧通路面積を計算するステップと、
-煙霧の平均通過速度を、煙霧移動手段(42)の現在の流量と、前記トンネル(16)の断面の面積と金属装入物(S)の面積との差との比として計算するステップと、
-平均煙霧通過速度を所望の煙霧通過速度値と比較するステップと、
-所望の煙霧通過速度値を得るために、前記少なくとも1つのフード(14)の高さ(H)を動的に修正するステップと、をさらに提供することを特徴とする、請求項12に記載の方法。 - 少なくとも、移送中の金属装入物(S)の平均スクラップ高さ(K)に応じて、前記フード高さ(H)を変化させるステップを提供することを特徴とする、請求項13に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT102020000022990 | 2020-09-29 | ||
| IT102020000022990A IT202000022990A1 (it) | 2020-09-29 | 2020-09-29 | Apparato e metodo per l’alimentazione e il preriscaldo di una carica metallica in un forno di fusione |
| PCT/IT2021/050294 WO2022070221A1 (en) | 2020-09-29 | 2021-09-28 | Apparatus and method for feeding and preheating a metal charge in a melting furnace |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023542732A JP2023542732A (ja) | 2023-10-11 |
| JP7559231B2 true JP7559231B2 (ja) | 2024-10-01 |
Family
ID=73793654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023519564A Active JP7559231B2 (ja) | 2020-09-29 | 2021-09-28 | 溶融炉における金属装入物の供給および予熱のための装置および方法 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US11867462B2 (ja) |
| EP (1) | EP3974544B1 (ja) |
| JP (1) | JP7559231B2 (ja) |
| KR (1) | KR102725784B1 (ja) |
| CN (1) | CN114322556B (ja) |
| AU (1) | AU2021351246B2 (ja) |
| CA (1) | CA3194250A1 (ja) |
| ES (1) | ES2965711T3 (ja) |
| HU (1) | HUE064088T2 (ja) |
| IL (1) | IL301673A (ja) |
| IT (1) | IT202000022990A1 (ja) |
| MX (1) | MX2023003597A (ja) |
| PL (1) | PL3974544T3 (ja) |
| RS (1) | RS64911B1 (ja) |
| WO (1) | WO2022070221A1 (ja) |
| ZA (1) | ZA202304875B (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202200004565A1 (it) * | 2022-03-10 | 2023-09-10 | Danieli Off Mecc | Apparato di alimentazione per alimentare una carica metallica verso un forno di fusione |
| KR20250055864A (ko) * | 2023-10-18 | 2025-04-25 | 주식회사 포스코 | 전기로 설비 및 전기로 운용 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014502336A (ja) | 2010-12-10 | 2014-01-30 | ダニエリ アンド シー.オフィス メカニケ エスピーエー | 溶融プラントのための金属装入物を予熱するための装置及びそれに関連する方法 |
| JP2015507093A (ja) | 2011-12-29 | 2015-03-05 | ダニエリ オートメーション ソシエタ ペル アチオニ | 電気アーク炉内のチャージを制御するための装置と方法 |
| JP2019504277A (ja) | 2015-12-22 | 2019-02-14 | アルセロールミタル | コンベヤ上の原料の質量を決定するための方法およびシステム |
| CN111174591A (zh) | 2019-12-04 | 2020-05-19 | 山东中能盛节能环保有限公司 | 一种用于电炉连续送料装置预热段的端部密封装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53146342A (en) * | 1977-05-26 | 1978-12-20 | Kawasaki Heavy Ind Ltd | Continuous electric arc furnace |
| US4162891A (en) * | 1977-09-01 | 1979-07-31 | Melting Systems, Incorporated | Scrap preheater modular roof assembly |
| US4389234A (en) * | 1982-03-18 | 1983-06-21 | M&T Chemicals Inc. | Glass coating hood and method of spray coating glassware |
| EP0095793B1 (de) * | 1982-05-17 | 1985-09-18 | BBC Aktiengesellschaft Brown, Boveri & Cie. | Verfahren zum Vorwärmen des Einsatzgutes für einen Lichtbogenofen |
| CH690105A5 (it) * | 1995-05-24 | 2000-04-28 | Size Trust Reg | Dispositivo di tenuta dinamica per sistemi di alimentazione a preriscaldo in continuo del rottame al forno fusorio. |
| US6155333A (en) * | 1999-02-23 | 2000-12-05 | Techint Compagnia Tecnica Internazionale | Continuous electric steelmaking with charge preheating, melting, refining and casting |
| CN1264996C (zh) * | 1999-06-25 | 2006-07-19 | 泰斯特·卡姆帕尼亚国际技术公开有限公司 | 具有连续预热、熔化、精炼和铸造的电炼钢设备和方法 |
| US6450804B2 (en) * | 2000-06-27 | 2002-09-17 | Techint Compagnia Tecnica Internazionale | Compact continuous charging apparatus |
| ITUD20030231A1 (it) * | 2003-11-27 | 2005-05-28 | Danieli Off Mecc | Procedimento di pre-riscaldo, trasformazione e fusione di una carica metallica e relativo impianto. |
| CN103502479B (zh) * | 2010-12-10 | 2016-03-16 | 达涅利机械设备股份公司 | 用于为熔炼设备输送和预热金属炉料的装置和相关的方法 |
| EP3149421B1 (en) * | 2014-05-30 | 2018-04-11 | Danieli & C. Officine Meccaniche, S.p.A. | Apparatus to move and preheat metal material |
| ES2997484T3 (en) * | 2018-07-18 | 2025-02-17 | Tenova Spa | Improved process and plant for preheating a metal charge fed in continuous to an electric melting furnace |
-
2020
- 2020-09-29 IT IT102020000022990A patent/IT202000022990A1/it unknown
-
2021
- 2021-09-28 RS RS20231058A patent/RS64911B1/sr unknown
- 2021-09-28 AU AU2021351246A patent/AU2021351246B2/en active Active
- 2021-09-28 JP JP2023519564A patent/JP7559231B2/ja active Active
- 2021-09-28 PL PL21199618.6T patent/PL3974544T3/pl unknown
- 2021-09-28 HU HUE21199618A patent/HUE064088T2/hu unknown
- 2021-09-28 WO PCT/IT2021/050294 patent/WO2022070221A1/en not_active Ceased
- 2021-09-28 EP EP21199618.6A patent/EP3974544B1/en active Active
- 2021-09-28 KR KR1020237013928A patent/KR102725784B1/ko active Active
- 2021-09-28 MX MX2023003597A patent/MX2023003597A/es unknown
- 2021-09-28 ES ES21199618T patent/ES2965711T3/es active Active
- 2021-09-28 IL IL301673A patent/IL301673A/en unknown
- 2021-09-28 CN CN202111141147.9A patent/CN114322556B/zh active Active
- 2021-09-28 US US17/487,030 patent/US11867462B2/en active Active
- 2021-09-28 CA CA3194250A patent/CA3194250A1/en active Pending
-
2023
- 2023-04-28 ZA ZA2023/04875A patent/ZA202304875B/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014502336A (ja) | 2010-12-10 | 2014-01-30 | ダニエリ アンド シー.オフィス メカニケ エスピーエー | 溶融プラントのための金属装入物を予熱するための装置及びそれに関連する方法 |
| JP2015507093A (ja) | 2011-12-29 | 2015-03-05 | ダニエリ オートメーション ソシエタ ペル アチオニ | 電気アーク炉内のチャージを制御するための装置と方法 |
| JP2019504277A (ja) | 2015-12-22 | 2019-02-14 | アルセロールミタル | コンベヤ上の原料の質量を決定するための方法およびシステム |
| CN111174591A (zh) | 2019-12-04 | 2020-05-19 | 山东中能盛节能环保有限公司 | 一种用于电炉连续送料装置预热段的端部密封装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20230116771A (ko) | 2023-08-04 |
| AU2021351246A1 (en) | 2023-05-04 |
| ZA202304875B (en) | 2024-01-31 |
| IL301673A (en) | 2023-05-01 |
| CN114322556B (zh) | 2024-04-16 |
| US11867462B2 (en) | 2024-01-09 |
| CN114322556A (zh) | 2022-04-12 |
| ES2965711T3 (es) | 2024-04-16 |
| IT202000022990A1 (it) | 2022-03-29 |
| JP2023542732A (ja) | 2023-10-11 |
| WO2022070221A1 (en) | 2022-04-07 |
| EP3974544C0 (en) | 2023-08-16 |
| RS64911B1 (sr) | 2023-12-29 |
| AU2021351246A9 (en) | 2024-09-26 |
| US20220099373A1 (en) | 2022-03-31 |
| KR102725784B1 (ko) | 2024-11-04 |
| EP3974544B1 (en) | 2023-08-16 |
| CA3194250A1 (en) | 2022-04-07 |
| PL3974544T3 (pl) | 2024-02-19 |
| MX2023003597A (es) | 2023-04-05 |
| HUE064088T2 (hu) | 2024-02-28 |
| AU2021351246B2 (en) | 2024-06-13 |
| EP3974544A1 (en) | 2022-03-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2224027C2 (ru) | Устройство для непрерывного подогрева, плавления, рафинирования и разливки стали и способ непрерывного подогрева, плавления, рафинирования и разливки стали | |
| JP7559231B2 (ja) | 溶融炉における金属装入物の供給および予熱のための装置および方法 | |
| US9903654B2 (en) | Apparatus for pre-heating a metal charge for a melting plant and connected method | |
| US7767136B2 (en) | Apparatus for the combustion of gas exiting from a furnace, for the preheating of scraps entering the furnace itself and related process | |
| KR100749017B1 (ko) | 금속 스트립 제조용 스트립 주조기 및 스트립 주조기제어방법 | |
| US9638467B2 (en) | Apparatus for conveying and pre-heating a metal charge for a melting plant and connected method | |
| RU2816886C1 (ru) | Устройство и способ предварительного нагрева и подачи металлической шихты в плавильную печь | |
| CA1068468A (en) | Continuous casting apparatus with an articulative sealing connection | |
| NL2004883C2 (en) | Annealing installation with m-shaped strip treatment tunnel. | |
| NL8104026A (nl) | Blaasoven-gietsysteem en werkwijze voor het onderdrukken van de vorming van verontreinigingen in een dergelijk systeem. | |
| EP3825633B1 (en) | Apparatus and method for heat recovery | |
| KR102389853B1 (ko) | 고온 소재 보열 이송장치 | |
| US7048032B2 (en) | Device for continuously casting molten metals | |
| EP1869388B1 (en) | Cover for a connection conveyor for loading a metal charge into a melting furnace and relative movement device | |
| RU2673267C2 (ru) | Способ непрерывного литья тонкой полосы | |
| KR101445090B1 (ko) | 노저 출선 전기로를 이용한 용융물을 드레인하는 방법 | |
| TR2026000516T2 (tr) | Sürekli̇ döküm tesi̇sleri̇nde eri̇yi̇kleri̇n gazdan arindirilmasi i̇çi̇n kullanilan ci̇haz ve yöntem | |
| US6491982B2 (en) | Molten metal immersion bath of wire fabrication | |
| MXPA01008368A (en) | Continuous charge preheating, melting, refining and casting |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230523 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230523 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240527 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240604 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240724 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7559231 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |