JP7585809B2 - 液体吐出装置のメンテナンス方法 - Google Patents
液体吐出装置のメンテナンス方法 Download PDFInfo
- Publication number
- JP7585809B2 JP7585809B2 JP2021009357A JP2021009357A JP7585809B2 JP 7585809 B2 JP7585809 B2 JP 7585809B2 JP 2021009357 A JP2021009357 A JP 2021009357A JP 2021009357 A JP2021009357 A JP 2021009357A JP 7585809 B2 JP7585809 B2 JP 7585809B2
- Authority
- JP
- Japan
- Prior art keywords
- ejection
- amount
- ink
- viscosity
- attenuation rate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 318
- 239000007788 liquid Substances 0.000 title claims description 91
- 238000012423 maintenance Methods 0.000 title claims description 64
- 238000005259 measurement Methods 0.000 claims description 63
- 238000007789 sealing Methods 0.000 claims description 20
- 238000006073 displacement reaction Methods 0.000 claims description 6
- 238000007599 discharging Methods 0.000 claims description 5
- 230000003247 decreasing effect Effects 0.000 claims description 3
- 238000004891 communication Methods 0.000 claims 1
- 230000008569 process Effects 0.000 description 298
- 208000028659 discharge Diseases 0.000 description 213
- 238000011010 flushing procedure Methods 0.000 description 86
- 230000008719 thickening Effects 0.000 description 76
- 238000003379 elimination reaction Methods 0.000 description 53
- 238000007639 printing Methods 0.000 description 53
- 230000005856 abnormality Effects 0.000 description 31
- 230000008859 change Effects 0.000 description 30
- 238000010586 diagram Methods 0.000 description 27
- 230000004048 modification Effects 0.000 description 26
- 238000012986 modification Methods 0.000 description 26
- 238000001514 detection method Methods 0.000 description 25
- 238000012545 processing Methods 0.000 description 19
- 238000003860 storage Methods 0.000 description 16
- 230000007423 decrease Effects 0.000 description 15
- 230000008030 elimination Effects 0.000 description 14
- 230000007246 mechanism Effects 0.000 description 14
- 230000004044 response Effects 0.000 description 12
- 101100153581 Bacillus anthracis topX gene Proteins 0.000 description 9
- 101150041570 TOP1 gene Proteins 0.000 description 9
- 101150104012 TOP2 gene Proteins 0.000 description 9
- 230000006866 deterioration Effects 0.000 description 8
- 238000012360 testing method Methods 0.000 description 8
- 101100208381 Caenorhabditis elegans tth-1 gene Proteins 0.000 description 7
- 101100314406 Saccharomyces cerevisiae (strain ATCC 204508 / S288c) TPS1 gene Proteins 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000013016 damping Methods 0.000 description 7
- 230000007723 transport mechanism Effects 0.000 description 7
- 238000003384 imaging method Methods 0.000 description 6
- 230000032258 transport Effects 0.000 description 6
- 238000002474 experimental method Methods 0.000 description 5
- 238000005086 pumping Methods 0.000 description 5
- 230000007274 generation of a signal involved in cell-cell signaling Effects 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000011144 upstream manufacturing Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 238000004088 simulation Methods 0.000 description 2
- 230000002159 abnormal effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/015—Ink jet characterised by the jet generation process
- B41J2/04—Ink jet characterised by the jet generation process generating single droplets or particles on demand
- B41J2/045—Ink jet characterised by the jet generation process generating single droplets or particles on demand by pressure, e.g. electromechanical transducers
- B41J2/04501—Control methods or devices therefor, e.g. driver circuits, control circuits
- B41J2/0451—Control methods or devices therefor, e.g. driver circuits, control circuits for detecting failure, e.g. clogging, malfunctioning actuator
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/015—Ink jet characterised by the jet generation process
- B41J2/04—Ink jet characterised by the jet generation process generating single droplets or particles on demand
- B41J2/045—Ink jet characterised by the jet generation process generating single droplets or particles on demand by pressure, e.g. electromechanical transducers
- B41J2/04501—Control methods or devices therefor, e.g. driver circuits, control circuits
- B41J2/04563—Control methods or devices therefor, e.g. driver circuits, control circuits detecting head temperature; Ink temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/015—Ink jet characterised by the jet generation process
- B41J2/04—Ink jet characterised by the jet generation process generating single droplets or particles on demand
- B41J2/045—Ink jet characterised by the jet generation process generating single droplets or particles on demand by pressure, e.g. electromechanical transducers
- B41J2/04501—Control methods or devices therefor, e.g. driver circuits, control circuits
- B41J2/04571—Control methods or devices therefor, e.g. driver circuits, control circuits detecting viscosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/015—Ink jet characterised by the jet generation process
- B41J2/04—Ink jet characterised by the jet generation process generating single droplets or particles on demand
- B41J2/045—Ink jet characterised by the jet generation process generating single droplets or particles on demand by pressure, e.g. electromechanical transducers
- B41J2/04501—Control methods or devices therefor, e.g. driver circuits, control circuits
- B41J2/04581—Control methods or devices therefor, e.g. driver circuits, control circuits controlling heads based on piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/015—Ink jet characterised by the jet generation process
- B41J2/04—Ink jet characterised by the jet generation process generating single droplets or particles on demand
- B41J2/045—Ink jet characterised by the jet generation process generating single droplets or particles on demand by pressure, e.g. electromechanical transducers
- B41J2/04501—Control methods or devices therefor, e.g. driver circuits, control circuits
- B41J2/04588—Control methods or devices therefor, e.g. driver circuits, control circuits using a specific waveform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/015—Ink jet characterised by the jet generation process
- B41J2/04—Ink jet characterised by the jet generation process generating single droplets or particles on demand
- B41J2/045—Ink jet characterised by the jet generation process generating single droplets or particles on demand by pressure, e.g. electromechanical transducers
- B41J2/04501—Control methods or devices therefor, e.g. driver circuits, control circuits
- B41J2/04593—Dot-size modulation by changing the size of the drop
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/1652—Cleaning of print head nozzles by driving a fluid through the nozzles to the outside thereof, e.g. by applying pressure to the inside or vacuum at the outside of the print head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/1652—Cleaning of print head nozzles by driving a fluid through the nozzles to the outside thereof, e.g. by applying pressure to the inside or vacuum at the outside of the print head
- B41J2/16526—Cleaning of print head nozzles by driving a fluid through the nozzles to the outside thereof, e.g. by applying pressure to the inside or vacuum at the outside of the print head by applying pressure only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/21—Ink jet for multi-colour printing
- B41J2/2132—Print quality control characterised by dot disposition, e.g. for reducing white stripes or banding
- B41J2/2142—Detection of malfunctioning nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16505—Caps, spittoons or covers for cleaning or preventing drying out
- B41J2/16508—Caps, spittoons or covers for cleaning or preventing drying out connected with the printer frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/1652—Cleaning of print head nozzles by driving a fluid through the nozzles to the outside thereof, e.g. by applying pressure to the inside or vacuum at the outside of the print head
- B41J2/16532—Cleaning of print head nozzles by driving a fluid through the nozzles to the outside thereof, e.g. by applying pressure to the inside or vacuum at the outside of the print head by applying vacuum only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2/16535—Cleaning of print head nozzles using wiping constructions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16585—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles for paper-width or non-reciprocating print heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14354—Sensor in each pressure chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/165—Prevention or detection of nozzle clogging, e.g. cleaning, capping or moistening for nozzles
- B41J2/16517—Cleaning of print head nozzles
- B41J2002/16573—Cleaning process logic, e.g. for determining type or order of cleaning processes
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Ink Jet (AREA)
Description
本実施形態では、インクを吐出して記録用紙Pに画像を形成するインクジェットプリンター1を例示して、液体吐出装置を説明する。インクジェットプリンター1は、「液体吐出装置」の一例である。インクは、「液体」の一例である。記録用紙Pは、「媒体」の一例である。
図1及び図2を参照しつつ、本実施形態に係るインクジェットプリンター1の構成について説明する。ここで、図1は、本実施形態に係るインクジェットプリンター1の構成の一例を示す機能ブロック図である。また、図2は、インクジェットプリンター1を例示する模式図である。
図3に示すように、吐出部Dは、圧電素子PZと、内部にインクが充填されたキャビティー320と、キャビティー320に連通するノズルNと、振動板310と、を備える。キャビティー320は、「圧力室」の一例である。吐出部Dは、圧電素子PZに駆動信号Comが供給されて当該圧電素子PZが駆動信号Comにより駆動されることにより、キャビティー320内のインクをノズルNから吐出させる。キャビティー320は、キャビティプレート340と、ノズルNが形成されたノズルプレート330と、振動板310と、により区画される空間である。キャビティー320は、インク供給口360を介してリザーバ350と連通している。リザーバ350は、インク取入口370を介して、当該吐出部Dに対応する液体容器14と連通している。
ここで、波形指定信号dComとは、駆動信号Comの波形を規定するデジタルの信号である。また、駆動信号Comとは、吐出部Dを駆動するためのアナログの信号である。駆動信号生成回路2は、DA変換回路を含み、波形指定信号dComが規定する波形を有する駆動信号Comを生成する。なお、本実施形態では、駆動信号Comが、駆動信号Com-Aと駆動信号Com-Bとを含む場合を想定する。
また、印刷信号SIとは、吐出部Dの動作の種類を指定するためのデジタルの信号である。具体的には、印刷信号SIは、吐出部Dに対して駆動信号Comを供給するか否かを指定することで、吐出部Dの動作の種類を指定する。ここで、吐出部Dの動作の種類の指定とは、例えば、吐出部Dを駆動するか否かを指定したり、吐出部Dを駆動した際に当該吐出部Dからインクが吐出されるか否かを指定したり、また、吐出部Dを駆動した際に当該吐出部Dから吐出されるインク量を指定したりすることである。
ここで、吐出異常とは、駆動信号Comにより吐出部Dを駆動して吐出部Dからインクを吐出させようとしても、駆動信号Comが規定する態様によりインクを吐出できない状態である。ここで、駆動信号Comが規定するインクの吐出態様とは、吐出部Dが駆動信号Comの波形により規定される量のインクを吐出し、吐出部Dが駆動信号Comの波形により規定される吐出速度でインクを吐出することである。すなわち、駆動信号Comが規定するインクの吐出態様によりインクを吐出できない状態とは、吐出部Dからインクを吐出できない状態の他に、駆動信号Comにより規定されるインクの吐出量よりも少ない量のインクが吐出部Dから吐出される状態、駆動信号Comにより規定されるインクの吐出量よりも多くの量のインクが吐出部Dから吐出される状態、又は、駆動信号Comにより規定されるインクの吐出速度と異なる速度でインクが吐出されるために記録用紙P上の所望の着弾位置にインクを着弾させることができない状態、等を含む。
また、本実施形態のインクジェットプリンター1は、印刷処理の前及び印刷処理の後に、M個の吐出部Dの全てにおいて吐出部D内のインクの粘度を適性の範囲内にするためのメンテナンス処理を実施する。
具体的には、メンテナンス処理とは、ワイピング処理、ポンピング処理、及び、フラッシング処理のうちの一つ又は複数を実行することにより、吐出部Dのインクの吐出状態を正常に戻すための処理である。ワイピング処理は、吐出部DのノズルN近傍に付着した紙粉等の異物をワイパー44により拭き取る処理である。ポンピング処理は、吐出部D内のインクや気泡等をチューブポンプにより吸引する処理である。フラッシング処理は、吐出部Dを駆動することにより吐出部Dからインクを排出させる処理である。以下の説明において、1回のフラッシング処理によって吐出させるインクの量を、「フラッシング単位量」と称する場合がある。また、吐出部D内のインクの増粘を解消するため、インクジェットプリンター1は、残留振動を用いた増粘解消処理を実行する。インクジェットプリンター1は、残留振動を用いた増粘解消処理において、1回又は複数回のフラッシング処理を実行する。以下、フラッシング処理を実行する回数を、「ショット回数FC」と称することがある。また、以下の記載において、ショット回数FCの具体的な値であることを示すために、1つ以上の文字xを用いて、ショット回数FCxと表記することがある。
以下、図7を参照しつつ、ヘッドユニットHUの構成について説明する。
接続状態指定回路11は、制御部6から供給される印刷信号SI、ラッチ信号LAT、チェンジ信号CH、及び、期間指定信号Tsigの少なくとも一部の信号に基づいて、スイッチSWa[1]~SWa[M]のオンオフを指定する接続状態指定信号SLa[1]~SLa[M]と、スイッチSWb[1]~SWb[M]のオンオフを指定する接続状態指定信号SLb[1]~SLb[M]と、スイッチSWs[1]~SWs[M]のオンオフを指定する接続状態指定信号SLs[1]~SLs[M]と、を生成する。
スイッチSWa[m]は、接続状態指定信号SLa[m]に応じて、内部配線LHaと、吐出部D[m]に設けられた圧電素子PZ[m]の上部電極Zu[m]と、の導通及び非導通を切り替える。例えば、スイッチSWa[m]は、接続状態指定信号SLa[m]がハイレベルの場合にオンし、ローレベルの場合にオフする。
スイッチSWb[m]は、接続状態指定信号SLb[m]に応じて、内部配線LHbと、吐出部D[m]に設けられた圧電素子PZ[m]の上部電極Zu[m]との、導通及び非導通を切り替える。例えば、スイッチSWb[m]は、接続状態指定信号SLb[m]がハイレベルの場合にオンし、ローレベルの場合にオフする。
なお、駆動信号Com-A及びCom-Bのうち、スイッチSWa[m]又はSWb[m]を介して、吐出部D[m]の圧電素子PZ[m]に実際に供給される信号を、供給駆動信号Vin[m]と称する場合がある。
スイッチSWs[m]は、接続状態指定信号SLs[m]に応じて、内部配線LHsと、吐出部D[m]に設けられた圧電素子PZ[m]の上部電極Zu[m]と、の導通及び非導通を切り替える。例えば、スイッチSWs[m]は、接続状態指定信号SLs[m]がハイレベルの場合にオンし、ローレベルの場合にオフする。
以下、図8及び図9を参照しつつ、ヘッドユニットHUの動作について説明する。
なお、一般的に、インクジェットプリンター1は、連続的又は間欠的な複数の単位期間Tuに亘り印刷処理を繰り返し実行して各吐出部Dから1又は複数回ずつインクを吐出させることで、印刷データImgの示す画像を形成する。また、本実施形態に係るインクジェットプリンター1は、連続的又は間欠的に設けられたM個の単位期間Tuにおいて、M回の吐出状態判定処理の準備処理を実行することで、M個の吐出部D[1]~D[M]の各々を判定対象吐出部D-Hとした吐出状態判定処理を実行する。
図8に示すように、制御部6は、パルスPlsLを有するラッチ信号LATと、パルスPlsCを有するチェンジ信号CHと、を出力する。これにより、制御部6は、パルスPlsLの立ち上がりから次のパルスPlsLの立ち上がりまでの期間として、単位期間Tuを規定する。また、制御部6は、パルスPlsCにより、単位期間Tuを2つの制御期間Tu1及びTu2に区分する。
印刷信号SIは、各単位期間Tuにおける吐出部D[1]~D[M]の駆動の態様を指定する個別指定信号Sd[1]~Sd[M]を含む。そして、制御部6は、単位期間Tuにおいて印刷処理及び吐出状態判定処理の少なくとも一方が実行される場合、図8に示すように、当該単位期間Tuの開始に先立って、個別指定信号Sd[1]~Sd[M]を含む印刷信号SIを、クロック信号CLに同期させて接続状態指定回路11に供給する。この場合、接続状態指定回路11は、当該単位期間Tuにおいて、個別指定信号Sd[m]に基づいて、接続状態指定信号SLa[m]、SLb[m]、SLs[m]を生成する。
また、個別指定信号Sd[m]が吐出部D[m]に対して、中ドットの形成を指定する場合、接続状態指定回路11は、接続状態指定信号SLa[m]を、制御期間Tu1においてハイレベルに、制御期間Tu2においてローレベルに、それぞれ設定し、接続状態指定信号SLb[m]及びSLs[m]を、単位期間Tuにおいてローレベルに設定する。この場合、吐出部D[m]は、単位期間Tuにおいて中程度の量のインクを吐出し、記録用紙Pには中ドットが形成される。
また、個別指定信号Sd[m]が吐出部D[m]に対して、小ドットの形成を指定する場合、接続状態指定回路11は、接続状態指定信号SLa[m]を、制御期間Tu1においてローレベルに、制御期間Tu2においてハイレベルに、それぞれ設定し、接続状態指定信号SLb[m]及びSLs[m]を、単位期間Tuにおいてローレベルに設定する。この場合、吐出部D[m]は、単位期間Tuにおいて小程度の量のインクを吐出し、記録用紙Pには小ドットが形成される。
また、個別指定信号Sd[m]が吐出部D[m]に対して、インクの非吐出を指定する場合、接続状態指定回路11は、接続状態指定信号SLa[m]とSLb[m]とSLs[m]とを、単位期間Tuにおいてローレベルに設定する。この場合、吐出部D[m]は、単位期間Tuにおいて、インクを吐出せず、記録用紙Pにドットを形成しない。
また、制御部6は、パルスPlsT1及びパルスPlsT2を有する期間指定信号Tsigを出力する。これにより、制御部6は、単位期間Tuを、パルスPlsLの開始からパルスPlsT1の開始までの制御期間TSS1と、パルスPlsT1の開始からパルスPlsT2の開始までの制御期間TSS2と、パルスPlsT2の開始から次のパルスPlsLの開始までの制御期間TSS3と、に区分する。
この場合、判定対象吐出部D-Hは、制御期間TSS1において検査波形PSの駆動信号Com-Bにより駆動される。具体的には、判定対象吐出部D-Hが有する圧電素子PZは、制御期間TSS1において検査波形PSの駆動信号Com-Bにより変位させられる。その結果、判定対象吐出部D-Hにおいて振動が生じ、この振動は、制御期間TSS2においても残留する。そして、制御期間TSS2において、判定対象吐出部D-Hの圧電素子PZが有する上部電極Zuは、判定対象吐出部D-Hにおいて生じている残留振動に応じて電位を変化させる。換言すれば、制御期間TSS2において、判定対象吐出部D-Hの圧電素子PZが有する上部電極Zuは、判定対象吐出部D-Hにおいて生じている残留振動に起因する圧電素子PZの起電力に応じた電位を示す。そして、当該上部電極Zuの電位は、制御期間TSS2において、検出信号Voutとして検出することができる。
図9に示すように、本実施形態に係る個別指定信号Sd[m]は、大ドットの形成を指定する値(1,1,0)、中ドットの形成を指定する値(1,0,0)、小ドットの形成を指定する値(0,1,0)、インクの非吐出を指定する値(0,0,0)、又は、判定対象吐出部D-Hとしての駆動を指定する値(1,1,1)のいずれかの値を示す。そして、接続状態指定回路11は、個別指定信号Sd[m]が(1,1,0)を示す場合、制御期間Tu1及びTu2において接続状態指定信号SLa[m]をハイレベルとし、個別指定信号Sd[m]が(1,0,0)を示す場合、制御期間Tu1において接続状態指定信号SLa[m]をハイレベルとし、個別指定信号Sd[m]が(0,1,0)を示す場合、制御期間Tu2において接続状態指定信号SLa[m]をハイレベルとし、個別指定信号Sd[m]が(1,1,1)を示す場合、制御期間TSS1及びTSS3において接続状態指定信号SLb[m]をハイレベルとするとともに、制御期間TSS2において接続状態指定信号SLs[m]をハイレベルとし、以上に該当しない場合において各信号をローレベルとする。
検出回路20は、例えば、検出信号Voutを増幅させるための負帰還型のアンプと、検出信号Voutの高域周波数成分を減衰させるためのローパスフィルターと、インピーダンスを変換してローインピーダンスの残留振動信号NESを出力するボルテージフォロアと、を含む構成等であってもよい。
次に、測定回路9について説明する。
また、一般的に、吐出部Dのキャビティー320に気泡が混入しているために吐出部Dにおいて吐出異常が生じている場合には、キャビティー320に気泡が混入していない場合と比較して、残留振動の周波数が高くなる。また、一般的に、吐出部DのノズルN付近に紙粉等の異物が付着しているために吐出部Dにおいて吐出異常が生じている場合には、異物が付着していない場合と比較して、残留振動の周波数が低くなる。また、一般的に、吐出部Dのキャビティー320に充填されたインクの粘度が高い場合は、粘度が低い場合と比較して、残留振動の周波数が低くなる。また、一般的に、吐出部Dのキャビティー320に充填されたインクが増粘しているために吐出部Dにおいて吐出異常が生じている場合には、吐出部DのノズルN付近に紙粉等の異物が付着している場合と比較して、残留振動の周波数が低くなる。また、一般的に、吐出部Dのキャビティー320にインクが充填されていないために吐出部Dにおいて吐出異常が生じている場合や、圧電素子PZが故障して変位できないために吐出部Dにおいて吐出異常が生じている場合には、残留振動の振幅が小さくなる。
また、測定回路9は、残留振動信号NESが所定の振幅を有しているか否かを示す振幅情報Info-Sを生成する。具体的には、測定回路9は、残留振動信号NESの1周期の時間長NTcを測定している期間において、残留振動信号NESの電位が、残留振動信号NESの振幅中心レベルの電位Vth-Cよりも高電位の閾値電位Vth-O以上となり、且つ、電位Vth-Cよりも低電位の閾値電位Vth-U以下となるか否かを判定する。そして、当該判定の結果が肯定の場合には、振幅情報Info-Sに、残留振動信号NESが所定の振幅を有していることを示す値、例えば「1」を設定し、当該判定の結果が否定の場合には、振幅情報Info-Sに、残留振動信号NESが所定の振幅を有していないことを示す値、例えば「0」を設定する。
そして、測定回路9は、周期情報Info-T及び振幅情報Info-Sに基づいて、判定対象吐出部D-Hにおけるインクの吐出状態の判定結果を示す判定情報Sttを生成する。
図10に示すように、測定回路9は、周期情報Info-Tの示す時間長NTcを、閾値Tth1、閾値Tth2、閾値Tth3の一部又は全部と比較することで、判定対象吐出部D-Hにおける吐出状態を判定し、当該判定の結果を示す判定情報Sttを生成する。
ここで、閾値Tth1は、判定対象吐出部D-Hの吐出状態が正常である場合における残留振動の1周期の時間長と、キャビティー320に気泡が混入した場合における残留振動の1周期の時間長と、の境界を示すための値である。また、閾値Tth2は、判定対象吐出部D-Hの吐出状態が正常である場合における残留振動の1周期の時間長と、ノズルN付近に異物が付着した場合における残留振動の1周期の時間長と、の境界を示すための値である。また、閾値Tth3は、判定対象吐出部D-HのノズルN付近に異物が付着した場合における残留振動の1周期の時間長と、キャビティー320内のインクが増粘した場合における残留振動の1周期の時間長と、の境界を示すための値である。なお、閾値Tth1~閾値Tth3は、「Tth1<Tth2<Tth3」を満たすこととする。
また、振幅情報Info-Sの値が「1」であり、且つ、周期情報Info-Tの示す時間長NTcが「NTc<Tth1」を満たす場合には、判定対象吐出部D-Hにおいて気泡による吐出異常が生じていると看做す。そして、この場合、測定回路9は、判定情報Sttに、判定対象吐出部D-Hにおいて気泡による吐出異常が発生していることを示す値「2」を設定する。
また、振幅情報Info-Sの値が「1」であり、且つ、周期情報Info-Tの示す時間長NTcが「Tth2<NTc≦Tth3」を満たす場合には、判定対象吐出部D-Hにおいて異物付着による吐出異常が生じていると看做す。そして、この場合、測定回路9は、判定情報Sttに、判定対象吐出部D-Hにおいて異物付着による吐出異常が発生していることを示す値「3」を設定する。
また、振幅情報Info-Sの値が「1」であり、且つ、周期情報Info-Tの示す時間長NTcが「Tth3<NTc」を満たす場合には、判定対象吐出部D-Hにおいて増粘による吐出異常が生じていると看做す。そして、この場合、測定回路9は、判定情報Sttに、判定対象吐出部D-Hにおいて増粘による吐出異常が発生していることを示す値「4」を設定する。
また、振幅情報Info-Sの値が「0」の場合においても、判定対象吐出部D-Hにおいて吐出異常が生じていると看做す。そして、この場合、測定回路9は、判定情報Sttに、判定対象吐出部D-Hにおいて吐出異常が発生していることを示す値「5」を設定する。
そして、制御部6は、測定回路9が生成する判定情報Sttを、当該判定情報Sttに対応する判定対象吐出部D-Hの段数mと対応付けて、記憶部5に記憶させる。これにより、制御部6は、吐出部D[1]~D[M]に対応する判定情報Stt[1]~Stt[M]を管理する。
測定回路9は、吐出部D[1]~D[M]のそれぞれに対して、残留振動の振幅が単位時間当たりに縮小する度合いを示す減衰率λを求めることにより、吐出部D[1]~D[M]のそれぞれの粘度を特定する。なお、減衰率λは、「圧電素子が変位することにより得られる情報」の一例であり、「吐出部から液体が吐出されないように圧電素子が変位することにより得られる情報」の一例でもあり、「駆動信号が圧電素子に供給された後に、吐出部に生じる残留振動に基づく情報」の一例でもある。
図11に示すグラフG1内に示す波形C1は、残留振動の時系列に沿った波形を示す。減衰率λを算出するため、測定回路9は、以下に示す第1の処理と、第2の処理と、第3の処理と、第4の処理とを実行する。第1の処理において、測定回路9は、残留振動信号NES[m]に対してローパスフィルターを実行し、高周波帯を除去する。
V2=Vtop2-Vbottom2 (2)
t1=(ttop1-tbottom1)/2+ttop1 (3)
t2=(ttop2-tbottom2)/2+ttop2 (4)

次に、制御部6による、減衰率λに基づくフラッシング処理におけるショット回数FCの調整例について説明する。
そこで、第1実施形態では、インクジェットプリンター1は、減衰率λに基づいて、適切なショット回数FCのフラッシング処理を実行することにより、インクの増粘を解消する。具体的には、インクジェットプリンター1は、フラッシング処理を用いて吐出部D内のインクの増粘を解消する増粘解消処理として、以下に示す第1の処理、第2の処理、第3の処理、第4の処理、第5の処理、及び、第6の処理を、複数の吐出部Dのそれぞれに実行する。
第2の処理として、インクジェットプリンター1は、複数の吐出部D[1]~吐出部D[M]に対して、規定ショット回数FCiniのフラッシング処理を実行する。規定ショット回数FCiniは、1以上の整数である。
第3の処理として、制御部6は、複数の吐出部D[1]~吐出部D[M]を順に判定対象吐出部D-Hと設定し、判定対象吐出部D-Hに残留振動を再び発生させ、測定回路9から減衰率λ2[1]~減衰率λ2[M]を取得する。
第4の処理として、インクジェットプリンター1は、複数の吐出部D[1]~吐出部D[M]に対して、それぞれの吐出部D[m]の直近2回の減衰率λに基づいて算出された暫定ショット回数FCtemp[i][m]に対応した実行ショット回数FCR[m]のフラッシング処理を実行する。1回目の第4の処理において、吐出部D[m]の直近2回の減衰率λは、第1の処理により取得される減衰率λ1[m]と、第3の処理により取得される減衰率λ2[m]とである。
第5の処理として、制御部6は、複数の吐出部D[1]~吐出部D[M]を順に判定対象吐出部D-Hと設定し、判定対象吐出部D-Hに残留振動を再び発生させ、測定回路9から減衰率λ3[1]~減衰率λ3[M]を取得する。
第6の処理として、制御部6は、減衰率λ3[1]~減衰率λ3[M]に基づいて、複数の吐出部D[1]~吐出部D[M]内のインクが増粘しているか否かを判定する。例えば、制御部6は、減衰率λ3[1]~減衰率λ3[M]が目標減衰率λtarget以下であるか判定する。第6の処理において、減衰率λ3[1]~減衰率λ3[M]が減衰率λtarget以下である場合、制御部6は、複数の吐出部D[1]~吐出部D[M]内のインクの増粘が解消していると判定し、増粘解消処理を終了する。
一方、第6の処理で、減衰率λ3[1]~減衰率λ3[M]の中に目標減衰率λtargetより大きいものがある場合、制御部6は、複数の吐出部D[1]~吐出部D[M]内のインクの増粘が解消していないと判定し、第4の処理から第6の処理までを繰り返す。
以下、1以上のiについて、i回目の第4の処理により吐出部D[m]に実行されるフラッシング処理の実行ショット回数を、「実行ショット回数FCR[i][m]」と称する場合がある。
更に、吐出部D[m]に対して、i回目の第4の処理により算出される暫定ショット回数FCtempを、「暫定ショット回数FCtemp[i][m]」と称する場合がある。
更に、吐出部D[m]に対して、i回目の第5の処理により取得される減衰率λ3を、減衰率λ3[i][m]と称する場合がある。
更に、吐出部D[m]に対するi回目の第4の処理において、直近2回の減衰率のうち、より過去に取得された減衰率λを、「減衰率λold[i][m]」と称し、最も直近に取得された減衰率λを、「減衰率λnew[i][m]」と称することがある。iが1である1回目の第4の処理において、吐出部D[m]の「減衰率λold[1][m]」は、第1の処理により取得される減衰率λ1[m]であり、「減衰率λnew[1][m]」は第3の処理により取得される減衰率λ2[m]である。iが2である2回目の第4の処理において、吐出部D[m]の直近2回の減衰率λは、減衰率λold[2][m]が1回目の第3の処理により取得される減衰率λ2[m]であり、減衰率λnew[2][m]は1回目の第5の処理により取得される減衰率λ3[m]である。3回目以降のi回目の第4の処理において、吐出部D[m]の直近2回の減衰率λは、減衰率λold[i][m]がi-2回目の第5の処理により取得される減衰率λ3[m]であり、減衰率λnew[i][m]がi-1回目の第5の処理により取得される減衰率λ3[m]である。
更に、i回目の第4の処理時点の吐出部D[m]の直近のフラッシング処理の実行ショット回数FCRを、「直近ショット回数FCrecent[i][m]」と称することがある。iが1である場合、吐出部D[m]の直近ショット回数FCrecent[1][m]は、規定ショット回数FCiniであり、iが2以上である場合、吐出部D[m]の直近ショット回数FCrecent[i][m]は、実行ショット回数FCR[i-1][m]である。
なお、吐出部D[m]に対するi回目の第4の処理において、減衰率λold[i][m]が、「第1粘度情報」に相当し、減衰率λnew[i][m]が、「第2粘度情報」に相当し、吐出部D[m]に対するi回目の第5の処理における減衰率λ3[i][m]が、「第3粘度情報」に相当する。また、第2の処理において、規定ショット回数FCiniの値、またはフラッシング単位量に規定ショット回数FCiniを乗じた量の値が、「第1の量」に相当する。以下、フラッシング単位量に規定ショット回数FCiniを乗じた量を、「規定フラッシング量」と称することがある。吐出部D[m]に対するi回目の第4の処理において、実行ショット回数FCR[i][m]の値、またはフラッシング単位量に実行ショット回数FCR[i][m]を乗じた量が、「第2の量」に相当する。目標減衰率λtargetが、「目標粘度情報」に相当する。

なお、吐出部D[m]に対するi回目の第4の処理において、暫定ショット回数FCtemp[i][m]の値、またはフラッシング単位量に暫定ショット回数FCtemp[i]を乗じた量の値が、「第3の量」に相当する。(6)式において、減衰率λnew[i]から減衰率λtargetを減じた値が、「第2粘度情報と目標粘度情報との差分値」に相当し、且つ、「第1の値」に相当する。また、(6)式において、減衰率λold[i]から減衰率λnew[i]を減じた値が、「第1粘度情報と第2粘度情報との差分値」に相当し、且つ、「第2の値」に相当する。(6)式において、減衰率λnew[i]から減衰率λtargetを減じた値を、減衰率λold[i]から減衰率λnew[i]を減じた値で除した値が、「第1の値を第2の値で除した値」に相当する。最大ショット回数FCmaxの値、またはフラッシング単位量に最大ショット回数FCmaxを乗じた値が、「特定の最大吐出量」に相当する。
従って、図13の例では、暫定ショット回数FCtemp[i][m]が最大ショット回数FCmax以上であるため、制御部6は、最大ショット回数FCmaxを実行ショット回数FCR[i][m]として決定する。最大ショット回数FCmaxは、前述したように、過剰にインクが吐出されることを抑制させるために用いられる。
次に、図15を用いて、フラッシング処理の実行タイミングについて説明する。
インクジェットプリンター1は、ユーザーの操作に応じて電源をオンされると、印刷データImgの供給を待ち受ける(図15に示される期間Ta5)。印刷処理待ちの期間(図15に示される期間Ta5)中に印刷データImgが供給されると、印刷処理前のメンテナンス処理(図15に示す期間Ta6)を実行する。印刷処理前のメンテナンス処理期間(図15に示す期間Ta6)において、インクジェットプリンター1は、キャップ42によるノズルNの封止を解除し、フラッシング処理を実行する。
印刷処理前のメンテナンス処理(図15に示す期間Ta6)が終了すると、インクジェットプリンター1は、ホストコンピューターから供給された印刷データImgが示す画像を記録用紙Pに形成する印刷処理を実行する(図15に示す期間Ta1及び期間Ta7)。印刷処理中において、インクジェットプリンター1は、ヘッドユニットHUがX軸方向の一端から他端まで移動し、更に一端までもどるまでを一定回数繰り返した場合、又は、定期的にフラッシング処理を実行する。印刷処理中のフラッシング処理のショット回数FCは、例えば、予め設定された所定回数、又は、直前のフラッシング処理後からのノズルNから液滴を吐出した数に応じた回数である。
図16を用いて、印刷データImgが供給された後の印刷処理前に実行される印刷処理前のメンテナンス処理、及び印刷処理が終了した後にキャップ42によりノズルNが封止される前に実行される印刷処理後のメンテナンス処理の処理内容について説明する。
一方、ノズル封止期間が第1閾値以上である場合、ステップS12では肯定の判定がされ、制御部6は、処理をステップS13に進める。
ステップS13において、制御部6は、ノズルNがキャップ42により封止された状態が維持された期間である「ノズル封止期間」が、第2閾値以上であるか否かを判定する。第2閾値は、吐出部D内のインクの増粘が進行し、圧電素子PZの変位では吐出部D内のインクをノズルNから吐出させることが困難となる程度のノズル封止期間に相当する期間に設定することができる。
ステップS13において、ノズル封止期間が第2閾値以上である場合、処理をステップS14に進め、インクジェットプリンター1は、吐出部D内のインクをチューブポンプにより吸引するポンピング処理を実行し、図16に示すメンテナンス処理を終了する。
一方、ノズル封止期間が第2閾値以上でない場合、ステップS12では否定の判定がされ、制御部6は、処理をステップS18に進める。
ステップS18において、図17、図18、及び、図19に示す残留振動の情報を用いた増粘解消処理を実行する。
ステップS31において、制御部6は、変数iに1を代入する。
ステップS32において、制御部6は、吐出部D[1]~吐出部D[M]を順に判定対象吐出部D-Hと設定し、減衰率λ1を取得し、吐出部D[1]~吐出部D[M]に1対1に対応する減衰率λ1[1]~減衰率λ1[M]を、減衰率λold[i][1]~減衰率λold[i][M]として記憶部5に記憶する。ステップS32の処理が、残留振動を用いた増粘解消処理のうち第1の処理に相当する。
規定ショット回数FCiniのフラッシング処理を実行後、制御部6は、ステップS38において、吐出部D[1]~吐出部D[M]を順に判定対象吐出部D-Hに設定し、減衰率λ2[1]~減衰率λ2[M]を取得し、吐出部D[1]~吐出部D[M]に対応した減衰率λ2[1]~減衰率λ2[M]を減衰率λnew[i][1]~減衰率λnew[i][M]として記憶部5に記憶する。ステップS38の処理が、残留振動を用いた増粘解消処理のうち第3の処理に相当する。
ステップS52の処理終了後、制御部6は、ステップS53において、変数mに1を代入する。
ステップS53の処理終了後、制御部6は、ステップS54において、暫定ショット回数FCtemp[i][m]が最大ショット回数FCmax以上か否かを判定する。
ステップS54の判定結果が肯定である場合、制御部6は、ステップS56において、最大ショット回数FCmaxを、実行ショット回数FCR[i][m]として決定し、実行ショット回数FCR[i][m]を記憶部5に記憶する。
一方、ステップS54の判定結果が否定である場合、制御部6は、ステップS58において、暫定ショット回数FCtemp[i][m]を、実行ショット回数FCR[i][m]として決定し、実行ショット回数FCR[i][m]を記憶部5に記憶する。
ステップS56の処理終了後、又は、ステップS58の処理終了後、ステップS57において、制御部6は、変数mが値Mに達したかどうか判定する。
ステップS57の判定結果が否定である場合、ステップS59に処理を進め、制御部6は、変数mの値を1つ増加させ、処理をステップS54に戻す。
一方、ステップS57の判定結果が肯定である場合、すなわち、吐出部D[1]~吐出部D[M]に対応する実行ショット回数FCR[i][1]~実行ショット回数FCR[i][M]が決定すると、制御部6は、ステップS60に処理を進める。
制御部6は、ステップS60において、吐出部D[1]~吐出部D[M]に対して、それぞれ対応する実行ショット回数FCR[i][1]~実行ショット回数FCR[i][M]で、フラッシング処理を実行する。
ステップS52、ステップS53、ステップS54、ステップS56、ステップS57、ステップS58、ステップS59、及び、ステップS60の処理が、残留振動を用いた増粘解消処理のうち第4の処理に相当する。
ステップS62の処理終了後、制御部6は、ステップS66において、減衰率λ3[i][1]~減衰率λ3[i][M]が、増粘無しに相当する値を示すか否か判定する。具体的には、制御部6は、減衰率λ3[i][1]~減衰率λ3[i][M]が目標減衰率λtarget以下であるか否かを判定する。ステップS66の処理が、残留振動を用いた増粘解消処理のうち第6の処理に相当する。
一方、ステップS66の判定結果が否定である場合、例えば、減衰率λ3[i][1]~減衰率λ3[i][M]の中に目標減衰率λtargetより大きいものがある場合、制御部6は、ステップS67において、変数iが所定数に達したかどうか判定する。所定数は、2以上の自然数であり、第4の処理の繰り返し数を規定するものである。
変数iが所定数に達していない場合、制御部6は、ステップS68において、変数iの値を1増加させ、減衰率λnew[i-1][1]~減衰率λnew[i-1][M]を減衰率λold[i][1]~減衰率λold[i][M]として記憶部5に記憶させ、減衰率λ3[i][1]~減衰率λ3[i][M]を減衰率λnew[i][1]~減衰率λnew[i][M]として記憶部5に記憶させ、処理をステップS52に戻す。
一方、ステップS67の判定結果が肯定である場合、制御部6は、ステップS69において、減衰率λ3[i][1]~減衰率λ3[i][M]のうち、増粘無しに相当する値を示さない減衰率λ3[i][m]に対応する吐出部D[m]を印刷時に使用しない不使用吐出部に設定し、インクジェットプリンター1は、図17、図18、及び図19に示す一連の処理を終了する。
図20は、吐出部Dの吐出異常に応じたメンテナンス処理を示すフローチャートである。
ステップS101において、制御部6は、変数jに0を代入する。
ステップS102において、制御部6は、上述のとおり、吐出部D[1]~吐出部D[M]のそれぞれについて判定情報Stt[1]~判定情報Stt[M]を生成する吐出状態判定処理を実行する。
次に、制御部6は、ステップS103において、ステップS102において取得された判定情報Stt[1]~判定情報Stt[M]の全てが、正常であることを示す値である「1」であるか否かを判定する。ステップS103の判定結果が肯定である場合、インクジェットプリンター1は、図20に示す一連の処理を終了する。
一方、ステップS103の判定結果が否定である場合、ステップS104において、制御部6は、変数jが所定数に達しているか否かを判定する。所定数は、j以上の自然数で、吐出部Dの吐出異常に応じたメンテナンス処理の繰り返し数を規定するものである。
変数jが所定数に達している場合、制御部6は、ステップS105において、判定情報Stt[1]~判定情報Stt[M]のうち、正常であることを示す値である「1」以外の値の判定情報Stt[m]に対応する吐出部D[m]を印刷時に使用しない不使用吐出部として設定し、インクジェットプリンター1は、図20に示す一連の処理を終了する。
一方、変数jが所定数に達していない場合、制御部6は、ステップS106において、変数jの値を1増加させる。
次に、ステップS107において、制御部6は、ステップS102において取得された判定情報Stt[1]~判定情報Stt[M]の中に、吐出異常を示す値である「5」を示す判定情報Sttがあるか否かを判定する。
ステップS107の判定結果が肯定である場合、制御部6は、ステップS108において、ポンピング処理を実行する。つづいて、制御部6は、ステップS109において、ワイピング処理を実行し、処理をステップS102に戻す。
一方、ステップS107の判定結果が否定である場合、制御部6は、ステップS110において、判定情報Stt[1]~判定情報Stt[M]の中に、気泡による吐出異常を示す値である「2」を示す判定情報Sttがあるか否かを判定する。
ステップS110の判定結果が肯定である場合、制御部6は、ステップS108において、ポンピング処理を実行する。つづいて、制御部6は、ステップS109において、ワイピング処理を実行し、処理をステップS102に戻す。
一方、ステップS110の判定結果が否定である場合、制御部6は、ステップS111において、判定情報Stt[1]~判定情報Stt[M]の中に、増粘による吐出異常を示す値である「4」を示す判定情報Sttがあるか否かを判定する。
ステップS111の判定結果が否定である場合、つまり、判定情報Sttが異物付着による吐出異常を示す値である「3」を示す場合、制御部6は、ステップS109において、ワイピング処理を実行し、処理をステップS102に戻す。
一方、ステップS111の判定結果が肯定である場合、制御部6は、ステップS112において、フラッシング処理を実行し、処理をステップS102に戻す。
ここで、ステップS112のフラッシング処理は、予め定められた所定量のインクを吐出部Dから排出させることができる。又は、ステップS112のフラッシング処理は、上述した残留振動を用いた増粘解消処理を実行することもできる。
このように、本実施形態では、判定情報Sttに応じたメンテナンス処理を実施する。
以上説明したように、第1実施形態におけるインクジェットプリンター1は、フラッシング処理において、吐出部D[1]~吐出部D[M]のそれぞれで測定した減衰率λ[m]に基づいて、吐出部D[m]での実行ショット回数FCR[i][m]を決定する。
ここで、吐出部D[1]~吐出部D[M]は、ヘッドユニットHUの一平面内に配列されるため、配列群の端部に位置する吐出部Dと配列群の中央部に位置する吐出部Dとでは、増粘度合いが異なる場合がある。また、複数の吐出部Dにおいて、流路の製造ばらつき等によっても、増粘度合いが異なる場合がある。特に、印刷処理において、吐出部D[1]~吐出部D[M]からは印刷データImgに応じた吐出がされるため、各吐出部DでのノズルNの吐出状況が異なり、各吐出部D内のインクの流動状態が異なる。また印刷処理におけるヘッドユニットHUと記録用紙Pとの相対移動により発生する風の影響、及びヘッドユニットHUの周囲の環境状態の影響は、吐出部Dの位置により異なるため、印刷処理の実行後の吐出部D[1]~吐出部D[M]の増粘度合いがばらつく。
しかし、吐出部D[m]で測定した減衰率λ[m]に基づいて決定された実行ショット回数FCR[i][m]で、吐出部D[m]のフラッシング処理を実行することにより、吐出部D[m]に適した過不足ない量のインクを排出させ、吐出部D[m]内のインクの増粘を解消させることができる。特に吐出部D[1]~吐出部D[M]の増粘度合いがばらつく印刷処理の実行後であっても、印刷処理の実行後の吐出部D[1]~吐出部D[M]の減衰率λ[1]~減衰率λ[M]のそれぞれに基づいて決定した実行ショット回数FCR[i][1]~実行ショット回数FCR[i][M]でフラッシング処理を実行することで、過不足ない適切な排出量のフラッシング処理で吐出部D[1]~吐出部D[M]内のインクの増粘を解消させることができる。
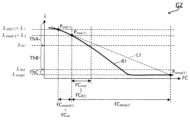
また、上述のように、減衰率特性R1は、ショット回数FCに対する減衰率λの変化が全体を通して一定の比例関係を示さず、変化率の異なる、増粘状態ThA、増粘状態ThB、及び増粘状態ThCが含まれる。更に、吐出部D[m]における、インクの流動状態、ノズルNの吐出特性、ノズルNの径のばらつき、インクの温度、インクの湿度、及び、インクの種類に応じて、減衰率特性R1は異なる特性を示す。従って、フラッシング処理開始時に取得した減衰率λと所定の減衰率特性に基づいて、吐出部D[m]内のインクが目標減衰率λtargetに対応する粘度まで低下させるために必要なショット回数を算出すると誤差が大きく生じる場合がある。
しかし、吐出部D[m]で測定した直近2回の減衰率λold[i][m]と減衰率λnew[i][m]とに基づいて決定された実行ショット回数FCR[i][m]で、吐出部D[m]のフラッシング処理を実行することにより、吐出部D[m]に適した過不足ない量のインクを排出させ、吐出部D[m]内のインクの増粘を解消させることができる。
更に具体的には、減衰率λold[i]と、減衰率λnew[i]と、目標減衰率λtargetと、直近ショット回数FCrecent[i]とに基づいて暫定ショット回数FCtemp[i]を算出し、最大ショット回数FCmax未満の実行ショット回数FCR[i]のフラッシング処理を実施することで、吐出部D内のインクの減衰率λが目標減衰率λtargetに至るまで適切なショット回数FCでフラッシング処理を実施することができる。
以上説明したように、第1実施形態におけるインクジェットプリンター1は、インクを吐出するノズルNを具備する吐出部Dを備える液体吐出装置である。そして、インクジェットプリンター1は、吐出部D内のインクの粘度を示す減衰率λ1を取得し、規定フラッシング量のインクを吐出部Dから吐出させ、吐出部D内のインクの粘度を示す減衰率λ2を取得し、減衰率λ1及び減衰率λ2に基づく、フラッシング単位量に実行ショット回数FCR[1]を乗じた量のインクを、吐出部Dから吐出させる、メンテナンス方法を実行する。
減衰率λ1は、規定ショット回数FCiniのフラッシング処理を実行する前の状態における吐出部D内のインクの粘度を示しており、減衰率λ2は、規定ショット回数FCiniのフラッシング処理を実行した後の状態における吐出部D内のインクの粘度を示している。減衰率λ1及び減衰率λ2により、吐出部D内のインクの実際の減衰率特性がある程度特定できるので、吐出部Dごとに、吐出部Dの増粘が解消するまでに吐出すべきインクの量を特定できる。インクジェットプリンター1は、フラッシング単位量に実行ショット回数FCR[1]を乗じた量のインクを吐出することにより、増粘したインクを吐出できていないまま印刷することによる印刷品質の劣化を抑制できるうえ、メンテナンスにおいて増粘していないインクが過剰に吐出されることを低減できるのでインクの消費を低減できる。
また、ノズル封止期間に応じて実行ショット回数FCR[1]を決定する態様では、複数の吐出部Dのそれぞれの粘度を検出できないため、インクの増粘が比較的進行した吐出部Dでは増粘したインクを十分に排出できず、また、インクの増粘が比較的進行していない吐出部Dでは増粘していないインクを排出してしまう。一方、第1実施形態では、複数の吐出部Dのそれぞれに保持される液体の粘度を検出できるため、複数の吐出部Dのそれぞれに保持される液体の粘度に応じた実行ショット回数FCR[1]を決定できる。
インクジェットプリンター1は、吐出部D内のインクの粘度が目標減衰率λtargetに達するようにメンテナンス処理を実行することができる。
上述した増粘状態ThBでは、吐出部Dからのインクの吐出量に応じて、インクの粘度が線形に減少すると言える。吐出部Dからのインクの吐出量に応じて、インクの粘度が線形に減少する場合、以下に示す比例式が成り立つ。
減衰率λ1と減衰率λ2との差分値:規定ショット回数FCini=減衰率λ2と目標減衰率λtargetとの差分値:実行ショット回数FCR[1]
上記比例式により、制御部6は、吐出部Dからのインクの吐出量に応じてインクの粘度が線形に減少する場合、減衰率λ1と減衰率λ2との差分値と、減衰率λ2と目標減衰率λtargetとの差分値と、規定ショット回数FCiniとを用いることによって、適切な実行ショット回数FCR[1]を得ることができる。
増粘状態ThAのように、吐出部Dからのインクの吐出量に応じてインクの粘度が減少する程度が低い場合、(6)式によって算出した暫定ショット回数FCtemp[1]のフラッシング処理を実行すると、過剰にインクが吐出され、インクの消費が大きくなる虞がある。そこで、暫定ショット回数FCtemp[1]が最大ショット回数FCmax以上である場合、最大ショット回数FCmaxを実行ショット回数FCR[1]として決定することにより、過剰にインクが吐出されることを抑制できる。
減衰率λ3[1]が吐出部Dのインクが増粘していることを示す場合には、残留振動を用いた増粘解消処理を続行して、増粘したインクを吐出できていないことによる印刷品質の劣化を抑制できる。一方、減衰率λ3[1]が吐出部Dのインクが増粘していないことを示す場合には、残留振動を用いた増粘解消処理を終了して、過剰にインクが吐出されることを低減できる。
第1実施形態によれば、吐出部D内のインクの粘度に応じて変化する残留振動の変化に応じて圧電素子PZの変位量が変化する。従って、減衰率λが、残留振動により圧電素子PZが変位することにより得られる情報であることにより、吐出部D内のインクの粘度が特定できるため、減衰率λに基づいて吐出部から吐出させるインクの量を適切に設定できる。
測定回路9により生成される残留振動を示す残留振動信号NESは、吐出部Dの吐出異常を検出することにも用いられる。従って、インクジェットプリンター1に吐出部Dの吐出異常の検出するために測定回路9が設けられていれば、フラッシング処理に用いる吐出部D内のインクの粘度情報の検出のために新たな機構を設けずに、既存の機構で吐出部D内のインクの粘度情報を検出できる。つまり、インクジェットプリンター1に設けられる測定回路9は、吐出部Dの吐出異常の検出と、フラッシング処理における適切な吐出量の調整のための粘度情報の検出との両方に兼用できる。
印刷処理中は、画像情報に応じて各吐出部Dからのインクの吐出量が制御されるため、複数の吐出部Dの吐出頻度は一律ではない。また、ヘッドユニットHDと記録用紙Pとの相対移動による気流の流れや周囲の温度による吐出部D内のインクの粘度変化への影響が吐出部Dの配置される場所により異なる場合ある。従って、印刷終了後に印刷中に生じた吐出部D内のインクの粘度ばらつきを解消させることにより、次の印刷処理での画質への影響を低減することができる。そこで、印刷終了後に予め設定された吐出量が全吐出部Dから吐出させた場合、吐出部D内のインクの増粘が比較的進行した吐出部Dでは増粘したインクを十分に排出できず、また、吐出部D内のインクの増粘が比較的進行していない吐出部Dでは増粘していないインクを排出してしまう。一方、第1実施形態では、残留振動を用いることにより、各吐出部D内のインクの粘度を表す減衰率λによって、各吐出部D内のインクの粘度が特定できるため、印刷処理の実行後に、各吐出部D内のインクの粘度状況に応じたフラッシング処理の実行ショット回数FCR[1]を適切に設定できる。
第1実施形態では、ステップS60において、最大ショット回数FCmaxより多くフラッシング処理を実行することはない。一方、第2実施形態では、減衰率λの変化が線形であると判定した場合、最大ショット回数FCmaxより多くフラッシング処理を実行する点で、第1実施形態と相違する。
図21は、第2実施形態における残留振動を用いた増粘解消処理を示すフローチャートである。但し、第1実施形態における残留振動を用いた増粘解消処理のうち、図17及び図19に示した一連の処理は、第2実施形態における残留振動を用いた増粘解消処理の一部の処理と同一である。そこで、第2実施形態における残留振動を用いた増粘解消処理のうち、図17及び図19に示した一連の処理と同一部分については、図示及び説明を省略する。
つづいて、第2実施形態では、制御部6は、ステップS81において、変数iの値が2以上であるか否かを判定する。
ステップS81の判定結果が肯定である場合、制御部6は、ステップS82に処理を進める。ステップS82において、制御部6は、減衰率λの変化が線形か否かを判定する。例えば、制御部6は、以下に示す2つの態様のいずれか1つの態様によって、減衰率λの変化が線形か否かを判定する。第1の態様では、制御部6は、変数iの値が2以上において、減衰率λold[i]から減衰率λnew[i]を減じた値を実行ショット回数FCR[i-1][m]で除した値と、減衰率λold[i-1]から減衰率λnew[i-1]を減じた値を実行ショット回数FCR[i-2][m]で除した値との差が、所定値以内である場合、減衰率λの変化が線形であると判定する。第2の態様では、制御部6は、変数iの値が2以上において、暫定ショット回数FCtemp[i]に直前のフラッシング処理での実行ショット回数FCR[i-1][m]を加算した値が、暫定ショット回数FCtemp[i-1]に略一致する場合、減衰率λの変化が線形であると判定する。
一方、ステップS82の判定結果が肯定である場合、制御部6は、ステップS83において、暫定ショット回数FCtemp[i][m]を、実行ショット回数FCR[i][m]として決定し、ステップS57に処理を進める。
以上、第2実施形態において、減衰率λの変化が線形であると判定した場合、暫定ショット回数FCtemp[i][m]が最大ショット回数FCmaxより多い場合でも、暫定ショット回数FCtemp[i][m]を実行ショット回数FCR[i][m]に決定したフラッシング処理により、吐出部D[m]内のインクの減衰率λを目標減衰率λtargetにより近づけることができる。従って、第1実施形態と比較して、(6)式の算出回数、及び、減衰率λ3[i]を取得する回数を減少できる。一方、第1実施形態は、最大ショット回数FCmax以上でフラッシング処理を実行することがないため、第2実施形態と比較して、より確実に過剰にインクが吐出されることを低減できる。
第1実施形態では、複数回の減衰率λを取得して、フラッシング処理の実行ショット回数FCR[1]を決定する。一方、第3実施形態では、第3実施形態におけるヘッドユニットHUa内の温度情報と、1回の減衰率λと、減衰率特性情報INFO-Aと、に基づいて、フラッシング処理の実行ショット回数FCRaを決定する点で、第1実施形態と相違する。
図22は、インクジェットプリンター1aを例示する模式図である。インクジェットプリンター1aは、ヘッドユニットHUの替わりにヘッドユニットHUaを有し、記憶部5の替わりに記憶部5aを有し、制御部6の替わりに制御部6aを有する点で、インクジェットプリンター1と相違する。
なお、第3実施形態では、温度センサー13が、ヘッドユニットHUaに設けられる基板上の電子回路に実装され、ヘッドユニットHUの温度を検出する場合を想定するが、本発明はこのような態様に限定されるものではなく、温度センサー13は、ヘッドユニットHUaの温度を検出することができればよい。但し、温度センサー13が温度検出の対象とする箇所は、吐出部Dに充填されているインクの温度を推定できる箇所であることが好ましい。このため、温度センサー13は、ヘッドユニットHUaの筐体内部の温度を検出することができるように設けられることが好ましい。
図24は、第3実施形態における残留振動を用いた増粘解消処理を示すフローチャートである。制御部6aは、ステップS131において、変数iに1を代入する。つづいて、制御部6aは、ステップS134において、吐出部D[1]~吐出部D[M]を順に判定対象吐出部D-Hと設定し、減衰率λ1aを取得し、吐出部D[1]~吐出部D[M]に対応した減衰率λ1a[1]~減衰率λ1a[M]を記憶部5aに記憶する。更に、制御部6aは、ステップS136において、温度センサー13から、温度情報KTを取得する。
ステップS140の処理終了後、制御部6aは、ステップS141において、吐出部D[1]~吐出部D[M]を順に判定対象吐出部D-Hと設定し、吐出部D[1]~吐出部D[M]に対応した減衰率λ3a[i][1]~減衰率λ3a[i][M]を取得し、記憶部5aに記憶する。
ステップS141の処理終了後、制御部6aは、ステップS142において、減衰率λ3a[i][1]~減衰率λ3a[i][M]が、増粘無しに相当する値を示すか否か判定する。具体的には、制御部6aは、減衰率λ3a[i][1]~減衰率λ3a[i][M]が目標減衰率λtarget以下であるか否かを判定する。
ステップS142の判定結果が肯定である場合、例えば、減衰率λ3a[i][1]~減衰率λ3a[i][M]が目標減衰率λtarget以下である場合、インクジェットプリンター1aは、図24に示す一連の処理を終了する。
一方、ステップS142の判定結果が否定である場合、例えば、減衰率λ3a[i][1]~減衰率λ3a[i][M]の中に目標減衰率λtargetより大きいものがある場合、制御部6aは、ステップS143において、変数iが所定数に達したかどうか判定する。所定数は、2以上の自然数で、処理の繰り返し数を規定するものである。
変数iが所定数に達していない場合、制御部6aは、ステップS145において、変数iの値を1増加させ、処理をステップS134に戻す。
一方、ステップS143の判定結果が肯定である場合、制御部6aは、ステップS144において、減衰率λ3a[i][1]~減衰率λ3a[i][M]のうち、増粘無しの値を示さない減衰率λ3a[i][m]に対応する吐出部D[m]を印刷時に使用しない不使用吐出部に設定し、インクジェットプリンター1は、図24に示す一連の処理を終了する。
以上の各形態は多様に変形され得る。具体的な変形の態様を以下に例示する。以下の例示から任意に選択された2以上の態様は、相互に矛盾しない範囲内で適宜に併合され得る。なお、以下に例示する変形例において作用や機能が実施形態と同等である要素については、以上の説明で参照した符号を流用して各々の詳細な説明を適宜に省略する。
第1実施形態及び第2実施形態において、制御部6は、(6)式によって算出された暫定ショット回数FCtemp[i]が最大ショット回数FCmax以上である場合、最大ショット回数FCmaxを実行ショット回数FCR[i]として決定するが、これに限らない。例えば、制御部6は、暫定ショット回数FCtemp[i]の値に関わらず、暫定ショット回数FCtemp[i]を、実行ショット回数FCR[i]として決定してもよい。
第1変形例によれば、制御部6は、第1実施形態及び第2実施形態と比較して、(6)式の算出回数、異常吐出部D-Fに残留振動を発生させる回数、及び、減衰率λ3[i]を取得する回数を減少できる。一方、第1実施形態及び第2実施形態は、第1変形例と比較して、適切な実行ショット回数FCRaのフラッシング処理を実行できる。
第1実施形態、第2実施形態、及び、第1変形例において、最大ショット回数FCmaxについて、インクジェットプリンター1の設計者は、増粘解消処理にかかってもよい最大の許容期間に応じて、最大ショット回数FCmaxを予め設定しておくことを記載したがこれに限らない。例えば、制御部6は、ノズル封止期間に応じて、最大ショット回数FCmaxを設定してもよい。例えば、制御部6は、ノズル封止期間が第1期間である場合、最大ショット回数FCmaxを第1最大回数に設定し、ノズル封止期間が第2期間である場合、最大ショット回数FCmaxを第2最大回数に設定する。第2期間は第1期間より長く、第2最大回数は第1最大回数より多い。
ノズル封止期間が長いと、吐出部D内のインクの増粘が進行する。従って、吐出部D内のインクの増粘が進行した場合には、増粘解消処理にかかる期間が長くなる虞がある。第2変形例によれば、ノズル封止期間が長く、インクの増粘が進行した場合には、最大ショット回数FCmaxを多く設定することにより、増粘解消処理にかかる期間が長くなることを抑制できる。
第1実施形態、第2実施形態、第3実施形態、第1変形例、及び、第2変形例において、目標減衰率λtargetについて、インクジェットプリンター1の設計者が、実験又は経験により求められた、印刷品質が劣化しない状態の減衰率λを、目標減衰率λtargetとして予め設定しておくことを記載したが、これに限らない。例えば、第3実施形態のように、ヘッドユニットHUが、温度センサー13を備え、制御部6は、温度センサー13による測定結果に基づいて、目標減衰率λtargetを設定してもよい。より詳細には、制御部6は、測定結果を示す温度情報KTが第1温度を示す場合、目標減衰率λtargetを第1の値に設定し、測定結果を示す温度情報KTが第2温度を示す場合、目標減衰率λtargetを第2の値に設定する。第2温度は第1温度より高く、第2の値は第1の値よりも低い。
吐出部D内のインクの温度が低温である場合と高温である場合とを比較すると、吐出部D内のインクが増粘していない供給されたインクで満たされている場合であったとしても、低温である場合のインクの減衰率λは、高温である場合のインクの減衰率λよりも高い。つまり、低温であるインクに適正な目標減衰率λtargetよりも高温であるインクに適正な目標減衰率λtargetの方が低い。従って、吐出部Dの温度が高温である場合、目標減衰率λtargetをより低く設定することにより、吐出部Dの温度が高温であっても、全ての吐出部D内のインクを目標減衰率λtargetに揃えることができ、印刷品質の劣化を抑制できる。
第1実施形態、第2実施形態、第3実施形態、第1変形例、第2変形例、及び、第3変形例において、減衰率λは、吐出部Dからインクが吐出されないように圧電素子PZが変位することにより得られる情報であると記載したが、減衰率λは、吐出部Dからインクが吐出されるように圧電素子PZが変位することにより得られる情報でもよい。例えば、減衰率λは、吐出部Dが、中ドットに相当する量のインクを吐出した後に、吐出部Dに生じる残留振動に基づく情報でもよい。
第4変形例によれば、インクが吐出されるように圧電素子PZを変位させることにより、インクが吐出されないように圧電素子PZを変位させる態様と比較して、残留振動が大きくなるため、電圧値Vtop1、電圧値Vbottom1、電圧値Vtop2、電圧値Vbottom2の測定精度が上昇し、減衰率λに混入される誤差を小さくできる。一方、第1実施形態等のように、インクが吐出されないように圧電素子PZを変位させる態様は、吐出部D内のインクの粘度を測定してもインクを消費しないが、第4変形例では、吐出部D内のインクの粘度を測定するとインクを消費する。従って、インクが吐出されないように圧電素子PZを変位させる態様は、第4変形例と比較して、インクの消費を抑制できる。
第1実施形態、第2実施形態、第3実施形態、第1変形例、第2変形例、第3変形例、及び、第4変形例において、減衰率λが、粘度情報の一例であると記載したが、粘度情報は、減衰率λに限らない。例えば、インクジェットプリンター1は、残留振動に基づく減衰率λ以外の下記に示す2つの態様のいずれか1つの態様により、吐出部D内のインクの粘度に関する粘度情報を取得してもよい。
第1実施形態の増粘解消処理のi回目の第4の処理において、制御部6は、フラッシング処理の暫定ショット回数FCtemp[i]を算出したが、i回目の第4の処理によって吐出されるインクの量を算出してもよい。以下、i回目の第4の処理によって吐出されるインクの量を、「実行吐出量FLR[i]」と称する。実行吐出量FLR[1]が、「第3の量」に相当する。例えば、i回目の第4の処理の直前に吐出したインクの量を、吐出量FLrecent[i]とすると、制御部6は、i回目の第4の処理において吐出される暫定吐出量FLtemp[i]を、下記(7)式によって算出する。

第3実施形態において、制御部6aは、ヘッドユニットHU内の温度情報と、1回の減衰率λとに基づいて、フラッシング処理の実行ショット回数FCR[1]を決定したが、これに限らない。例えば、ヘッドユニットHUが湿度センサーを有し、制御部6aは、ヘッドユニットHU内の湿度情報と、1回の減衰率λとに基づいて、フラッシング処理の実行ショット回数FCR[1]を決定してもよい。更に、制御部6aは、ヘッドユニットHU内の温度情報と、ヘッドユニットHU内の湿度情報と、1回の減衰率λとに基づいて、フラッシング処理の実行ショット回数FCR[1]を決定してもよい。
第1実施形態及び第2実施形態において、制御部6は、目標減衰率λtargetを用いて実行ショット回数FCR[i]を決定したが、目標減衰率λtargetを用いずに実行ショット回数FCR[i]を決定してもよい。例えば、制御部6は、減衰率λold[i]から減衰率λnew[i]を減じた値が、0とみなせる値より大きく第1閾値未満である場合、吐出部D内のインクの増粘状態が増粘状態ThAであると看做して、第1回数を実行ショット回数FCR[i]として決定する。また、減衰率λold[i]から減衰率λnew[i]を減じた値が、第1閾値以上である場合、吐出部D内のインクの増粘状態が増粘状態ThBであると看做して、第2回数を実行ショット回数FCR[i]として決定してもよい。第8変形例において、第1回数は、第2回数より多い。
上記実施形態では、測定回路9にて減衰率λを生成し、液体の粘度情報としていたが、これに限定されない。測定回路9は、残留振動信号NESの基づいて得られる吐出部D内の粘度に対応する値を粘度情報として生成することができる。
上述した各態様では、ヘッドユニットHUを収容する搬送体82を、X軸方向に往復同させるシリアル方式のインクジェットプリンター1を例示したが、本発明はこのような態様に限定されるものではない。インクジェットプリンターは、複数のノズルNが、記録用紙Pの全幅に亘り分布する、ライン方式のインクジェットプリンターであってもよい。
上述した各態様で例示したインクジェットプリンターは、印刷に専用される機器のほか、ファクシミリ装置及びコピー機等の各種の機器に採用され得る。もっとも、本発明の液体吐出装置の用途は印刷に限定されない。例えば、色材の溶液を吐出する液体吐出装置は、液晶表示装置のカラーフィルターを形成する製造装置として利用される。また、導電材料の溶液を吐出する液体吐出装置は、配線基板の配線及び電極を形成する製造装置として利用される。
以上に例示した形態から、例えば以下の構成が把握される。
第1態様によれば、液体吐出装置は、増粘した液体を吐出できていないことによる印刷品質の劣化を抑制できるうえ、増粘していない液体が吐出されることを低減できるので液体の消費を低減できる。
第2態様によれば、液体吐出装置は、目標粘度情報を用いずに第2の量を決定する態様と比較して、吐出部内の液体の増粘が解消するまでに吐出すべき液体の量を精度良く特定できる。
第3態様によれば、液体吐出装置は、吐出部からの液体の吐出量に応じて液体の粘度が線形に減少する場合に、第1粘度情報と第2粘度情報との差分値と、第2粘度情報と目標粘度情報との差分値と、第1の量とを用いることによって、適切な第2の量を決定できる。
第4態様によれば、第5態様と比較して、第2の量を決定する回数と、粘度情報を取得する回数を減少できる。
吐出部からの液体の吐出量に応じて液体の粘度が減少する程度が低い場合、第4態様によって算出した第2の量を吐出すると、過剰に液体が吐出され、液体の消費が大きくなる虞がある。そこで、第5態様によれば、第3の量が特定の最大吐出量以上である場合、特定の最大吐出量を第2の量として決定することにより、過剰に液体が吐出されることを抑制できる。
特定の最大吐出量を大きくすると、吐出部内の液体の増粘状態がノズルN内のみ増粘している場合に、過剰に液体が吐出される虞がある。従って、第6態様によれば、第1の量が特定の最大吐出量未満であることにより、第1の量が特定の最大吐出量以上である態様と比較して、過剰に液体が吐出されることを低減できる。
ノズルが封止された状態が維持された期間が長いと、吐出部内の液体の増粘が進行する。従って、吐出部内の液体の増粘が進行した場合には、増粘を解消する増粘解消処理にかかる期間が長くなる虞がある。第7態様によれば、ノズルが封止された状態が維持された期間が長く、液体の増粘が進行した場合には、特定の最大吐出量を大きく設定することにより、増粘解消処理にかかる期間が長くなることを抑制できる。
吐出部の温度が低温である場合と高温である場合とを比較すると、同一の粘度であったとしても、高温である場合に、印刷品質の劣化が発生する可能性が高い。従って、第8態様によれば、吐出部の温度が高温である場合、目標粘度情報をより低く設定することにより、吐出部の温度が高温であっても印刷品質の劣化を抑制できる。
吐出部内の液体の増粘は、吐出部内の全ての液体を吐出すれば解消できる。従って、第9態様において、第1の量が、吐出部の流路の容積未満であることにより、第1の量が吐出部の流路の容積以上である態様と比較して、過剰に液体が吐出されることを低減できる。
第10態様によれば、第3粘度情報が吐出部の液体が増粘していることを示す場合には、増粘解消処理を続行して、増粘した液体を吐出できていないことによる印刷品質の劣化を抑制できる。一方、第3粘度情報が吐出部の液体が増粘していないことを示す場合には、増粘解消処理を終了して、過剰に液体が吐出されることを低減できる。
残留振動に基づく情報は、メンテナンス処理に用いる第1粘度情報及び第2粘度情報だけでなく、吐出異常を検出することにも用いられる。従って、液体吐出装置は、メンテナンス処理に用いる吐出部内の液体の粘度情報を得るための新たな機構を設けずに、吐出異常を検出する機構と兼用することができる。
Claims (10)
- 液体を吐出する吐出部を備える液体吐出装置のメンテナンス方法であって、
前記吐出部内の液体の粘度に関する第1粘度情報を取得し、
第1の量の液体を前記吐出部から吐出させ、
前記吐出部内の液体の粘度に関する第2粘度情報を取得し、
前記第1粘度情報及び前記第2粘度情報に基づく第2の量の液体を、前記吐出部から吐出させ、
前記第1粘度情報、前記第2粘度情報、及び、前記吐出部内の液体が増粘していない状態の粘度に関する目標粘度情報に基づいて、前記第2の量を決定する、
メンテナンス方法。 - 前記第1粘度情報と前記第2粘度情報との差分値と、前記第2粘度情報と前記目標粘度情報との差分値と、前記第1の量とに基づいて、前記第2の量を決定する、
請求項1に記載のメンテナンス方法。 - 第1の値を第2の値で除した値に、前記第1の量を乗じた値を、前記第2の量として算出し、
前記第1の値は、前記第2粘度情報から前記目標粘度情報を減じた値であり、
前記第2の値は、前記第1粘度情報から前記第2粘度情報を減じた値である、
請求項2に記載のメンテナンス方法。 - 第1の値を第2の値で除した値に、前記第1の量を乗じた値を、第3の量として算出し、
前記第3の量が特定の最大吐出量未満である場合、前記第3の量を前記第2の量として決定し、
前記第3の量が前記特定の最大吐出量以上である場合、前記特定の最大吐出量を前記第2の量として決定し、
前記第1の値は、前記第2粘度情報から前記目標粘度情報を減じた値であり、
前記第2の値は、前記第1粘度情報から前記第2粘度情報を減じた値である、
請求項2に記載のメンテナンス方法。 - 前記第1の量は、前記特定の最大吐出量未満である、
請求項4に記載のメンテナンス方法。 - 前記吐出部は、液体を吐出するノズルを具備し、
前記液体吐出装置は、前記ノズルを封止可能なキャップを備え、
前記ノズルが封止された状態が維持された期間の長さに応じて、前記特定の最大吐出量を設定する、
請求項4又は5に記載のメンテナンス方法。 - 前記吐出部を具備するヘッドユニットが、温度センサーを備え、
前記温度センサーによる測定結果を取得し、
取得した前記測定結果に基づいて、前記目標粘度情報を設定する、
請求項1から6のいずれか1項に記載のメンテナンス方法。 - 前記第1の量は、前記吐出部の流路の容積未満である、
請求項1から7のいずれか1項に記載のメンテナンス方法。 - 前記第2の量の液体を前記吐出部に吐出させた後、前記吐出部内の液体の粘度に関する第3粘度情報を取得し、
前記第3粘度情報に基づいて、前記吐出部から液体を吐出するか否かを判定する、
請求項1から8のいずれか1項に記載のメンテナンス方法。 - 前記吐出部は、駆動信号が供給されることにより変位する圧電素子と、前記圧電素子の変位により内部の圧力が増減される圧力室と、前記圧力室に連通し液体を吐出するノズルとを具備し、
前記第1粘度情報及び前記第2粘度情報は、前記駆動信号が前記圧電素子に供給された後に、前記吐出部に生じる残留振動に基づく情報である、
請求項1から9のいずれか1項に記載のメンテナンス方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021009357A JP7585809B2 (ja) | 2021-01-25 | 2021-01-25 | 液体吐出装置のメンテナンス方法 |
| US17/582,323 US12134270B2 (en) | 2021-01-25 | 2022-01-24 | Maintenance method of liquid discharging apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021009357A JP7585809B2 (ja) | 2021-01-25 | 2021-01-25 | 液体吐出装置のメンテナンス方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022113260A JP2022113260A (ja) | 2022-08-04 |
| JP7585809B2 true JP7585809B2 (ja) | 2024-11-19 |
Family
ID=82495219
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021009357A Active JP7585809B2 (ja) | 2021-01-25 | 2021-01-25 | 液体吐出装置のメンテナンス方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US12134270B2 (ja) |
| JP (1) | JP7585809B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7268376B2 (ja) * | 2019-02-04 | 2023-05-08 | セイコーエプソン株式会社 | 媒体処理装置の制御方法、記録システムの制御方法、媒体処理装置及び記録システム |
| JP2024027627A (ja) * | 2022-08-18 | 2024-03-01 | ブラザー工業株式会社 | 液体吐出装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005047058A (ja) | 2003-07-30 | 2005-02-24 | Canon Inc | インクジェット記録装置 |
| JP2012206289A (ja) | 2011-03-29 | 2012-10-25 | Seiko Epson Corp | 液体噴射装置およびその制御方法 |
| JP2020032622A (ja) | 2018-08-30 | 2020-03-05 | セイコーエプソン株式会社 | 液体噴射装置および液体噴射装置の吐出信号補正方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3209419B2 (ja) | 1998-12-14 | 2001-09-17 | セイコーエプソン株式会社 | インクジェット式記録装置 |
| EP1208986A1 (en) * | 2000-11-27 | 2002-05-29 | Océ-Technologies B.V. | Ink jet printing system, ink container and method of preparing the same |
| JP4407701B2 (ja) | 2007-02-07 | 2010-02-03 | セイコーエプソン株式会社 | 流体噴射装置 |
| JP6225485B2 (ja) * | 2012-12-17 | 2017-11-08 | セイコーエプソン株式会社 | 液体噴射装置、及び、その制御方法 |
| JP6547422B2 (ja) * | 2014-06-10 | 2019-07-24 | 株式会社リコー | 液滴吐出装置、液滴吐出方法、プログラム、及びインクジェット記録装置 |
| JP7009758B2 (ja) | 2017-03-23 | 2022-01-26 | セイコーエプソン株式会社 | 印刷装置および印刷装置用回路基板 |
| JP2018187791A (ja) | 2017-04-28 | 2018-11-29 | セイコーエプソン株式会社 | 液体吐出装置の駆動方法および液体吐出装置 |
-
2021
- 2021-01-25 JP JP2021009357A patent/JP7585809B2/ja active Active
-
2022
- 2022-01-24 US US17/582,323 patent/US12134270B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005047058A (ja) | 2003-07-30 | 2005-02-24 | Canon Inc | インクジェット記録装置 |
| JP2012206289A (ja) | 2011-03-29 | 2012-10-25 | Seiko Epson Corp | 液体噴射装置およびその制御方法 |
| JP2020032622A (ja) | 2018-08-30 | 2020-03-05 | セイコーエプソン株式会社 | 液体噴射装置および液体噴射装置の吐出信号補正方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12134270B2 (en) | 2024-11-05 |
| JP2022113260A (ja) | 2022-08-04 |
| US20220234351A1 (en) | 2022-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6106948B2 (ja) | 液体吐出装置 | |
| JP6256078B2 (ja) | 液体吐出装置、および吐出異常検査方法 | |
| US9205644B2 (en) | Printing apparatus and method of controlling printing apparatus | |
| US9199450B2 (en) | Liquid discharge apparatus and residual vibration detection method | |
| JP7585809B2 (ja) | 液体吐出装置のメンテナンス方法 | |
| JP2016049690A (ja) | 液体吐出装置、液体吐出装置の制御方法、及び、液体吐出装置の制御プログラム | |
| JP7151415B2 (ja) | 液体吐出装置、プリントヘッド及び液体吐出方法 | |
| JP2013237208A (ja) | 液体吐出装置、検査方法、及び、プログラム | |
| JP2013233704A (ja) | 液体吐出装置、検査方法、及び、プログラム | |
| US10406805B2 (en) | Liquid discharging apparatus and control method of liquid discharging apparatus | |
| JP2020044803A (ja) | 液体吐出装置 | |
| CN105365386B (zh) | 液体喷出装置 | |
| JP2006035812A (ja) | インクジェットプリンタ | |
| JP7661821B2 (ja) | 液体吐出装置のメンテナンス方法 | |
| JP6171734B2 (ja) | 印刷装置、及び、印刷装置の制御方法 | |
| JP2022113261A (ja) | 液体吐出装置の駆動方法 | |
| JP6256045B2 (ja) | 液体吐出装置、及び移動ユニット | |
| JP2022087506A (ja) | 液体吐出装置 | |
| JP4314850B2 (ja) | 液滴吐出装置、インクジェットプリンタ、及び吐出異常検出方法 | |
| US20250256505A1 (en) | Liquid ejecting apparatus and control method for liquid ejecting apparatus | |
| JP6809002B2 (ja) | 液体吐出装置、及び、液体吐出装置の制御方法 | |
| JP6658149B2 (ja) | 液体吐出装置、液体吐出装置のヘッドユニット、及び、液体吐出装置における液体の吐出状態の判定方法 | |
| JP2025051069A (ja) | メンテナンス方法及び液体吐出装置 | |
| US10800163B2 (en) | Liquid ejecting apparatus and moving unit including detector that detects change in posture of carriage | |
| JP2025184074A (ja) | 液体吐出装置、液体吐出ヘッド、及び、液体吐出装置の制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20210913 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20211108 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240729 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240820 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241021 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7585809 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |