JP7596100B2 - 熱伝導性に優れたアルミニウム合金ベア材およびブレージングシート - Google Patents
熱伝導性に優れたアルミニウム合金ベア材およびブレージングシート Download PDFInfo
- Publication number
- JP7596100B2 JP7596100B2 JP2020151160A JP2020151160A JP7596100B2 JP 7596100 B2 JP7596100 B2 JP 7596100B2 JP 2020151160 A JP2020151160 A JP 2020151160A JP 2020151160 A JP2020151160 A JP 2020151160A JP 7596100 B2 JP7596100 B2 JP 7596100B2
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- aluminum alloy
- compound particles
- based compound
- particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Laminated Bodies (AREA)
Description
自動車用熱交換器に使用されるアルミニウム合金は、一般的に強度や耐食性のためAl-Mn系合金が使用されている。しかし、Al合金に添加されるMnはAlマトリクス中に固溶した際に電気伝導度を大きく低下させる。Alの熱伝導性と電気伝導度は比例しており、電気伝導度の低下は熱伝導性の低下につながる。そのため、電気伝導度の優れないMnを添加したAl合金を使用した自動車用熱交換器では放熱性能に限界がある。一方で、Mnを含まない1000系合金は高い電気伝導度を有するが、自動車用熱交換器の部材としては強度が低く熱交換器の構造強度を保てない。このため、自動車用熱交換器の構造強度・耐食性を確保しつつ放熱性能を向上させるためには、Al-Mn系合金以外のアルミニウム合金によって強度確保と熱伝導性を向上することが求められる。
また、熱交換器用アルミニウム合金フィン材として、Fe:0.010~0.4質量%、Cu:0.005質量%未満、残部Alおよび不純物からなり、Al純度99.30質量%以上であり、亜結晶粒の平均粒径が2.5μm以下、最大長さ3μmを超える金属間化合物が2000個/mm2以下であるアルミニウムフィン材が知られている(特許文献2参照)。
(2)本形態のアルミニウム合金ベア材は、円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.35×10 4 ~2.58×10 4 個/mm 2 であることが好ましい。
(3)本形態のアルミニウム合金ベア材において、600℃に加熱後5分保持し、60~100℃/minにて300℃まで冷却する熱交換器ろう付相当熱処理を付与した後において、電気伝導度50%IACS以上を有し、かつ、マトリクス中に分布している円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.12×10 4 ~2.42×10 4 個/mm 2 であることが好ましい。
(4)本形態に係るアルミニウム合金ベア材は、熱交換器用であることが好ましい。
(6)本形態の熱交換器用アルミニウム合金ブレージングシートにおいて、前記ろう材に、さらに質量%でZn:0.1~4.0%を含有することが好ましい。
(7)本形態に係る(5)または(6)に記載の熱交換器用アルミニウム合金ブレージングシートにおいて、電気伝導度53%IACS以上を有し、かつ、心材のマトリクス中に分布している円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.1×104~4.0×104個/mm2であることが好ましい。
(9)本形態に係る(5)~(7)のいずれかに記載の熱交換器用アルミニウム合金ブレージングシートにおいて、600℃に加熱後5分保持し、60~100℃/minにて300℃まで冷却する熱交換器ろう付相当熱処理を付与した後において、電気伝導度45%IACS以上を有し、かつ、マトリクス中に分布している円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.12×104~2.42×104個/mm2であることが好ましい。
(10)本形態に係る(6)~(9)のいずれかに記載の熱交換器用アルミニウム合金ブレージングシートは、前記熱交換器ろう付相当熱処理を付与した後の前記心材と前記ろう材表面の孔食電位差が80~204mVであることが好ましい。
本発明のアルミニウム合金ベア材あるいはブレージングシートは熱交換器の構造を維持できる強度を有しつつ電気伝導性に優れるため、近年において更なる小型化、高放熱性能化要求がなされている自動車用熱交換器に用いて好適なアルミニウム合金ベア材およびブレージングシートとして適用することができる。
この実施形態のアルミニウム合金ブレージングシートAは、板状またはシート状であり、図1に示すアルミニウム合金ベア材Mと同一組成である心材1の上下両面側に第1のろう材層2が積層された3層構造とされている。なお、ろう材層2については後述する他の形態の如く心材1の片面のみに積層されていても良い。本実施形態のアルミニウム合金とアルミニウム合金ブレージングシートは熱交換器用であることが好ましい。
アルミニウム合金ベア材Mおよび心材1は、質量%で、Fe:0.6~0.8%、Si:0.7%以下、Cu:0.6%以下を含有し、Mn:0.2%以下、Zn:0.3%以下に規制し、残部がAlおよび不可避不純物からなるアルミニウム合金からなる。
なお、質量%の範囲について「~」を用いて表記する場合、特に指定しない限り、下限と上限を含む表記とする。よって、一例として0.6~0.8%は、0.6質量%以上0.8質量%以下の含有量であることを意味する。
アルミニウム合金ベア材Mは、一例として、図1に示すように圧延加工を施して板状に加工し、熱交換器用フィンとして使用することもでき、アルミニウム合金ベア材Mと両面クラッド材をカップ形状に加工し、交互に積み重ねてろう付される部材として利用することもできる。本形態のアルミニウム合金ベア材Mの用途の一例は同一組成を心材1に用いた図2に示すブレージングシートAであるが、その他の用途としても良いのは勿論である。
Fe:0.6~0.8%
Feは、Al-Fe系、もしくはAl-Fe-Si系などの化合物粒子としてアルミニウム合金マトリクス内に析出させ、粒子分散強化により材料強度を向上させるためにAlに添加される。Feの含有量が下限値未満であると、Al-Fe系化合物粒子、もしくはAl-Fe-Si系の化合物粒子の目的とする分散状態(単位面積あたりの必要個数)を得られない。Feの含有量が上限値を超えると、Al-Fe系化合物粒子、もしくはAl-Fe-Si系の化合物粒子の分布数が増大し、打ち抜き成形時に金型の摩耗劣化を助長するため好ましくない。
Si:0.7%以下
SiはAlに固溶もしくは、Al-Fe系、Al-Fe-Si系などの化合物粒子としてアルミニウム合金マトリクス内に析出することでAlの材料強度を向上させる。Siの含有量が上限越えであるとSiの固溶度が高まりろう付後の電気伝導度が低下する。また、Siの含有量が上限越えであると、アルミニウム合金の融点を低下させるので、ろう付時にベア材および心材が溶融し熱交換器の形状を維持することができなくなることがあるため好ましくない。
CuはAlに固溶してAlの材料強度を向上させるために添加される。Cuの含有量が上限超えであるとCuの固溶度が高まりろう付後の電気伝導度が低下する。また、Cuの含有量が上限超えの場合、腐食時にベア材あるいはブレージングシートの心材表面に多量にCuが析出することで、自己耐食性が低下する。また、ブレージングシートとして心材からろう材へのCuの拡散が顕著となることでろう材の電位が上昇し、心材とろう材の電位差が縮まることで、ろう材による心材の犠牲防食効果が低下するおそれがある。
Mn:0.2%以下
アルミニウム合金を製造する上でMnを全く含有させないことは難しく、製造の都合上、微量に含有することとなる。Mnは微量に含有した場合でも、Alに固溶すると電気伝導度を大きく低下させる。ただし、Mn含有量が0.2%以下であれば、所定の均質化処理を施すことで、Alに固溶するMn量を最低限とし、電気伝導度の低下を抑制することができる。好ましくはMn含有量0.1%以下である。
Zn:0.3%以下
Znは耐食性の確保に寄与する元素であり、Zn含有量が0.3%を超えるとベア材および心材の自己耐食性が低下する。より好ましくはZn含有量0.2%以下である。
以下にろう材2に含まれている成分元素の組成限定理由について説明する。
Si:3.0~12.0%
Siはろう付時に溶融ろうを形成し、接合部のフィレットを形成するために添加される。
Siの含有量が下限未満であると、溶融ろうが不足し、ろう付接合性が低下する。Siの含有量が上限越えであると、ろう付時に生成する溶融ろうが過多となり、心材1もしくはろう付対象部材を激しく溶融するため熱交換器の形状を維持することができずに、性能低下や外見を損なうこととなる。
Zn:0.1~4.0%
Znはろう材による心材の犠牲防食のためにろう材に添加される。4.0%を超えるZnを添加すると腐食速度が増加し過ぎ、ろう材が早期に腐食するため、心材を防食できず耐食性が低下する。
0.5~2.0μm
化合物粒子の粒子サイズ(円相当径)が0.5μm未満であると、ろう付時にマトリクスへの化合物の再固溶がなされ、ろう付後の材料の電気伝導度が低下してしまう。粒子サイズが2.0μmを超えると、効果的な粒子分散強化を得られず、材料強度が低下するため、熱交換器としての構造強度が保てない。また2.0μmを超える化合物が多く分布していると加工時の金型の摩耗劣化が助長されるため好ましくない。
化合物粒子の粒子サイズは均質化処理温度、均質化処理時間等に影響を受け、均質化処理温度が低い場合、均質化処理時間が短い場合に0.5μm未満となる傾向がある。化合物粒子の粒子サイズが2.0μmを超えるのは、均質化処理温度が高い場合、均質化処理時間が長い場合である。
0.1×104~4.0×104個/mm2
材料への元素添加量が多い場合、化合物粒子数が0.1×104個未満であると、添加した元素が母相にほぼ固溶している状態となり、電気伝導度が大きく低下する。逆に、元素の添加量が少ない場合は、固溶度が低く電気伝導度は高い値となるが、化合物粒子個数が少ないため、所望する粒子分散強化が得られず材料強度が低くなり熱交換器としての構造強度が保てない。
化合物粒子個数が4.0×104個を超える場合、Al-Fe系化合物粒子の硬度が高く、材料を加工する際の金型の摩耗劣化が助長されるため好ましくない。
例えば、半連続鋳造法により、ベア材用および心材用アルミニウム合金、ろう材用アルミニウム合金を鋳造する。
ベア材用および心材用アルミニウム合金として、質量%で、Fe:0.6~0.8%、Si:0.7%以下、Cu:0.6%以下を含有し、Mn:0.2%以下、Zn:0.3%以下に規制し、残部がAlと不可避不純物からなる組成のものを適用でき、このアルミニウム合金でベア材およびブレージングシートの心材を製造できる。
ろう材用のアルミニウム合金として、質量%で、Si:3.0~12.0%を含有し、さらに必要に応じてZn:0.1~4.0%を含有することができ、残部がAlと不可避不純物からなる組成で製造できる。
得られたベア材および心材用アルミニウム合金は400℃~600℃、処理時間3~12時間の範囲で選択し、均質化処理を行うことができる。ここで、適正な温度および時間を選択することで、所望する特性として高い電気伝導度およびマトリクス中の化合物の最適な分散状態を得ることができる。
ブレージングシートとして使用する場合は、シート状または板状の心材の片面もしくは両面に、ろう材:心材=5~15%:85~95%のクラッド率でろう材を組み合わせて作製することができる。両面の場合は皮材:心材:皮材=5~15%:70~90%:5~15%のクラッド率にて組み合わせて製造することができる。ろう材を準備する場合に、特に制限はなく、一般的なブレージングシートを製造する場合にろう材を作製する条件に基づき作製することができる。均質化処理後に面削を行い、熱間圧延により所望の板厚まで圧延し、所定の長さに切り出して心材とろう材を貼り合わせることでブレージングシートを得ることができる。
ベア材用アルミニウム合金および、心材と皮材を組み合わせた材料を、熱間圧延機を用いて熱間圧延(もしくはクラッド圧延)を行い、製造することができる。熱間圧延の後、所定の厚さまで冷間圧延を実施できる。この際、圧延続行のために冷間圧延途中に焼鈍を実施してもよい。最終材の板厚は限定されるものではないが、熱間圧延で仕上げた板厚および圧延続行のための焼鈍を実施した板厚から、最終板厚までかかる圧下の割合は20~99%となることが好ましい。また、調質をOとするため、冷間圧延後に焼鈍を実施しても良い。焼鈍は、例えばバッチ焼鈍炉を用いて200℃~500℃で1~10時間の熱処理を施してよい。
例えば、種々の熱交換器のフィンやチューブあるいはカップ状成形体などのろう付対象部材と積層する形式で熱交換器の組立に利用され、フィンやチューブ、あるいは、カップ状成形体を組み付け後、全体をろう付温度に加熱し、アルミニウム合金ブレージングシートAのろう材2を溶融させた後、常温に冷却することでろう付が完了する。あるいは、熱交換器のフィンやチューブなどの構成部材をブレージングシートで直接形成し、ろう付に用いることができる。
ろう付対象部材は、図1に示すアルミニウム合金ベア材Mであっても良い。
図4に示すブレージングシートBとろう付対象部材3を上述のろう付条件にてろう付することでろう付が完了する。
前記アルミニウム合金ベア材MもしくはブレージングシートA、Bは高電気伝導性に優れ、かつ熱交換器の構造を維持できる強度を有するため、近年において更なる小型化、高放熱性能化要求がなされている自動車用熱交換器に用いて好適なブレージングシートとして提供することができる。
前記ブレージングシートA、Bは、高電気伝導性かつ熱交換器の構造を維持できる強度を有するため、近年において更なる小型化、高放熱性能化要求がなされている自動車用熱交換器に用いることができ、小型化、高放熱性能化が進められている自動車用熱交換器を提供することができる。
ろう付された熱交換器で使用されている上記アルミニウム合金ベア材およびブレージングシート材料を直接評価することは難しいため、アルミニウム合金ベア材およびブレージングシート材料単体をバッチ炉にてろう付相当熱処理を付与した。ろう付相当熱処理の条件はこの実施例条件に限るものではないが、室温から600℃まで加熱した後、600℃にて5分保持し60~100℃/minにて300℃まで冷却した。300℃到達後はファンなどを用いて速やかに室温まで冷却した。得られた各アルミニウム合金ベア材およびブレージングシートについて後述する評価に供した。
<電気伝導度>
4端子法にて測定した。20~25℃の室温環境にて試料に対し500mAの電流を流し、電圧値から抵抗を算出し、その後、電気伝導度を算出した。
<化合物粒子分布状態の観察>
製造したアルミニウム合金ベア材とブレージングシートの心材、および、ろう付相当熱処理を実施したアルミニウム合金ベア材とブレージングシートの心材について、圧延方向に平行な断面を観察した。観察はイオンミリング法に基づくCP加工を施した断面を電界放出型走査型電子顕微鏡(FE-SEM)にて行った。観察した画像を基に画像解析によって化合物粒子の円相当径と分布密度を算出した。
なお、各試料の組織には、円相当径0.5μm未満あるいは円相当径2.0μmを超えるサイズの化合物粒子も一部存在していることを確認できているが、これらの分布密度は円相当径0.5~2.0μmの化合物粒子よりも少ない。本実施例では、円相当径0.5~2.0μmの化合物粒子を多く析出させることができる均質化処理温度と均質化処理時間を選択している。
高純度N2ガスにて十分に脱気した2.67%AlCl3水溶液と電気化学測定用セルを使用し、作用対極にPtを用い、ルギン管(Luggin Capillary)と照合電極Ag/AgClをバイパスさせた。測定中の液温は40℃に保持した。
ろう付相当熱処理を付与した試料のろう材表面および心材の測定面積10mm2を暴露、それ以外を絶縁塗料にてマスキングし、測定部の前処理として、50℃の5%NaOHに30s浸漬後水洗し室温の30%HNO3に1min浸漬し水洗した。
自然電位にて5min程度保持した後、速度を0.5mV/sとして自然電位より掃引した。分極曲線より、一定掃引後に見られる屈曲点(電流が急激に流れなくなる領域(不働態化域)から、電流が急激に流れる領域)を孔食電位とした。また、Znを多く含有する試料では屈曲点が出現しないため、0.1mA/cm2の電位を孔食電位とした。
心材電位の測定は、作製した片面ろう材のろう材と反対側に心材が暴露しているので、そちらの面で10mm2以外をマスキングして測定した。
両面ろう材の心材電位を測定する場合は、ろう付後の材料を50℃の5%NaOHに浸漬し心材を暴露させた後、室温の30%HNO3に1min浸漬し脱スマット処理を施した面で10mm2以外をマスキングして測定した。



合金No.A1~A22のアルミニウム合金ベア材は、ろう付前の化合物粒子個数が0.1×104~4.0×104個/mm2の範囲(0.4~2.6×104個/mm2)を示し、ろう付後の化合物粒子個数が0.1×104~4.0×104個/mm2の範囲(0.1~2.4×104個/mm2)を示した。
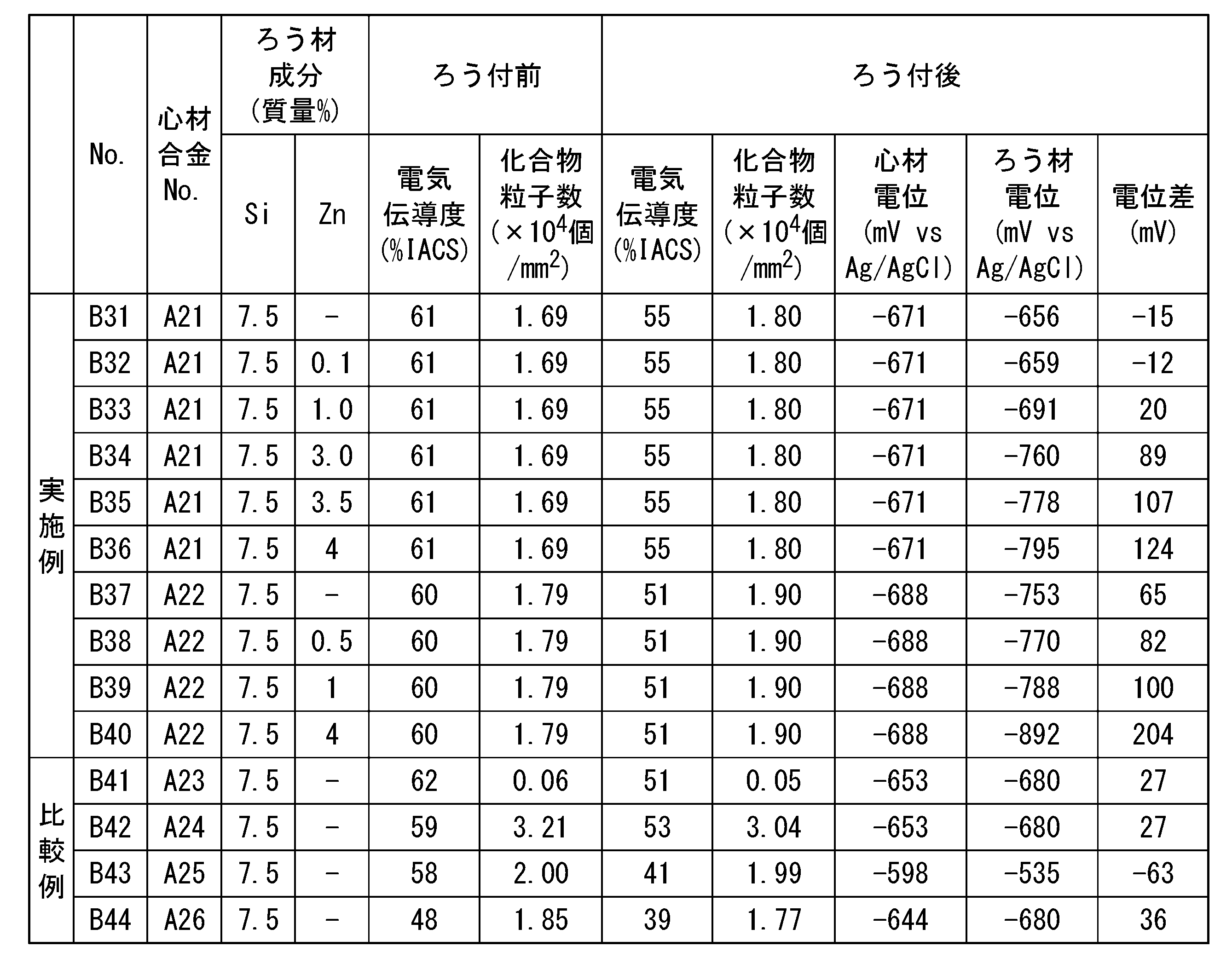
No.B1~B40のブレージングシートは、ろう付前の化合物粒子の個数が0.1×104~4.0×104個/mm2の範囲(0.3~2.6×104個/mm2)を示し、ろう付後の化合物粒子個数が0.1×104~4.0×104個/mm2の範囲(0.1~2.4×104個/mm2)を示した。
比較例を示す合金No.A27の試料は、MnとZnの含有量を好ましい範囲より多くした試料であるが、Mn添加により化合物数は多いが、ろう付前後電気伝導度50%IACSを下回る試料となった。
合金No.A28、A29の試料は、化合物の析出数が少なく電気伝導度が低下し、No.A30の試料は均質化温度が高く、2.0μm以上の粒子が増加し、強度が低下した。
電位差が80mV以上となると、ろう材による心材の犠牲防食効果(耐食性)が更に向上する。電位差が80mV以下の場合は犠牲防食効果が充分に効かない場合があり、心材の腐食が早くなる場合がある。電位差80mV以上で耐食性が向上することは、以下に説明する腐食試験によって確認した。
試験サイクルは88℃を8時間保持した後、室温にて16時間保持した。88℃に加熱している際はマグネチックスターラーを用いて腐食液を撹拌した。また、比液量は16.7ml/cm2となるようサンプルサイズを加工した。電位差が80mV以上取れているものは、OY水4週間試験後、心材に深さ0.1mm以下の孔食が0.1個/mm2未満の数であり、耐食性が良好であった。
Claims (10)
- 質量%で、Fe:0.6~0.8% 、Si:0.1~0.7%、Cu:0.05~0.6%を含有し、Mn:0.2%以下、Zn:0.3%以下に規制し、残部がAlと不可避不純物からなり、電気伝導度55%IACS以上を有し、かつ、マトリクス中に分布している円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.1×104~4.0×104個/mm2であることを特徴とするアルミニウム合金ベア材。
- 円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.35×10 4 ~2.58×10 4 個/mm 2 であることを特徴とする請求項1に記載のアルミニウム合金ベア材。
- 600℃に加熱後5分保持し、60~100℃/minにて300℃まで冷却する熱交換器ろう付相当熱処理を付与した後において、電気伝導度50%IACS以上を有し、かつ、マトリクス中に分布している円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.12×104~2.42×104個/mm2であることを特徴とする請求項1に記載のアルミニウム合金ベア材。
- 熱交換器用であることを特徴とする請求項1~請求項3のいずれか一項に記載のアルミニウム合金ベア材。
- 請求項1~請求項3のいずれか一項に記載のアルミニウム合金ベア材を心材とし、その一方の面もしくは両方の面に、ろう材として質量%でSi:3.0~12.0%を含有し、残部がAlと不可避不純物からなるアルミニウム合金層が貼り合わされたことを特徴とする熱交換器用アルミニウム合金ブレージングシート。
- 前記ろう材に、さらに質量%でZn:0.1~4.0%を含有することを特徴とする請求項5に記載の熱交換器用アルミニウム合金ブレージングシート。
- 電気伝導度53%IACS以上を有し、かつ、心材のマトリクス中に分布している円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.1×104~4.0×104個/mm2であることを特徴とする請求項5または請求項6に記載の熱交換器用アルミニウム合金ブレージングシート。
- 円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.35×10 4 ~2.58×10 4 個/mm 2 であることを特徴とする請求項7に記載の熱交換器用アルミニウム合金ブレージングシート。
- 600℃に加熱後5分保持し、60~100℃/minにて300℃まで冷却する熱交換器ろう付相当熱処理を付与した後において、電気伝導度45%IACS以上を有し、かつ、マトリクス中に分布している円相当径で0.5~2.0μmのAl-Fe系化合物粒子もしくはAl-Fe-Si系化合物粒子の個数が0.12×104~2.42×104個/mm2であることを特徴とする請求項5~請求項7のいずれか一項に記載の熱交換器用アルミニウム合金ブレージングシート。
- 前記熱交換器ろう付相当熱処理を付与した後の前記心材と前記ろう材表面の孔食電位差が80~204mVであることを特徴とする請求項6~請求項9のいずれか一項に記載の熱交換器用アルミニウム合金ブレージングシート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020151160A JP7596100B2 (ja) | 2020-09-09 | 2020-09-09 | 熱伝導性に優れたアルミニウム合金ベア材およびブレージングシート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020151160A JP7596100B2 (ja) | 2020-09-09 | 2020-09-09 | 熱伝導性に優れたアルミニウム合金ベア材およびブレージングシート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022045525A JP2022045525A (ja) | 2022-03-22 |
| JP7596100B2 true JP7596100B2 (ja) | 2024-12-09 |
Family
ID=80774394
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020151160A Active JP7596100B2 (ja) | 2020-09-09 | 2020-09-09 | 熱伝導性に優れたアルミニウム合金ベア材およびブレージングシート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7596100B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114959367A (zh) * | 2022-04-18 | 2022-08-30 | 山东意吉希精密制造有限公司 | 一种Al-Fe系三元电机转子合金及其制备方法和应用 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002030367A (ja) | 2000-07-13 | 2002-01-31 | Mitsubishi Alum Co Ltd | 強度および耐食性に優れた熱交換器用アルミニウム合金ブレージングシート |
| JP2013204076A (ja) | 2012-03-28 | 2013-10-07 | Mitsubishi Alum Co Ltd | エアコン熱交換器用フィン材およびエアコン熱交換器 |
| JP2014181395A (ja) | 2013-03-21 | 2014-09-29 | Uacj Corp | バスバー用アルミニウム合金材、ならびに、当該アルミニウム合金材を用いたバスバーと他部材とのレーザー溶接体 |
| JP2018095925A (ja) | 2016-12-14 | 2018-06-21 | 株式会社Uacj | アルミニウム合金ブレージングシート及びその製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0678579B2 (ja) * | 1988-11-11 | 1994-10-05 | 古河アルミニウム工業 株式会社 | ろう付加熱用アルミニウム合金フィン材 |
| JPH02133553A (ja) * | 1988-11-11 | 1990-05-22 | Furukawa Alum Co Ltd | 熱交換器用アルミニウム合金フィン材の製造方法 |
-
2020
- 2020-09-09 JP JP2020151160A patent/JP7596100B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002030367A (ja) | 2000-07-13 | 2002-01-31 | Mitsubishi Alum Co Ltd | 強度および耐食性に優れた熱交換器用アルミニウム合金ブレージングシート |
| JP2013204076A (ja) | 2012-03-28 | 2013-10-07 | Mitsubishi Alum Co Ltd | エアコン熱交換器用フィン材およびエアコン熱交換器 |
| JP2014181395A (ja) | 2013-03-21 | 2014-09-29 | Uacj Corp | バスバー用アルミニウム合金材、ならびに、当該アルミニウム合金材を用いたバスバーと他部材とのレーザー溶接体 |
| JP2018095925A (ja) | 2016-12-14 | 2018-06-21 | 株式会社Uacj | アルミニウム合金ブレージングシート及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022045525A (ja) | 2022-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5188115B2 (ja) | 高強度アルミニウム合金ブレージングシート | |
| JP5339560B1 (ja) | アルミニウム合金ブレージングシート及びその製造方法 | |
| JP2004084060A (ja) | 熱交換器用アルミニウム合金フィン材および該フィン材を組付けてなる熱交換器 | |
| JP5188116B2 (ja) | 高強度アルミニウム合金ブレージングシートおよびその製造方法 | |
| JP5913853B2 (ja) | アルミニウム合金ブレージングシートおよびその製造方法 | |
| WO2017141921A1 (ja) | アルミニウム合金ブレージングシート及びその製造方法、ならびに、当該ブレージングシートを用いた自動車用熱交換器の製造方法 | |
| WO2015104760A1 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| WO2015104761A1 (ja) | アルミニウム合金クラッド材及びその製造方法、ならびに、当該アルミニウム合金クラッド材を用いた熱交換器及びその製造方法 | |
| JP6868383B2 (ja) | アルミニウム合金ブレージングシートの製造方法 | |
| WO2019150822A1 (ja) | 強度、導電性、耐食性、およびろう付性に優れる熱交換器用アルミニウム合金フィン材および熱交換器 | |
| JP4623729B2 (ja) | 犠牲陽極材面のろう付けによる面接合性に優れたアルミニウム合金クラッド材および熱交換器 | |
| JP5952995B2 (ja) | 熱交換器用アルミニウム合金フィン材 | |
| JP7530251B2 (ja) | 熱伝導性と強度に優れたアルミニウム合金ベア材およびブレージングシート | |
| JP2005232507A (ja) | 熱交換器用アルミニウム合金クラッド材 | |
| JP2004017116A (ja) | ろう付造管チューブ用アルミニウム合金ブレージングシートおよびその製造方法 | |
| JP7596100B2 (ja) | 熱伝導性に優れたアルミニウム合金ベア材およびブレージングシート | |
| JP2017057497A (ja) | 熱交換器用アルミニウム合金フィン材及びその製造方法、ならびに、当該アルミニウム合金フィン材を用いた熱交換器 | |
| CN107406920A (zh) | 热交换器用的铝合金制钎焊片散热片材料及其制造方法 | |
| JP7737850B2 (ja) | ブレージングシート及びその製造方法 | |
| JP4263160B2 (ja) | アルミニウム合金クラッド材並びにそれを用いた熱交換器用チューブ及び熱交換器 | |
| JP7520652B2 (ja) | 熱伝導性に優れたアルミニウム合金ベア材およびブレージングシート | |
| JP7555766B2 (ja) | 熱伝導性と耐エロージョン性に優れたアルミニウム合金ベア材およびアルミニウム合金ブレージングシート | |
| JP7555765B2 (ja) | 熱伝導性と強度に優れたアルミニウム合金ベア材およびブレージングシート | |
| JP2020180320A (ja) | 強度、成形性、および耐食性に優れるアルミニウム合金フィン材および熱交換器 | |
| JP7231442B2 (ja) | 自己耐食性に優れるアルミニウム合金クラッドフィン材及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20201023 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20201023 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20220630 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230719 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240619 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241029 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241127 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7596100 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |