JP7601281B2 - Method for producing glass fiber reinforced polyester resin composition - Google Patents
Method for producing glass fiber reinforced polyester resin composition Download PDFInfo
- Publication number
- JP7601281B2 JP7601281B2 JP2024516130A JP2024516130A JP7601281B2 JP 7601281 B2 JP7601281 B2 JP 7601281B2 JP 2024516130 A JP2024516130 A JP 2024516130A JP 2024516130 A JP2024516130 A JP 2024516130A JP 7601281 B2 JP7601281 B2 JP 7601281B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- glass fiber
- die
- kneading
- polyester resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B9/14—Making granules characterised by structure or composition fibre-reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/345—Extrusion nozzles comprising two or more adjacently arranged ports, for simultaneously extruding multiple strands, e.g. for pelletising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/205—Compounding polymers with additives, e.g. colouring in the presence of a continuous liquid phase
- C08J3/21—Compounding polymers with additives, e.g. colouring in the presence of a continuous liquid phase the polymer being premixed with a liquid phase
- C08J3/215—Compounding polymers with additives, e.g. colouring in the presence of a continuous liquid phase the polymer being premixed with a liquid phase at least one additive being also premixed with a liquid phase
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
Description
本発明は、ガラス繊維強化ポリエステル系樹脂組成物の製造方法に関し、詳しくは、二軸押出機を用いて、高濃度のガラス繊維を配合したガラス繊維強化ポリエステル系樹脂組成物を、ストランド切れを抑制し、連続安定生産を可能とし、生産性を高く、良好なペレット形状を保持したペレットとして、製造する方法に関する。 The present invention relates to a method for producing a glass fiber-reinforced polyester resin composition, and more specifically, to a method for producing a glass fiber-reinforced polyester resin composition containing a high concentration of glass fibers using a twin-screw extruder, which suppresses strand breakage, enables continuous and stable production, has high productivity, and is produced as pellets that retain a good pellet shape.
ポリブチレンテレフタレート樹脂やポリエチレンテレフタレート樹脂に代表されるポリエステル樹脂は、射出成形用を中心として各種電気電子部品、機械部品および自動車部品などに広く使用されている。特にガラス繊維を高い含量で配合したガラス繊維強化ポリエステル系樹脂組成物は、機械的強度、耐熱性、耐薬品性等に優れ、自動車分野、電気電子機器分野等の部品として利用されている。Polyester resins, such as polybutylene terephthalate resin and polyethylene terephthalate resin, are widely used in a variety of electrical and electronic components, machine parts, and automotive parts, primarily for injection molding. In particular, glass fiber-reinforced polyester resin compositions that contain a high content of glass fiber have excellent mechanical strength, heat resistance, chemical resistance, and other properties, and are used as parts in the automotive and electrical and electronic equipment fields.
特許文献1には、ポリブチレンテレフタレート樹脂にガラス繊維を5~80%を配合した樹脂組成物が、また特許文献2には、ポリエステル樹脂100質量部にガラス繊維を10~150質量部を配合したガラス繊維強化ポリエステル樹脂組成物が記載されている。
然しながら、ガラス繊維を40質量%以上というような高濃度で配合したポリエステル系樹脂組成物は、二軸押出機で生産中にダイから押し出す際にストランド破断が発生しやすい。それにより、生産性が低下し、切れたストランドはペレタイザーに入れる際に、ストランド同士が重なり、ストランドの流れが乱れ、長ペレットが発生しやすい。また、ストランドの切れも悪くなり、ペレットの断面が鋭利でなく、切粉の発生も多くなる。この傾向はガラス繊維が高濃度になるほど顕著となる。長ペレットや切粉は射出成形機での成形の際に可塑化不良が発生し易く、計量時間が長くなり、射出成形機が停止したり、生産性が低下したりする。通常ストランドカットされたペレットは円柱状か楕円柱状であるが、楕円の扁平率が大きくなると可塑化が不安定になる場合もある。However, when a polyester resin composition containing glass fibers at a high concentration of 40% by mass or more is extruded from a die in a twin-screw extruder, strand breakage is likely to occur. This reduces productivity, and when the broken strands are fed into a pelletizer, they overlap with each other, disturbing the flow of the strands and making it easy for long pellets to be produced. In addition, the strands are not easily cut, the cross section of the pellets is not sharp, and more chips are produced. This tendency becomes more pronounced as the glass fiber concentration increases. Long pellets and chips are prone to plasticization failure during molding in an injection molding machine, which increases the metering time, stops the injection molding machine, and reduces productivity. Strand-cut pellets are usually cylindrical or elliptical, but if the flattening ratio of the ellipse increases, plasticization may become unstable.
本発明の課題(目的)は、ガラス繊維を高含量で配合したガラス繊維強化ポリエステル系樹脂組成物を二軸押出機で生産する際に、ダイから出たストランドの破断を抑制し、連続安定生産を可能とし、長ペレットの発生を抑制し、かつ切粉の発生を抑制することにある。The objective (purpose) of the present invention is to suppress breakage of strands emerging from a die when a glass fiber-reinforced polyester resin composition containing a high content of glass fiber is produced using a twin-screw extruder, thereby enabling continuous and stable production, suppressing the generation of long pellets, and suppressing the generation of chips.
本発明者は上記課題を解決するため鋭意検討した結果、ガラス繊維を40~70質量%という高含量で含有するポリエステル系樹脂組成物を二軸押出機製造する場合、樹脂組成物の粘度は高粘度となるが、これを400~2000Pa・sの剪断粘度(265℃、91/sec)とし、且つ、ダイから押し出す際のダイ圧を2~9MPaの範囲とすることにより、ストランド破断を抑制し、連続安定生産を可能とし、長ペレットや、切粉の発生を大幅に抑制できることを見出し、本発明に到達した。
また、その際、ダイホルダの温度は260~340℃と高い温度とすることが好ましいこと、また、(B)ガラス繊維をサイドフィード後に混練する第2混練部の温度を150~220℃の低い温度とすること、さらに、ペレタイザーでストランドをカットする際のストランド温度は100~150℃とすることが好ましいことが見出された。
本発明は以下の製造方法に関する。
As a result of intensive research by the present inventors to solve the above problems, when a polyester resin composition containing a high content of glass fibers, 40 to 70 mass %, is produced using a twin-screw extruder, the viscosity of the resin composition becomes high. However, by adjusting the shear viscosity to 400 to 2000 Pa·s (265° C., 91/sec) and setting the die pressure during extrusion through a die to a range of 2 to 9 MPa, it is possible to suppress strand breakage, enable continuous and stable production, and significantly suppress the generation of long pellets and chips, thereby completing the present invention.
It was also found that, at that time, it is preferable that the temperature of the die holder is as high as 260 to 340°C, and that the temperature of (B) the second kneading section in which the glass fiber is kneaded after the side feeding is as low as 150 to 220°C, and further, that the strand temperature when cutting the strands with a pelletizer is preferably 100 to 150°C.
The present invention relates to the following production method.
1.(A)ポリエステル樹脂10~60質量%、(B)ガラス繊維40~70質量%、及び(C)その他のポリマーまたは添加剤0~50質量%(各成分の合計は100質量%)からなるガラス繊維強化ポリエステル系樹脂組成物を二軸押出機で製造する方法であって、該ガラス繊維強化ポリエステル樹脂組成物の265℃、91/secの剪断粘度が400~2000Pa・sであり、
(A)ポリエステル樹脂と(C)その他のポリマーまたは添加剤を第1混練部で混練する第1工程、第1混練部の下流部に(B)ガラス繊維を添加し第2混練部で混練する第2工程、第2混練部の下流部でベントを減圧にして脱揮し昇圧し、ダイホルダに備え付けられたダイから押し出す第3工程、ダイから出たストランドを水冷し、ペレタイザーでカットする第4工程を有し、
第3工程における、スクリュー先端で昇圧し、ダイから出るときのダイ内の樹脂圧が、2~9MPaとなるように押し出すことを特徴とするガラス繊維強化ポリエステル系樹脂組成物の製造方法。
2.第3工程におけるダイホルダの温度が260~340℃である上記1に記載の製造方法。
3.第2工程における第2混練部のシリンダー温度が150~220℃である上記1または2に記載の製造方法。
4.第4工程におけるペレタイザーでストランドをカットするときのストランド温度が100~150℃である上記1に記載の製造方法。
1. A method for producing a glass fiber reinforced polyester resin composition comprising (A) 10 to 60% by mass of polyester resin, (B) 40 to 70% by mass of glass fiber, and (C) 0 to 50% by mass of other polymers or additives (the total of each component is 100% by mass) using a twin-screw extruder, wherein the glass fiber reinforced polyester resin composition has a shear viscosity of 400 to 2000 Pa·s at 265°C and 91/sec,
The present invention has a first step of kneading (A) polyester resin and (C) other polymers or additives in a first kneading section, a second step of adding (B) glass fiber downstream of the first kneading section and kneading the resulting mixture in a second kneading section, a third step of reducing the pressure of a vent downstream of the second kneading section to remove volatile matter and increase the pressure, and extruding the mixture through a die attached to a die holder, and a fourth step of water-cooling the strands discharged from the die and cutting them with a pelletizer,
A method for producing a glass fiber reinforced polyester resin composition, characterized in that in the third step, the pressure is increased at the tip of the screw and the resin is extruded so that the resin pressure in the die when it exits the die is 2 to 9 MPa.
2. The method according to
3. The method according to the above 1 or 2, wherein the cylinder temperature of the second kneading section in the second step is 150 to 220°C.
4. The method according to the above 1, wherein the strand temperature when cutting the strands with the pelletizer in the fourth step is 100 to 150°C.
本発明の製造方法によれば、ガラス繊維を高含量で含有するガラス繊維強化ポリエステル系樹脂組成物(ペレット)を、ストランド破断を抑制し、連続安定生産を可能とし、長ペレットや切粉の発生を大幅に抑制して、製造することができる。According to the manufacturing method of the present invention, a glass fiber reinforced polyester resin composition (pellets) containing a high content of glass fibers can be produced while suppressing strand breakage, enabling continuous and stable production, and significantly suppressing the generation of long pellets and chips.
以下、本発明について実施形態及び例示物等を示して詳細に説明するが、本発明は以下に示す実施形態及び例示物等に限定されるものではなく、本発明の要旨を逸脱しない範囲において任意に変更して実施できる。なお、本明細書において、「~」は、その前後に記載される数値を下限値および上限値として含む意味で使用される。The present invention will be described in detail below with reference to embodiments and examples, but the present invention is not limited to the embodiments and examples shown below, and can be modified as desired without departing from the gist of the present invention. In this specification, the symbol "to" is used to mean that the numerical values before and after it are included as the lower and upper limits.
本発明の製造方法では、(A)ポリエステル樹脂10~60質量%、(B)ガラス繊維40~70質量%、及び(C)その他のポリマーまたは添加剤0~50質量%からなるガラス繊維強化ポリエステル系樹脂組成物を二軸押出機で製造する。In the manufacturing method of the present invention, a glass fiber-reinforced polyester resin composition consisting of (A) 10 to 60 mass% polyester resin, (B) 40 to 70 mass% glass fiber, and (C) 0 to 50 mass% other polymers or additives is manufactured using a twin-screw extruder.
本発明で使用する押出機は、ベント式二軸押出機であり、好ましくは噛合い型同方向回転二軸スクリュー押出機で、バレル内部に同方向に回転する2本のスクリューを有し、そのスクリュー途中には、複数枚のニーディングディスクによって構成される混練部が相互に噛み合う形態で設けられているものが好ましい。The extruder used in the present invention is a vented twin-screw extruder, preferably a co-rotating intermeshing twin-screw extruder having two screws rotating in the same direction inside the barrel, and preferably having a kneading section consisting of multiple kneading discs in a mutually intermeshing form midway through the screws.
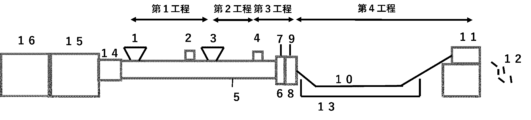
ベント式二軸押出機は、図1に示すように、主原料ホッパー1、開放ベント2、サイドフィードホッパー3、減圧ベント4を備えたシリンダーにフランジ6を介してダイホルダ8を先端に有する。シリンダー内にあるスクリューは、スクリュー接続部14とギアボックス15を介してモーター16により駆動され、回転する。フランジ6とダイホルダ8の間には樹脂漏れを無くすためにリングプレートやブレーカープレートが接続されている。このダイホルダで樹脂は広げられダイ(複数のノズルを有する)からストランドとして出される。通常はダイホルダ部で樹脂は横方向に広げられ、平ダイと呼ばれる横方向に並んだ複数のノズルからストランド10として出される。
フランジ6の名称はヒンジプレートと呼ばれる場合もある。またダイホルダはダイプレートと呼ばれる場合もある。このフランジ6(あるいはヒンジプレート)とダイホルダ8(あるいはダイプレート)を合わせて一般にダイヘッドと呼ばれている。ガラス繊維強化ポリエステル系樹脂組成物を安定的に生産するために、すなわちストランドの破断を抑制するためにはダイホルダの温度も重要である。
As shown in FIG. 1, the vented twin-screw extruder has a cylinder equipped with a main
The flange 6 may also be called a hinge plate. The die holder may also be called a die plate. The flange 6 (or hinge plate) and the die holder 8 (or die plate) are generally collectively called a die head. In order to stably produce a glass fiber reinforced polyester resin composition, that is, to suppress breakage of the strands, the temperature of the die holder is also important.
(A)ポリエステル樹脂と(C)その他のポリマーまたは添加剤は、主原料ホッパー1から供給し、第1混練部で混練する(第1工程)。(B)ガラス繊維は、第1混練部の下流部にあるサイドフィードホッパー3からサイドフィードされ、第2混練部で混練される(第2工程)。次いで、第2混練部の下流部でベント4を減圧にして脱揮し昇圧し、ダイホルダ8に備え付けられたダイから押し出す(第3工程)。そして、ダイから出たストランド10は水冷し、ペレタイザー11でカット(第4工程)し、樹脂組成物のペレット12が得られる。
(A) Polyester resin and (C) other polymers or additives are supplied from a main
第1工程では、(A)ポリエステル樹脂と(C)その他のポリマーまたは添加剤を、主原料ホッパー1から押出機内に供給してスクリューで加熱、混練して溶融化させる。スクリュー途中には、複数枚のニーディングディスクによって構成される第1混練部が構成される。第1混練部は、(A)ポリエステル樹脂と(C)その他のポリマーまたは添加剤を入れた後に混練する混練部であり、(B)ガラス繊維が入る前までの混練部を意味する。そのスクリュー構成は、Rニーディングディスク、Nニーディングディスク、Lニーディングディスク、Lスクリュー、シールリング、ミキシングスクリュー、またはロータスクリューのうちの2種以上を組み合わせて構成することが好ましく、長さは5.0~9.0D(Dはシリンダー径)とすることが好ましい。第1混練部は、(A)ポリエステル樹脂と(C)その他のポリマーまたは添加剤を入れた後に混練する混練部であり、(B)ガラス繊維が入る前までの混練部である。In the first step, (A) polyester resin and (C) other polymers or additives are fed from the main raw material hopper 1 into the extruder and heated, kneaded, and melted by the screw. A first kneading section consisting of multiple kneading discs is formed in the middle of the screw. The first kneading section is a kneading section in which (A) polyester resin and (C) other polymers or additives are kneaded after being added, and refers to a kneading section before (B) glass fiber is added. The screw configuration is preferably composed of a combination of two or more of R kneading discs, N kneading discs, L kneading discs, L screws, seal rings, mixing screws, or rotor screws, and the length is preferably 5.0 to 9.0D (D is the cylinder diameter). The first kneading section is a kneading section in which (A) polyester resin and (C) other polymers or additives are kneaded after being added, and refers to a kneading section before (B) glass fiber is added.
この第1混練部は一つに纏められていてもよいし、複数に分割されていてもよい。即ち、第1混練部も分割し、その間に送りのスクリューを入れてもよい。分割した場合も合計の混練部長さを5.0~9.0Dの範囲にすることが好ましい。This first kneading section may be combined into one, or may be divided into several sections. In other words, the first kneading section may also be divided, with a feed screw inserted between them. Even when divided, it is preferable that the total length of the kneading section is in the range of 5.0 to 9.0 D.
Rニーディングディスク(以下、Rと称することもある。)は順送りニーディングディスクエレメントであり、通常羽根が2枚以上で、その羽根ねじれ角度θは10度から75度であることが好ましい。このように羽根を所定角度ずらして設置していくことにより擬似スクリュー構造を形成し樹脂を送り方向に送り出しつつ強い剪断力を加え、混練を行うゾーンとなる。
Lニーディングディスク(以下、Lと称することもある。)は逆送りニーディングディスクエレメントであり、通常羽根が2枚以上で、かつ羽のねじれ角度θが-10度から-75度であることが好ましい。逆送りニーディングディスクエレメントは、送られてくる樹脂を堰止めたり、送られてくる樹脂を送り戻す方向に働く昇圧能力のあるエレメントであり、混練を促進するエレメントの下流側に設けることにより樹脂を堰きとめ、強力な混練効果を発揮させるものである。
Nニーディングディスク(以下、Nと称することもある。)は、直交ニーディングディスクエレメントであり、通常羽根が2枚以上で、かつ羽根のねじれ角度θが75度から105度である。羽根が略90度ずらして設置されているため樹脂を送り出す力は弱いが混練力は強い。
The R kneading disc (hereinafter sometimes referred to as R) is a progressive kneading disc element, which usually has two or more blades, and the blade twist angle θ is preferably 10 degrees to 75 degrees. By displacing the blades at a predetermined angle in this way, a pseudo-screw structure is formed, which applies a strong shearing force while sending out the resin in the sending direction, forming a zone where kneading is performed.
The L kneading disc (hereinafter sometimes referred to as L) is a reverse kneading disc element, and usually has two or more blades, and the twist angle θ of the blade is preferably −10 degrees to −75 degrees. The reverse kneading disc element is an element that has a pressure increasing ability to block the resin being fed or to act in the direction of feeding the resin back, and by providing it downstream of the element that promotes kneading, it blocks the resin and exerts a strong kneading effect.
The N kneading disc (hereinafter sometimes referred to as N) is an orthogonal kneading disc element, which usually has two or more blades and a twist angle θ of the blades is 75 degrees to 105 degrees. Since the blades are installed offset by approximately 90 degrees, the resin delivery force is weak but the kneading force is strong.
Lスクリューは逆送りスクリューであり、シールリングはシールリング部の各隙間によって上流部の流れを制限するものであり、ミキシングスクリューはスクリューの山(フライト部)を切り欠いたスクリューエレメントであり、ロータスクリューは1条または複数の条が外周面上に設けられたスクリューエレメントである。 The L screw is a reverse feed screw, the seal ring restricts the flow upstream by using the gaps in the seal ring section, the mixing screw is a screw element with notches in the screw crest (flight section), and the rotor screw is a screw element with one or more grooves on its outer surface.
これらの中では、Rニーディングディスク、Nニーディングディスク、Lニーディングディスクが好ましく、これらを複数組み合わせた構成とすることが好ましい。Of these, R kneading discs, N kneading discs and L kneading discs are preferred, and a configuration in which multiple of these are combined is preferred.
第1工程の第1混練部のスクリュー構成は、混練を促進するエレメントを上流側に、昇圧能力のあるエレメントを下流側に配置されることが好ましい。したがって、第1混練部では、上流側からR、N及びLから選ばれる2種以上を、R→N→Lの順で配置するのが好ましく、各R、N及びLは複数個配置することも好ましい。特に上流にR、次いで複数個のN、そのあとにLを配置する構成が好ましい。It is preferable that the screw configuration of the first kneading section in the first step is such that an element that promotes kneading is arranged upstream and an element with pressure-increasing capability is arranged downstream. Therefore, in the first kneading section, it is preferable to arrange two or more types selected from R, N and L in the order R → N → L from the upstream side, and it is also preferable to arrange multiple R, N and L. In particular, a configuration in which R is arranged upstream, followed by multiple N, and then L is arranged.
第1混練部のスクリュー長さは、シリンダー径をDとすると、5.0~9.0Dの範囲にすることが好ましく、このようなスクリュー長さとすることで、(A)ポリエステル樹脂の溶融可塑化は十分となり、樹脂組成物の分解の発生も抑止することができる。第1混練部のスクリュー長さが5.0Dより短いと、剪断不足により樹脂の溶融可塑化が不十分となりやすく、9.0Dを超えると過剰混練により局部的な樹脂組成物の分解が進行する傾向にあり、組成物の機械物性が劣ることになりやすい。The screw length of the first kneading section is preferably in the range of 5.0 to 9.0D, where D is the cylinder diameter, and such a screw length ensures sufficient melt plasticization of the (A) polyester resin and can also prevent decomposition of the resin composition. If the screw length of the first kneading section is shorter than 5.0D, insufficient shearing tends to result in insufficient melt plasticization of the resin, and if it exceeds 9.0D, excessive kneading tends to lead to localized decomposition of the resin composition, and the mechanical properties of the composition are likely to deteriorate.
第1工程で(A)ポリエステル樹脂の混練溶融後は、解放ベント2によりベントすることが好ましい。解放ベント2の下流にはシールリングを設けることが好ましい。After the polyester resin (A) is kneaded and melted in the first step, it is preferable to vent it through the
第2工程では、上記した第1工程後に、(B)ガラス繊維を、第1混練部の下流部にあるサイドフィードホッパー3からサイドフィードし、(B)ガラス繊維と溶融化した(A)ポリエステル樹脂とを第2混練部で混練する。
第2混練部は、(B)ガラス繊維が入り、それを開繊し混練する混練部を意味する。第2混練部のスクリュー構成は、Rニーディングディスク、Nニーディングディスク、Lニーディングディスク、Lスクリュー、シールリング、ミキシングスクリューのうち1種または2種以上を組み合わせた構成とすることが好ましく、このようなスクリュー構成で混練すると(B)ガラス繊維の開繊と分散が十分となりやすい。上記の中でも、ミキシングスクリュー、特に順送り切欠き型ミキシングスクリュー、逆送り切欠き型ミキシングスクリューを少なくとも有する構成とすることが好ましい。
In the second step, after the above-mentioned first step, the (B) glass fiber is side-fed from a
The second kneading section refers to a kneading section in which (B) glass fiber enters and is opened and kneaded. The screw configuration of the second kneading section is preferably a configuration in which one or more of R kneading disks, N kneading disks, L kneading disks, L screws, seal rings, and mixing screws are combined, and kneading with such a screw configuration tends to result in sufficient opening and dispersion of (B) glass fiber. Among the above, it is preferable to have at least a mixing screw, particularly a forward notched mixing screw and a reverse notched mixing screw.
第2混練部のスクリュー長さは、2.5~5.0Dの範囲にすることが好ましい。この第2混練部は、1つに纏められていてもよいし、複数に分割されていてもよい。即ち、第2混練部を分割しその間に送りのスクリューを入れてもよい。いずれの構成でも合計の混練部長さを2.5~5.0Dの範囲にすることが好ましい。第2混練部のスクリュー長さをこのようにすることで(B)ガラス繊維の開繊と分散が良好となり、樹脂組成物の強度が向上しやすい。The screw length of the second kneading section is preferably in the range of 2.5 to 5.0D. This second kneading section may be combined into one, or may be divided into multiple sections. In other words, the second kneading section may be divided and a feed screw may be inserted between them. In either configuration, it is preferable that the total kneading section length is in the range of 2.5 to 5.0D. By setting the screw length of the second kneading section in this way, the opening and dispersion of the (B) glass fibers is improved, and the strength of the resin composition is likely to be improved.
第2工程での樹脂温度(シリンダー温度)は、通常は260℃程度で運転することが一般的であるが、本発明の方法では、150~220℃と通常より低い温度とすることが好ましい。この第2混練部は(B)ガラス繊維が入り、(A)ポリエステル樹脂と(C)その他のポリマーまたは添加剤と混練される工程であり、樹脂温度が上昇しやすい。この部分のシリンダー温度を150~220℃という通常より低い温度範囲にすることにより、ダイホルダ8から出たときのストランド10の破断を抑制するのに効果的である。150℃より低いと樹脂の粘度が高く、(B)ガラス繊維への含侵がうまくいかず、混練が不均一になり、ストランドが切れ易くなりやすい。一方、220℃より高いと樹脂の温度が高く成りやすく、熱分解ガスが発生しやすく、ストランドが切れやすくなりやすい。第2工程での樹脂温度(シリンダー温度)は、より好ましくは160℃以上、210℃以下である。
The resin temperature (cylinder temperature) in the second step is generally operated at about 260°C, but in the method of the present invention, it is preferable to set the temperature at 150 to 220°C, which is lower than usual. This second kneading section is a process in which (B) glass fiber enters and is kneaded with (A) polyester resin and (C) other polymers or additives, and the resin temperature is likely to rise. By setting the cylinder temperature in this section to a temperature range of 150 to 220°C, which is lower than usual, it is effective in suppressing breakage of the
二軸押出機のスクリュー回転数は250~800rpmが好ましく、300~700rpmがより好ましい。また吐出量はTEX44αIIIでは200~650kg/hが好ましく、250~630kg/hがより好ましい。サイズの異なる押出機ではシリンダー径比の2.5乗に比例した吐出量が好ましい範囲となる。The screw speed of the twin-screw extruder is preferably 250 to 800 rpm, more preferably 300 to 700 rpm. The discharge rate is preferably 200 to 650 kg/h for TEX44αIII, more preferably 250 to 630 kg/h. For extruders of different sizes, the preferred range is a discharge rate proportional to the 2.5th power of the cylinder diameter ratio.
第2工程の後、第3工程で、第2混練部の下流部で減圧ベント4を減圧にして脱揮し昇圧し、ダイホルダ8に備え付けられたダイから押し出す。減圧ベント4での減圧脱揮する際の真空度は-0.097MPa~-0.07MPaとすることが好ましい。ここで、真空度はゲージ圧を意味する。After the second step, in the third step, the pressure is reduced at the
第3工程では、スクリュー先端で昇圧し、ダイから出るときのダイ内の樹脂圧が2~9MPaとなるように押し出す。
ダイ内の樹脂圧(ダイ圧ともいう)とは、スクリュー先端部の位置の樹脂圧のことである。この位置の圧力が最も高い。通常この位置にフランジがあり、樹脂圧計7が設置され、圧力が経時的に測定できる。このダイ内の樹脂圧は2MPa以上9MPa以下とする。(B)ガラス繊維は通常フィード時は束状であり、ダイ内の樹脂圧を2MPa以上9MPa以下とすることにより、樹脂と一緒に混練され、適正な圧力が加わることで、(B)ガラス繊維束の中に樹脂が含侵し易くなり、均一な混練が可能となり、ストランド切れの発生を抑制することができる。2MPa未満であれば樹脂と(B)ガラス繊維の混練状態に不均一が発生し、ストランドがダイから出た際にストランドが破断しやすい。より好ましいダイ内の樹脂圧は2.5Mpa以上であり、更に好ましくは3MPa以上である。また、一方、樹脂圧が高すぎると、スクリュー先端での滞留域が長くなり、熱分解によりガスが発生し易くなり、ダイからストランドが出た際にガスによりストランドが破断し易くなる。より好ましい樹脂圧は8MPa以下であり、更に好ましくは7MPa以下である。
In the third step, the pressure is increased at the tip of the screw and the resin is extruded so that the resin pressure inside the die when it leaves the die is 2 to 9 MPa.
The resin pressure in the die (also called die pressure) is the resin pressure at the position of the tip of the screw. The pressure at this position is the highest. Usually, a flange is located at this position, and a resin pressure gauge 7 is installed, so that the pressure can be measured over time. The resin pressure in this die is set to 2 MPa or more and 9 MPa or less. (B) glass fibers are usually in a bundle shape when fed, and by setting the resin pressure in the die to 2 MPa or more and 9 MPa or less, they are kneaded together with the resin, and by applying an appropriate pressure, the resin is easily impregnated into the (B) glass fiber bundle, making it possible to perform uniform kneading, and the occurrence of strand breakage can be suppressed. If it is less than 2 MPa, the kneading state of the resin and (B) glass fiber is not uniform, and the strand is likely to break when it comes out of the die. A more preferable resin pressure in the die is 2.5 MPa or more, and even more preferably 3 MPa or more. On the other hand, if the resin pressure is too high, the retention area at the tip of the screw becomes long, gas is easily generated by thermal decomposition, and the strand is easily broken by the gas when it comes out of the die. The resin pressure is more preferably 8 MPa or less, and further preferably 7 MPa or less.
ダイホルダ8の温度は、通常より高い温度とすることが好ましく、260℃以上、340℃以下が好ましい。このような温度とすることによりストランド切れを抑制しやすくなる。260℃未満だと、ダイの温度は当該樹脂組成物の樹脂温度より低く、ダイ両端のストランド温度は中央のストランドより低くなる。そのためにストランド間で粘度の違いが発生し、ストランドが切れやすくなる。ダイホルダ8の温度は、より好ましくは270℃以上、更に好ましくは280℃以上である。340℃を超えると、ダイ内部の熱滞留により、ガスが発生し易くなり、やはりストランドが切れやすくなる。ダイホルダ8の温度は、より好ましくは330℃以下。更に好ましくは320℃以下である。The temperature of the die holder 8 is preferably higher than usual, and is preferably 260°C or higher and 340°C or lower. By setting the temperature at such a temperature, it becomes easier to suppress strand breakage. If it is less than 260°C, the temperature of the die is lower than the resin temperature of the resin composition, and the temperature of the strands at both ends of the die is lower than the temperature of the strand in the center. This causes a difference in viscosity between the strands, making them more likely to break. The temperature of the die holder 8 is more preferably 270°C or higher, and even more preferably 280°C or higher. If it exceeds 340°C, gas is more likely to be generated due to heat retention inside the die, and the strands are also more likely to break. The temperature of the die holder 8 is more preferably 330°C or lower, and even more preferably 320°C or lower.
押出機のシリンダー、およびダイホルダ8には第2混練部熱電対5やダイホルダ熱電対9が挿しこまれていて、シリンダーとダイホルダの温度を測定できるようになっている。更にシリンダーやダイホルダにはヒーターが組み込まれていて、温度制御できるようになっている。シリンダーの温度やダイホルダの温度とは、挿し込まれた熱電対により測定された温度である。
The second
そして、第4工程では、ダイから出たストランド10を水冷し、ペレタイザー11でカットする。ストランドカットするときのストランド温度は100℃以上150℃以下が好ましい。このような温度とすることにより、切粉の発生や不良形状のペレット発生を抑えやすくなる。100℃未満だと、ストランドが硬く、ペレタイザーでカットする際に切粉が発生しやすい。それにより、射出成形等の成形時に可塑化が不安定となりやすい。150℃を超えると、カットしたペレットの楕円柱状の扁平率が大きくなり、これによっても可塑化不良となる場合がある。ストランドカットするときのストランド温度は、より好ましくは110℃以上、140℃以下である。In the fourth step, the
ガラス繊維を高濃度で配合したガラス繊維強化ポリエステル系樹脂組成物は、ダイから出てから冷却、ストランドカットの前までに破断しやすい。樹脂成分が少なく、粘弾性的性質が弱くなり、ストランドの靭性が失われ、脆く、切れやすくなる。またガラス繊維の量が多いため、開繊性の悪い繊維束が発生しやすい。開繊性の悪い繊維束はストランド引き(延伸)に対して破断の開始点となりやすい。更に、繊維束への樹脂の充填が少ないとその部分が破断の開始点となる場合もある(ガラス繊維束への樹脂含侵不足)。そしてガラス繊維が高濃度のために、樹脂の粘度が高くなり、樹脂温度が上昇しやすい。それにより熱分解ガスが発生し、ダイから出たときにストランドが切れる原因となる。このようにストランド靭性の低下、ガラス繊維束の開繊不足、ガラス繊維束への樹脂の含侵不足、ガス発生などにより、ストランドを安定的にカットすることは困難となる。ストランドが切れると、人手によりそのストランドをペレタイザーに再度入れる必要がある。その時に全体のストランドの流れが乱れ、カッターに対してストランドが斜め方向に入り、長ペレットが発生しやすい。そしてガラス繊維が高濃度で、ストランドが硬いためにペレタイザーによるカット面が鋭利にならず、鈍くなり、切粉が発生する。切粉の発生を抑制するためにはストランドカット温度を上げることが必要である。それにより鋭利に切れ、切粉は減少する。然しストランドカット温度を上げ過ぎると、ストランドが柔らかくなり、ペレタイザーの引き取りロールにより押しつぶされて、楕円柱状のペレットの偏心率が大きくなる。これらの長ペレットや切粉が多く、扁平率が大きくなるほど、ペレットを用いて射出成形する際の可塑化不良を引き起こしやすく、生産性の低下をきたす。長ペレット(通常、ペレットの長さの2倍以上)の数は1kg中に5個以下が好ましい。切粉は全質量(ペレット+切粉)のうち300質量ppm以下が好ましい。また扁平率(長軸/単軸)は1.30以下が好ましい。Glass fiber reinforced polyester resin compositions containing a high concentration of glass fiber tend to break after coming out of the die, before cooling and strand cutting. The low resin content weakens the viscoelastic properties, and the strands lose their toughness, becoming brittle and easily broken. In addition, the large amount of glass fiber makes it easy to produce fiber bundles with poor opening properties. Fiber bundles with poor opening properties are likely to become the starting point of breakage when drawn (stretched). Furthermore, if the fiber bundle is filled with little resin, that part may become the starting point of breakage (insufficient resin impregnation of the glass fiber bundle). And because of the high concentration of glass fiber, the viscosity of the resin increases and the resin temperature tends to rise. This generates pyrolysis gas, which causes the strands to break when they come out of the die. In this way, it becomes difficult to cut the strands stably due to the decrease in strand toughness, insufficient opening of the glass fiber bundles, insufficient resin impregnation of the glass fiber bundles, gas generation, etc. If the strand breaks, it is necessary to manually re-feed the strand into the pelletizer. At that time, the flow of the entire strand becomes disturbed, and the strand enters the cutter at an angle, which makes it easy for long pellets to be generated. Furthermore, because the glass fiber is highly concentrated and the strand is hard, the cut surface by the pelletizer is not sharp, but becomes dull, and chips are generated. In order to suppress the generation of chips, it is necessary to raise the strand cut temperature. This makes the cut sharper and reduces the amount of chips. However, if the strand cut temperature is raised too high, the strand becomes soft and is crushed by the pelletizer's take-up roll, and the eccentricity of the elliptical cylindrical pellets increases. The more long pellets and chips there are and the higher the flattening ratio, the more likely it is that poor plasticization will occur when the pellets are used for injection molding, resulting in a decrease in productivity. The number of long pellets (usually more than twice the length of the pellets) is preferably 5 or less per 1 kg. The amount of chips is preferably 300 mass ppm or less of the total mass (pellets + chips). The flattening ratio (long axis/single axis) is preferably 1.30 or less.
押出ダイの形状は特に制限はなく、公知のものが使用される。ダイ穴の直径は所望するペレットの寸法にもよるが、通常2~5mm、好ましくは3~4mm程度である。There are no particular limitations on the shape of the extrusion die, and any known die may be used. The diameter of the die hole depends on the desired pellet size, but is usually about 2 to 5 mm, and preferably about 3 to 4 mm.
ストランド10は、引き取りローラーによって引き取られ、水と接触され、冷却される。水との接触は、冷却水槽13に溜められた水中を搬送されるようにして冷却されてもよいし、ストランド10に水をかけて水と接触させて冷却してもよく、メッシュベルトコンベアでストランドを引き、そこに放水装置にて水をかける方法でもよい。ストランドがダイから押し出されてから水冷却、あるいは水に入るまでの時間は短い方がよい。通常は、ダイから押し出されてから1秒以内に水中に入るのがよい。The
冷却されたストランドは、引き取りローラーによりペレタイザーに送られ、カッティングされて、ペレットとされる。The cooled strands are sent to the pelletizer by take-up rollers, cut, and turned into pellets.
本発明の方法において、ガラス繊維強化ポリエステル系樹脂組成物の265℃、91/secでの剪断粘度は400Pa・s以上2000Pa・s以下とする。400~2000Pa・sの範囲とし、前記した各工程と組み合わせることで、ストランド破断を抑制し、連続安定生産を可能とする。400Pa・sを下回ると、ストランドの弾性性質が弱く、ストランドは破断しやすい。また、2000Pa・sを超えると、剪断発熱が大きくなり、樹脂温度が上昇し、熱分解し、ストランドは簡単に破断する。より好ましい範囲は500Pa・s以上、1700Pa・s以下、更に好ましい範囲は600Pa・s以上であり、好ましくは1400Pa・s以下である。In the method of the present invention, the shear viscosity of the glass fiber reinforced polyester resin composition at 265°C and 91/sec is 400 Pa·s or more and 2000 Pa·s or less. By setting the range of 400 to 2000 Pa·s and combining it with each of the above-mentioned steps, strand breakage is suppressed and continuous stable production is possible. If the viscosity is below 400 Pa·s, the elastic properties of the strand are weak and the strand is easily broken. Also, if it exceeds 2000 Pa·s, shear heat generation becomes large, the resin temperature rises, thermal decomposition occurs, and the strand easily breaks. A more preferable range is 500 Pa·s or more and 1700 Pa·s or less, and an even more preferable range is 600 Pa·s or more, preferably 1400 Pa·s or less.
剪断粘度は、キャピログラフ(東洋精機製作所社製キャピログラフ、1D2)を使用し、キャピラリー径1mm、キャピラリー長3mmのオリフィスを用い、JIS K7199に準拠して、265℃、剪断速度91/secで測定される値である。The shear viscosity is measured using a Capillograph (Capillograph 1D2 manufactured by Toyo Seiki Seisakusho Co., Ltd.) with an orifice having a capillary diameter of 1 mm and a capillary length of 3 mm at 265°C and a shear rate of 91/sec in accordance with JIS K7199.
剪断粘度を前記範囲に調整するには、(B)ガラス繊維の量が多くなると剪断粘度を上げることができ、少なくすると剪断粘度は下げることができ、また、配合する(C)その他のポリマー、例えば使用するスチレン系ポリマーやポリカーボネート樹脂の量やその粘度を調整する等の方法で可能である。また、(A)ポリエステル樹脂の粘度を変えることでも調整可能である。To adjust the shear viscosity to the above range, the amount of (B) glass fiber can be increased to increase the shear viscosity, and the amount of (C) other polymers, such as styrene-based polymers or polycarbonate resins, can be decreased to decrease the shear viscosity. It is also possible to adjust the shear viscosity by changing the viscosity of (A) polyester resin.
次に、本発明で使用する原料成分について、説明する。Next, the raw material components used in the present invention will be described.
(A)ポリエステル樹脂
(A)ポリエステル樹脂は、熱可塑性ポリエステル樹脂であり、ジカルボン酸化合物とジヒドロキシ化合物の重縮合、オキシカルボン酸化合物の重縮合あるいはこれらの化合物の重縮合等によって得られるポリエステルであり、ホモポリエステル、コポリエステルのいずれであってもよい。
(A) Polyester Resin The (A) polyester resin is a thermoplastic polyester resin, and is a polyester obtained by polycondensation of a dicarboxylic acid compound and a dihydroxy compound, polycondensation of an oxycarboxylic acid compound, or polycondensation of these compounds, and may be either a homopolyester or a copolyester.
(A)ポリエステル樹脂を構成するジカルボン酸化合物としては、芳香族ジカルボン酸又はそのエステル形成性誘導体が好ましく使用される。
芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸、オルトフタル酸、1,5-ナフタレンジカルボン酸、2,5-ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、ビフェニル-2,2’-ジカルボン酸、ビフェニル-3,3’-ジカルボン酸、ビフェニル-4,4’-ジカルボン酸、ジフェニルエーテル-4,4’-ジカルボン酸、ジフェニルメタン-4,4’-ジカルボン酸、ジフェニルスルフォン-4,4’-ジカルボン酸、ジフェニルイソプロピリデン-4,4’-ジカルボン酸、1,2-ビス(フェノキシ)エタン-4,4’-ジカルボン酸、アントラセン-2,5-ジカルボン酸、アントラセン-2,6-ジカルボン酸、p-ターフェニレン-4,4’-ジカルボン酸、ピリジン-2,5-ジカルボン酸等が挙げられ、テレフタル酸が好ましく使用できる。
As the dicarboxylic acid compound constituting the polyester resin (A), an aromatic dicarboxylic acid or an ester-forming derivative thereof is preferably used.
Examples of aromatic dicarboxylic acids include terephthalic acid, isophthalic acid, orthophthalic acid, 1,5-naphthalenedicarboxylic acid, 2,5-naphthalenedicarboxylic acid, 2,6-naphthalenedicarboxylic acid, biphenyl-2,2'-dicarboxylic acid, biphenyl-3,3'-dicarboxylic acid, biphenyl-4,4'-dicarboxylic acid, diphenylether-4,4'-dicarboxylic acid, diphenylmethane-4,4'-dicarboxylic acid, diphenylsulfone-4,4'-dicarboxylic acid, diphenylisopropylidene-4,4'-dicarboxylic acid, 1,2-bis(phenoxy)ethane-4,4'-dicarboxylic acid, anthracene-2,5-dicarboxylic acid, anthracene-2,6-dicarboxylic acid, p-terphenylene-4,4'-dicarboxylic acid, and pyridine-2,5-dicarboxylic acid. Terephthalic acid is preferably used.
これらの芳香族ジカルボン酸は2種以上を混合して使用しても良い。これらは周知のように、遊離酸以外にジメチルエステル等をエステル形成性誘導体として重縮合反応に用いることができる。
なお、少量であればこれらの芳香族ジカルボン酸と共にアジピン酸、アゼライン酸、ドデカンジオン酸、セバシン酸等の脂肪族ジカルボン酸や、1,2-シクロヘキサンジカルボン酸、1,3-シクロヘキサンジカルボン酸及び1,4-シクロヘキサンジカルボン酸等の脂環式ジカルボン酸を1種以上混合して使用することができる。
These aromatic dicarboxylic acids may be used in combination of two or more. As is well known, in addition to the free acids, these may be used in the polycondensation reaction as ester-forming derivatives such as dimethyl esters.
In addition, a small amount of aliphatic dicarboxylic acids such as adipic acid, azelaic acid, dodecanedioic acid, and sebacic acid, and alicyclic dicarboxylic acids such as 1,2-cyclohexanedicarboxylic acid, 1,3-cyclohexanedicarboxylic acid, and 1,4-cyclohexanedicarboxylic acid can be mixed and used together with these aromatic dicarboxylic acids.
(A)ポリエステル樹脂を構成するジヒドロキシ化合物としては、エチレングリコール、プロピレングリコール、ブタンジオール、へキシレングリコール、ネオペンチルグリコール、2-メチルプロパン-1,3-ジオール、ジエチレングリコール、トリエチレングリコール等の脂肪族ジオール、シクロヘキサン-1,4-ジメタノール等の脂環式ジオール等、及びそれらの混合物等が挙げられる。
なお、少量であれば、分子量400~6,000の長鎖ジオール、すなわち、ポリエチレングリコール、ポリ-1,3-プロピレングリコール、ポリテトラメチレングリコール等を1種以上共重合せしめてもよい。
また、ハイドロキノン、レゾルシン、ナフタレンジオール、ジヒドロキシジフェニルエーテル、2,2-ビス(4-ヒドロキシフェニル)プロパン等の芳香族ジオールも用いることができる。
Examples of the dihydroxy compound constituting the (A) polyester resin include aliphatic diols such as ethylene glycol, propylene glycol, butanediol, hexylene glycol, neopentyl glycol, 2-methylpropane-1,3-diol, diethylene glycol, and triethylene glycol, alicyclic diols such as cyclohexane-1,4-dimethanol, and mixtures thereof.
In addition, if the amount is small, one or more long-chain diols having a molecular weight of 400 to 6,000, such as polyethylene glycol, poly-1,3-propylene glycol, polytetramethylene glycol, etc. may be copolymerized.
Additionally, aromatic diols such as hydroquinone, resorcin, naphthalenediol, dihydroxydiphenyl ether, and 2,2-bis(4-hydroxyphenyl)propane can also be used.
また、上記のような二官能性モノマー以外に、分岐構造を導入するためトリメリット酸、トリメシン酸、ピロメリット酸、ペンタエリスリトール、トリメチロールプロパン等の三官能性モノマーや分子量調節のため脂肪酸等の単官能性化合物を少量併用することもできる。In addition to the bifunctional monomers mentioned above, small amounts of trifunctional monomers such as trimellitic acid, trimesic acid, pyromellitic acid, pentaerythritol, and trimethylolpropane can also be used in combination to introduce a branched structure, or monofunctional compounds such as fatty acids can be used in combination to adjust the molecular weight.
(A)ポリエステル樹脂としては、通常は主としてジカルボン酸とジオールとの重縮合からなるもの、即ち樹脂全体の50質量%以上、好ましくは70質量%以上がこの重縮合物からなるものを用いる。ジカルボン酸としては芳香族ジカルボン酸が好ましく、ジオールとしては脂肪族ジオールが好ましい。(A) The polyester resin is usually made of a polycondensation product of a dicarboxylic acid and a diol, i.e., 50% by weight or more, preferably 70% by weight or more of the total resin is made of this polycondensation product. As the dicarboxylic acid, an aromatic dicarboxylic acid is preferable, and as the diol, an aliphatic diol is preferable.
中でも好ましいのは、酸成分の95モル%以上がテレフタル酸であり、アルコール成分の95質量%以上が脂肪族ジオールであるポリアルキレンテレフタレートである。その代表的なものはポリブチレンテレフタレート樹脂及びポリエチレンテレフタレート樹脂である。これらはホモポリエステルに近いもの、即ち樹脂全体の95質量%以上が、テレフタル酸成分及び1,4-ブタンジオール又はエチレングリコール成分からなるものであるのが好ましい。Among these, polyalkylene terephthalates in which 95 mol % or more of the acid component is terephthalic acid and 95 mass % or more of the alcohol component is an aliphatic diol are preferred. Representative examples are polybutylene terephthalate resin and polyethylene terephthalate resin. These are preferably close to homopolyesters, that is, 95 mass % or more of the entire resin is composed of terephthalic acid components and 1,4-butanediol or ethylene glycol components.
(A)ポリエステル樹脂としては、主成分(即ち50質量%以上)がポリブチレンテレフタレート樹脂あるいはポリエチレンテレフタレート樹脂が好ましく、特にポリブチレンテレフタレート樹脂が好ましい。(A) As the polyester resin, it is preferable that the main component (i.e., 50% by mass or more) is polybutylene terephthalate resin or polyethylene terephthalate resin, and polybutylene terephthalate resin is particularly preferable.
(A)ポリエステル樹脂としては、固有粘度が好ましくは0.60dl/g以上1.0dl/g未満、より好ましくは0.60dl/g以上0.95dl/g未満、さらに好ましくは0.65dl/g以上0.95dl/g未満であるものを用いるのが好ましい。固有粘度が0.60dl/gより低いものを用いると、得られる樹脂組成物の機械的強度の低くなったり、耐加水分解性が悪くなったり、耐ヒートショック性が低くなったりしやすく、固有粘度が1.0dl/g以上になると、良好な流動性を得ることが難しくなりやすい。(A) It is preferable to use a polyester resin having an intrinsic viscosity of preferably 0.60 dl/g or more and less than 1.0 dl/g, more preferably 0.60 dl/g or more and less than 0.95 dl/g, and even more preferably 0.65 dl/g or more and less than 0.95 dl/g. If a resin having an intrinsic viscosity lower than 0.60 dl/g is used, the mechanical strength of the resulting resin composition tends to be low, the hydrolysis resistance tends to be poor, and the heat shock resistance tends to be low, and if the intrinsic viscosity is 1.0 dl/g or more, it tends to be difficult to obtain good fluidity.
なお、ポリエステル樹脂の固有粘度は、1,1,2,2-テトラクロロエタンとフェノールとの1:1(質量比)の混合溶媒中、30℃で測定する値である。The intrinsic viscosity of polyester resin is measured at 30°C in a mixed solvent of 1,1,2,2-tetrachloroethane and phenol in a 1:1 (mass ratio).
また、(A)ポリエステル樹脂の末端カルボキシル基量は適宜選択して決定すればよいが、通常、60eq/ton以下であり、50eq/ton以下であることが好ましく、30eq/ton以下であることがさらに好ましい。60eq/tonを超えると、樹脂組成物の溶融成形時にガスが発生しやすくなる。末端カルボキシル基量の下限値は特に定めるものではないが、ポリエステル樹脂の製造の生産性を考慮し、通常、10eq/tonである。 The amount of terminal carboxyl groups in the (A) polyester resin may be appropriately selected and determined, but is usually 60 eq/ton or less, preferably 50 eq/ton or less, and more preferably 30 eq/ton or less. If it exceeds 60 eq/ton, gas tends to be generated during melt molding of the resin composition. There is no particular lower limit for the amount of terminal carboxyl groups, but it is usually 10 eq/ton, taking into account the productivity of the polyester resin production.
なお、ポリエステル樹脂の末端カルボキシル基量は、ベンジルアルコール25mLにポリアルキレンテレフタレート樹脂0.5gを溶解し、水酸化ナトリウムの0.01モル/lベンジルアルコール溶液を用いて滴定により測定して得られる値をいう。末端カルボキシル基量を調整する方法としては、重合時の原料仕込み比、重合温度、減圧方法などの重合条件を調整する方法や、末端封鎖剤を反応させる方法等、従来公知の任意の方法により行えばよい。The amount of terminal carboxyl groups in the polyester resin is the value obtained by dissolving 0.5 g of polyalkylene terephthalate resin in 25 mL of benzyl alcohol and measuring by titration using a 0.01 mol/l benzyl alcohol solution of sodium hydroxide. The amount of terminal carboxyl groups can be adjusted by any conventional method, such as adjusting the polymerization conditions such as the raw material charge ratio during polymerization, polymerization temperature, and pressure reduction method, or by reacting a terminal blocking agent.
(B)ガラス繊維
(B)ガラス繊維としては、通常ポリエステル樹脂に使用されているものであれば、Aガラス、Eガラス、ジルコニア成分含有の耐アルカリガラス組成や、チョツプドストランド、ロービングガラス、熱可塑性樹脂とガラス繊維のマスターバッチ等の配合時のガラス繊維の形態を問わず、公知のいかなるガラス繊維も使用可能である。中でも本発明に用いる(B)ガラス繊維としては、樹脂組成物の熱安定性を向上させる目的から無アルカリガラス(Eガラス)が好ましい。
(B) Glass Fiber As the (B) glass fiber, any known glass fiber can be used as long as it is one that is usually used in polyester resins, regardless of the form of the glass fiber when blended, such as A glass, E glass, alkali-resistant glass composition containing a zirconia component, chopped strand, roving glass, master batch of thermoplastic resin and glass fiber, etc. Among them, as the (B) glass fiber used in the present invention, alkali-free glass (E glass) is preferred for the purpose of improving the thermal stability of the resin composition.
(B)ガラス繊維としては、長さ方向断面の異形比が2.0~6.0の範囲にあるガラス繊維を使用することも好ましい。
長さ方向断面の異形比とは、ガラス繊維の長さ方向に対して垂直な断面に外接する最小面積の長方形を想定し、この長方形の長辺の長さを長径とし、短辺の長さを短径としたときの、長径/短径の比である。
As the (B) glass fiber, it is also preferable to use glass fiber having a longitudinal cross-sectional irregularity ratio in the range of 2.0 to 6.0.
The irregularity ratio of the longitudinal cross section is the ratio of the long axis to the short axis when a rectangle of the minimum area circumscribing a cross section perpendicular to the longitudinal direction of the glass fiber is assumed, and the length of the long side of this rectangle is defined as the long axis and the length of the short side is defined as the short axis.
(B)ガラス繊維の長さ方向の断面積は、90μm2超300μm2以下であることが好ましく、このような断面積であることで、ポリエステル樹脂がマトリックスとなりやすく、結果的に耐熱性が向上し易い。断面積は、より好ましくは90μm2超250μm2以下、さらに好ましくは90μm2超200μm2以下である。
(B)ガラス繊維の太さは、特に限定されるものではないが、短径が2~20μm、長径が5~50μm程度であることが好ましい。
(B) The cross-sectional area in the longitudinal direction of the glass fiber is preferably more than 90 μm 2 and not more than 300 μm 2. With such a cross-sectional area, the polyester resin is easily made to become a matrix, and as a result, the heat resistance is easily improved. The cross-sectional area is more preferably more than 90 μm 2 and not more than 250 μm 2 , and even more preferably more than 90 μm 2 and not more than 200 μm 2 .
The thickness of the (B) glass fiber is not particularly limited, but it is preferable that the minor axis is about 2 to 20 μm and the major axis is about 5 to 50 μm.
(B)ガラス繊維は、集束剤や表面処理剤により処理がなされていてもよい。また、本発明の樹脂組成物製造時に、未処理のガラス繊維とは別に、集束剤や表面処理剤を添加し、表面処理してもよい。(B) The glass fibers may be treated with a bundling agent or a surface treatment agent. In addition, when producing the resin composition of the present invention, a bundling agent or a surface treatment agent may be added separately from the untreated glass fibers to perform surface treatment.
集束剤としては、例えば、酢酸ビニル樹脂、エチレン/酢酸ビニル共重合体、アクリル樹脂、エポキシ樹脂、ポリウレタン樹脂、ポリエステル樹脂などの樹脂エマルジョン等が挙げられる。
表面処理剤としては、例えば、γ-アミノプロピルトリエトキシシラン、γ-アミノプロピルトリメトキシシラン、γ-(2-アミノエチル)アミノプロピルトリメトキシシラン等のアミノシラン系化合物、ビニルトリクロロシラン、メチルビニルジクロロシラン等のクロロシラン系化合物、ビニルトリメトキシシラン、ビニルトリエトキシシラン、ビニルトリアセトキシシラン、γ-メタクリロキシプロピルトリメトキシシランなどのアルコキシシラン系化合物、β-(3,4-エポキシシクロヘキシル)エチルトリメトキシシラン、γ-グリシドキシプロピルトリメトキシシラン等のエポキシシラン系化合物、アクリル系化合物、イソシアネート系化合物、チタネート系化合物、エポキシ系化合物などが挙げられる。
Examples of the sizing agent include resin emulsions such as vinyl acetate resin, ethylene/vinyl acetate copolymer, acrylic resin, epoxy resin, polyurethane resin, and polyester resin.
Examples of the surface treatment agent include aminosilane compounds such as γ-aminopropyltriethoxysilane, γ-aminopropyltrimethoxysilane, and γ-(2-aminoethyl)aminopropyltrimethoxysilane; chlorosilane compounds such as vinyltrichlorosilane and methylvinyldichlorosilane; alkoxysilane compounds such as vinyltrimethoxysilane, vinyltriethoxysilane, vinyltriacetoxysilane, and γ-methacryloxypropyltrimethoxysilane; epoxysilane compounds such as β-(3,4-epoxycyclohexyl)ethyltrimethoxysilane and γ-glycidoxypropyltrimethoxysilane; acrylic compounds, isocyanate compounds, titanate compounds, and epoxy compounds.
これらの集束剤や表面処理剤は2種以上を併用してもよく、その使用量(付着量)は、(B)ガラス繊維の質量に対し、通常10質量%以下、好ましくは0.05~5質量%である。付着量を10質量%以下とすることにより、必要十分な効果が得られ、経済的である。Two or more of these sizing agents and surface treatment agents may be used in combination, and the amount used (adhesion amount) is usually 10% by mass or less, and preferably 0.05 to 5% by mass, based on the mass of the (B) glass fiber. By keeping the adhesion amount to 10% by mass or less, a necessary and sufficient effect is obtained, and it is economical.
(B)ガラス繊維は、要求される特性に応じて2種以上を併用してもよい。(B) Two or more types of glass fibers may be used in combination depending on the required characteristics.
(B)ガラス繊維の含有量は、(A)ポリエステル樹脂、(B)ガラス繊維及び(C)その他のポリマーまたは添加剤の合計100質量%に対し、40~70質量%と高い含有量とする。(B)ガラス繊維の含有量が40質量%未満では剛性が不十分となりやすく、逆に70質量%を超えると耐衝撃性や流動性が不十分となりやすく、また生産が困難となりやすい。(B)ガラス繊維の含有量は、より好ましくは42質量%以上であり、より好ましくは65質量%以下、さらに好ましくは60質量%以下であることが好ましい。The content of (B) glass fiber is set to a high content of 40 to 70 mass% relative to 100 mass% of the total of (A) polyester resin, (B) glass fiber, and (C) other polymers or additives. If the content of (B) glass fiber is less than 40 mass%, rigidity is likely to be insufficient, and conversely, if it exceeds 70 mass%, impact resistance and fluidity are likely to be insufficient, and production is likely to be difficult. The content of (B) glass fiber is more preferably 42 mass% or more, more preferably 65 mass% or less, and even more preferably 60 mass% or less.
(C)その他のポリマーまたは添加剤は、(A)ポリブチレンエステル樹脂以外のその他のポリマー及び/又は他の各種の添加剤である。(C) Other polymers or additives are (A) other polymers other than polybutylene ester resin and/or various other additives.
他の添加剤としては、各種の樹脂用添加剤が挙げられ、例えば、(B)ガラス繊維以外の充填剤(タルク、ガラスフレーク、マイカ、雲母、カオリン、セラミックビーズ、クレー、ゼオライト、硫酸バリウム、酸化チタン、酸化ケイ素、酸化アルミニウム、水酸化マグネシウム、硫化亜鉛等)、難燃剤、難燃助剤、安定剤、酸化防止剤、離型剤、紫外線吸収剤、耐候安定剤、滑剤、染顔料等の着色剤、触媒失活剤、帯電防止剤、発泡剤、可塑剤、結晶核剤、結晶化促進剤等が挙げられる。Other additives include various resin additives, such as (B) fillers other than glass fiber (talc, glass flakes, mica, kaolin, ceramic beads, clay, zeolite, barium sulfate, titanium oxide, silicon oxide, aluminum oxide, magnesium hydroxide, zinc sulfide, etc.), flame retardants, flame retardant assistants, stabilizers, antioxidants, release agents, ultraviolet absorbers, weathering stabilizers, lubricants, colorants such as dyes and pigments, catalyst deactivators, antistatic agents, foaming agents, plasticizers, crystal nucleating agents, crystallization accelerators, etc.
その他のポリマーとしては、例えば、各種エラストマー;後記するスチレン系ポリマー;ポリカーボネート樹脂;ポリエチレン樹脂、ポリプロピレン樹脂等のポリオレフィン樹脂;ポリアミド樹脂;ポリイミド樹脂;ポリエーテルイミド樹脂;ポリフェニレンエーテル樹脂;ポリフェニレンサルファイド樹脂;ポリスルホン樹脂;ポリメタクリレート樹脂等が挙げられる。
なお、他の樹脂は、1種が含有されていてもよく、2種以上が任意の組み合わせ及び比率で含有されていてもよい。
Examples of other polymers include various elastomers; styrene-based polymers described below; polycarbonate resins; polyolefin resins such as polyethylene resins and polypropylene resins; polyamide resins; polyimide resins; polyetherimide resins; polyphenylene ether resins; polyphenylene sulfide resins; polysulfone resins; and polymethacrylate resins.
The other resins may be contained either alone or in any combination and ratio of two or more kinds.
(C)その他のポリマーまたは添加剤の量は、(A)~(C)の合計100質量%基準で、0~50質量%であり、好ましくは45質量%以下、より好ましくは40質量%以下、さらに好ましくは35質量%以下であり、好ましくは1質量%以上、より好ましくは2質量%以上、中でも3質量%以上、4質量%以上、特に好ましくは5質量%以上である。(C) The amount of other polymers or additives is 0 to 50% by mass, based on 100% by mass of the total of (A) to (C), and is preferably 45% by mass or less, more preferably 40% by mass or less, and even more preferably 35% by mass or less, and is preferably 1% by mass or more, more preferably 2% by mass or more, of which 3% by mass or more, 4% by mass or more, and particularly preferably 5% by mass or more.
スチレン系ポリマーとしては、例えば、スチレンの単独重合体、ゴムの存在下スチレンを重合してなるグラフト共重合体、スチレンと(メタ)アクリロニトリルとの共重合体、スチレンと(メタ)アクリル酸アルキルエステルとの共重合体、スチレンと(メタ)アクリロニトリルと他の共重合可能な単量体との共重合体、ゴムの存在下スチレンと(メタ)アクリロニトリルとをグラフト重合してなるグラフト共重合体等が挙げられる。具体的には、ポリスチレン(一般用ポリスチレン、GPPS)、耐衝撃性ポリスチレン(ハイインパクトポリスチレン、HIPS)、アクリロニトリル-スチレン共重合体(AS樹脂)、アクリロニトリル-ブタジエン-スチレン共重合体(ABS樹脂)、スチレン・ブタジエン・スチレン共重合体(SBS樹脂)、水添スチレン-ブタジエン-スチレン共重合体(水添SBS)、水添スチレン-イソプレン-スチレン共重合体(SEPS)、スチレン-無水マレイン酸共重合体(SMA樹脂)、アクリロニトリル-スチレン-アクリルゴム共重合体(ASA樹脂)、メチルメタクリレート-ブタジエン-スチレン共重合体(MBS樹脂)、メチルメタクリレート-アクリロニトリル-ブタジエン-スチレン共重合体(MABS樹脂)、アクリロニトリル-アクリルゴム-スチレン共重合体(AAS樹脂)、アクリロニトリル-エチレンプロピレン系ゴム-スチレン共重合体(AES樹脂)及びスチレン-IPN型ゴム共重合体等の樹脂、又は、これらの混合物が挙げられる。Examples of styrene-based polymers include homopolymers of styrene, graft copolymers obtained by polymerizing styrene in the presence of rubber, copolymers of styrene and (meth)acrylonitrile, copolymers of styrene and (meth)acrylic acid alkyl esters, copolymers of styrene, (meth)acrylonitrile and other copolymerizable monomers, and graft copolymers obtained by graft polymerizing styrene and (meth)acrylonitrile in the presence of rubber. Specific examples of the resin include polystyrene (general purpose polystyrene, GPPS), impact resistant polystyrene (high impact polystyrene, HIPS), acrylonitrile-styrene copolymer (AS resin), acrylonitrile-butadiene-styrene copolymer (ABS resin), styrene-butadiene-styrene copolymer (SBS resin), hydrogenated styrene-butadiene-styrene copolymer (hydrogenated SBS), hydrogenated styrene-isoprene-styrene copolymer (SEPS), styrene-maleic anhydride copolymer (SMA resin), acrylonitrile-styrene-acrylic rubber copolymer (ASA resin), methyl methacrylate-butadiene-styrene copolymer (MBS resin), methyl methacrylate-acrylonitrile-butadiene-styrene copolymer (MABS resin), acrylonitrile-acrylic rubber-styrene copolymer (AAS resin), acrylonitrile-ethylene propylene rubber-styrene copolymer (AES resin) and styrene-IPN type rubber copolymer, or mixtures thereof.
これらの中でも、アクリロニトリル-スチレン共重合体(AS樹脂)、ポリスチレン(GPPS)、耐衝撃性ポリスチレン(HIPS)、アクリロニトリル-ブタジエン-スチレン共重合体(ABS樹脂)が好ましく、特にアクリロニトリル-スチレン共重合体(AS樹脂)、ポリスチレン(GPPS)、耐衝撃性ポリスチレン(HIPS)、アクリロニトリル-ブタジエン-スチレン共重合体(ABS樹脂)が好ましい。Among these, acrylonitrile-styrene copolymer (AS resin), polystyrene (GPPS), high impact polystyrene (HIPS), and acrylonitrile-butadiene-styrene copolymer (ABS resin) are preferred, and acrylonitrile-styrene copolymer (AS resin), polystyrene (GPPS), high impact polystyrene (HIPS), and acrylonitrile-butadiene-styrene copolymer (ABS resin) are particularly preferred.
スチレン系ポリマーとしては、スチレン系エラストマーも使用できる。
スチレン系エラストマーとしては、ビニル芳香族化合物を重合成分とした重合体ブロックと、共役ジエンを重合成分とした重合体ブロックとからなるブロック共重合体及びその水素添加物が好ましい。
As the styrene-based polymer, a styrene-based elastomer can also be used.
As the styrene-based elastomer, a block copolymer comprising a polymer block having a vinyl aromatic compound as a polymerization component and a polymer block having a conjugated diene as a polymerization component, and a hydrogenated product thereof are preferable.
ビニル芳香族炭化水素の重合体ブロックを構成するビニル芳香族化合物としては、スチレン、α-メチルスチレン、o-メチルスチレン、p-メチルスチレン、p-t-ブチルスチレン、1,3-ジメチルスチレン、低級アルキル置換スチレン、ビニルナフタレン、ビニルアントラセン等のスチレンまたはその誘導体などが挙げられる。これらは1種単独で使用することもできるし、2種以上を組み合せて使用することもできる。Examples of vinyl aromatic compounds constituting the vinyl aromatic hydrocarbon polymer block include styrene, α-methylstyrene, o-methylstyrene, p-methylstyrene, p-t-butylstyrene, 1,3-dimethylstyrene, lower alkyl-substituted styrene, vinylnaphthalene, vinylanthracene, and other styrene or derivatives thereof. These can be used alone or in combination of two or more.
共役ジエンブロックを構成する共役ジエンとしては、ブタジエン、イソプレン、1,3-ペンタジエン、2,3-ジメチル-1,3-ブタジエン等が挙げられる。 Examples of conjugated dienes that make up the conjugated diene blocks include butadiene, isoprene, 1,3-pentadiene, 2,3-dimethyl-1,3-butadiene, etc.
スチレン系ポリマーは、1種を単独で用いてもよく2種以上を混合して用いてもよい。
スチレン系ポリマーの量は、(A)~(C)の合計100質量%基準で、5~45質量%であることが好ましい。
The styrene-based polymer may be used alone or in combination of two or more kinds.
The amount of the styrene-based polymer is preferably 5 to 45% by mass, based on 100% by mass of the total of (A) to (C).
ポリカーボネート樹脂としては、好ましくは、芳香族ポリカーボネート樹脂であり、具体的には、芳香族ジヒドロキシ化合物をホスゲン又は炭酸のジエステルと反応させることによって得られる熱可塑性芳香族ポリカーボネート重合体又は共重合体が用いられる。The polycarbonate resin is preferably an aromatic polycarbonate resin, specifically a thermoplastic aromatic polycarbonate polymer or copolymer obtained by reacting an aromatic dihydroxy compound with phosgene or a diester of carbonic acid.
芳香族ジヒドロキシ化合物としては、2,2-ビス(4-ヒドロキシフェニル)プロパン(ビスフェノールA)、テトラメチルビスフェノールA等が挙げられる。 Examples of aromatic dihydroxy compounds include 2,2-bis(4-hydroxyphenyl)propane (bisphenol A), tetramethylbisphenol A, etc.
ポリカーボネート樹脂の好ましい例としては、ジヒドロキシ化合物として2,2-ビス(4-ヒドロキシフェニル)プロパン又は2,2-ビス(4-ヒドロキシフェニル)プロパンと他の芳香族ジヒドロキシ化合物とを併用したポリカーボネート樹脂が挙げられる。Preferred examples of polycarbonate resins include polycarbonate resins containing 2,2-bis(4-hydroxyphenyl)propane as a dihydroxy compound or 2,2-bis(4-hydroxyphenyl)propane in combination with other aromatic dihydroxy compounds.
ポリカーボネート樹脂は、1種の繰り返し単位からなる単独重合体であってもよく、2種以上の繰り返し単位を有する共重合体であってもよい。このとき共重合体は、ランダム共重合体、ブロック共重合体等、種々の共重合形態を選択することができる。The polycarbonate resin may be a homopolymer consisting of one type of repeating unit, or a copolymer having two or more types of repeating units. In this case, the copolymer may be of various copolymer forms, such as a random copolymer or a block copolymer.
ポリカーボネート樹脂の分子量は、制限はないが、粘度平均分子量(Mv)は、通常は10,000~100,000程度であり、好ましくは12,000~35,000程度である。粘度平均分子量を前記範囲の下限値以上とすることにより、機械的強度をより向上させることができ、機械的強度の要求の高い用途に用いる場合により好ましいものとなる。There are no restrictions on the molecular weight of the polycarbonate resin, but the viscosity average molecular weight (Mv) is usually about 10,000 to 100,000, and preferably about 12,000 to 35,000. By making the viscosity average molecular weight equal to or greater than the lower limit of the above range, the mechanical strength can be further improved, making it more preferable for use in applications requiring high mechanical strength.
なお、ポリカーボネート樹脂の粘度平均分子量(Mv)は、ウベローデ粘度計を用いて、25℃にて、ポリカーボネート樹脂のメチレンクロライド溶液の粘度を測定し極限粘度([η])を求め、以下のSchnellの粘度式から算出される値である。
[η]=1.23×10-4Mv0.83
The viscosity average molecular weight (Mv) of the polycarbonate resin is a value calculated from the intrinsic viscosity ([η]) obtained by measuring the viscosity of a methylene chloride solution of the polycarbonate resin at 25° C. using an Ubbelohde viscometer, and then using the following Schnell viscosity formula:
[η]=1.23× 10-4 Mv 0.83
ポリカーボネート樹脂の製造方法は、特に限定されるものではなく、ホスゲン法(界面重合法)及び溶融法(エステル交換法)のいずれの方法で製造したポリカーボネート樹脂も使用することができる。また、溶融法で製造したポリカーボネート樹脂に、末端のOH基量を調整する後処理を施したポリカーボネート樹脂も好ましい。The method for producing the polycarbonate resin is not particularly limited, and polycarbonate resins produced by either the phosgene method (interfacial polymerization method) or the melting method (ester exchange method) can be used. Also preferred is polycarbonate resin produced by the melting method, which has been subjected to post-treatment to adjust the amount of OH groups at the terminals.
また、ポリカーボネート樹脂は、バージン原料だけでなく、使用済みの製品から再生された芳香族ポリカーボネート樹脂、いわゆるマテリアルリサイクルされた芳香族ポリカーボネート樹脂の使用も可能である。使用済みの製品としては、光学ディスクなどの光記録媒体、導光板、自動車窓ガラスや自動車ヘッドランプレンズ、風防などの車両透明部材、水ボトルなどの容器、メガネレンズ、防音壁やガラス窓、波板などの建築部材などが好ましく挙げられる。また、再生ポリカーボネート樹脂としては、製品の不適合品、スプルー、またはランナーなどから得られた粉砕品、またはそれらを溶融して得たペレットなども使用可能である。In addition, polycarbonate resin can be made not only from virgin raw materials, but also from aromatic polycarbonate resins recycled from used products, i.e., aromatic polycarbonate resins that have been so-called material recycled. Preferred examples of used products include optical recording media such as optical disks, light guide plates, automobile window glass, automobile headlamp lenses, transparent vehicle components such as windshields, containers such as water bottles, eyeglass lenses, soundproof walls, glass windows, corrugated sheets, and other building components. In addition, crushed products obtained from non-conforming products, sprues, or runners, or pellets obtained by melting these can also be used as recycled polycarbonate resin.
ポリカーボネート樹脂を含有する場合の量は、(A)~(C)の合計100質量%基準で、5~45質量%であることが好ましい。When polycarbonate resin is contained, the amount is preferably 5 to 45% by mass, based on 100% by mass of the total of (A) to (C).
本発明の方法で製造されたガラス繊維強化ポリエステル系樹脂組成物は高い強度の成形品が可能なので、軽量化、薄肉化、強度の要求性能を十分に満足することが出来、例えば電気・電子機器分野、コンピュータ等のOA機器分野、精密機器分野、光学機器分野、自動車分野、その他の各種工業分野等における成形品あるいは部品等に幅広く利用することができる。The glass fiber reinforced polyester resin composition produced by the method of the present invention can be used to produce molded products with high strength, fully satisfying the requirements for weight reduction, thinning and strength, and can be widely used in molded products or parts in, for example, the electrical and electronic equipment field, the office automation equipment field such as computers, the precision equipment field, the optical equipment field, the automotive field and various other industrial fields.
以下、実施例を示して本発明について更に具体的に説明する。ただし、本発明は以下の実施例に限定されるものではなく、本発明の要旨を逸脱しない範囲において任意に変更して実施できる。The present invention will be described in more detail below with reference to examples. However, the present invention is not limited to the following examples, and can be modified as desired without departing from the spirit of the present invention.
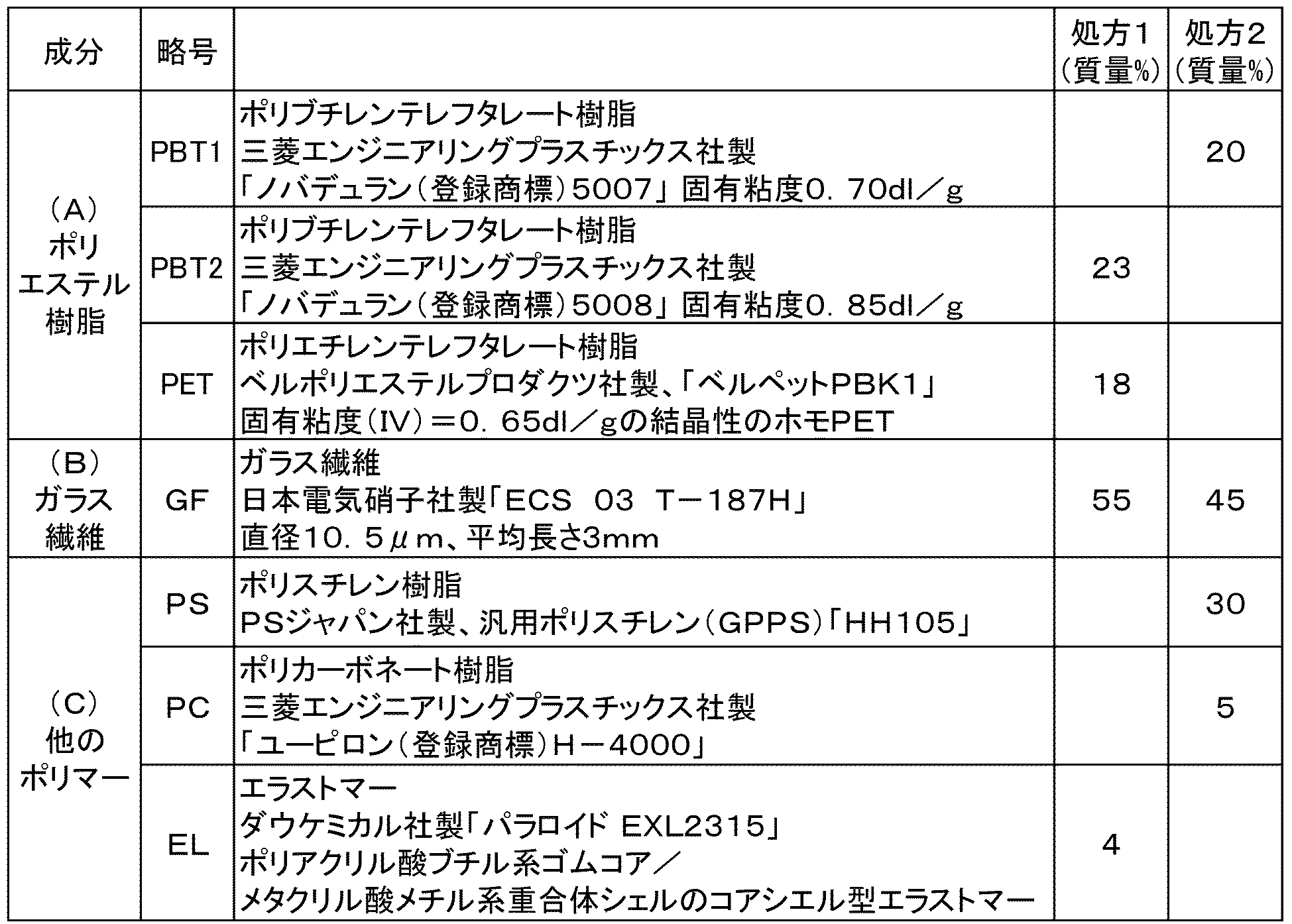
実施例及び比較例で使用した原料の(A)ポリエステル樹脂、(B)ガラス繊維、(C)その他のポリマーは、以下の表1に記載の通りである。The raw materials (A) polyester resin, (B) glass fiber, and (C) other polymers used in the examples and comparative examples are as shown in Table 1 below.
以下の実施例及び比較例で、押出機は、ベント式噛み合い型同方向回転二軸スクリュー押出機(日本製鋼所社製「TEX44αIII」、シリンダー径D=47mm)を使用した。In the following examples and comparative examples, a vented intermeshing co-rotating twin screw extruder ("TEX44αIII" manufactured by Japan Steel Works, Ltd., cylinder diameter D = 47 mm) was used.
スクリュー構成を図2に示した。
C1はフィードシリンダー、C7とC12はベントシリンダー、C7は開放ベント、C12は減圧ベント、C9はサイドフィードシリンダーとした。(A)ポリエステル樹脂と(C)その他のポリマーを溶融混練する第1混練部はC5からC6に配置し、そのスクリュー構成を各1Dで5枚パドルのRRNNLとした(1D=44mm)。(B)ガラス繊維はC9からサイドフィードした。(B)ガラス繊維を混練する第2混練部は1Dで5枚パドルのRと、同じく1Dのバックミキシングスクリュー(リード0.25D)を3つ、図2のように配置した。
The screw configuration is shown in FIG.
C1 was a feed cylinder, C7 and C12 were vent cylinders, C7 was an open vent, C12 was a reduced pressure vent, and C9 was a side feed cylinder. The first kneading section, which melt-kneaded (A) polyester resin and (C) other polymers, was located at C5 to C6, and the screw configuration was RRNNL with 5 paddles at 1D (1D = 44 mm). (B) Glass fiber was side fed from C9. The second kneading section, which kneaded (B) glass fiber, was 1D with 5 paddles R and three 1D back mixing screws (lead 0.25D) arranged as shown in Figure 2.
(A)ポリエステル樹脂と(C)その他のポリマーを添加し、(B)ガラス繊維がフィードされるまでの混練部が第1混練部であり、C1からC9までの間が第1工程である。
次に(B)ガラス繊維が押出機に入り、減圧ベントまでの混練部が第2混練部であり、C10からC11までが第2工程である。C12からC14の、ダイホルダを含み、ダイから混練樹脂が出てくるまでを第3工程である。更に、ダイから出たストランドを水冷し、ペレタイザーでカットし、ペレットを得る工程が第4工程である。
The kneading section from where (A) polyester resin and (C) other polymers are added until (B) glass fibers are fed is the first kneading section, and the section from C1 to C9 is the first step.
Next, (B) the glass fiber enters the extruder, and the mixing section up to the reduced pressure vent is the second mixing section, and from C10 to C11 is the second process. From C12 to C14, including the die holder, the mixing resin comes out of the die is the third process. Furthermore, the strand coming out of the die is cooled with water, cut by a pelletizer, and pelletized is the fourth process.
以下の実施例1~11及び比較例1~2では、上記表1の処方1に記載した原料割合で、樹脂組成物を製造した。In the following Examples 1 to 11 and Comparative Examples 1 and 2, resin compositions were produced using the raw material ratios set forth in
実施例1
ポリブチレンテレフタレート樹脂(PBT2)を57.5kg/h、ポリエチレンテレフタレート樹脂(PET)を45kg/h、エラストマー(EL)を10kg/hを主原料ホッパーから二軸押出機「TEX44αIII」のC1フィードバレルに供給し、更に、ガラス繊維(GF)137.5kg/hをサイドフィードホッパーからC9のサイドフィードシリンダーに供給した。原料のフィード量は合計で250kg/hで、スクリュー回転数は300rpmとした。
Example 1
57.5 kg/h of polybutylene terephthalate resin (PBT2), 45 kg/h of polyethylene terephthalate resin (PET), and 10 kg/h of elastomer (EL) were fed from the main raw material hopper to the C1 feed barrel of the twin-screw extruder "TEX44αIII", and 137.5 kg/h of glass fiber (GF) was fed from the side feed hopper to the C9 side feed cylinder. The total feed rate of the raw materials was 250 kg/h, and the screw rotation speed was 300 rpm.
C2からC9のシリンダー、及びC12~C14のシリンダーの設定温度を250℃とした。第2混練部のC10、C11のシリンダー設定温度を170℃とした。第3工程にあるダイホルダの設定温度は300℃とした。フランジの温度もダイホルダと同じ300℃とした。またダイは穴径3.8mm、ランド長さ20mm、穴数10穴のものが横方向に並んだ平ダイを使用した。この時のダイ内の樹脂圧は5.2MPaであった。
なお、以後の実施例、比較例でもフランジの温度はダイホルダの温度と同じにした。
The set temperatures of cylinders C2 to C9 and cylinders C12 to C14 were 250°C. The set temperatures of cylinders C10 and C11 in the second kneading section were 170°C. The set temperature of the die holder in the third process was 300°C. The flange temperature was also 300°C, the same as the die holder. In addition, a flat die with a hole diameter of 3.8 mm, a land length of 20 mm, and 10 holes arranged horizontally was used. The resin pressure in the die at this time was 5.2 MPa.
In the following examples and comparative examples, the temperature of the flange was set to be the same as the temperature of the die holder.
ダイから出てきたストランドは水槽冷却し、ペレタイザーでストランドカットし、長さ3mmの楕円柱状のペレットを得た。ペレタイザーのストランド引き取り速度は40m/分であった。この時にストランドの水冷距離を調整し、カット時のストランドの温度を130℃とした。ストランドの温度は赤外線温度計で測定した。この押し出しを1時間継続した。1時間の中でストランドの破断は1本も発生しなかった。
得られた楕円柱状ペレットの大きさは、20個のペレットの個数平均で、長さ3.0mm、長径3.0mm、短径2.4mmであった(扁平率1.25)。
ペレットを1kg採取し、目開き1mmの篩で切粉量を測定し、切粉の比率(質量ppm)を求めた。篩の上に残った約1kgのペレットを目視で確認し、長ペレット(6mm以上の長さのペレット)の数を数えた。これらの結果を表に記載した。
切粉量は極めて少なく、長ペットは0個であった。楕円柱状ペレットの扁平率は1.25と良好であった。
The strand coming out of the die was cooled in a water bath and cut into elliptical cylindrical pellets with a length of 3 mm by a pelletizer. The strand take-up speed of the pelletizer was 40 m/min. The water-cooling distance of the strand was adjusted at this time, and the temperature of the strand at the time of cutting was set to 130°C. The temperature of the strand was measured by an infrared thermometer. This extrusion was continued for one hour. No breakage of a single strand occurred during the one hour.
The size of the obtained elliptical cylindrical pellets, calculated as the number average of 20 pellets, was 3.0 mm in length, 3.0 mm in major axis, and 2.4 mm in minor axis (flattening ratio: 1.25).
1 kg of pellets were collected, and the amount of chips was measured using a sieve with 1 mm openings to determine the chip ratio (ppm by mass). The pellets remaining on the sieve (approximately 1 kg) were visually inspected, and the number of long pellets (pellets longer than 6 mm) was counted. These results are shown in the table.
The amount of chips was extremely small, and the number of long pellets was 0. The flattening ratio of the elliptical cylindrical pellets was good at 1.25.
得られたペレットを120℃、5時間乾燥し、株式会社東洋精機製作所社製「Capilograph 1D2」を使用し、キャピラリー径1mm、キャピラリー長3mmのオリフィスを用い、温度265℃で剪断速度91/秒の剪断粘度を求めた。剪断粘度は1020Pa・sであった。
結果を表2に示す。
The obtained pellets were dried at 120° C. for 5 hours, and the shear viscosity was measured at a shear rate of 91/sec at a temperature of 265° C. using a “Capilograph 1D2” manufactured by Toyo Seiki Seisakusho Co., Ltd., with an orifice having a capillary diameter of 1 mm and a capillary length of 3 mm. The shear viscosity was 1020 Pa·s.
The results are shown in Table 2.
ストランド破断評価は、以下の基準で判定した。
A:ストランド破断回数0回/時
B:ストランド破断回数1~2回/時
C:ストランド破断回数3~9回/時
D:ストランド破断回数10回以上/時
また、ペレット形状評価は、以下の基準で判定した。
A:切粉≦300ppmかつ扁平率≦1.30、かつ長ペレット≦5個/kg
B:切粉>300ppmまたは扁平率>1.30、または長ペレット>5個/kg
The strand breakage was evaluated according to the following criteria.
A: Number of strand breaks: 0/hour B: Number of strand breaks: 1-2/hour C: Number of strand breaks: 3-9/hour D: Number of strand breaks: 10 or more/hour The pellet shape was evaluated according to the following criteria.
A: Chips≦300 ppm, flatness≦1.30, and long pellets≦5 pieces/kg
B: Chips > 300 ppm or flatness > 1.30 or long pellets > 5 pieces/kg
実施例2
ダイランド長を10mmとした以外は実施例1と同様にして行った。この時のダイ部の樹脂圧は2.8MPaであった。結果を表2に記載した。
Example 2
The same procedure as in Example 1 was repeated except that the die land length was 10 mm. The resin pressure at the die was 2.8 MPa. The results are shown in Table 2.
実施例3
ダイランド長を30mmとした以外は実施例1と同様にして行った。この時のダイ部の樹脂圧は7.2MPaであった。結果を表2に記載した。
Example 3
The same procedure as in Example 1 was carried out except that the die land length was set to 30 mm. The resin pressure at the die portion at this time was 7.2 MPa. The results are shown in Table 2.
実施例4
ダイホルダの温度を270℃とした以外は実施例1と同様にして行った。結果を表2に記載した。
Example 4
The same procedure as in Example 1 was repeated except that the temperature of the die holder was 270° C. The results are shown in Table 2.
実施例5
ダイホルダの温度を330℃とした以外は実施例1と同様にして行った。結果を表2に記載した。
Example 5
The same procedure as in Example 1 was repeated except that the temperature of the die holder was 330° C. The results are shown in Table 2.
実施例6
ダイホルダの温度を250℃とした以外は実施例1と同様にして行った。結果を表2に記載した。
Example 6
The same procedure as in Example 1 was repeated except that the temperature of the die holder was 250° C. The results are shown in Table 2.
実施例7
ダイホルダの温度を350℃とした以外は実施例1と同様にして行った。結果を表2に記載した。
Example 7
The same procedure as in Example 1 was repeated except that the temperature of the die holder was 350° C. The results are shown in Table 2.
実施例8
第2混練部の温度を140℃にした以外は実施例1と同様にして行った。結果を表2に記載した。
Example 8
The same procedure as in Example 1 was repeated except that the temperature of the second kneading zone was 140° C. The results are shown in Table 2.
実施例9
第2混練部の温度を240℃とした以外は実施例1と同様にして行った。結果を表2に記載した
Example 9
The same procedure as in Example 1 was carried out except that the temperature of the second kneading section was set to 240° C. The results are shown in Table 2.
実施例10
ストランドカット温度を95℃とした以外は実施例1と同様にして行った。結果を表2に記載した。ストランドカット温度が低く、切粉の発生量が多かった。
Example 10
The same procedure as in Example 1 was repeated except that the strand cut temperature was 95° C. The results are shown in Table 2. The strand cut temperature was low, and a large amount of chips was generated.
実施例11
ストランドカット温度を155℃とした以外は実施例1と同様にして行った。結果を表2に記載した。切粉の量は少なかったが、楕円柱状ペレットの扁平率が大きくなった。
Example 11
The same procedure as in Example 1 was repeated except that the strand cutting temperature was 155° C. The results are shown in Table 2. The amount of chips was small, but the flattening ratio of the elliptical cylindrical pellets was large.
比較例1
ダイランド長を5mmとし、実施例1と同様にして行った。ダイ部の樹脂圧は1.7MPaであった。1時間の実験でストランド切れは16回発生した。とても安定生産可能な状況ではなかった。
Comparative Example 1
The die land length was set to 5 mm, and the experiment was carried out in the same manner as in Example 1. The resin pressure at the die was 1.7 MPa. Strand breakage occurred 16 times during the one-hour experiment. This was not a situation conducive to stable production.
比較例2
ダイランド長を40mmとし、実施例1と同様にして行った。ダイ部の樹脂圧は9.4MPaであった。1時間の実験でストランド切れは19回発生した。とても安定生産可能な状況ではなかった。
Comparative Example 2
The die land length was set to 40 mm, and the experiment was carried out in the same manner as in Example 1. The resin pressure at the die was 9.4 MPa. Strand breakage occurred 19 times during the one-hour experiment. This was not a situation conducive to stable production.
以上の結果を下記表2に示す。 The above results are shown in Table 2 below.

以下の実施例12~22および比較例3~4は、上記した表1の処方2に記載した原料割合で、樹脂組成物を製造した。In the following Examples 12 to 22 and Comparative Examples 3 to 4, resin compositions were produced using the raw material ratios set forth in
実施例12
PBT1を50.0kg/h、PSを75kg/h、PCを12.5kg/hを主原料ホッパーから二軸押出機「TEX44αIII」のC1フィードバレルに供給し、更に、ガラス繊維112.5kg/hをサイドフィードホッパーからC9のサイドフィードシリンダーに供給した。原料のフィード量は合計で250kg/hであった。スクリュー回転数を370rpmとした以外は実施例1と同様にして行った。
結果を下記表3に記載した。
得られたペレットを120℃、5時間乾燥し、株式会社東洋精機製作所社製「Capilograph 1D2」を使用し、キャピラリー径1mm、キャピラリー長3mmのオリフィスを用い、温度265℃で剪断速度91/秒の剪断粘度を求めた。剪断粘度は720Pa・sであった。
Example 12
50.0 kg/h of PBT1, 75 kg/h of PS, and 12.5 kg/h of PC were fed from the main raw material hopper to the C1 feed barrel of the twin-screw extruder "TEX44αIII", and 112.5 kg/h of glass fiber was fed from the side feed hopper to the C9 side feed cylinder. The total feed amount of the raw materials was 250 kg/h. The same procedure as in Example 1 was followed except that the screw rotation speed was 370 rpm.
The results are shown in Table 3 below.
The obtained pellets were dried at 120° C. for 5 hours, and the shear viscosity was measured at a shear rate of 91/sec at a temperature of 265° C. using a “Capilograph 1D2” manufactured by Toyo Seiki Seisakusho Co., Ltd., with an orifice having a capillary diameter of 1 mm and a capillary length of 3 mm. The shear viscosity was 720 Pa·s.
実施例13
ダイランド長を10mmとした以外は実施例12と同様にして行った。この時のダイ部の樹脂圧は2.6MPaであった。結果を表3に記載した。
Example 13
The same procedure as in Example 12 was repeated except that the die land length was 10 mm. The resin pressure at the die was 2.6 MPa. The results are shown in Table 3.
実施例14
ダイランド長を30mmとした以外は実施例12と同様にして行った。この時のダイ部の樹脂圧は7.1MPaであった。結果を表3に記載した。
Example 14
The same procedure as in Example 12 was repeated except that the die land length was 30 mm. The resin pressure at the die was 7.1 MPa. The results are shown in Table 3.
実施例15
ダイホルダの温度を270℃とした以外は実施例12と同様にして行った。結果を表3に記載した。
Example 15
The same procedure as in Example 12 was repeated except that the die holder temperature was 270° C. The results are shown in Table 3.
実施例16
ダイホルダの温度を330℃とした以外は実施例12と同様にして行った。結果を表3に記載した。
Example 16
The same procedure as in Example 12 was repeated except that the die holder temperature was 330° C. The results are shown in Table 3.
実施例17
ダイホルダの温度を250℃とした以外は実施例12と同様にして行った。結果を表3に記載した。
Example 17
The same procedure as in Example 12 was repeated, except that the temperature of the die holder was 250° C. The results are shown in Table 3.
実施例18
ダイホルダの温度を350℃とした以外は実施例12と同様にして行った。結果を表3に記載した。
Example 18
The same procedure as in Example 12 was repeated, except that the temperature of the die holder was 350° C. The results are shown in Table 3.
実施例19
第2混練部の温度を140℃にした以外は実施例12と同様にして行った。結果を表3に記載した。
Example 19
The same procedure as in Example 12 was repeated except that the temperature of the second kneading zone was 140° C. The results are shown in Table 3.
実施例20
第2混練部の温度を240℃とした以外は実施例12と同様にして行った。結果を表3に記載した
Example 20
The same procedure as in Example 12 was repeated except that the temperature of the second kneading section was 240° C. The results are shown in Table 3.
実施例21
ストランドカット温度を95℃とした以外は実施例12と同様にして行った。結果を表3に記載した。ストランドカット温度が低く、切粉の発生量が多かった。
Example 21
The same procedure as in Example 12 was repeated except that the strand cut temperature was 95° C. The results are shown in Table 3. The strand cut temperature was low, and a large amount of chips was generated.
実施例22
ストランドカット温度を155℃とした以外は実施例12と同様にして行った。結果を表3に記載した。切粉の量は少なかったが、楕円柱状ペレットの扁平率が大きくなった。
Example 22
The same procedure as in Example 12 was repeated except that the strand cut temperature was 155° C. The results are shown in Table 3. The amount of cutting chips was small, but the flattening ratio of the elliptical cylindrical pellets was large.
比較例3
ダイランド長を5mmとし、実施例12と同様にして行った。ダイ部の樹脂圧は1.6MPaであった。1時間の実験でストランド切れは14回発生した。とても安定生産可能な状況ではなかった。
Comparative Example 3
The die land length was set to 5 mm, and the experiment was carried out in the same manner as in Example 12. The resin pressure at the die was 1.6 MPa. Strand breakage occurred 14 times during the one-hour experiment. This was not a situation conducive to stable production.
比較例4
ダイランド長を40mmとし、実施例12と同様にして行った。ダイ部の樹脂圧は9.1MPaであった。1時間の実験でストランド切れは21回発生した。とても安定生産可能な状況ではなかった。
Comparative Example 4
The die land length was set to 40 mm, and the experiment was carried out in the same manner as in Example 12. The resin pressure at the die was 9.1 MPa. Strand breakage occurred 21 times during the one-hour experiment. This was not a situation conducive to stable production.

本発明の製造方法によれば、ガラス繊維を高濃度で含有するガラス繊維強化ポリエステル系樹脂組成物の高品質なペレットを安定して生産することが可能である。According to the manufacturing method of the present invention, it is possible to stably produce high-quality pellets of a glass fiber reinforced polyester resin composition containing a high concentration of glass fibers.
1:主原料ホッパー
2:開放ベント
3:サイドフィードホッパー
4:減圧ベント
5:第2混練部熱電対
6:フランジ
7:樹脂圧計
8:ダイホルダ
9:ダイホルダ熱電対
10:ストランド
11:ペレタイザー
12:ペレット
13:冷却水槽
14:スクリュー接続部
15:ギアボックス
16:モーター
1: Main raw material hopper 2: Open vent 3: Side feed hopper 4: Reduced pressure vent 5: Second kneading section thermocouple 6: Flange 7: Resin pressure gauge 8: Die holder 9: Die holder thermocouple 10: Strand 11: Pelletizer 12: Pellets 13: Cooling water tank 14: Screw connection section 15: Gear box 16: Motor
Claims (4)
(A)ポリエステル樹脂と(C)その他のポリマーまたは添加剤を第1混練部で混練する第1工程、第1混練部の下流部に(B)ガラス繊維を添加し第2混練部で混練する第2工程、第2混練部の下流部でベント部の樹脂を減圧にして脱揮し、ダイホルダに備え付けられたダイから樹脂を昇圧しながら押し出す第3工程、ダイから出たストランドを水冷し、ペレタイザーでカットする第4工程を有し、
第3工程における、スクリュー先端で昇圧し、ダイから出るときのダイ内の樹脂圧が、2~9MPaとなるように押し出すことを特徴とするガラス繊維強化ポリエステル系樹脂組成物の製造方法。 A method for producing a glass fiber-reinforced polyester resin composition comprising (A) 10 to 60 mass% of polyester resin, (B) 40 to 70 mass% of glass fiber, and (C) 0 to 50 mass% of other polymers or additives (the total of each component is 100 mass%), using a twin-screw extruder, wherein the glass fiber-reinforced polyester resin composition has a shear viscosity of 400 to 2000 Pa s at 265°C and 91/sec,
The method comprises a first step of kneading (A) polyester resin and (C) other polymers or additives in a first kneading section, a second step of adding (B) glass fiber downstream of the first kneading section and kneading the resulting mixture in a second kneading section, a third step of reducing the pressure of the resin in a vent section downstream of the second kneading section to devolatilize it , and extruding the resin from a die attached to a die holder while increasing the pressure , and a fourth step of water-cooling the strands discharged from the die and cutting them with a pelletizer.
A method for producing a glass fiber reinforced polyester resin composition, characterized in that in the third step, the pressure is increased at the tip of the screw and the resin is extruded so that the resin pressure in the die when it exits the die is 2 to 9 MPa.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022070656 | 2022-04-22 | ||
| JP2022070656 | 2022-04-22 | ||
| PCT/JP2023/009195 WO2023203913A1 (en) | 2022-04-22 | 2023-03-10 | Method for producing glass fiber-reinforced polyester resin composition |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2023203913A1 JPWO2023203913A1 (en) | 2023-10-26 |
| JP7601281B2 true JP7601281B2 (en) | 2024-12-17 |
Family
ID=88419766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024516130A Active JP7601281B2 (en) | 2022-04-22 | 2023-03-10 | Method for producing glass fiber reinforced polyester resin composition |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7601281B2 (en) |
| CN (1) | CN119032004A (en) |
| TW (1) | TW202404781A (en) |
| WO (1) | WO2023203913A1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004276598A (en) | 2003-02-24 | 2004-10-07 | Sumika Color Kk | Method for producing thermoplastic resin pellets |
| WO2006123824A1 (en) | 2005-05-18 | 2006-11-23 | Polyplastics Co., Ltd. | Process for producing resin composition containing fibrous filler in high concentration and resin composition pellet |
| JP2015229755A (en) | 2014-06-06 | 2015-12-21 | 三菱エンジニアリングプラスチックス株式会社 | Polycarbonate resin composition pellets and method for producing the same |
| JP2021003856A (en) | 2019-06-27 | 2021-01-14 | 東洋紡株式会社 | Manufacturing method for pellet |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0631821A (en) * | 1992-07-14 | 1994-02-08 | Ube Ind Ltd | Method for producing thermoplastic composite material |
| JPH09239803A (en) * | 1996-03-13 | 1997-09-16 | Toray Ind Inc | Mold for producing resin composition for molding |
| JPH11245280A (en) * | 1998-03-03 | 1999-09-14 | Japan Steel Works Ltd:The | Estimation method for estimating the relationship between the throughput, pressure difference, screw rotation speed, and filling length in a screw flow path in a twin-screw extruder, and a design method including scale-up of the screw in a twin-screw extruder |
-
2023
- 2023-03-10 WO PCT/JP2023/009195 patent/WO2023203913A1/en not_active Ceased
- 2023-03-10 JP JP2024516130A patent/JP7601281B2/en active Active
- 2023-03-10 CN CN202380034594.5A patent/CN119032004A/en active Pending
- 2023-03-25 TW TW112111339A patent/TW202404781A/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004276598A (en) | 2003-02-24 | 2004-10-07 | Sumika Color Kk | Method for producing thermoplastic resin pellets |
| WO2006123824A1 (en) | 2005-05-18 | 2006-11-23 | Polyplastics Co., Ltd. | Process for producing resin composition containing fibrous filler in high concentration and resin composition pellet |
| JP2015229755A (en) | 2014-06-06 | 2015-12-21 | 三菱エンジニアリングプラスチックス株式会社 | Polycarbonate resin composition pellets and method for producing the same |
| JP2021003856A (en) | 2019-06-27 | 2021-01-14 | 東洋紡株式会社 | Manufacturing method for pellet |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202404781A (en) | 2024-02-01 |
| CN119032004A (en) | 2024-11-26 |
| WO2023203913A1 (en) | 2023-10-26 |
| JPWO2023203913A1 (en) | 2023-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI885142B (en) | Method for producing flame-retardant polycarbonate resin composition pellets | |
| JP6179161B2 (en) | Thermoplastic resin composition | |
| JP2011140587A (en) | Method for producing raw material pellet for molding | |
| EP2843000A1 (en) | Polycarbonate resin composition with superior fluidity and molding thereof | |
| JP7601281B2 (en) | Method for producing glass fiber reinforced polyester resin composition | |
| JP7601282B2 (en) | Method for producing glass fiber reinforced polyester resin composition | |
| JP2021080328A (en) | Method for producing polycarbonate resin composition | |
| JP7641171B2 (en) | Method for producing flame-retardant polycarbonate resin composition pellets | |
| JP7288752B2 (en) | Thermoplastic resin composition and molded article | |
| US20240076455A1 (en) | Method for producing fiber-reinforced polybutylene terephthalate resin composition | |
| JP5173601B2 (en) | Method for producing polycarbonate resin pellets | |
| TWI918835B (en) | Method for manufacturing a fiber-reinforced polybutylene terephthalate resin composition | |
| JP7652997B1 (en) | Method for producing polycarbonate resin composition pellets | |
| JP7677846B2 (en) | Method for producing polycarbonate resin composition pellets | |
| JP7677844B2 (en) | Method for producing polycarbonate resin composition pellets | |
| JPH081664A (en) | Fiber-reinforced thermoplastic resin structure manufacturing method, fiber-reinforced thermoplastic resin structure and extrusion apparatus | |
| JP2024047706A (en) | Method for producing glass fiber reinforced polyamide resin composition | |
| JP7426450B1 (en) | Method for producing glass fiber reinforced polyamide resin composition | |
| WO2024070499A1 (en) | Production method for glass fiber-reinforced polyamide resin composition | |
| JP7443324B2 (en) | How to make pellets | |
| WO2025109998A1 (en) | Method for producing flame retardant polycarbonate resin composition pellets | |
| JP2022027580A (en) | Method for producing polycarbonate resin composition pellet | |
| JP2019123201A (en) | Method of producing pellets | |
| JP2022069942A (en) | Thermoplastic resin composition | |
| JP2006022254A (en) | Molding resin material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240604 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20240604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240917 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7601281 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |