JP7601281B2 - ガラス繊維強化ポリエステル系樹脂組成物の製造方法 - Google Patents
ガラス繊維強化ポリエステル系樹脂組成物の製造方法 Download PDFInfo
- Publication number
- JP7601281B2 JP7601281B2 JP2024516130A JP2024516130A JP7601281B2 JP 7601281 B2 JP7601281 B2 JP 7601281B2 JP 2024516130 A JP2024516130 A JP 2024516130A JP 2024516130 A JP2024516130 A JP 2024516130A JP 7601281 B2 JP7601281 B2 JP 7601281B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- glass fiber
- die
- kneading
- polyester resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B9/14—Making granules characterised by structure or composition fibre-reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/345—Extrusion nozzles comprising two or more adjacently arranged ports, for simultaneously extruding multiple strands, e.g. for pelletising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/78—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling
- B29C48/86—Thermal treatment of the extrusion moulding material or of preformed parts or layers, e.g. by heating or cooling at the nozzle zone
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/12—Powdering or granulating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/205—Compounding polymers with additives, e.g. colouring in the presence of a continuous liquid phase
- C08J3/21—Compounding polymers with additives, e.g. colouring in the presence of a continuous liquid phase the polymer being premixed with a liquid phase
- C08J3/215—Compounding polymers with additives, e.g. colouring in the presence of a continuous liquid phase the polymer being premixed with a liquid phase at least one additive being also premixed with a liquid phase
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
Description
また、その際、ダイホルダの温度は260~340℃と高い温度とすることが好ましいこと、また、(B)ガラス繊維をサイドフィード後に混練する第2混練部の温度を150~220℃の低い温度とすること、さらに、ペレタイザーでストランドをカットする際のストランド温度は100~150℃とすることが好ましいことが見出された。
本発明は以下の製造方法に関する。
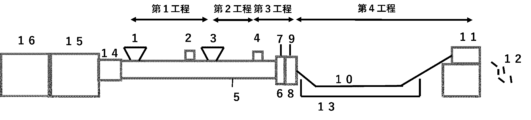
(A)ポリエステル樹脂と(C)その他のポリマーまたは添加剤を第1混練部で混練する第1工程、第1混練部の下流部に(B)ガラス繊維を添加し第2混練部で混練する第2工程、第2混練部の下流部でベントを減圧にして脱揮し昇圧し、ダイホルダに備え付けられたダイから押し出す第3工程、ダイから出たストランドを水冷し、ペレタイザーでカットする第4工程を有し、
第3工程における、スクリュー先端で昇圧し、ダイから出るときのダイ内の樹脂圧が、2~9MPaとなるように押し出すことを特徴とするガラス繊維強化ポリエステル系樹脂組成物の製造方法。
2.第3工程におけるダイホルダの温度が260~340℃である上記1に記載の製造方法。
3.第2工程における第2混練部のシリンダー温度が150~220℃である上記1または2に記載の製造方法。
4.第4工程におけるペレタイザーでストランドをカットするときのストランド温度が100~150℃である上記1に記載の製造方法。
フランジ6の名称はヒンジプレートと呼ばれる場合もある。またダイホルダはダイプレートと呼ばれる場合もある。このフランジ6(あるいはヒンジプレート)とダイホルダ8(あるいはダイプレート)を合わせて一般にダイヘッドと呼ばれている。ガラス繊維強化ポリエステル系樹脂組成物を安定的に生産するために、すなわちストランドの破断を抑制するためにはダイホルダの温度も重要である。
Lニーディングディスク(以下、Lと称することもある。)は逆送りニーディングディスクエレメントであり、通常羽根が2枚以上で、かつ羽のねじれ角度θが-10度から-75度であることが好ましい。逆送りニーディングディスクエレメントは、送られてくる樹脂を堰止めたり、送られてくる樹脂を送り戻す方向に働く昇圧能力のあるエレメントであり、混練を促進するエレメントの下流側に設けることにより樹脂を堰きとめ、強力な混練効果を発揮させるものである。
Nニーディングディスク(以下、Nと称することもある。)は、直交ニーディングディスクエレメントであり、通常羽根が2枚以上で、かつ羽根のねじれ角度θが75度から105度である。羽根が略90度ずらして設置されているため樹脂を送り出す力は弱いが混練力は強い。
第2混練部は、(B)ガラス繊維が入り、それを開繊し混練する混練部を意味する。第2混練部のスクリュー構成は、Rニーディングディスク、Nニーディングディスク、Lニーディングディスク、Lスクリュー、シールリング、ミキシングスクリューのうち1種または2種以上を組み合わせた構成とすることが好ましく、このようなスクリュー構成で混練すると(B)ガラス繊維の開繊と分散が十分となりやすい。上記の中でも、ミキシングスクリュー、特に順送り切欠き型ミキシングスクリュー、逆送り切欠き型ミキシングスクリューを少なくとも有する構成とすることが好ましい。
ダイ内の樹脂圧(ダイ圧ともいう)とは、スクリュー先端部の位置の樹脂圧のことである。この位置の圧力が最も高い。通常この位置にフランジがあり、樹脂圧計7が設置され、圧力が経時的に測定できる。このダイ内の樹脂圧は2MPa以上9MPa以下とする。(B)ガラス繊維は通常フィード時は束状であり、ダイ内の樹脂圧を2MPa以上9MPa以下とすることにより、樹脂と一緒に混練され、適正な圧力が加わることで、(B)ガラス繊維束の中に樹脂が含侵し易くなり、均一な混練が可能となり、ストランド切れの発生を抑制することができる。2MPa未満であれば樹脂と(B)ガラス繊維の混練状態に不均一が発生し、ストランドがダイから出た際にストランドが破断しやすい。より好ましいダイ内の樹脂圧は2.5Mpa以上であり、更に好ましくは3MPa以上である。また、一方、樹脂圧が高すぎると、スクリュー先端での滞留域が長くなり、熱分解によりガスが発生し易くなり、ダイからストランドが出た際にガスによりストランドが破断し易くなる。より好ましい樹脂圧は8MPa以下であり、更に好ましくは7MPa以下である。
(A)ポリエステル樹脂は、熱可塑性ポリエステル樹脂であり、ジカルボン酸化合物とジヒドロキシ化合物の重縮合、オキシカルボン酸化合物の重縮合あるいはこれらの化合物の重縮合等によって得られるポリエステルであり、ホモポリエステル、コポリエステルのいずれであってもよい。
芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸、オルトフタル酸、1,5-ナフタレンジカルボン酸、2,5-ナフタレンジカルボン酸、2,6-ナフタレンジカルボン酸、ビフェニル-2,2’-ジカルボン酸、ビフェニル-3,3’-ジカルボン酸、ビフェニル-4,4’-ジカルボン酸、ジフェニルエーテル-4,4’-ジカルボン酸、ジフェニルメタン-4,4’-ジカルボン酸、ジフェニルスルフォン-4,4’-ジカルボン酸、ジフェニルイソプロピリデン-4,4’-ジカルボン酸、1,2-ビス(フェノキシ)エタン-4,4’-ジカルボン酸、アントラセン-2,5-ジカルボン酸、アントラセン-2,6-ジカルボン酸、p-ターフェニレン-4,4’-ジカルボン酸、ピリジン-2,5-ジカルボン酸等が挙げられ、テレフタル酸が好ましく使用できる。
なお、少量であればこれらの芳香族ジカルボン酸と共にアジピン酸、アゼライン酸、ドデカンジオン酸、セバシン酸等の脂肪族ジカルボン酸や、1,2-シクロヘキサンジカルボン酸、1,3-シクロヘキサンジカルボン酸及び1,4-シクロヘキサンジカルボン酸等の脂環式ジカルボン酸を1種以上混合して使用することができる。
なお、少量であれば、分子量400~6,000の長鎖ジオール、すなわち、ポリエチレングリコール、ポリ-1,3-プロピレングリコール、ポリテトラメチレングリコール等を1種以上共重合せしめてもよい。
また、ハイドロキノン、レゾルシン、ナフタレンジオール、ジヒドロキシジフェニルエーテル、2,2-ビス(4-ヒドロキシフェニル)プロパン等の芳香族ジオールも用いることができる。
(B)ガラス繊維としては、通常ポリエステル樹脂に使用されているものであれば、Aガラス、Eガラス、ジルコニア成分含有の耐アルカリガラス組成や、チョツプドストランド、ロービングガラス、熱可塑性樹脂とガラス繊維のマスターバッチ等の配合時のガラス繊維の形態を問わず、公知のいかなるガラス繊維も使用可能である。中でも本発明に用いる(B)ガラス繊維としては、樹脂組成物の熱安定性を向上させる目的から無アルカリガラス(Eガラス)が好ましい。
長さ方向断面の異形比とは、ガラス繊維の長さ方向に対して垂直な断面に外接する最小面積の長方形を想定し、この長方形の長辺の長さを長径とし、短辺の長さを短径としたときの、長径/短径の比である。
(B)ガラス繊維の太さは、特に限定されるものではないが、短径が2~20μm、長径が5~50μm程度であることが好ましい。
表面処理剤としては、例えば、γ-アミノプロピルトリエトキシシラン、γ-アミノプロピルトリメトキシシラン、γ-(2-アミノエチル)アミノプロピルトリメトキシシラン等のアミノシラン系化合物、ビニルトリクロロシラン、メチルビニルジクロロシラン等のクロロシラン系化合物、ビニルトリメトキシシラン、ビニルトリエトキシシラン、ビニルトリアセトキシシラン、γ-メタクリロキシプロピルトリメトキシシランなどのアルコキシシラン系化合物、β-(3,4-エポキシシクロヘキシル)エチルトリメトキシシラン、γ-グリシドキシプロピルトリメトキシシラン等のエポキシシラン系化合物、アクリル系化合物、イソシアネート系化合物、チタネート系化合物、エポキシ系化合物などが挙げられる。
なお、他の樹脂は、1種が含有されていてもよく、2種以上が任意の組み合わせ及び比率で含有されていてもよい。
スチレン系エラストマーとしては、ビニル芳香族化合物を重合成分とした重合体ブロックと、共役ジエンを重合成分とした重合体ブロックとからなるブロック共重合体及びその水素添加物が好ましい。
スチレン系ポリマーの量は、(A)~(C)の合計100質量%基準で、5~45質量%であることが好ましい。
[η]=1.23×10-4Mv0.83
C1はフィードシリンダー、C7とC12はベントシリンダー、C7は開放ベント、C12は減圧ベント、C9はサイドフィードシリンダーとした。(A)ポリエステル樹脂と(C)その他のポリマーを溶融混練する第1混練部はC5からC6に配置し、そのスクリュー構成を各1Dで5枚パドルのRRNNLとした(1D=44mm)。(B)ガラス繊維はC9からサイドフィードした。(B)ガラス繊維を混練する第2混練部は1Dで5枚パドルのRと、同じく1Dのバックミキシングスクリュー(リード0.25D)を3つ、図2のように配置した。
次に(B)ガラス繊維が押出機に入り、減圧ベントまでの混練部が第2混練部であり、C10からC11までが第2工程である。C12からC14の、ダイホルダを含み、ダイから混練樹脂が出てくるまでを第3工程である。更に、ダイから出たストランドを水冷し、ペレタイザーでカットし、ペレットを得る工程が第4工程である。
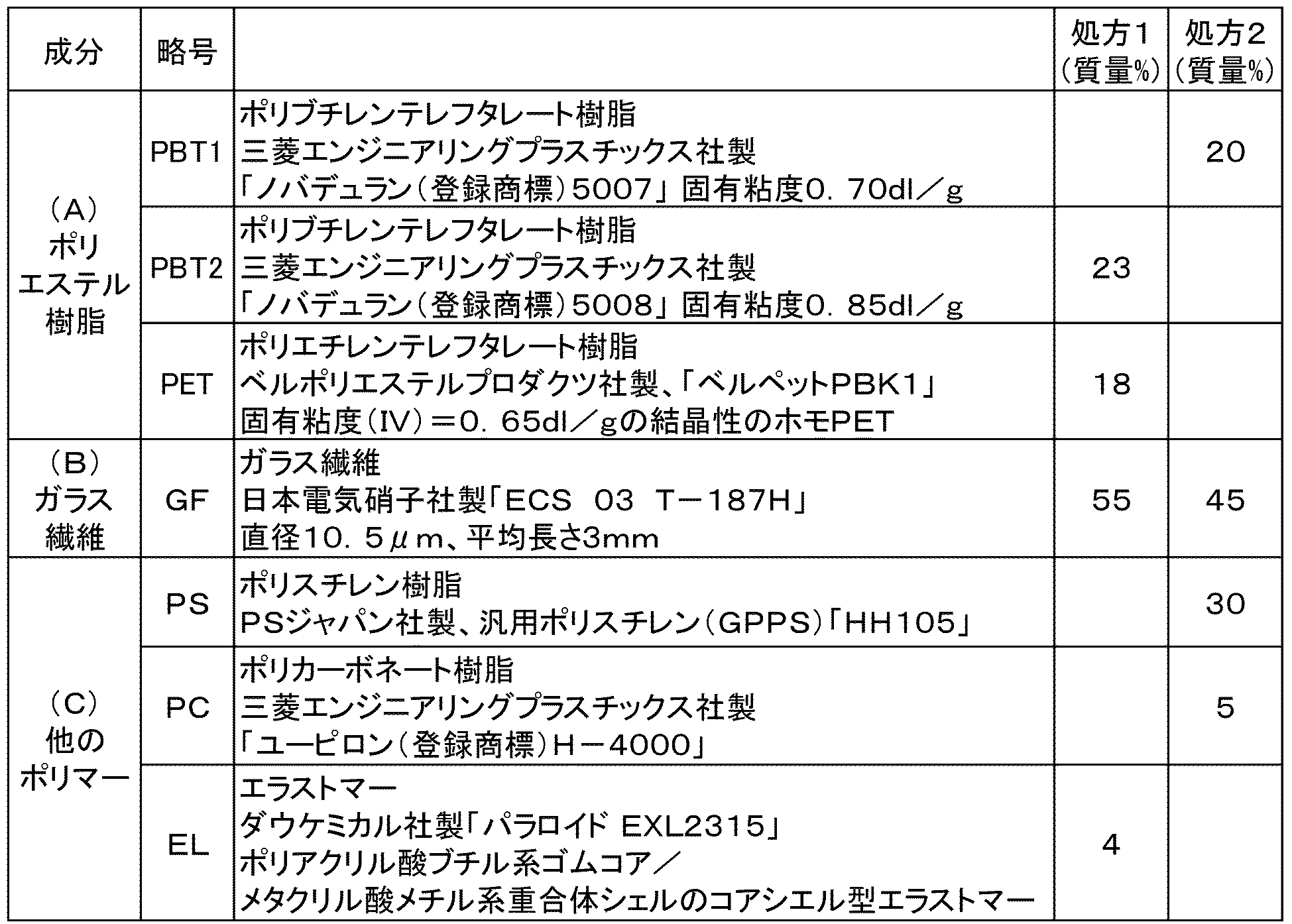
ポリブチレンテレフタレート樹脂(PBT2)を57.5kg/h、ポリエチレンテレフタレート樹脂(PET)を45kg/h、エラストマー(EL)を10kg/hを主原料ホッパーから二軸押出機「TEX44αIII」のC1フィードバレルに供給し、更に、ガラス繊維(GF)137.5kg/hをサイドフィードホッパーからC9のサイドフィードシリンダーに供給した。原料のフィード量は合計で250kg/hで、スクリュー回転数は300rpmとした。
なお、以後の実施例、比較例でもフランジの温度はダイホルダの温度と同じにした。
得られた楕円柱状ペレットの大きさは、20個のペレットの個数平均で、長さ3.0mm、長径3.0mm、短径2.4mmであった(扁平率1.25)。
ペレットを1kg採取し、目開き1mmの篩で切粉量を測定し、切粉の比率(質量ppm)を求めた。篩の上に残った約1kgのペレットを目視で確認し、長ペレット(6mm以上の長さのペレット)の数を数えた。これらの結果を表に記載した。
切粉量は極めて少なく、長ペットは0個であった。楕円柱状ペレットの扁平率は1.25と良好であった。
結果を表2に示す。
A:ストランド破断回数0回/時
B:ストランド破断回数1~2回/時
C:ストランド破断回数3~9回/時
D:ストランド破断回数10回以上/時
また、ペレット形状評価は、以下の基準で判定した。
A:切粉≦300ppmかつ扁平率≦1.30、かつ長ペレット≦5個/kg
B:切粉>300ppmまたは扁平率>1.30、または長ペレット>5個/kg
ダイランド長を10mmとした以外は実施例1と同様にして行った。この時のダイ部の樹脂圧は2.8MPaであった。結果を表2に記載した。
ダイランド長を30mmとした以外は実施例1と同様にして行った。この時のダイ部の樹脂圧は7.2MPaであった。結果を表2に記載した。
ダイホルダの温度を270℃とした以外は実施例1と同様にして行った。結果を表2に記載した。
ダイホルダの温度を330℃とした以外は実施例1と同様にして行った。結果を表2に記載した。
ダイホルダの温度を250℃とした以外は実施例1と同様にして行った。結果を表2に記載した。
ダイホルダの温度を350℃とした以外は実施例1と同様にして行った。結果を表2に記載した。
第2混練部の温度を140℃にした以外は実施例1と同様にして行った。結果を表2に記載した。
第2混練部の温度を240℃とした以外は実施例1と同様にして行った。結果を表2に記載した
ストランドカット温度を95℃とした以外は実施例1と同様にして行った。結果を表2に記載した。ストランドカット温度が低く、切粉の発生量が多かった。
ストランドカット温度を155℃とした以外は実施例1と同様にして行った。結果を表2に記載した。切粉の量は少なかったが、楕円柱状ペレットの扁平率が大きくなった。
ダイランド長を5mmとし、実施例1と同様にして行った。ダイ部の樹脂圧は1.7MPaであった。1時間の実験でストランド切れは16回発生した。とても安定生産可能な状況ではなかった。
ダイランド長を40mmとし、実施例1と同様にして行った。ダイ部の樹脂圧は9.4MPaであった。1時間の実験でストランド切れは19回発生した。とても安定生産可能な状況ではなかった。

PBT1を50.0kg/h、PSを75kg/h、PCを12.5kg/hを主原料ホッパーから二軸押出機「TEX44αIII」のC1フィードバレルに供給し、更に、ガラス繊維112.5kg/hをサイドフィードホッパーからC9のサイドフィードシリンダーに供給した。原料のフィード量は合計で250kg/hであった。スクリュー回転数を370rpmとした以外は実施例1と同様にして行った。
結果を下記表3に記載した。
得られたペレットを120℃、5時間乾燥し、株式会社東洋精機製作所社製「Capilograph 1D2」を使用し、キャピラリー径1mm、キャピラリー長3mmのオリフィスを用い、温度265℃で剪断速度91/秒の剪断粘度を求めた。剪断粘度は720Pa・sであった。
ダイランド長を10mmとした以外は実施例12と同様にして行った。この時のダイ部の樹脂圧は2.6MPaであった。結果を表3に記載した。
ダイランド長を30mmとした以外は実施例12と同様にして行った。この時のダイ部の樹脂圧は7.1MPaであった。結果を表3に記載した。
ダイホルダの温度を270℃とした以外は実施例12と同様にして行った。結果を表3に記載した。
ダイホルダの温度を330℃とした以外は実施例12と同様にして行った。結果を表3に記載した。
ダイホルダの温度を250℃とした以外は実施例12と同様にして行った。結果を表3に記載した。
ダイホルダの温度を350℃とした以外は実施例12と同様にして行った。結果を表3に記載した。
第2混練部の温度を140℃にした以外は実施例12と同様にして行った。結果を表3に記載した。
第2混練部の温度を240℃とした以外は実施例12と同様にして行った。結果を表3に記載した
ストランドカット温度を95℃とした以外は実施例12と同様にして行った。結果を表3に記載した。ストランドカット温度が低く、切粉の発生量が多かった。
ストランドカット温度を155℃とした以外は実施例12と同様にして行った。結果を表3に記載した。切粉の量は少なかったが、楕円柱状ペレットの扁平率が大きくなった。
ダイランド長を5mmとし、実施例12と同様にして行った。ダイ部の樹脂圧は1.6MPaであった。1時間の実験でストランド切れは14回発生した。とても安定生産可能な状況ではなかった。
ダイランド長を40mmとし、実施例12と同様にして行った。ダイ部の樹脂圧は9.1MPaであった。1時間の実験でストランド切れは21回発生した。とても安定生産可能な状況ではなかった。

2:開放ベント
3:サイドフィードホッパー
4:減圧ベント
5:第2混練部熱電対
6:フランジ
7:樹脂圧計
8:ダイホルダ
9:ダイホルダ熱電対
10:ストランド
11:ペレタイザー
12:ペレット
13:冷却水槽
14:スクリュー接続部
15:ギアボックス
16:モーター
Claims (4)
- (A)ポリエステル樹脂10~60質量%、(B)ガラス繊維40~70質量%、及び(C)その他のポリマーまたは添加剤0~50質量%(各成分の合計は100質量%)からなるガラス繊維強化ポリエステル系樹脂組成物を二軸押出機で製造する方法であって、該ガラス繊維強化ポリエステル系樹脂組成物の265℃、91/secの剪断粘度が400~2000Pa・sであり、
(A)ポリエステル樹脂と(C)その他のポリマーまたは添加剤を第1混練部で混練する第1工程、第1混練部の下流部に(B)ガラス繊維を添加し第2混練部で混練する第2工程、第2混練部の下流部でベント部の樹脂を減圧にして脱揮し、ダイホルダに備え付けられたダイから樹脂を昇圧しながら押し出す第3工程、ダイから出たストランドを水冷し、ペレタイザーでカットする第4工程を有し、
第3工程における、スクリュー先端で昇圧し、ダイから出るときのダイ内の樹脂圧が、2~9MPaとなるように押し出すことを特徴とするガラス繊維強化ポリエステル系樹脂組成物の製造方法。 - 第3工程におけるダイホルダの温度が260~340℃である請求項1に記載の製造方法。
- 第2工程における第2混練部のシリンダー温度が150~220℃である請求項1または2に記載の製造方法。
- 第4工程におけるペレタイザーでストランドをカットするときのストランド温度が100~150℃である請求項1に記載の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022070656 | 2022-04-22 | ||
| JP2022070656 | 2022-04-22 | ||
| PCT/JP2023/009195 WO2023203913A1 (ja) | 2022-04-22 | 2023-03-10 | ガラス繊維強化ポリエステル系樹脂組成物の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2023203913A1 JPWO2023203913A1 (ja) | 2023-10-26 |
| JP7601281B2 true JP7601281B2 (ja) | 2024-12-17 |
Family
ID=88419766
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024516130A Active JP7601281B2 (ja) | 2022-04-22 | 2023-03-10 | ガラス繊維強化ポリエステル系樹脂組成物の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7601281B2 (ja) |
| CN (1) | CN119032004A (ja) |
| TW (1) | TW202404781A (ja) |
| WO (1) | WO2023203913A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004276598A (ja) | 2003-02-24 | 2004-10-07 | Sumika Color Kk | 熱可塑性樹脂ペレットの製造方法 |
| WO2006123824A1 (ja) | 2005-05-18 | 2006-11-23 | Polyplastics Co., Ltd. | 繊維状充填剤高濃度配合樹脂組成物の製造方法及び樹脂組成物ペレット |
| JP2015229755A (ja) | 2014-06-06 | 2015-12-21 | 三菱エンジニアリングプラスチックス株式会社 | ポリカーボネート樹脂組成物ペレット及びその製造方法 |
| JP2021003856A (ja) | 2019-06-27 | 2021-01-14 | 東洋紡株式会社 | ペレットの製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0631821A (ja) * | 1992-07-14 | 1994-02-08 | Ube Ind Ltd | 熱可塑性複合材料の製造方法 |
| JPH09239803A (ja) * | 1996-03-13 | 1997-09-16 | Toray Ind Inc | 成形用樹脂組成物製造用口金 |
| JPH11245280A (ja) * | 1998-03-03 | 1999-09-14 | Japan Steel Works Ltd:The | 二軸スクリュ押出機における押出量、圧力差、スクリュの回転速度、及びスクリュ流路内の充満長さの間の関係を推算する推算方法、並びに二軸押出機におけるスクリュのスケールアップを含む設計方法 |
-
2023
- 2023-03-10 JP JP2024516130A patent/JP7601281B2/ja active Active
- 2023-03-10 WO PCT/JP2023/009195 patent/WO2023203913A1/ja not_active Ceased
- 2023-03-10 CN CN202380034594.5A patent/CN119032004A/zh active Pending
- 2023-03-25 TW TW112111339A patent/TW202404781A/zh unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004276598A (ja) | 2003-02-24 | 2004-10-07 | Sumika Color Kk | 熱可塑性樹脂ペレットの製造方法 |
| WO2006123824A1 (ja) | 2005-05-18 | 2006-11-23 | Polyplastics Co., Ltd. | 繊維状充填剤高濃度配合樹脂組成物の製造方法及び樹脂組成物ペレット |
| JP2015229755A (ja) | 2014-06-06 | 2015-12-21 | 三菱エンジニアリングプラスチックス株式会社 | ポリカーボネート樹脂組成物ペレット及びその製造方法 |
| JP2021003856A (ja) | 2019-06-27 | 2021-01-14 | 東洋紡株式会社 | ペレットの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN119032004A (zh) | 2024-11-26 |
| TW202404781A (zh) | 2024-02-01 |
| JPWO2023203913A1 (ja) | 2023-10-26 |
| WO2023203913A1 (ja) | 2023-10-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI885142B (zh) | 阻燃性聚碳酸酯樹脂組成物丸粒的製造方法 | |
| JP6179161B2 (ja) | 熱可塑性樹脂組成物 | |
| JP2011140587A (ja) | 成形用原料ペレットの製造方法 | |
| EP2843000A1 (en) | Polycarbonate resin composition with superior fluidity and molding thereof | |
| JP7601281B2 (ja) | ガラス繊維強化ポリエステル系樹脂組成物の製造方法 | |
| JP7601282B2 (ja) | ガラス繊維強化ポリエステル系樹脂組成物の製造方法 | |
| JP2021080328A (ja) | ポリカーボネート樹脂組成物の製造方法 | |
| EP0320651A2 (en) | Thermoplastic polycarbonate-polyester blends | |
| JP7641171B2 (ja) | 難燃性ポリカーボネート樹脂組成物ペレットの製造方法 | |
| JP7288752B2 (ja) | 熱可塑性樹脂組成物及び成形体 | |
| US20240076455A1 (en) | Method for producing fiber-reinforced polybutylene terephthalate resin composition | |
| JP7652997B1 (ja) | ポリカーボネート樹脂組成物ペレットの製造方法 | |
| JP7677846B2 (ja) | ポリカーボネート樹脂組成物ペレットの製造方法 | |
| JP7677844B2 (ja) | ポリカーボネート樹脂組成物ペレットの製造方法 | |
| JP2024047706A (ja) | ガラス繊維強化ポリアミド樹脂組成物の製造方法 | |
| JP7426450B1 (ja) | ガラス繊維強化ポリアミド樹脂組成物の製造方法 | |
| WO2024070499A1 (ja) | ガラス繊維強化ポリアミド樹脂組成物の製造方法 | |
| JP7443324B2 (ja) | ペレットの製造方法 | |
| JP5173601B2 (ja) | ポリカーボネート樹脂ペレットの製造方法 | |
| WO2025109998A1 (ja) | 難燃性ポリカーボネート樹脂組成物ペレットの製造方法 | |
| JP2022027580A (ja) | ポリカーボネート樹脂組成物ペレットの製造方法 | |
| JP2019123201A (ja) | ペレットの製造方法 | |
| JP2022069942A (ja) | 熱可塑性樹脂組成物 | |
| JP2006022254A (ja) | 成形用樹脂材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240604 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20240604 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240917 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241105 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7601281 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |