JP7610577B2 - 制御された密度の熱可塑性多層フィルム - Google Patents
制御された密度の熱可塑性多層フィルム Download PDFInfo
- Publication number
- JP7610577B2 JP7610577B2 JP2022507401A JP2022507401A JP7610577B2 JP 7610577 B2 JP7610577 B2 JP 7610577B2 JP 2022507401 A JP2022507401 A JP 2022507401A JP 2022507401 A JP2022507401 A JP 2022507401A JP 7610577 B2 JP7610577 B2 JP 7610577B2
- Authority
- JP
- Japan
- Prior art keywords
- thermoplastic
- multilayer film
- layer
- biaxially oriented
- composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
- B32B27/205—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents the fillers creating voids or cavities, e.g. by stretching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/325—Layered products comprising a layer of synthetic resin comprising polyolefins comprising polycycloolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/42—Alternating layers, e.g. ABAB(C), AABBAABB(C)
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
Landscapes
- Laminated Bodies (AREA)
Description
本出願は、2019年8月5日に出願された米国特許出願第62/882,821号の優先権を主張し、その開示全体は引用により本明細書に組み込まれる。


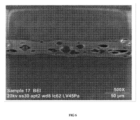
熱可塑性材料のA―B単位のスタックを押し出すことによって、多層熱可塑性フィルムを製造した。熱可塑性材料は、PETの層および10重量%のCOCと混合したPETの別の層を含んだ。成型(casting)後、フィルムを、Karo IVオフラインフィルム延伸機で配向した。この機器はブルックナー社(Brukner Incorporated)から市販されている。選択したポリエステル樹脂は、0.69の固有粘度(IV)を有し、これを、ポリクエスト インダストリーズ(Polyquest Industries)社からグレードPCQ69として商業的に購入した。選択されたCOCを、トパス(Topas)社によってグレード5013-Fとして製造された。押出成形前に、押出成形の溶融強度を維持するために、PET樹脂を乾燥させて水分を除去した。必須ではないが、試験でのメルトフローを強化するために、ダブレットスタックの両側にポリエチレンキャッピング層を押し出した。
実施例4~6の多層フィルムを製造する場合、多層熱可塑性フィルムを、8%のCOCと混合したPETの層および10重量%のCOCと混合した別のPETの層からなる熱可塑性材料のダブレットスタックを押し出すことによって製造した。成型後、フィルムを、Karo IVオフラインフィルム延伸機で配向した。選択したポリエステル樹脂は、0.69の固有粘度(IV)を有し、これを、ポリクエスト インダストリーズ社からグレードPCQ69として商業的に購入した。選択されたCOCを、トパス社によってグレード5013-Fとして製造した。押出成形前に、押出成形の溶融強度を維持するために、PET樹脂を乾燥させて水分を除去した。必須ではないが、試験でのメルトフローを強化するために、ダブレットスタックの両側にポリエチレンキャッピング層を押し出した。
実施例7の多層フィルムを、PETの層および10重量%のポリブチレンテレフタレート(PBT)と混合したPETのもう1つの層の熱可塑性材料のダブレットスタックを押し出すことによって製造した。選択したPBTは、PETと同様の溶融粘度を有し、デュポン(Dupont a)社から供給された。成型後、フィルムを、Karo IVオフラインフィルム延伸機で配向した。選択したポリエステル樹脂は、0.69の固有粘度(IV)を有し、これを、ポリクエスト インダストリーズ社からグレードPCQ69として商業的に購入した。押出成形前に、押出成形の溶融強度を維持するために、PET樹脂を乾燥させて水分を除去した。必須ではないが、試験でのメルトフローを強化するために、ダブレットスタックの両側にポリエチレンキャッピング層を押し出した。
比較例C1の多層フィルムを、PETの層および10重量%のPBTと炭酸カルシウムとを混合したPETのもう1つの層からなる熱可塑性材料のダブレットスタックを押し出すことによって製造した。PBT/炭酸カルシウムのマスターバッチは、多くの供給元から市販されている。成型後、フィルムを、Karo IVオフラインフィルム延伸機で配向した。選択したポリエステル樹脂は、0.69の固有粘度(IV)を有し、これを、ポリクエスト インダストリーズ社からグレードPCQ69として商業的に購入した。押出成形前に、押出成形の溶融強度を維持するために、PET樹脂を乾燥させて水分を除去した。必須ではないが、試験でのメルトフローを強化するために、ダブレットスタックの両側にポリエチレンキャッピング層を押し出した。
多層熱可塑性フィルムを、PETの層および10重量%のポリプロピレンと混合したPETのもう1つの層のからなる熱可塑性材料のダブレットスタックを押し出すことによって製造した。一連の四角形のミキサーがメルトストリームに続き、樹脂材料をチルドロール上に流し込んだ。成型後、フィルムを、Karo IVオフラインフィルム延伸機で配向した。選択したポリエステル樹脂は、0.69の固有粘度(IV)を有し、これを、ポリクエスト インダストリーズ社からグレードPCQ69として商業的に購入した。選択されたPP(Pinnacle 1703)。押出成形前に、押出成形の溶融強度を維持するために、PET樹脂を乾燥させて水分を除去した。必須ではないが、ダイからポリマー溶融物を引き出すのを助けるために、ダブレットスタックの両側にポリエチレンキャッピング層を押し出した。
0.62のIVを有する92%のPTEを含む単層フィルムを、8重量%のCOCと混合した。押出成型およびクエンチした材料を、米国特許第9580798号明細書および米国特許第10131122号明細書に記載されるような従来の方法によって、MD方向およびTD方向に配向した。フィルム密度の低下とともに、高いヘイズおよび高い不透明度が認められた。
米国特許第9580798号明細書および米国特許第10131122号明細書に記載される従来の方法に従って、未使用のPETを含む3層フィルムを製造した。

ヘイズの測定は、ASTM D1003または同等の技術などを用いて当技術分野で周知なように行うことができる。密度は、ASTM D792などの周知の方法のいずれかによって、またはヘリウムまたは窒素のピクノメトリーを使用して測定することができる。
Claims (14)
- 二軸配向多層フィルムであって、前記二軸配向多層フィルムが、
n個の層単位A―Bのスタック(A―B)nであって、nが32以上であり、各層単位A―Bが、第1の層Aおよび前記第1の層Aに重なる第2の層Bを含む個々の層を有する、n個の層単位A―Bのスタック(A―B)nと、
前記スタックにおける前記個々の層の一部内の層内空隙を含み、前記層内空隙が20:1から500:1の幅対高さのアスペクト比を有し、
前記層単位の前記第1の層が第1の組成物を有し、前記第1の組成物が、第1の熱可塑性物質および第1のポリマーを含み、
前記層単位の前記第2の層が第2の組成物を有し、前記第2の組成物が第2の熱可塑性物質を含み、
前記第2の熱可塑性物質が、前記第1の熱可塑性物質と同じかまたは異なり、
前記第1の組成物が260℃で第1の溶融粘度η 1 を有し、
前記第2の組成物が260℃で第2の溶融粘度η 2 を有し、
ここで、|η 1 -η 2 |/η 1 が0超から0.2以下であり、かつ
前記二軸配向多層フィルムが、ASTM D1003によって測定された、20未満のバルクヘイズを有する、
二軸配向多層フィルム。 - |η1-η2|/η1が0超から0.10である、請求項1記載の二軸配向多層フィルム。
- 前記第1の組成物が、前記第1の組成物の総重量に基づいて、0重量%超からおよそ10重量%の第1のポリマーを含む、請求項1または2に記載の二軸配向多層フィルム。
- 少なくとも250の層単位を含む、請求項1~3のいずれか1項に記載の二軸配向多層フィルム。
- 少なくとも500の層単位を含む、請求項1~4のいずれか1項に記載の二軸配向多層フィルム。
- 少なくとも1000の層単位を含む、請求項1~5のいずれか1項に記載の二軸配向多層フィルム。
- 前記第1の熱可塑性物質がポリエチレンテレフタレート(PET)である、請求項1~6のいずれか1項に記載の二軸配向多層フィルム。
- 前記第1の熱可塑性物質および前記第2の熱可塑性物質がPETである、請求項1~7のいずれか1項に記載の二軸配向多層フィルム。
- 前記第1のポリマーが、シクロオレフィンコポリマー(COC)またはポリブチレンテレフタレート(PBT)を含む、請求項1~8のいずれか1項に記載の二軸配向多層フィルム。
- 前記第2の組成物が、第2のポリマーをさらに含む、請求項1~9のいずれか1項に記載の二軸配向多層フィルム。
- 前記第1の組成物が、前記第1の組成物の総重量に基づいて、前記第1の熱可塑性物質として80重量%から95重量%のPETと、前記第1のポリマーとして5重量%から20重量%のCOCとを含み、および
前記第2の組成物が、前記第2の組成物の総重量に基づいて、前記第2の熱可塑性物質として80重量%から100重量%のPETと、前記第2のポリマーとして0重量%から20重量%のCOCとを含む、請求項10記載の二軸配向多層フィルム。 - 前記第1の組成物が、前記第1の組成物の総重量に基づいて、前記第1の熱可塑性物質として80重量%から95重量%のPETと、前記第1のポリマーとして5重量%から20重量%のPBTとを含み、および
前記第2の組成物が、前記第2の組成物の総重量に基づいて、前記第2の熱可塑性物質として80重量%から100重量%のPETと、前記第2のポリマーとして0重量%から20重量%のPBTとを含む、請求項10記載の二軸配向多層フィルム。 - 層内空隙が500nm未満の高さを有する、請求項1~12のいずれか1項に記載の二軸配向多層フィルム。
- 層内空隙が400nm未満の高さを有する、請求項1~13のいずれか1項に記載の二軸配向多層フィルム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962882821P | 2019-08-05 | 2019-08-05 | |
| US62/882,821 | 2019-08-05 | ||
| PCT/US2020/044959 WO2021026204A1 (en) | 2019-08-05 | 2020-08-05 | Controlled density thermoplastic multilayer films |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022544471A JP2022544471A (ja) | 2022-10-19 |
| JP7610577B2 true JP7610577B2 (ja) | 2025-01-08 |
Family
ID=72148240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022507401A Active JP7610577B2 (ja) | 2019-08-05 | 2020-08-05 | 制御された密度の熱可塑性多層フィルム |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US12251908B2 (ja) |
| EP (1) | EP4010183A1 (ja) |
| JP (1) | JP7610577B2 (ja) |
| KR (1) | KR102889815B1 (ja) |
| CA (1) | CA3149636A1 (ja) |
| MX (1) | MX2022001498A (ja) |
| WO (1) | WO2021026204A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022173778A1 (en) * | 2021-02-10 | 2022-08-18 | Flex Film (Usa), Inc. | Multilayer articles and methods of making |
| WO2023129056A1 (en) * | 2021-12-30 | 2023-07-06 | Süper Fi̇lm Ambalaj Sanayi̇ Ve Ti̇caret Anoni̇m Şi̇rketi̇ | White opaque bopet films with dead-fold properties |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018030901A (ja) | 2016-08-22 | 2018-03-01 | 東レ株式会社 | ポリエステルフィルム |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3328003A (en) | 1965-02-09 | 1967-06-27 | Dow Chemical Co | Method and apparatus for the generation of a plurality of layers in a flowing stream |
| US3479425A (en) | 1965-07-22 | 1969-11-18 | Dow Chemical Co | Extrusion method |
| US3557265A (en) | 1967-12-29 | 1971-01-19 | Dow Chemical Co | Method of extruding laminates |
| US3565985A (en) | 1969-04-10 | 1971-02-23 | Dow Chemical Co | Method of preparing multilayer plastic articles |
| US3759647A (en) | 1969-04-10 | 1973-09-18 | Turner Alfrey Us | Apparatus for the preparation of multilayer plastic articles |
| US5380479A (en) | 1989-12-26 | 1995-01-10 | The Dow Chemical Company | Method and apparatus for producing multilayer plastic articles |
| DE10012137A1 (de) | 2000-03-13 | 2001-09-20 | Mitsubishi Polyester Film Gmbh | Biaxial orientierte Polyesterfolie enthaltend ein Cycloolefincopolymer, Verfahren zu ihrer Herstellung und ihre Verwendung |
| WO2004108408A1 (ja) * | 2003-06-04 | 2004-12-16 | Toray Industries, Inc. | 積層フィルムおよび二軸配向ポリエステルフィルム |
| US20100285302A1 (en) * | 2007-12-26 | 2010-11-11 | Toray Industries, Inc. | White laminated polyester film for reflecting sheet |
| WO2010143318A1 (ja) * | 2009-06-12 | 2010-12-16 | 東洋紡績株式会社 | 空洞含有熱収縮性ポリエステル系フィルム及びその製造方法 |
| US20130001122A1 (en) | 2010-11-29 | 2013-01-03 | Nader Nowzari | Combination consumer package with secondary item compartment |
| US20120288696A1 (en) | 2011-05-09 | 2012-11-15 | Jenkins Shawn E | Multi-Layer Elastic Films |
| KR101220225B1 (ko) * | 2011-09-02 | 2013-01-09 | 에스케이씨 주식회사 | 백색 다공성 폴리에스테르 필름 및 이의 제조방법 |
| US9580798B2 (en) | 2013-06-27 | 2017-02-28 | Flex Films (Usa) Inc. | High-barrier polyethylene terephthalate film |
| EP3310577A4 (en) | 2015-06-18 | 2019-03-20 | Flex Films (USA) Inc. | FORMABLE FILMS, LAMINATE STRUCTURES AND RELATED METHODS |
-
2020
- 2020-08-05 KR KR1020227007330A patent/KR102889815B1/ko active Active
- 2020-08-05 EP EP20758404.6A patent/EP4010183A1/en active Pending
- 2020-08-05 WO PCT/US2020/044959 patent/WO2021026204A1/en not_active Ceased
- 2020-08-05 MX MX2022001498A patent/MX2022001498A/es unknown
- 2020-08-05 US US17/632,902 patent/US12251908B2/en active Active
- 2020-08-05 CA CA3149636A patent/CA3149636A1/en active Pending
- 2020-08-05 JP JP2022507401A patent/JP7610577B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018030901A (ja) | 2016-08-22 | 2018-03-01 | 東レ株式会社 | ポリエステルフィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022544471A (ja) | 2022-10-19 |
| WO2021026204A1 (en) | 2021-02-11 |
| US20220266576A1 (en) | 2022-08-25 |
| MX2022001498A (es) | 2022-03-22 |
| EP4010183A1 (en) | 2022-06-15 |
| KR20220072825A (ko) | 2022-06-02 |
| US12251908B2 (en) | 2025-03-18 |
| KR102889815B1 (ko) | 2025-11-27 |
| CA3149636A1 (en) | 2021-02-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Langhe et al. | Manufacturing and novel applications of multilayer polymer films | |
| US5241030A (en) | Bioriented film | |
| CN105555530B (zh) | 用于标签的纵向取向膜 | |
| US8231978B2 (en) | Simultaneously drawn opaque film made of PLA | |
| AU740936B2 (en) | Biaxially oriented fluoropolymer films | |
| EP1112163B1 (en) | Bioriented polyethylene film with a high water vapor transmission rate | |
| KR20110037928A (ko) | 중합체 혼합물과 이를 사용하는 방법 | |
| KR20090091705A (ko) | 고체 상태 스트레칭을 이용하는 공정에서 필름 및 성형된 물품을 생산하는데 유용한 폴리에틸렌 | |
| JP7610577B2 (ja) | 制御された密度の熱可塑性多層フィルム | |
| KR0133513B1 (ko) | 불투명한 진주빛 적층 연신제품 및 그의 제조방법 | |
| TW202045621A (zh) | 雙軸延伸聚醯胺膜、積層膜、以及包裝袋 | |
| US6534166B1 (en) | Bioriented polyethylene film with a high water vapor transmission rate | |
| TW201919900A (zh) | 聚丙烯系積層膜 | |
| CN101550247B (zh) | 拉伸薄膜 | |
| JPH0383639A (ja) | 不透明積層延伸成形物およびその製造方法 | |
| JP7501048B2 (ja) | 二軸延伸フィルム | |
| US20210283812A1 (en) | Biaxially oriented polypropylene multilayer film and methods thereof | |
| TW202504765A (zh) | 雙軸配向聚丙烯膜 | |
| US12583164B2 (en) | Multilayer articles and methods of making | |
| CN118632774A (zh) | 用于可持续包装的聚乙烯层压制品 | |
| CN202480502U (zh) | 一种用微层叠技术制备的pof热收缩膜 | |
| CN1052277A (zh) | 单或双轴向拉伸薄膜 | |
| TW202521615A (zh) | 雙軸配向聚丙烯膜 | |
| Mills | Film formation | |
| HK1217504A1 (zh) | 含孔洞聚丙烯薄膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20220520 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230711 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240314 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240326 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240624 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20241126 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241220 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7610577 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |