JP7633382B2 - 加工作業補助装置、及び記憶媒体 - Google Patents
加工作業補助装置、及び記憶媒体 Download PDFInfo
- Publication number
- JP7633382B2 JP7633382B2 JP2023511142A JP2023511142A JP7633382B2 JP 7633382 B2 JP7633382 B2 JP 7633382B2 JP 2023511142 A JP2023511142 A JP 2023511142A JP 2023511142 A JP2023511142 A JP 2023511142A JP 7633382 B2 JP7633382 B2 JP 7633382B2
- Authority
- JP
- Japan
- Prior art keywords
- necessity
- work
- machine tool
- operator
- machining operation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/4183—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by data acquisition, e.g. workpiece identification
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
- G05B19/41865—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM] characterised by job scheduling, process planning, material flow
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B23/00—Testing or monitoring of control systems or parts thereof
- G05B23/02—Electric testing or monitoring
- G05B23/0205—Electric testing or monitoring by means of a monitoring system capable of detecting and responding to faults
- G05B23/0218—Electric testing or monitoring by means of a monitoring system capable of detecting and responding to faults characterised by the fault detection method dealing with either existing or incipient faults
- G05B23/0224—Process history based detection method, e.g. whereby history implies the availability of large amounts of data
- G05B23/0227—Qualitative history assessment, whereby the type of data acted upon, e.g. waveforms, images or patterns, is not relevant, e.g. rule based assessment; if-then decisions
- G05B23/0235—Qualitative history assessment, whereby the type of data acted upon, e.g. waveforms, images or patterns, is not relevant, e.g. rule based assessment; if-then decisions based on a comparison with predetermined threshold or range, e.g. "classical methods", carried out during normal operation; threshold adaptation or choice; when or how to compare with the threshold
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06Q—INFORMATION AND COMMUNICATION TECHNOLOGY [ICT] SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES; SYSTEMS OR METHODS SPECIALLY ADAPTED FOR ADMINISTRATIVE, COMMERCIAL, FINANCIAL, MANAGERIAL OR SUPERVISORY PURPOSES, NOT OTHERWISE PROVIDED FOR
- G06Q50/00—Information and communication technology [ICT] specially adapted for implementation of business processes of specific business sectors, e.g. utilities or tourism
- G06Q50/04—Manufacturing
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/31—From computer integrated manufacturing till monitoring
- G05B2219/31022—Planner and coordinator, decision and direct control level
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/32—Operator till task planning
- G05B2219/32006—Operator addresses machines to give commands or retrieve data
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Business, Economics & Management (AREA)
- Health & Medical Sciences (AREA)
- Economics (AREA)
- General Health & Medical Sciences (AREA)
- Human Resources & Organizations (AREA)
- Marketing (AREA)
- Primary Health Care (AREA)
- Strategic Management (AREA)
- Tourism & Hospitality (AREA)
- General Business, Economics & Management (AREA)
- Theoretical Computer Science (AREA)
- Numerical Control (AREA)
Description
オペレータの判断を要する作業は、「熱変位」の補正以外にも「工具へのペースト再塗布」や「切粉の除去」などの様々なものがある。これらの複数の作業を漏れなく効率的に行うためには、オペレータの判断を補助する機能が必要である。
本開示の一態様であるコンピュータが読み取り可能な記憶媒体は、1つ又は複数のプロセッサが実行することにより、工作機械の稼働状態に応じて必要性が変化する作業項目を抽出し、作業項目の必要性を判定し、作業項目に必要性を付加し、前記作業項目に付加された必要性に基づき、オペレータが実行する作業の有無を判定するコンピュータが読み取り可能な命令を記憶する。
作業項目抽出部11は、機械構成情報14から、工作機械200にテーブルなどの回転軸が存在するかを判定する。テーブルなどの回転軸の中心軸位置の熱変位は、自動で補正することができず、位置ズレや温度変化を観察しながら補正のタイミングを判断しなければならない。機械構成情報14にテーブルなどの回転軸が存在する場合、作業項目抽出部11は、「回転軸の中心軸位置ズレの補正」を工作機械200の稼働状態によって必要性が変化する作業項目として抽出する。
熱変位の自動補正がONであったとしても、工具が摩耗するため工具オフセットの再設定が必要になる。作業項目抽出部11は、「工具オフセットの再測定」を工作機械200の稼働状態によって必要性が変化する作業項目として抽出する。また、寸法精度が厳しい場合(寸法公差が1/1000mm単位)、熱変位の自動補正ができない。意図的に熱変位の自動補正をOFFすると、熱変位分を吸収するための工具オフセット値の調整が必要になる。寸法精度が厳しい場合、「工具オフセットの再設定(手動で熱変位を補正)」を工作機械200の稼働状態によって必要性が変化する作業項目として抽出する。
工具の摩耗を抑制するため工具にペーストを塗布しているが、このペーストは時間とともに減少するため再塗布する必要がある。ペースト再塗布の必要性は、切削時間や切削回数など工作機械200の稼働状態によって変化するため、「工具へのペースト再塗布」を工作機械200の稼働状態によって必要性が変化する作業項目として抽出する。
切削液で流しきれない切粉も徐々に蓄積する。切粉の除去の必要性は、切削時間や切削回数など工作機械200の稼働状態によって必要性が変化するため、「切粉の除去」を工作機械200の稼働状態によって必要性が変化する作業項目として抽出する。
必要性判定部13は、各作業項目についての必要性を判定し、各作業項目に必要性を付加する必要性付加部12を備える。
必要性の算出方法には、「作業の必要性の有無を判定」する方法、「作業の必要性を事前に判定」する方法、「作業が必要となる時間を判定」する方法、「必要性を程度で表示」する方法、「2種類以上の変数から必要性を算出」する方法がある。
「温度」「切削トルク」の2つの要因が「回転軸の中心軸位置ズレ」に影響を与える例について説明する。ここでいう「回転軸」とは、ワークを載置するテーブルの回転軸である。テーブルにはワークが固定されており、テーブルが回転するとワークも回転する。ワークが回転すると切削加工による熱が発生する。図5のグラフ(上)は、回転軸の温度の時間変化を示している。閾値Th_Aは、熱変位に影響を与える温度を示している。回転軸の温度が閾値Th_Aを超えていなければ、どのような温度変化があっても熱変位に影響を及ぼさない。Th_Aを超えた温度になると熱変位に影響が出る。閾値Th_Aを超えた温度と時間の積(面積1)は、回転軸にかかる熱量となる。熱量が閾値Th_Bを超えると熱変位が生じる可能性がある。
図5のグラフ(下)は、切削トルクの時間変化を示している。ワークはテーブルに固定されているため、ワークに対して、強い切削力でワークを切削すると、テーブル自体にも負荷がかかり、テーブルの回転軸の中心位置ズレに影響を及ぼす。切削トルクがTh_Cという閾値を超えていなければ、回転軸の位置ズレに影響しない。切削トルクがTh_Cを超えると、回転軸の位置ズレに影響を及ぼす。閾値Th_Cを超えた切削トルクと時間の積(面積2)は、回転軸にかかるストレスとなる。
このように「回転軸の中心軸位置ズレ」には、「温度」と「切削トルク」の2つの要因が相互に関わりあいながら影響する。図5の表(上)には、温度(熱量:面積1)についての重み係数α1と、切削トルク(ストレス:面積2)についての重み係数α2、及び温度の評価値「面積1×α1」とストレスの評価値「面積2×α2」が記載されている。数値制御装置100は、温度の評価値「面積1×α1」とストレスの評価値「面積2×α2」の和が閾値Th_Totalより大きい時に、作業項目「回転軸の中心軸位置ズレ計測」が必要であると判定する。重みづけ係数「α1」、「α2」は、物理量の異なる要素である「温度」と「切削トルク」の単位を合わせるための役目も果たす。「2種類以上の変数から必要性の有無を判定」の方法は、上記の方法に限定しない、適当な数理モデルや機械学習を用いてもよい。
図6の例では、2つの要素「切削時間」と「切削回数」の閾値「Th_E」と「Th_F」である。数値制御装置100は、閾値「Th_E」と「現在の切削時間」を比較し、「現在の切削時間>Th_E」の条件を満たす、もしくは、閾値「Th_F」と「現在の切削回数」を比較し、「現在の切削回数>Th_F」の条件を満たすとき、作業が必要であると判定する。
2つの要素は、いずれかが条件を満たせば「必要性あり」と判定する「or条件」である。この方法を用いて、作業項目「工具へのペースト再塗布」や「切粉の除去」の必要性が判定できる。数値制御装置100は、作業項目に対する閾値を記憶している。図6の表では、作業項目「工具ペーストの再塗布」を判定するための「時間閾値:Th_1」と「回数閾値:Th_2」、作業項目「切粉の除去」を判定するための「時間閾値:Th_3」と「回数閾値:Th_4」を記憶している。
「工作機械の停止」では、「必要性:高」(又は必要性あり)の作業があれば、次の加工動作もしくは次工程の加工動作を禁止させる。
PC51、サーバ52、携帯端末53は、作業項目の必要性に応じて、オペレータが実行する作業に対する、操作画面の表示、前記操作画面への誘導、操作内容の表示の少なくとも何れかを実施してもよい。
これらの画面は、数値制御装置100ではなく、PC51、サーバ52、携帯端末53などの外部の情報処理装置に表示してもよい。
「回転軸の中心軸位置計測画面」へ遷移するボタン23を選択すると、回転軸の中心軸位置を示す画面が表示される。オペレータは画面を参照しながら「回転軸の中心軸位置ズレの補正」の作業を実行することができる。
作業項目抽出部11は、工作機械200の稼働状態によって発生する作業項目を抽出する(ステップS1)。作業項目としては、「回転軸の中心軸位置ズレの補正」「工具オフセットの再測定」「工具へのペースト再塗布」「切粉の除去」などがあるが、これらに限定されない。
工作機械200を停止する必要がない場合は(ステップS4;No)、作業項目の一覧を出力する(ステップS6)。作業項目の出力先は、数値制御装置100でもよいし、PC51、サーバ52、携帯端末53などの外部の情報処理装置でもよい。
最後に、必要性の判定を終了する場合には(ステップS8;NO)、必要性の判定を終了する。
11 作業項目抽出部
12 必要性付加部
13 必要性判定部
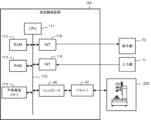
111 CPU
112 ROM
113 RAM
114 不揮発性メモリ
200 工作機械
Claims (11)
- 工作機械の回転軸の有無の情報を含む機械構成情報、加工情報、及び機械の状態情報から、前記工作機械の稼働状態に応じて必要性が変化する作業項目を抽出する作業項目抽出部と、
前記作業項目の必要性に基づきオペレータが実行する作業の有無を判定する必要性判定部と、
を備える、前記工作機械を用いた加工作業を補助する加工作業補助装置。 - 前記必要性判定部は、前記作業項目のうち少なくとも1つに必要性がある場合に、オペレータが実行する作業が有ると判定する、請求項1記載の、前記工作機械を用いた加工作業を補助する加工作業補助装置。
- 前記必要性判定部は、必要性の高い作業項目がある場合、次の加工開始前又は次の工程開始前に前記工作機械を停止させる、請求項1記載の、前記工作機械を用いた加工作業を補助する加工作業補助装置。
- 前記必要性判定部は、前記作業項目の必要性が発生することを事前に判定した場合、オペレータが実行する作業があると判定する、請求項2記載の、前記工作機械を用いた加工作業を補助する加工作業補助装置。
- 前記必要性判定部は、前記作業項目の必要性が発生する時間を判定した場合、オペレータが実行する作業があると判定する、請求項2記載の、前記工作機械を用いた加工作業を補助する加工作業補助装置。
- 前記必要性判定部は、各作業項目の必要性を判定し、各作業項目に必要性を付加する必要性付加部を備える、請求項1記載の、前記工作機械を用いた加工作業を補助する加工作業補助装置。
- 前記必要性判定部は、高い必要性が付加された作業項目が存在する場合、当該作業項目の処理が完了するまで、前記工作機械を停止させる、請求項6記載の、前記工作機械を用いた加工作業を補助する加工作業補助装置。
- 前記必要性付加部は前記作業項目に必要性を付加したファイルを作成し、
前記必要性判定部は、前記必要性を付加したファイルを外部の情報処理装置に出力する、請求項7記載の、前記工作機械を用いた加工作業を補助する加工作業補助装置。 - 前記必要性判定部は、前記作業項目の必要性を、当該加工作業補助装置の画面、オペレータの端末機器、工場内の前記工作機械を管理するコンピュータの少なくとも何れかへ通知する、請求項1記載の、前記工作機械を用いた加工作業を補助する加工作業補助装置。
- 前記必要性判定部は、前記オペレータが実行する作業に対する操作画面の表示、前記操作画面への誘導、操作内容の表示の少なくとも何れかを、前記加工作業補助装置の画面、前記オペレータの端末機器、工場内の前記工作機械を管理する前記コンピュータの少なくとも何れかに実行させる、請求項9記載の、前記工作機械を用いた加工作業を補助する加工作業補助装置。
- 工作機械を用いた加工作業を補助する加工作業補助装置において、
1つ又は複数のプロセッサが実行することにより、
前記工作機械の回転軸の有無の情報を含む機械構成情報、加工情報、及び機械の状態情報から、前記工作機械の稼働状態に応じて必要性が変化する作業項目を抽出し、
前記作業項目の必要性に基づきオペレータが実行する作業の有無を判定する、コンピュータが読み取り可能な命令を記憶する記憶媒体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021057228 | 2021-03-30 | ||
| JP2021057228 | 2021-03-30 | ||
| PCT/JP2022/014118 WO2022210294A1 (ja) | 2021-03-30 | 2022-03-24 | 加工作業補助装置、及び記憶媒体 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022210294A1 JPWO2022210294A1 (ja) | 2022-10-06 |
| JPWO2022210294A5 JPWO2022210294A5 (ja) | 2024-02-21 |
| JP7633382B2 true JP7633382B2 (ja) | 2025-02-19 |
Family
ID=83458880
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023511142A Active JP7633382B2 (ja) | 2021-03-30 | 2022-03-24 | 加工作業補助装置、及び記憶媒体 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240152119A1 (ja) |
| JP (1) | JP7633382B2 (ja) |
| CN (1) | CN117157597A (ja) |
| DE (1) | DE112022000714T5 (ja) |
| WO (1) | WO2022210294A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003022129A (ja) | 2001-07-10 | 2003-01-24 | Yamazaki Mazak Corp | 工作機械の管理装置 |
| JP2010146537A (ja) | 2008-12-19 | 2010-07-01 | Nasada:Kk | 人工知能化した加工支援監視方法と人工知能化した加工支援監視システム |
| JP2016153158A (ja) | 2015-02-20 | 2016-08-25 | 株式会社ナガセインテグレックス | 工作機械の状態表示装置 |
| JP2017097566A (ja) | 2015-11-20 | 2017-06-01 | ファナック株式会社 | 推奨保守通知システム |
| WO2018011849A1 (ja) | 2016-07-11 | 2018-01-18 | 富士機械製造株式会社 | 情報表示システム |
| JP2020052592A (ja) | 2018-09-26 | 2020-04-02 | 飛島建設株式会社 | 建設機械稼働状況管理システム及び管理方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3699317A (en) * | 1970-05-22 | 1972-10-17 | Westinghouse Electric Corp | Sampled data numerical contouring machine controller apparatus and method providable with on line capability for contour cornering deceleration and acceleration |
| US5402354A (en) * | 1990-10-12 | 1995-03-28 | Mitsubishi Jukogyo Kabushiki Kaisha | Control apparatus and control method for machine tools using fuzzy reasoning |
| JPH07237090A (ja) * | 1994-02-22 | 1995-09-12 | Okuma Mach Works Ltd | 機械の保守管理装置 |
| WO2007010795A1 (ja) * | 2005-07-19 | 2007-01-25 | Omron Corporation | 作業者安全管理システム |
| DE102011088220A1 (de) * | 2011-12-12 | 2013-06-13 | Trumpf Werkzeugmaschinen Gmbh + Co. Kg | Verfahren zum Umschalten zwischen hinsichtlich der Bedienereingriffsanforderungen verschiedenen Betriebsmodi einer Bearbeitungsmaschine |
| US10086487B2 (en) * | 2014-12-25 | 2018-10-02 | Fanuc Corporation | Internal cleaning device of machine tool |
| JP6034896B2 (ja) * | 2015-02-24 | 2016-11-30 | ファナック株式会社 | 結線穴位置を補正できるワイヤ放電加工機およびワイヤ放電加工方法 |
| DE102016217443A1 (de) * | 2016-03-03 | 2017-09-07 | Deckel Maho Pfronten Gmbh | Datenspeichervorrichtung zum Einsatz an einer numerisch gesteuerten Werkzeugmaschine |
| EP4043974B1 (en) * | 2021-02-12 | 2024-04-03 | ABB Schweiz AG | Improving the control strategy of distributed control systems based on operator actions |
-
2022
- 2022-03-24 US US18/549,349 patent/US20240152119A1/en active Pending
- 2022-03-24 CN CN202280024010.1A patent/CN117157597A/zh active Pending
- 2022-03-24 WO PCT/JP2022/014118 patent/WO2022210294A1/ja not_active Ceased
- 2022-03-24 JP JP2023511142A patent/JP7633382B2/ja active Active
- 2022-03-24 DE DE112022000714.1T patent/DE112022000714T5/de active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003022129A (ja) | 2001-07-10 | 2003-01-24 | Yamazaki Mazak Corp | 工作機械の管理装置 |
| JP2010146537A (ja) | 2008-12-19 | 2010-07-01 | Nasada:Kk | 人工知能化した加工支援監視方法と人工知能化した加工支援監視システム |
| JP2016153158A (ja) | 2015-02-20 | 2016-08-25 | 株式会社ナガセインテグレックス | 工作機械の状態表示装置 |
| JP2017097566A (ja) | 2015-11-20 | 2017-06-01 | ファナック株式会社 | 推奨保守通知システム |
| WO2018011849A1 (ja) | 2016-07-11 | 2018-01-18 | 富士機械製造株式会社 | 情報表示システム |
| JP2020052592A (ja) | 2018-09-26 | 2020-04-02 | 飛島建設株式会社 | 建設機械稼働状況管理システム及び管理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022210294A1 (ja) | 2022-10-06 |
| CN117157597A (zh) | 2023-12-01 |
| WO2022210294A1 (ja) | 2022-10-06 |
| WO2022210294A9 (ja) | 2023-08-03 |
| US20240152119A1 (en) | 2024-05-09 |
| DE112022000714T5 (de) | 2023-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6381665B2 (ja) | 工作機械の制御方法および工作機械の制御装置 | |
| CN110405532B (zh) | 工具选定装置以及机器学习装置 | |
| JP4261470B2 (ja) | 制御装置 | |
| US10386816B2 (en) | Manufacturing management system for changing abnormality detection condition according to manufacturing period-of-time information | |
| JP6616173B2 (ja) | 加工プログラム編集装置、およびこれを備えた工作機械 | |
| JP5778430B2 (ja) | 工作機械の制御装置 | |
| JP5766756B2 (ja) | 駆動軸の停止要因及びそれに関連する情報を取得するデータ取得装置 | |
| WO1995004633A1 (en) | Tool life estimation method | |
| JP2020123191A (ja) | 数値制御システム | |
| CN105027013A (zh) | 机床的进给轴控制方法及进给轴控制装置 | |
| CN113260933B (zh) | 数控装置及机器学习装置 | |
| JP2018062026A (ja) | ロボットの速度や加速度を制限する機能を備えたロボット制御装置 | |
| JP6618656B1 (ja) | 保守支援システム、数値制御装置および保守支援システムの制御方法 | |
| JP2006154998A (ja) | 制御装置 | |
| JP2009122852A (ja) | パステーブル運転時の運転履歴を記憶する数値制御装置 | |
| JP7633382B2 (ja) | 加工作業補助装置、及び記憶媒体 | |
| JP6034835B2 (ja) | サイクルタイムを短縮するための情報を提示する数値制御装置 | |
| US11340587B2 (en) | Numerical controller | |
| US11262721B2 (en) | Automatic optimization of the parameterization of a movement controller | |
| JP7302518B2 (ja) | 数値制御装置 | |
| JPH0751997A (ja) | 加工負荷監視方式 | |
| JP7538228B2 (ja) | 数値制御装置、製造機械、および製造機械の制御方法 | |
| CN111796553B (zh) | 数值控制装置和数值控制系统 | |
| CN121889737A (zh) | 数值控制装置以及计算机可读取的存储介质 | |
| JPH0751993A (ja) | Cncの機械要素寿命推定方式 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230802 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231010 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240917 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241112 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20241206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250107 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250206 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7633382 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |