JP7643079B2 - 切削工具 - Google Patents
切削工具 Download PDFInfo
- Publication number
- JP7643079B2 JP7643079B2 JP2021029152A JP2021029152A JP7643079B2 JP 7643079 B2 JP7643079 B2 JP 7643079B2 JP 2021029152 A JP2021029152 A JP 2021029152A JP 2021029152 A JP2021029152 A JP 2021029152A JP 7643079 B2 JP7643079 B2 JP 7643079B2
- Authority
- JP
- Japan
- Prior art keywords
- cemented carbide
- hard phase
- mass
- based cemented
- phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Powder Metallurgy (AREA)
Description
しかし、近年、被削材の種類、切削加工条件等に応じて、WC基超硬工具の切削性能、工具寿命をより一段と向上させるべく、各種の提案がなされている。
R>(0.82-0.086×D)×(10/V)
の式を満足させることにより、Ni基耐熱合金の切削加工において、WC基超硬工具の耐熱塑性変形性と靱性を向上させることが提案されている。
なお、R=(L1)/((L1)+(L2))
D:WC面積平均粒径(μm)であって、0.6≦D≦1.7の範囲である。
ここで、前記Dは、WCの面積率が50%となるときのWCの粒径をいう。
V:結合相体積(vol%)であって、9≦V≦14の範囲である。
ただし、CFPは、Co平均厚み(nm)であって、
CFP=0.58*A/(100-A)*Rから算出した値であり、A:Co(重量%),2R:WC平均粒径(nm)である。
しかしながら、前記従来の工具では、鋼、合金鋼、ステンレス鋼等の連続切削加工、特に、連続旋削加工のような高負荷下での連続切削加工において用いた場合には、基体の耐塑性変形性が十分ではないため、工具変形等の発生を十分に抑制することができず、工具寿命に達してしまうという問題を有するものであった。
なお、本発明に係るWC基超硬合金は、WCを含む主硬質相と、Ti、Ta、Nb、Zr、HfおよびVの単一の炭化物、および/または、前記元素の複数の元素からなる複合炭化物を含む副硬質相と、Coおよび/またはNiを含む結合相とを含んでなるものである。
「(1)WC基超硬合金を基体とするWC基超硬合金製切削工具において、
前記WC基超硬合金の成分組成は、CoおよびNiの少なくとも1種を4.0質量%以上、10.0質量%未満にて含有し、
また、TiC、TaC、NbC、ZrC、HfC、および、VCのうちから選ばれる少なくとも1種以上を合計にて、4.0質量%以上、12.0質量%未満にて含有し、
さらに、Cr3C2を0.0質量%以上、0.5質量%未満にて含有し、
残部は、WCおよび不可避的不純物とからなり、
副硬質相の平均粒径は、2.0μm以上、6.0μm以下であり、
副硬質相の合計界面長に対する副硬質相-結合相界面長の比率が9.0%未満であることを特徴とするWC基超硬合金製切削工具。
(2)前記(1)のWC基超硬合金製切削工具の切れ刃には、硬質被覆層が形成されていることを特徴とする表面被覆WC基超硬合金製切削工具。」
また、本明細書において、数値範囲を示す際に、「~」を用いる場合は、その数値の下限および上限を含むことを意味する。
本実施形態の切削工具を構成する超硬合金の組成は、
CoとNiのいずれか一種または二種を4.0質量%以上、10.0質量%未満、
TiC、TaC、NbC、ZrC、HfC、および、VCのいずれか一種または二種以上を4.0質量%以上、12.0質量%未満、
Cr3C2を0.0質量%以上、0.5質量%未満にて含み、
残部がWCおよび不可避的不純物からなる。
以下、順に説明する。
CoとNiは、WC基超硬合金において、結合相の主成分である。CoとNiのいずれか一種または二種を主成分として含み、CoとNiの合計の含有割合は、切削工具全体の4.0質量%以上、10.0質量%未満にて含むことが好ましい。
ここで、主成分とは、結合相を形成するすべての成分に対して、CoとNiのいずれか一種または二種を合計で50at%以上にて有することをいう。
なお、結合相には、Ti、Ta、Nb、Zr、Hf、Vの少なくとも一種以上を含んでいてもよく、これらの元素が結合相中に存在するときは、結合相に固溶した状態にあると推定される。
さらに、結合相中には、主硬質相の成分であるWやCや、その他の不可避的不純物が含まれていてもよい。
なお、CoおよびNiのat%は、超硬合金の任意の表面または断面を鏡面加工し、その加工面を蛍光X線回折測定することにより求めることができる。
Cr3C2は、主たる結合相を形成するCo中にCrとして固溶し、主硬質相を形成するWC相の成長を抑制し、WC相の粒径を微細化させ、WC基超硬合金を微粒・均粒組織とし、靭性を高め、耐塑性変形性を向上させる効果を有する。他方、この作用は、Cr3C2含有量が、Coの含有量に対し、5%を超えると、CrとWの複合炭化物を析出させ、靭性を低下させ、また、欠損の発生の起点となるおそれがある。
本発明において、Crは必須成分ではないが、Coの含有量の上限が10.0質量%未満であるため、添加する場合の含有割合は、切削工具全体に対して、Cr3C2換算にて、0.5質量%未満にて添加することが好ましい。
TiC、TaC、NbC、ZrC、HfCおよびVCは、WC基超硬合金において、主たる副硬質相形成成分として含有され、その含有量は、一種または二種以上を合計で4.0質量%以上、12.0質量%未満にて含有する。
これらの炭化物が存在する場合の含有割合は、M(金属原子)とCが、1:1にて結合した炭化物と仮定し、MCにより示される化合物の1種または2種以上が切削工具全体に対して、最大で12.0質量%未満にて含まれることが好ましい。
すなわち、12.0質量%以上では、耐摩耗性が不十分となり、また、凝集体が生じ易く、欠損発生の起点となるため、12.0質量%未満の範囲とすることが好ましい。
また、これらの炭化物により形成される副硬質相の平均粒径は、2.0μm未満では、切削加工中に副硬質相同士の滑りが生じやすく、耐塑性変形性や耐欠損性が十分ではなく、一方、平均粒径が6.0μmを超えると、十分な耐摩耗性が得られなくなるため、2.0μm以上、6.0μm以下の範囲より選択するのが好ましい。
なお、鏡面加工には、例えば、集束イオンビーム装置(FIB装置)、クロスセクションポリシャー装置(CP装置)等を用いる。
WCは、WC基超硬合金の主たる主硬質相形成成分として含有される。主硬質相には、製造過程にて不可避的に混入する不可避的不純物が含まれていてもよい。
主たる主硬質相形成元素であるWCを含む主硬質相の平均粒径は、0.2μm未満では、切削加工中に主硬質相同士の滑りが生じやすく、耐塑性変形性や耐欠損性が十分ではなく、一方、平均粒径4.0μmを超えると、十分な耐摩耗性が得られなくなるため、0.2μm以上、4.0μm以下の範囲より選択するのが好ましい。
主硬質相の平均粒径は、副硬質相の平均粒径と同様に、超硬合金の任意の表面または断面を鏡面加工し、その加工面を後方散乱電子線回折(EBSD)にてピクセルサイズにて観察し、画像解析によって、少なくとも300個の各主硬質相の面積を求め、その面積に等しい円の直径を算出して平均したものである。
なお、鏡面加工において、集束イオンビーム装置(FIB装置)、クロスセクションポリシャー装置(CP装置)等を用いる点においても、同様である。
前記したように、副硬質層、主硬質相、および、結合相は製造過程にて不可避的に混入する不純物を含んでいてもよく、その量は切削工具全体を100質量%として外数として0.3質量%以下が好ましい。
副硬質相の全界面長に対する副硬質相-結合相界面長比率の導出については、例えば、TSL社製OIM Data Collection(OIM結晶方位解析装置)を用いて、EBSD(Electron Back Scattered Diffraction)パターンの取込みとEDS(Energy Dispersive X-ray Spectroscopy)データの同時取込みを行う。
観察視野としては、1視野の大きさが20μm(縦)×70μm(横)、ピクセルサイズ40nm(縦)×40nm(横)の観察視野を設定する。
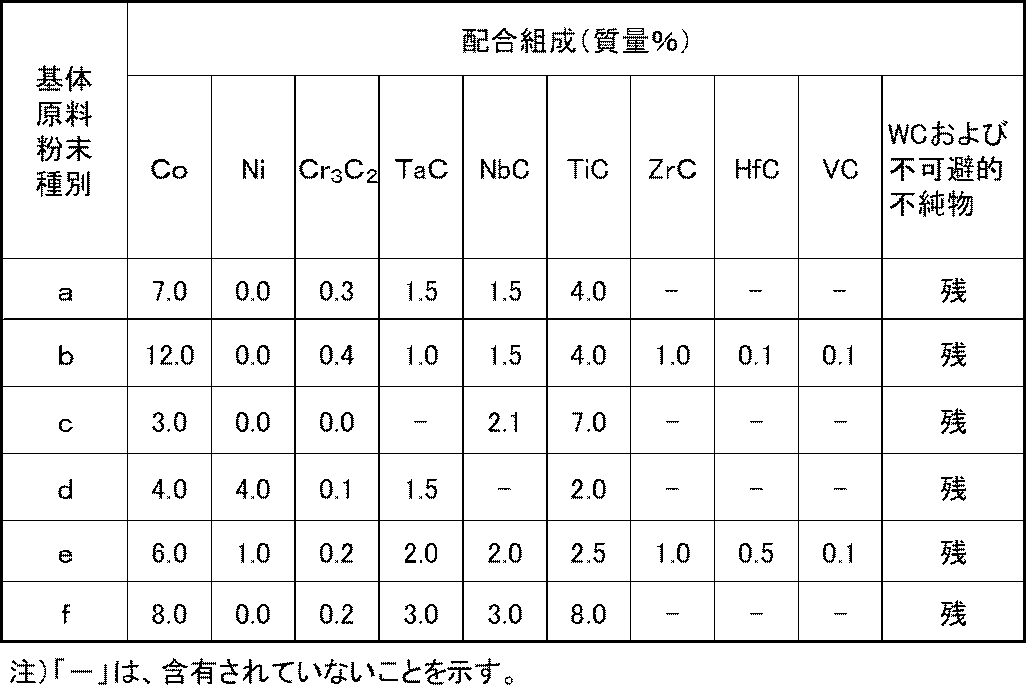
(a)原料粉末と配合
原料粉末として、平均粒径(d50)が、2.5μm~6.5μmのWC粉末と、それぞれの平均粒径(d50)が、いずれも、1.0~3.0μmの範囲内であるCo粉末、Ni粉末、Cr3C2粉末、TiC粉末、TaC粉末、NbC粉末、ZrC粉末、HfC粉末、および、VC粉末を用意した。
まず、これらの粉末のうち、副硬質相形成元素の炭化物であるTiC粉末、TaC粉末、NbC粉末、ZrC粉末、HfC粉末、および、VC粉末を所定の配合組成となるよう量りとり、ボールミルにて24時間の長時間混合、続けて真空下1800℃×4時間の熱処理を行い、更に続けてボールミルにて1時間の解砕を行い、粗大固溶体粉末を製造した。(表1の固溶体粉末の欄を参照)
次いで、得られた粗大固溶体粉末を、前記WC粉末およびCr3C2粉末と混合し、アトライターを用い、600RPM×1時間の湿式混合を行い、続けて前記粉末を混合したアトライターポットにCo粉末、Ni粉末を追加投入し、150RPM×10分の混合を行った。得られたスラリーを乾燥後、100MPaの圧力にてプレス成形し、圧粉成形体を作製した。(表3の本発明工程1~10を参照)
まず、固相焼結となる1000℃から焼結温度である1350℃までの昇温工程においては、昇温速度を40℃/分以上に早めることにより、固相焼結を抑制した。
次いで、1350℃以上への昇温後、1350℃~1450℃にて、10~80分、真空0.1Pa以下の条件にて、焼結を行い、WC基超硬合金焼結体を得た。
本焼結工程により、結晶粒径の大きい副硬質相を結合相との接触を減少させ配置させることができ、副硬質相の全界面長に対する副硬質相-結合相の粒界長比率を下げることができるため、主硬質相および副硬質相からなる骨格構造を強固に築くことができ、すぐれた耐塑性変形性を実現することができる。
比較のため、比較例の超硬合金基体1~8(以下、比較例工具基体1~8という)を作製した。
原料粉末として、平均粒径(d50)が、2.5μm~6.5μmのWC粉末と、それぞれの平均粒径(d50)が、いずれも、1.0~3.0μmの範囲内であるCo粉末、Ni粉末、Cr3C2粉末、TiC粉末、TaC粉末、NbC粉末、ZrC粉末、HfC粉末、および、VC粉末を用意した。
次いで、これら用意された粉末を表2に示す配合組成となるように混合し、焼結用粉末とし、アトライターを用い、回転数600rpm、1時間湿式混合し、乾燥後、100MPaの圧力にてプレス成形し、圧粉成形体を作製した。
次いで、表3に示す比較工程1’~8’の昇温条件、および、焼結条件にて、焼結を行い、WC基超硬合金焼結体を得た後、前記WC基超硬合金焼結体を機械加工、研削加工し、CNMG432MMの形状に整えることにより、表5に示す比較例工具基体1~8を作製した。
なお、ここで、Cr、Ta、Nb、Ti、Zr、HfおよびVの各元素については、それぞれ炭化物に換算して含有量を算出した。表4、表5にそれぞれの平均含有量を示す。
観察視野としては、1視野の大きさが20μm(縦)×70μm(横)、ピクセルサイズ40nm(縦)×40nm(横)の観察視野を設定した。




被削材:JIS・SUS304(HB170)の丸棒、
切削速度:105m/min、
切り込み:2.2mm、
送り:0.6mm/rev、
切削時間:5分、
湿式水溶性切削油使用。
上記湿式連続切削加工試験後の、切れ刃の逃げ面塑性変形量を測定するとともに、切れ刃の損耗状態を観察した。なお、切れ刃の逃げ面塑性変形量は、工具の主切れ刃側逃げ面について、切れ刃から十分離れた位置で主切れ刃側逃げ面とすくい面が交差する稜線上に線分を引き、同線分を切れ刃部方向に延伸し、延伸した線分と切れ刃部稜線間の距離(延伸した線分の垂直方向)が最も離れている部分を測定し、切れ刃の逃げ面塑性変形量とした。また、逃げ面塑性変形量が0.04mm以上であった時、損耗状態を刃先変形とした。
表7に、この試験結果を示す。

上記の各被覆工具について、以下に示す、湿式連続切削加工試験を実施し、切れ刃の逃げ面塑性変形量を測定するとともに、切れ刃の損耗状態を観察した。
切削条件:
被削材:JIS・SUS304(HB170)の丸棒、
切削速度:240m/min、
切り込み:2.0mm、
送り:0.5mm/rev、
切削時間:5分、
湿式水溶性切削油使用。
表9に切削試験の結果を示す。


Claims (2)
- WC基超硬合金を基体とするWC基超硬合金製切削工具において、前記WC基超硬合金の成分組成は、CoおよびNiの少なくとも1種を4.0質量%以上、10.0質量%未満にて含有し、
また、TiC、TaC、NbC、ZrC、HfC、および、VCのうちから選ばれる少なくとも1種以上を合計にて、4.0質量%以上、12.0質量%未満にて含有し、
さらに、Cr3C2を0.0質量%以上、0.5質量%未満にて含有し、残部は、WCおよび不可避的不純物とからなり、
副硬質相の平均粒径は、2.0μm以上、6.0μm以下であり、副硬質相の合計界面長に対する副硬質相-結合相界面長の比率が9.0%未満であることを特徴とするWC基超硬合金製切削工具。 - 請求項1に記載のWC基超硬合金製切削工具の切れ刃には、硬質被覆層が形成されていることを特徴とする表面被覆WC基超硬合金製切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021029152A JP7643079B2 (ja) | 2021-02-25 | 2021-02-25 | 切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021029152A JP7643079B2 (ja) | 2021-02-25 | 2021-02-25 | 切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022130147A JP2022130147A (ja) | 2022-09-06 |
| JP7643079B2 true JP7643079B2 (ja) | 2025-03-11 |
Family
ID=83150769
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021029152A Active JP7643079B2 (ja) | 2021-02-25 | 2021-02-25 | 切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7643079B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017191744A1 (ja) | 2016-05-02 | 2017-11-09 | 住友電気工業株式会社 | 超硬合金、及び切削工具 |
| JP2020132972A (ja) | 2019-02-22 | 2020-08-31 | 三菱マテリアル株式会社 | 超硬合金および切削工具 |
-
2021
- 2021-02-25 JP JP2021029152A patent/JP7643079B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017191744A1 (ja) | 2016-05-02 | 2017-11-09 | 住友電気工業株式会社 | 超硬合金、及び切削工具 |
| JP2020132972A (ja) | 2019-02-22 | 2020-08-31 | 三菱マテリアル株式会社 | 超硬合金および切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022130147A (ja) | 2022-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6953674B2 (ja) | 超硬合金及び切削工具 | |
| JP6459106B1 (ja) | 超硬合金及び切削工具 | |
| US10987739B2 (en) | Cemented carbide and cutting tool | |
| JP7388431B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP7517483B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP7392423B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP2009007615A (ja) | 超硬合金およびそれを用いた切削工具 | |
| WO2022137400A1 (ja) | 超硬合金およびそれを基材として含む切削工具 | |
| JP7732449B2 (ja) | Wc基超硬合金製切削工具 | |
| JP2021134364A (ja) | 耐塑性変形性、耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP2024138925A (ja) | 切削工具用超硬合金および該合金を用いた切削工具基体 | |
| JP7643079B2 (ja) | 切削工具 | |
| JP7473871B2 (ja) | 耐摩耗性および耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP7643089B2 (ja) | 切削工具 | |
| JP7587205B2 (ja) | 切削工具 | |
| KR101302374B1 (ko) | 내마모성과 내치핑성이 우수한 초경합금 | |
| JP7494952B2 (ja) | 超硬合金及びそれを基材として含む切削工具 | |
| JP7209216B2 (ja) | 耐塑性変形性、耐チッピング性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP2020132935A (ja) | 耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| JP7441420B2 (ja) | すぐれた耐欠損性、耐塑性変形性を発揮する切削工具 | |
| JP2023112274A (ja) | 超硬合金,被覆超硬合金,ならびにこれらを用いた切削工具および耐摩耗部材 | |
| JP2021152190A (ja) | 耐塑性変形性、耐欠損性にすぐれたwc基超硬合金製切削工具および表面被覆wc基超硬合金製切削工具 | |
| CN107206513A (zh) | 表面包覆切削工具 | |
| JP7346751B1 (ja) | 立方晶窒化硼素焼結体 | |
| JP7252415B2 (ja) | ダイヤモンド焼結体、及びダイヤモンド焼結体を備える工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20241003 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20241113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250128 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250210 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7643079 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |