JP7660428B2 - シャットオフノズル、および射出成形機 - Google Patents
シャットオフノズル、および射出成形機 Download PDFInfo
- Publication number
- JP7660428B2 JP7660428B2 JP2021077922A JP2021077922A JP7660428B2 JP 7660428 B2 JP7660428 B2 JP 7660428B2 JP 2021077922 A JP2021077922 A JP 2021077922A JP 2021077922 A JP2021077922 A JP 2021077922A JP 7660428 B2 JP7660428 B2 JP 7660428B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- hole
- needle valve
- shut
- shaft portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Description
0.25d≦L≦0.7d
になるようにすると共にその内径とニードル弁の前記軸部の径との差が0.016mm以下になるようにする。
<射出成形機>
本実施の形態に係る射出成形機1は、図1に示されているように、トグル式の型締装置2と、射出装置3と、を備えている。本実施の形態に係る射出装置3には本実施の形態に係るシャットオフノズル5が設けられているが、詳しくは後で説明する。
型締装置2は、ベッドBに固定されている固定盤7と、ベッドB上をスライド自在に設けられている可動盤8と、型締ハウジング9と、を備えている。固定盤7と型締ハウジング9は複数本のタイバー11、11、…により連結されており、可動盤8は固定盤7と型締ハウジング9の間でスライド自在になっている。型締ハウジング9と可動盤8の間には型締機構が、本実施の形態においてはトグル機構13が設けられている。固定盤7と可動盤8には、それぞれ固定側金型15、可動側金型16が設けられている。従って、トグル機構13を駆動すると金型15、16が型開閉される。
射出装置3は、加熱シリンダ19と、加熱シリンダ19内に設けられているスクリュ20と、スクリュ駆動装置22と、を備えている。加熱シリンダ19はスクリュ駆動装置22に支持されており、スクリュ20はスクリュ駆動装置22によって回転方向と軸方向とに駆動されるようになっている。加熱シリンダ19にはホッパ23と、次に説明する本実施の形態に係るシャットオフノズル5が設けられている。ホッパ23から射出材料を供給し、加熱シリンダ19を加熱してスクリュ駆動装置22によりスクリュ20を回転すると、射出材料が溶融し、計量される。スクリュ駆動装置22によりスクリュ20を軸方向に駆動すると射出材料を金型15、16に射出することができる。
本実施の形態に係るシャットオフノズル5は、図2に示されているように、ノズル25と、ニードル弁26と、ニードル弁26を駆動する駆動機構28と、を備えている。ノズル25は加熱シリンダ19に対して、アダプタ30を介して設けられている。すなわち加熱シリンダ19にはアダプタ30が設けられており、ノズル25はこのアダプタ30に設けられている。
図5には、従来のシャットオフノズル100の一部である、ノズル101と、ニードル弁102とが示されている。従来のノズル101においてもその外周面からノズル内流路104に達する斜めの孔105が開けられている。しかしながら、斜めの孔105がノズル内流路104を横切ってノズル内流路104の内周面の反対側に形成している凹部107は、略半球状の球面穴108のみになっている。
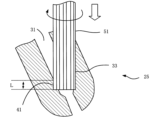
図6A~図6Dによって本実施の形態に係るノズル25における斜めの孔33(図3、図4参照)の加工方法を説明する。ノズル25には最初にノズル内流路31が開けられている。このようなノズル25において、ドリル等により図6Aに示されているような斜めの下穴50を開ける。下穴50の内径は、これから形成しようとしている斜めの孔33(図3、図4参照)の内径より若干小さくする。図6Aに示されているように、下穴50に対してリーマ51を回転しながら押し下げる。つまり、リーマ51によって斜めの孔33を形成する。
本実施の形態に係るシャットオフノズル5(図2参照)は、メカニカルシール部46(図3参照)が構成されるので、ノズル内流路31からの射出材料の漏れを防止できる。このメカニカルシール部46における射出材料の挙動について、図7によって考察する。

0.25d≦L
L≦0.7d
これらをまとめると、直線状穴41の長さLは軸部37の径dに対して次の範囲とすることが条件となる。
0.25d≦L≦0.7d
ノズル25を色々な条件で試作して漏れについて調べる実験を行った。
「実験方法」次の3個のノズルA、B、Cを試作した。
ノズルA:斜めの孔33(図3、図4参照)を形成するとき、凹部40において直線状穴41を形成せず、球面穴42のみを形成した。すなわち従来のノズル101(図5参照)と同様に形成した。
ノズルB:斜めの孔33(図3、図4参照)を形成するとき、凹部40において直線状穴41について長さLが0.2mmになるように形成した。すなわちL=0.029dとなるようにした。
ノズルC:斜めの孔33(図3、図4参照)を形成するとき、凹部40において直線状穴41について長さLが2.0mmになるように形成した。すなわちL=0.29dとなるようにした。
なお、ノズルB、Cはいずれも直線状穴41の内径Dとニードル弁26の軸部37の径dの差が0.015mmになるようにした。
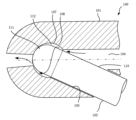
本実施の形態に係るシャットオフノズル5について、図3によって、メカニカルシール部46が円環状になっているとして説明した。ただし、この円環はその長さLが軸部37の周りで一定になっているわけではない。なぜならば、図3においてノズル内流路31の延長線57が示されているように、メカニカルシール部46の一部は、ノズル内流路31より下方に位置しているからである。この結果、メカニカルシール部46は、符号58の箇所において円環の見かけ上の長さが長くなっている。ノズル内流路31から外れており、ニードル弁26の軸部37は斜めの孔33に完全に収納されているからである。
3 射出装置 5 シャットオフノズル
7 固定盤 8 可動盤
9 型締ハウジング 11 タイバー
13 トグル機構 15 固定側金型
16 可動側金型 19 加熱シリンダ
20 スクリュ 22 スクリュ駆動装置
23 ホッパ 25 ノズル
26 ニードル弁 28 駆動機構
30 アダプタ 31 ノズル内流路
33 斜めの孔 37 軸部
38 頭部 40 凹部
41 直線状穴 42 球面穴
44 隙間 46 メカニカルシール部
50 下穴 51 リーマ
55 液面高さ
Claims (2)
- 射出材料が通るノズル内流路が射出方向に形成されているノズルと、
前記ノズルの外周面から前記ノズル内流路に達する斜めの孔に進退自在に挿入されているニードル弁と、を備え、
前記ニードル弁によって前記ノズル内流路を開閉するようになっており、
前記ニードル弁は円柱状の軸部の先端に半球状の頭部が形成されており、
前記斜めの孔は前記ノズル内流路内の内周面に凹部が形成されるように前記ノズル内流路を横切って深く開けられており、
前記凹部は、リーマ加工により一定の径で直線状に形成された直線状穴と、該直線状穴に続いて球面状に形成された球面穴とから形成され、前記ニードル弁の前記軸部が前記直線状穴に、前記頭部が前記球面穴に収納されると、前記直線状穴と前記軸部とから円環状のメカニカルシール部が形成されるようになっており、
前記直線状穴は、その長さLが前記ニードル弁の前記軸部の径dに対して、
0.25d≦L≦0.7d
になっていると共に、その内径と前記ニードル弁の前記軸部の径との差が0.016mm以下になっている、シャットオフノズル。 - 射出材料を射出する射出装置と、
金型を型締めする型締装置と、を備えた射出成形機であって、
前記射出装置にはシャットオフノズルが設けられ、
前記シャットオフノズルは、射出材料が通るノズル内流路が射出方向に形成されているノズルと、
前記ノズルの外周面から前記ノズル内流路に達する斜めの孔に進退自在に挿入されているニードル弁と、を備え、
前記ニードル弁によって前記ノズル内流路を開閉するようになっており、
前記ニードル弁は円柱状の軸部の先端に半球状の頭部が形成されており、
前記斜めの孔は前記ノズル内流路内の内周面に凹部が形成されるように前記ノズル内流路を横切って深く開けられており、
前記凹部は、リーマ加工により一定の径で直線状に形成された直線状穴と、該直線状穴に続いて球面状に形成された球面穴とから形成され、前記ニードル弁の前記軸部が前記直線状穴に、前記頭部が前記球面穴に収納されると、前記直線状穴と前記軸部とから円環状のメカニカルシール部が形成されるようになっており、
前記直線状穴は、その長さLが前記ニードル弁の前記軸部の径dに対して、
0.25d≦L≦0.7d
になっていると共に、その内径と前記ニードル弁の前記軸部の径との差が0.016mm以下になっている、射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021077922A JP7660428B2 (ja) | 2021-04-30 | 2021-04-30 | シャットオフノズル、および射出成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021077922A JP7660428B2 (ja) | 2021-04-30 | 2021-04-30 | シャットオフノズル、および射出成形機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022171333A JP2022171333A (ja) | 2022-11-11 |
| JP7660428B2 true JP7660428B2 (ja) | 2025-04-11 |
Family
ID=83945823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021077922A Active JP7660428B2 (ja) | 2021-04-30 | 2021-04-30 | シャットオフノズル、および射出成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7660428B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011148239A (ja) | 2010-01-22 | 2011-08-04 | Toyota Boshoku Corp | 樹脂製シリンダヘッドカバーの製造方法及び製造装置 |
| JP6841581B1 (ja) | 2020-01-15 | 2021-03-10 | 株式会社日本製鋼所 | ニードル弁に特徴を有するシャットオフノズル |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4986439A (ja) * | 1972-12-25 | 1974-08-19 | ||
| JPH02112919A (ja) * | 1988-10-22 | 1990-04-25 | Mitsuhiro Kanao | 弁付きノズル |
| JPH03274125A (ja) * | 1990-03-23 | 1991-12-05 | Sodick Co Ltd | 射出成形機のシャットオフノズル |
| JPH0753955Y2 (ja) * | 1991-03-06 | 1995-12-13 | 東芝機械株式会社 | 射出成形機の射出装置用ガイド部材調整装置 |
| DE4109122C1 (ja) * | 1991-03-20 | 1992-07-16 | Karl 7298 Lossburg De Hehl | |
| WO2014069326A1 (ja) * | 2012-10-29 | 2014-05-08 | 東海ゴム工業株式会社 | スプレーガン |
-
2021
- 2021-04-30 JP JP2021077922A patent/JP7660428B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011148239A (ja) | 2010-01-22 | 2011-08-04 | Toyota Boshoku Corp | 樹脂製シリンダヘッドカバーの製造方法及び製造装置 |
| JP6841581B1 (ja) | 2020-01-15 | 2021-03-10 | 株式会社日本製鋼所 | ニードル弁に特徴を有するシャットオフノズル |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022171333A (ja) | 2022-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2386958T3 (es) | Aparato de moldeo por coinyección y boquilla de canal caliente asociada | |
| JP7660428B2 (ja) | シャットオフノズル、および射出成形機 | |
| JP6719634B1 (ja) | 射出装置、射出装置のガス溶解方法および射出装置のプログラム | |
| US6203311B1 (en) | Sliding ring non-return valve | |
| CN101873918A (zh) | 用于注射喷嘴的旋转阀组合件 | |
| US8734146B2 (en) | Miniature automatic shutoff nozzle tip | |
| JP5642592B2 (ja) | ハナタレ防止機能付き射出成形機 | |
| JP2024041559A (ja) | シャットオフノズル、射出装置、および射出成形機 | |
| KR101770348B1 (ko) | 다중 편심 유로 구조의 핫런너 밸브 시스템 | |
| CN101237980A (zh) | 带有针封闭喷嘴和导向套管的注塑设备 | |
| CN116749467A (zh) | 注射喷嘴、注射装置及注射成型机 | |
| JP2021059048A (ja) | シャットオフノズル | |
| EP2258533A1 (en) | Screw and injection device | |
| JP2023062994A (ja) | シャットオフノズル、射出装置、および射出成形機 | |
| JP2615334B2 (ja) | プリプラ式射出成形機 | |
| JP4455559B2 (ja) | 射出成形機用ロータリーバルブ | |
| US20260054437A1 (en) | Injection molding machine | |
| JP2007185842A (ja) | 縦型射出成形機のシャットオフノズル装置。 | |
| JP7707952B2 (ja) | 可塑化装置、三次元造形装置及び射出成形装置 | |
| WO2007069522A1 (ja) | スクリュー、射出装置及び圧力部材 | |
| JP7086128B2 (ja) | ホットランナーユニット | |
| KR102067654B1 (ko) | 반도체 패키지 제조용 몰딩 장치 | |
| JP2025030287A (ja) | 射出装置 | |
| JP2009262362A (ja) | 射出成形用金型 | |
| JP5073246B2 (ja) | 射出成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240814 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240926 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20241018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20250107 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20250328 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20250401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7660428 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |