JPWO2012063473A1 - 面状発熱体およびその製造方法 - Google Patents
面状発熱体およびその製造方法 Download PDFInfo
- Publication number
- JPWO2012063473A1 JPWO2012063473A1 JP2012542811A JP2012542811A JPWO2012063473A1 JP WO2012063473 A1 JPWO2012063473 A1 JP WO2012063473A1 JP 2012542811 A JP2012542811 A JP 2012542811A JP 2012542811 A JP2012542811 A JP 2012542811A JP WO2012063473 A1 JPWO2012063473 A1 JP WO2012063473A1
- Authority
- JP
- Japan
- Prior art keywords
- heating element
- electrically insulating
- sheet
- planar heating
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional [2D] plane, e.g. plate-heater
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/84—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields
- H05B3/845—Heating arrangements specially adapted for transparent or reflecting areas, e.g. for demisting or de-icing windows, mirrors or vehicle windshields specially adapted for reflecting surfaces, e.g. bathroom - or rearview mirrors
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/20—Heating elements having extended surface area substantially in a two-dimensional [2D] plane, e.g. plate-heater
- H05B3/22—Heating elements having extended surface area substantially in a two-dimensional [2D] plane, e.g. plate-heater non-flexible
- H05B3/28—Heating elements having extended surface area substantially in a two-dimensional [2D] plane, e.g. plate-heater non-flexible heating conductor embedded in insulating material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/011—Heaters using laterally extending conductive material as connecting means
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B2203/00—Aspects relating to Ohmic resistive heating covered by group H05B3/00
- H05B2203/017—Manufacturing methods or apparatus for heaters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
Landscapes
- Resistance Heating (AREA)
- Surface Heating Bodies (AREA)
Abstract
面状発熱体11は、電気絶縁性基材12と、導電性の被覆層により被覆された金属細線を有し電気絶縁性基材12の表面上に配設された少なくとも一対の電極14と、電気絶縁性基材12上に配設され、電極14により給電される高分子抵抗体13と、電極14及び高分子抵抗体13を覆い、電気絶縁性基材12とホットメルト15により密着させた電気絶縁性被覆材16とを備え、導電性の被覆層4bの断面形状は、電気絶縁性基材12の表面に平行な長軸を有する略楕円形である。
Description
本発明は、高分子抵抗体のジュール熱を利用した薄型で平板上の面状発熱体に関する。
従来から面状発熱体の発熱部として、カーボンブラックや金属粉末、グラファイトなどの導電性物質を樹脂に分散して得られたものが知られている。なかでも導電性物質と樹脂との組合せにより、自己温度制御機能を示すPTC発熱体(正の抵抗温度特性を意味する英語Positive Temperature Coefficientの略を意味する)を用いた場合には、温度制御回路が不要となり、部品点数を少なくできるなど、メリットのあるデバイスとして知られている。
これらの構成は、図5に示すように、発熱抵抗シート4に給電を行う電極線3に筒状に導電性の被覆2を施した被覆線材1を配設し、被覆線材1と発熱抵抗シート4を熱溶着していた。被覆線材1と発熱抵抗シート4は共に熱可塑性樹脂とカーボン等の導電性粒子から形成されている。(例えば特許文献1参照)。
被覆線材1は発熱抵抗シート4と熱溶着を強固にするため同一材料でかつ接着面が平滑であることが推奨されている。
また、一般的に面状発熱体は均熱のため、少なくとも片面にアルミ等の平板を貼り付けることが多く、上記のような構成を採用することで面状発熱体の平滑化と薄肉化を図っている。
この種の面状発熱体の用途としては温度制御回路が不要であるという特性から薄型に形成できるため、例えば床暖房器具や露・霜除去用として自動車のドアミラーや洗面台のミラーなどの搭載するスペースが比較的薄い場所に用いられてきた。
しかしながら、前記従来の構成では、一般的に絶縁のため上下に取り付けられる電気絶縁性基材との最適な接着方法についてはほとんど述べられていなかった。基材を貼り付ける際に課題となってくるのは接着部全体において空隙を巻き込まずに貼り付けることが性能上、外観上求められる。空隙の存在は長期使用における高分子抵抗体の変質や電気絶縁性被覆材の剥がれにつながるという問題があった。
上記従来の技術の問題点に鑑み、本発明の目的は、低コストで安全かつ基材の貼り付けが容易な面状発熱体およびその製造方法を提供することにある。
上記目的を達成するために、本発明は以下のように構成する。
本発明の面状発熱体は、シート状の電気絶縁性基材と、電気絶縁性基材上に配置されたシート状の高分子抵抗体と、導電性の被覆層により被覆された金属細線を有し、高分子抵抗体のシート状の表面に沿って配置されて高分子抵抗体に給電する少なくとも一対の電極と、電極および高分子抵抗体を間に挟んで電気絶縁性基材と対向して配置され、電極および高分子抵抗体を覆うようにホットメルトを介して電気絶縁性基材と接着されたシート状の電気絶縁性被覆材と、を備え、電極における被覆層の断面形状は、電気絶縁性基材のシート状の表面沿いの方向に長軸を持つ略楕円形としてある。
本発明によれば、電極部分を含む全体が薄型の面状発熱体を提供できるとともに、低コストで安全かつ基材の貼り付けが容易な面状発熱体の電極構成を提供できる。
本発明のこれらの態様と特徴は、添付された図面についての好ましい実施形態に関連した次の記述から明らかになる。
本実施の形態1における面状発熱体の構成を示す平面図
図1の線A−A’に沿う横断面を矢印Bの方向から見た断面図
本発明の実施の形態1におけるラミネート加工設備の模式図
本発明の実施の形態2における面状発熱体の構成を示す断面図
従来の発熱体を示す概略斜視図
本発明の実施の形態3における面状発熱体の構成を示す平面図
本発明の実施の形態3における面状発熱体が実装される電池モジュール内の電池セル接続図
本発明の実施の形態4における面状発熱体の構成を示す平面図
本発明の実施の形態4における面状発熱体が実装される電池モジュール内の電池セル接続図
従来の面状発熱体の平面図
従来の面状発熱体の側面図
従来の面状発熱体の要部断面図
第1の発明は、シート状の電気絶縁性基材と、電気絶縁性基材上に配置されたシート状の高分子抵抗体と、導電性の被覆層により被覆された金属細線を有し、高分子抵抗体のシート状の表面に沿って配置されて高分子抵抗体に給電する少なくとも一対の電極と、電極および高分子抵抗体を間に挟んで電気絶縁性基材と対向して配置され、電極および高分子抵抗体を覆うようにホットメルトを介して電気絶縁性基材と接着されたシート状の電気絶縁性被覆材と、を備え、電極における被覆層の断面形状は、電気絶縁性基材のシート状の表面沿いの方向に長軸を持つ略楕円形であることを特徴とする。
導電性の被覆層の断面形状が上記のような略楕円形となっているため、電極と高分子抵抗体の追従性がよい。また、被覆層を略楕円形状断面とすることにより、被覆層とシート状の高分子抵抗体との間の段差にホットメルトが流れ込みやすくなり、他の部位と比べて空隙ができやすい被覆層と高分子抵抗体との接触部分の近傍にも空隙を巻き込みにくくなる。空隙の存在が少なくなるので外観上好ましいだけでなく、長期使用においても高分子抵抗体が変質しにくくなり、電気絶縁性被覆材が剥がれにくくなり、安全上も品質上も好ましいものになる。
第2の発明は、第1の発明に加え、電極が配置されている領域において、電気絶縁性被覆材および電気絶縁性基材のいずれか一方のシート状の外表面が略平坦面としている。
一面が平坦面(平面)形状となるため、比較的狭い場所に取り付けられることの多い面状発熱体に対し取り付け性が良くなり工業上の利用性が高まる。面状発熱体の放熱性を高めるため、少なくとも片面にアルミ等の平板を貼り付けることが多いが、片面を平面形状とすることでアルミ等の平板との接合も簡便に行えることとなる。
第3の発明は、導電性の被覆層の軟化点は、ホットメルトの融点+100℃以下の温度としている。一般に電気絶縁性基材と電気絶縁性被覆材の貼り付け工程において、接着手段であるホットメルトを融点以上まで温度を上げる。導電性の被覆層の軟化点がホットメルトの融点+100℃以下の温度とされていることで、同時に導電性の被覆層も温度が上がり軟化するため、導電性の被覆層を容易に変形させることができる。つまり、貼り付け工程前の導電性の被覆層の断面形状によらず、貼り付け工程の際に電気絶縁性基材と電気絶縁性被覆材からの圧力により導電性の被覆層が略楕円形に変形することとなり、第1の発明の効果を得ることができる。
第4の発明は、電極の長手方向の断面において、被覆層の断面積は金属細線の断面積の2倍以上としている。導電性の被覆層の断面積を金属細線の断面積よりも十分大きくすることで、導電性の被覆層の変形がより容易となるため、電気絶縁性基材と電気絶縁性被覆材との貼り合わせ時の空隙をより少なくできるだけでなく、面状発熱体の薄肉化を行うことができる。金属細線は貼りあわせ時に加熱・加圧を行っても導電性の被覆層に比して変形が少なく、断面積が小さくなることは無い。
第5の発明は、少なくとも一対の電極として、隣り合う電極を異極とし、略平行に配置された少なくとも3本以上の電極を有し、少なくとも1つの対の電極間長さが、他の対の電極間長さと相違するように、シート状の高分子抵抗体上にそれぞれの電極が配置された構成としている。
これにより、面状発熱体内の任意の場所をより加熱することができ被加熱体が温度上昇しにくい部位を効率的に加熱することができ、被加熱体の温度ムラを軽減することができる。さらに、抵抗体材料を調整することなく電極間隔の調整のみで面状発熱体の出力分布をつけることができるため、非常に簡便に実現可能である。特に、バッテリーなどの高い信頼性を必要とし、過度の温度上昇を嫌う被加熱体の場合であっても、本発明の面状発熱体は温度上昇しにくい部位を特定して高い出力を出しているため過度の温度上昇に至る危険性は極めて低く、安全で信頼性の高い構成となっている。加えて、同一抵抗体材料及び同一面積の面状発熱体において、電極間隔を均等にした面状発熱体に対して突入総出力電力を大きくすることができ、温度上昇の立ち上がり速度をより俊敏にすることが可能であり、かつ面状発熱体の省スペース化を行うことが可能である。
第6の発明は、第5の発明の面状発熱体において、面状発熱体の端部に配置される一対の電極間長さが、その隣に配置される他の一対の電極間長さよりも小さい構成としている。
これにより、第5の発明の作用、効果に加えて、面状発熱体自身の放熱しやすい部位を高出力化することができ、面状発熱体自身の温度ムラを軽減することができると同時に、放熱しやすい部位をより加熱するため熱伝導しやすくできる。
第7の発明は、面状発熱体の両端部に配置されるそれぞれの一対の電極のうち片側の一対の電極間長さが、他の対の電極間長さよりも小さい構成としている。
これにより、電極の延伸方向に対して垂直方向に被加熱体が大きく、面状発熱体を2枚以上使用する場合においても、面状発熱体の片側の端部と他の部位に比して放熱しやすい部位である被加熱体の端部とが一致するように面状発熱体を配置して、この片側の端部に限定して発熱量を増やすことができる。逆側の面状発熱体の端部は被加熱体の端部とならないため、電極間長さを小さくする必要はない。
第8の発明は、面状発熱体においてPTC特性を有する高分子抵抗体の抵抗値が温度の2回微分に対し少なくとも0℃〜80℃の領域において常に正で有る材料をもちいている。
これにより、前述の第1および第5の発明の作用、効果に加えて、電圧を印加しはじめる突入時の総出力だけでなく温度が安定した際においても、同一抵抗体材料及び同一面積の面状発熱体において、電極間隔を均等にした面状発熱体よりも総出力を大きくすることができる。
第9の発明は、シート状の高分子抵抗体と、導電性の被覆層により被覆された金属細線を有し、高分子抵抗体のシート状の表面に沿って配置されて高分子抵抗体に給電する少なくとも一対の電極とを、ホットメルトを介して、シート状の電気絶縁性基材およびシート状の電気絶縁性被覆材の間に配置するとともに加熱しながら加圧することにより、被覆層を軟化させて、電気絶縁性基材のシート状の表面沿いの方向に長軸を持つ略楕円形の断面形状に形状変化させ、それとともにホットメルトを溶融させて、高分子抵抗体および電極を挟んで電気絶縁性基材および電気絶縁性被覆材を接着することを特徴とする面状発熱体の製造方法である。すなわち、電気絶縁性基材と電気絶縁性被覆材の接着加工法として加熱・加圧方式を採用している。接着時に加熱と加圧を同時に行うことで第1の発明の効果に加え、さらに安定的に空気等の気体を貼りあわせ面から逃がすことができ、さらにホットメルトを電極近傍に流れ込ませることができるため、空隙の巻き込みをより回避することができる。
加熱と加圧を同時に行う工法としては例えば、加熱ゴムローラーで面状発熱体の上下面を加圧するラミネート加工や加熱された平板で面状発熱体の上下面を押すプレス加工などがある。
以下、本発明の実施の形態について、図面を参照しながら説明する。なお、この実施の形態によって本発明が限定されるものではない。
(実施の形態1)
図1は、本発明の実施の形態1における面状発熱体11の概略構成を示す図であり、図2は、図1に示す線A−A’に沿う横断面を矢印Bの方向から見た断面図である。
図1は、本発明の実施の形態1における面状発熱体11の概略構成を示す図であり、図2は、図1に示す線A−A’に沿う横断面を矢印Bの方向から見た断面図である。
面状発熱体11は、ポリエチレンテレフタレート等からなる電気絶縁性基材12上に配設した高分子抵抗体13の両サイドに一対の電極14を配置して構成し、これら電気絶縁性基材12および高分子抵抗体13、電極14の上には予めホットメルト15を塗布してあるポリエチレンテレフタレート等の電気絶縁性被覆材16を熱溶着により貼り付けてある。なお、電極14に給電するためのリード線の図示は省略した。
これら前記電極14は、それぞれより線状の金属細線14a及び金属細線14aを被覆する導電性の被覆層14bにより形成される。金属細線14aとしては、例えば、線径0.06mmの銀銅合金線を15本撚って得たものが使用される。図2では簡素化のため7本のみ図示されている。
次に面状発熱体の各部品の材料、製造方法について述べる。
導電性の被覆層14bは、樹脂成分として、エチレン酢酸ビニル共重合体(商品名「エバフレックスEV150」、三井・デュポンポリケミカル(株)製、軟化点約50℃、融点約80℃))21重量%と、金属親和性を示す官能基として無水マレイン酸を含む樹脂(商品名「ボンダインLX4110」(エチレン−アクリル酸エステル−無水マレイン酸三元共重合樹脂、住友化学(株)製、100℃近傍から軟化)9重量%を、導電材として、導電性ウィスカ(商品名「FTL−110」、針状酸化チタン、石原産業(株)製)45重量%、カーボンブラック(商品名「プリンテックスL」、1次粒子径21nm、デグサ社製)15重量%、難燃剤(商品名「レオフォスRDP」、リン酸エステル系液状難燃剤、味の素(株)製)10重量%により混練物を作成後、金属細線14aを被覆混練した、直径800μmの略円形の電極14を得た。導電性の被覆層14bの電流が流れる方向への断面積はより線状の金属細線14aの断面積の2倍以上あることとなっている。導電性の被覆層14bは樹脂成分、金属親和性を示す官能基の樹脂成分の軟化点が低いため、複合体としての導電性の被覆層14bの軟化点は約100℃となっている。
被覆を行う加工方法は一般的なリード線等の加工方法に用いられる共押出成形を採用してあり、低コストで安定的な加工が可能である。導電性の被覆層14bの軟化点が比較的低いため、押出し性も良好であり、略円形であるため巻取りも容易であった。
また、被覆外周部と中心の金属部との比抵抗は5Ω・cmであり、その難燃性はFMVSS302を満足していた。
高分子抵抗体13はPTC特性を有する材料を用い、温度が上昇すると高分子抵抗体13の抵抗値が上昇し、所定の温度になるように自己温度調節機能を有するようになり、温度コントロールが不要で安全性の高い面状発熱体としての機能を有するようにしてある。高分子抵抗体13の製造方法としては各種材料の混錬後、カレンダー加工を行うことで100〜200μm程度の厚みの薄肉化をし、略矩形にトムソン加工により切断を行っている。
ホットメルト15には融点を約110℃に持つ結晶性ポリエステル樹脂を主成分とする物を用いていた。電気絶縁性被覆材16の片面にはこのホットメルト15がTダイ押出しにより予め塗布成形してある。なお、本実施の形態1では、導電性の被覆層14bの軟化点は約100℃の場合を例としているが、導電性の被覆層14bの軟化点は、ホットメルト15の融点よりも100℃高い温度以下の温度(すなわち融点+100℃以下の温度)を採用しても良い。
電気絶縁性基材12、電気絶縁性被覆材16には厚み50μmのポリエチレンテレフタレート基材を用いた。
次に上述の部材の組み立て工程について述べる。
図3にラミネート加工設備の概略側面図を示す。この設備では電気絶縁性基材12と高分子抵抗体13と電極14と電気絶縁性基材16を同時に張り合わせることができる。電気絶縁性基材12と高分子抵抗体13と電極14のそれぞれ繰り出し用ロールと貼り合せの加熱・加圧を上下面から行うための熱ローラー17から構成されている。
熱ローラー17の温度設定としては、ホットメルト15の融点である110℃以上であれば貼り合わせが可能となるが、ホットメルト15が十分溶融していないと貼り合せ時に高分子抵抗体13に歪みを残したまま接着することとなってしまうため少なくともホットメルト15の融点の+50℃〜+100℃に設定することが好ましい。一方で電気絶縁性基材12と電気絶縁性基材16が大きく寸法変化する190℃近傍まで上げることは好ましくない。よって本実施の形態1では熱ローラー17の温度設定を170℃とした。
導電性の被覆層14bは繰り出し時には略円形の断面形状で供給されるが、熱ローラー17を通過する際に軟化点近傍まで加熱され軟化し、さらに上下から圧力を加えられるため断面形状は押し潰され、電気絶縁性基材12が広がる方向に長軸を持つ楕円形状となる。本実施の形態では導電性の被覆層14bの楕円は短軸:長軸=1:2程度となった。
熱ローラー17により貼りあわせを行った後、リード線等をより線状の金属細線14aにとりつけ面状発熱体11が完成する。
次に本発明の実施の形態1における効果について述べる。
上記の加工工程において、ホットメルト15の融点は約110℃、導電性の被覆層14bの軟化点は約100℃、そして熱ローラー17の設定温度は170℃となっている。熱ローラー17によりホットメルト15を融点以上まで温度上昇させると同時に導電性の被覆層14bも軟化点以上まで加熱されるので、ホットメルト15による電気絶縁性基材12と電気絶縁性被覆材16の貼り付けと導電性の被覆層14bの形状変化を同時に行うことが可能となり、簡便で低工数な加工工程となっている。さらに、導電性の被覆層14bが電気絶縁性基材12と電気絶縁性被覆材16に追従しながら略楕円形に形状変化をおこすことにより導電性の被覆層14bと高分子抵抗体13の間で段差がなくなり、導電性の被覆層14bの近傍に貼りあわせによる空隙をかむことがない。導電性の被覆層14bの楕円形状としては少なくとも短軸:長軸=1:1.5程度以上となることが望ましい。導電性の被覆層14bが押し潰されさらに空隙をかみこまないため、平滑性と薄肉化を得ることができ、搭載性のよい面状発熱体11が得られる。
導電性の被覆層14bの近傍に空隙をかまないことは高分子抵抗体2の長期信頼性にも利点がある。高分子抵抗体12は酸化により劣化することが多いが本発明の実施の形態1では空気を遮断することができるため、酸化劣化をおこしにくく長期信頼性のある面状発熱体11を得ることができている。さらに、空隙の存在は電気絶縁性被覆材16の剥がれの基点になることもあり、空隙をなくすことは感電等の安全面からも利点がある。
高分子抵抗体13、導電性の被覆層14bは周囲をホットメルト15及び上下の電気絶縁性基材12、電気絶縁性被覆材16に覆われているため容易に動くことはできない。そのため、電気的、物理的に良好な接触を保つことができており、両者間の接触抵抗はほとんど存在しない。上述のごとく導電性被覆層14bの周囲を囲むことで、導電性被覆層14bを溶融・溶着させなくとも、軟化させ追従させるだけで接触抵抗がほとんどない良好な接触構成をとることが可能である。
また、こうした導電性の被覆層14bの変形による追従効果は導電性の被覆層14bの断面積がより線状の金属細線14aよりも十分大きいため可能となっている。より線状の金属細線14aは貼りあわせ時に加熱・加圧を行っても断面積が小さくならないことは言うまでも無い。
(実施の形態2)
図4は、本発明の実施の形態2における面状発熱体11の概略構成図を示す断面図である。概略平面図は実施の形態1の図1と同じであるため省略した。
図4は、本発明の実施の形態2における面状発熱体11の概略構成図を示す断面図である。概略平面図は実施の形態1の図1と同じであるため省略した。
図4において、本実施の形態2は、導電性の被覆層14bの断面形状と電気絶縁性基材12の厚みが実施の形態1と異なるもので、同一部分は同一番号を付して異なる部分のみを説明する。
電気絶縁性基材12の厚みは100μmとしており、電気絶縁性被覆材16の厚み50μmよりも厚くした構成となっている。実施の形態1と同様の加工方法(図3)によりホットメルト15による電気絶縁性基材12と電気絶縁性被覆材16の貼りあわせを行うと、電気絶縁性基材12の剛性が電気絶縁性被覆材16の剛性よりも高いため、電気絶縁性基材12はほとんど変形せず、電気絶縁性被覆材16が導電性の被覆層14bと高分子抵抗体13の厚みに追従するように変形する。
電気絶縁性基材12面が凹凸の無い平面形状となるため、電気絶縁性基材12面における面状発熱体11の搭載性が良くなり工業上の利用性が高まる。また、一般的に面状発熱体11は均熱のため、片面にアルミ等の平板を貼り付けることが多いが、片面を平面形状とすることでアルミ等の均熱板との接合も簡便に行えることとなる。
このような面状発熱体11の用途としては、例えば床暖房器具や露・霜除去用として自動車のドアミラーや洗面台のミラーなどの搭載するスペースが比較的薄い場所に用いられるため、搭載性の向上は使用用途の拡大にもつながる。
本実施の形態2では電気絶縁性基材12と電気絶縁性被覆材16の厚みの違いによる剛性の違いによって導電性の被覆層14bの上下面の圧力差をつけ電気絶縁性基材2面を平面化したが、電気絶縁性基材12と電気絶縁性被覆材16の材質を変更する(例:ポリエチレンテレフタレートとポリブチレンテレフタレートなど)ことで剛性に差をつけたり、加工に用いる熱ローラー17の材質を上下で異なる物を用いたり(例:金属とゴムなど)、電気絶縁性基材12と電気絶縁性被覆材16の繰り出しのテンションに差をつけたりすることにより実現してももちろんよい。平面化する面は電気絶縁性基材12と電気絶縁性被覆材16のどちらでも良いことは言うまでも無い。
また、本実施の形態1,2では導電性の被覆層14bの成型断面を略円形としたが、熱ローラー17により変形させられるため、四角形や略楕円形などいかなる形状でも本発明の効果を得られる。
また、本実施の形態1,2では電気絶縁性基材12と電気絶縁性被覆材16の貼り合せ加工方法として熱ローラー17を用いたが熱プレスなど加熱・加圧が行える手段であればいかなる手段でも本発明の効果を得られる。
(実施の形態3)
次に、本発明の実施の形態3にかかる面状発熱体として、例えば寒冷地における自動車等のバッテリーや電気床暖房パネル等を加熱するような用途に主に用いられる面状発熱体を例として説明する。
次に、本発明の実施の形態3にかかる面状発熱体として、例えば寒冷地における自動車等のバッテリーや電気床暖房パネル等を加熱するような用途に主に用いられる面状発熱体を例として説明する。
従来、この種の面状発熱体65は、図10に示すように、縦糸の間に所定間隔毎に複数の電極用銅線群67を配列した織布68にカーボン系導電性塗料66を含浸、乾燥させて面状発熱部69を形成し、各電極用銅線群67の端部に電極端子71を固着した後、この面状発熱部69を電気絶縁性樹脂で被覆している。また、電極端子のうち1つ置きに位置する2つの電極端子71をそれぞれリード線70a、70bで相互に接続し、各リード線70a、70bの一方の端子から導出したリード線72a、72bをコンセント73に接続している。
また、この種の面状発熱体の利用分野として、例えば自動車に搭載されたバッテリーは−30℃以下となるような環境においては、バッテリー液が凍結したり、バッテリー液が凍結しない場合においてもバッテリーの電気容量の著しい低下によって、エンジンが始動できなく可能性が高くなることから、バッテリー自体を補助熱源によって加熱しバッテリーの能力低下を防止する手段が考えられている。
この種の従来の面状発熱体100は、図11および図12に示すように、セラミックPTC発熱体102を装着した放熱板101を備えており、バッテリー103の周囲に配置される。さらに、断熱保温材104をバッテリー103の外周に、面状発熱体100を覆うように配置し、バッテリー103を電源としてバッテリー103を加熱するものである(例えば、特開平9−190841号公報参照)。
近年では省エネやCO2削減への対応のため、エンジンとモーターとを組み合わせたハイブリット車やモーターのみを動力源とする電気自動車等への関心が高まっている。これらの自動車に搭載されるバッテリーは、モーターを駆動するために電気容量の大容量化が必要となり、バッテリーの形態も数個の電池セルを直列に接続した電池モジュールを1ユニットとしてケースに収容した電池ユニットを、さらに多数個直列に接続(必要に応じてさらに並列接続)することで高電圧化で大容量のバッテリーを実現している。
これらのバッテリーにおいても、従来同様に厳しい低温環境下では電気容量低下が課題となり、特開平9−190841号公報に記載するような手段でバッテリーを加熱することが考えられる。しかし、特開平11−97160号公報に記載するような手段では面状発熱体自身の発熱分布が一定にもかかわらず、被発熱部のバッテリーの形状が単純な矩形でないことや、矩形であったとしても取り付け位置によっては放熱状態やバッテリー内部の熱容量の分布が存在することによってバッテリー全体を均一に暖められないという課題があり、特開平9−190841号公報に記載するような手段では発熱分布は銅放熱板による自然放熱でしかなくバッテリー全体を均一に暖められないという課題がある。なお、「発熱分布」とは、発熱している物体(すなわち、面状発熱体)の発熱しようとする分布であり、放熱を考慮しない。
以降に説明する実施の形態では、このような課題をさらに解決するもので、容易な構成で被加熱体の加熱ムラが少なく耐久性に優れ安全性の高い面状発熱体を提供することを目的とする。
本発明の実施の形態3に係る面状発熱体を、図6および図7を参照して説明する。
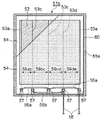
図6は面状発熱体の平面図、図7は面状発熱体が実装される電池モジュール内の電池セル接続図である。
図6の面状発熱体51aの平面図に示すように、樹脂と導電性カーボンを混練してフィルム状にしたPTC特性を有する高分子抵抗体52の上に、銅撚り線(金属細線)からなる電極線53a、53b、53c、53d、53eを配設し、電気絶縁性基材であるホットメルト樹脂をラミネートしたPETフィルム54で高分子抵抗体52と電極線53a〜53eを両側から挟み込み、熱プレスあるいは熱ラミネートによりPETフィルム54、高分子抵抗体52、電極線53a〜53eを熱圧着して抵抗体シート55aを形成している。この抵抗体シート55aの電極線延伸方向の片側には高分子抵抗体52が存在せず、電極線53a〜53eとPETフィルム54のみの部分が設けられ、電極線53a〜53e端部近傍のPETフィルム54を切り欠き、電極線53a〜53eの端部を露出させ、給電用引き回しリード線56a、56bと半田付け、スポット溶接あるいはスリーブ端子によるカシメ等により電気的、物理的に接続して接続部57を構成している。電極線53a〜53e同士は隣り合う電極線が異極となるように電極線53a、53c、53eを一方の極、電極線53b、53dを他方の極とし、電極線53a、53c、53eが給電用引き回しリード線56aにより繋がれており、電極線53b、53dが給電用引き回しリード線56bによって繋がれている。58は電源電線である。さらに、抵抗体シート55aの片面にはアルミ均熱板60が両面テープで貼り付けられている。
電極線53a、53bの電極間距離(電極間長さ)59ab及び、電極線53d、53eの電極間距離59deはXであり、電極線53b、53cの電極間距離59bc及び53c、53dの電極間距離59cdはYとしており、X<Yとしてある。
高分子抵抗体52はPTC特性を有しており、温度上昇に伴い抵抗値が増大する性質を持っており、特に高分子抵抗体52の抵抗値は温度の2回微分に対し0℃〜80℃の領域において常に正で有る材料をもちいている。
なお、高分子抵抗体52は単なるフィルムだけでなく、補強のために不織布などの補強材を貼付したり高分子抵抗体52のフィルムの中に不織布などの補強材を埋設した形態、あるいは不織布などの補強材に樹脂と導電性カーボンを混練した材料を含浸させた形態でもよい。
また、電極線53a〜53fとして銅撚り線と用いる場合に代えて、高分子抵抗体52との密着性をより強固にするために、高分子抵抗体52と同一材料または近似した組成材料を被覆した被覆線でもよく、面状発熱体51が可撓性をそれほど必要としない箇所に使用されるならば、銅単線や銅平線でもよい。電極線の素材としても、銅だけでなく他の金属線を用いてもよい。
また、本実施の形態3においては、同一のPETフィルム4を使用しているが、必要に応じて互いに厚みの異なるPETフィルムを用いてもよく、フィルムの材質も機能が維持できるならば違っていてもよい。
また、アルミ均熱板60の素材はアルミでなく、より均熱性を高めるために銅としてもよく、面状発熱体51が均熱性をそれほど必要としないのであれば、より簡便に鉄としたり省略したりしてもよい。
図7は面状発熱体51aが実装される電池モジュール内の電池セル接続図であり、被加熱物であるバッテリー62は複数の電池セルを直列接続した電池モジュール61を積層して構成し、そのバッテリー62の1面に対向して面状発熱体51aが、支持体63によりアルミ均熱板60を介して支持され、バッテリー62との間に隙間を設けて固定されている。面状発熱体51aは制御手段64によりバッテリー温度が予め設定された温度条件以下となった場合や使用者の意思によりON−OFFをすることが可能となっている。
以上のように構成された面状発熱体において、以下その動作、作用を説明する。
高分子抵抗体52はPTC特性を有しているので、面状発熱体51aに通電を行い、ある程度の時間がたつと温度上昇に伴い抵抗値が増大した結果出力W数が落ち、発熱と放熱が釣り合った所で安定温度に至る。そのため、PTC特性で温度制御を行う面状発熱体51a固有の性質として面状発熱体51aの面内で放熱量が異なることによる温度分布ができる。本発明の実施の形態3では面状発熱体51aは端面で支持体63に支持されており、特に面状発熱体51aの端面は放熱しやすく温度上昇がしにくくなっている。しかしながら、最端部の電極間距離59ab、59deは中央部の電極間距離59bc、59cdよりも狭くなっているため、電極線53a、53b及び電極線53d、53eで形成される発熱部は、電極線53b、53c及び電極線53c、53dで形成される発熱部よりも発熱量が大きく、温度上昇しやすい構成となっている。そのため、面状発熱体51aの温度分布を少なくすることができ、放熱しやすい部位をより加熱するため結果としてバッテリー62へ熱伝導しやすくすることができる。面状発熱体51aの温度分布が小さくなることにより、被加熱体であるバッテリー62の温度分布も小さくでき、電池モジュール61同士の出力のムラを小さくできる。なお、「温度分布」とは、発熱体(すなわち面状発熱体)および被加熱体(すなわちバッテリー)ともに吸熱と放熱がなされてできた結果の温度の分布のことである。
次に面状発熱体51aの出力について説明する。面状発熱体51aは温度上昇しにくい部位である電極線53a、53b及び電極線53d、53eで形成される発熱部で高い出力を出している。そのため、当然、過度の温度上昇に至る危険性は極めて低く、高い信頼性を必要とし、過度の温度上昇を嫌うバッテリー62に対し非常に有用である。加えて、同一抵抗体材料及び同一面積の面状発熱体において電極間隔を均等にした面状発熱体と比較すると、面状発熱体51aは突入総出力電力を大きくすることができ、温度上昇の立ち上がり速度をより俊敏にすることが可能であり、かつ面状発熱体の省スペース化を行うことが可能である。この事は突入時には面状発熱体51aには温度分布が無いとして、並列抵抗の計算を比較すれば容易に示すことが出来るがここでは割愛する。面状発熱体51aはバッテリー62の電気容量が低下する−10℃以下の極低温環境下で使用され、電圧や放熱状態、PTC特性にもよるが面状発熱体51aの安定温度は0℃〜80℃となる。この面状発熱体51aが安定温度に達した際の出力は同一抵抗体材料及び同一面積の面状発熱体において、電極間隔を均等にした面状発熱体よりも大きくすることができ、バッテリー62の温度上昇の立ち上がり速度をより俊敏にすることが可能であり、かつ面状発熱体の省スペース化を行うことが可能である。この事は高分子抵抗体52の抵抗値が温度の2回微分に対し0℃〜80℃の領域において常に正で有ることを条件とし、発熱部ごとの平均温度を規定して並列抵抗の計算を比較すれば容易に示すことが出来るがここでは割愛する。
本発明の実施の形態3によれば、抵抗体材料を調整すること無く、電極間隔の調整のみで面状発熱体の出力分布をつけることができ、上述の作用、効果を得られるため、温度ムラが少なく、立ち上がり時及び温度安定時の総出力が大きい面状発熱体を非常に簡便に提供することができる。なお、「出力分布」とは、発熱しようとする出力の分布であり、放熱を考慮しない。
(実施の形態4)
本発明の実施の形態4の面状発熱体を図8および図9を参照して説明する。図8は面状発熱体の平面図、図9は面状発熱体が実装される電池モジュール内の電池セル接続図である。
本発明の実施の形態4の面状発熱体を図8および図9を参照して説明する。図8は面状発熱体の平面図、図9は面状発熱体が実装される電池モジュール内の電池セル接続図である。
図8において、面状発熱体51bは、電極線、抵抗体、PETフィルムからなる抵抗体シートおよび接続部などの基本的構成は上述の実施の形態3と同一であるが、本実施の形態4では、電極間距離59abのみ他の電極間距離59bc、59cd、59deよりも小さくなっている。また、図示していないが、面状発熱体51cは面状発熱体51bを電極線3eに対し線対称とした形状になっており、2枚の面状発熱体51b、51cはいずれも、電極53aと53bの間の電極間距離59abが他の電極間距離と比べて小さく設定されている。図9においてバッテリー62に支持体63によって面状発熱体51b、51cが取り付けられている。ここで、電極間距離の小さい電極53a側がそれぞれ支持体63の近傍になるように取り付けられている。
以上のような構成とすることによって、前述した実施の形態3と同一の作用、効果を電極線53a,53b間で有するとともにバッテリー62の電池モジュール61が多く積層され、1枚の面状発熱体では覆いきれない場合においても本発明の面状発熱体51b、51cを2枚使用することによって、それぞれの面状発熱体51b、51cの片側の端部とそれぞれの支持体63が一致するような放熱しやすい部位(すなわち、被加熱体の端部近傍に相当する部位)の発熱量を増やすことができる。逆側の面状発熱体51b、51cの端部は被加熱体の端部とならないため、電極間長さを小さくする必要はない。
また、電池モジュール61がさらに多く積層された場合において3枚以上の面状発熱体を用い、両端に本発明の面状発熱体51b、51cを端面に配置することが有用であることは言うまでも無い。
また、実施の形態3および4の面状発熱体において、上述の実施の形態1および2の構成を採用しても良い。
なお、上記様々な実施形態のうちの任意の実施形態を適宜組み合わせることにより、それぞれの有する効果を奏するようにすることができる。
本発明は、添付図面を参照しながら好ましい実施の形態に関連して充分に記載されているが、この技術の熟練した人々にとっては種々の変形や修正は明白である。そのような変形や修正は、添付した請求の範囲による本発明の範囲から外れない限りにおいて、その中に含まれると理解されるべきである。
2010年11月8日に出願された日本国特許出願No.2010−249283号の明細書、図面、及び特許請求の範囲の開示内容、および2011年4月20日に出願された日本国特許出願No.2011−093747号の明細書、図面、及び特許請求の範囲の開示内容は、全体として参照されて本明細書の中に取り入れられるものである。
本発明にかかる面状発熱体は、電極部においても薄肉・平滑で搭載性が高く、信頼性・安全性が高く、低コストで製造可能な暖房用発熱体として床暖房器具や露・霜除去用として自動車のドアミラーや洗面台のミラー、車載用バッテリーヒータ、その他の部位の暖房に供することができる。
また、本発明にかかる面状発熱体は、面状発熱体の発熱分布を電極間距離の調整のみで調整でき被加熱体の温度分布を均一にでき、面状発熱体の単位面積当たりの発熱量の向上が図れ、過度の温度上昇の心配の無い安全で信頼性の高い面状発熱体が提供出来るため、寒冷地向けのハイブリット車や電気自動車等のバッテリー加熱は勿論のこと、その他の加熱用ヒータとして幅広く適用することができる。
Claims (9)
- シート状の電気絶縁性基材と、
電気絶縁性基材上に配置されたシート状の高分子抵抗体と、
導電性の被覆層により被覆された金属細線を有し、高分子抵抗体のシート状の表面に沿って配置されて高分子抵抗体に給電する少なくとも一対の電極と、
電極および高分子抵抗体を間に挟んで電気絶縁性基材と対向して配置され、電極および高分子抵抗体を覆うようにホットメルトを介して電気絶縁性基材と接着されたシート状の電気絶縁性被覆材と、を備え、
電極における被覆層の断面形状は、電気絶縁性基材のシート状の表面沿いの方向に長軸を持つ略楕円形である、面状発熱体。 - 電極が配置されている領域において、電気絶縁性被覆材および電気絶縁性基材のいずれか一方のシート状の外表面が略平坦面である、請求項1に記載の面状発熱体。
- 導電性の被覆層の軟化点は、ホットメルトの融点+100℃以下の温度である、請求項1または2のいずれか1つに記載の面状発熱体。
- 電極の長手方向の断面において、被覆層の断面積は金属細線の断面積の2倍以上である、請求項3に記載の面状発熱体。
- 少なくとも一対の電極として、隣り合う電極を異極とし、略平行に配置された少なくとも3本以上の電極を有し、
少なくとも1つの対の電極間長さが他の対の電極間長さと相違するように、シート状の高分子抵抗体上にそれぞれの電極が配置されている、請求項1から4のいずれか1つに記載の面状発熱体。 - 面状発熱体の端部に配置される一対の電極間長さが、その隣に配置される他の一対の電極間長さよりも小さい、請求項5に記載の面状発熱体。
- 面状発熱体の両端部に配置されるそれぞれの一対の電極のうち片側の一対の電極間長さが、他の対の電極間長さよりも小さい、請求項5に記載の面状発熱体。
- 高分子抵抗体がPTC特性を有し、高分子抵抗体の抵抗値が温度の2回微分に対し、少なくとも0℃〜80℃の領域において常に正である、請求項5から7のいずれか1つに記載の面状発熱体。
- シート状の高分子抵抗体と、導電性の被覆層により被覆された金属細線を有し、高分子抵抗体のシート状の表面に沿って配置されて高分子抵抗体に給電する少なくとも一対の電極とを、ホットメルトを介して、シート状の電気絶縁性基材およびシート状の電気絶縁性被覆材の間に配置するとともに加熱しながら加圧することにより、被覆層を軟化させて、電気絶縁性基材のシート状の表面沿いの方向に長軸を持つ略楕円形の断面形状に形状変化させ、それとともにホットメルトを溶融させて、高分子抵抗体および電極を挟んで電気絶縁性基材および電気絶縁性被覆材を接着する、面状発熱体の製造方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010249283 | 2010-11-08 | ||
| JP2010249283 | 2010-11-08 | ||
| JP2011093747 | 2011-04-20 | ||
| JP2011093747 | 2011-04-20 | ||
| PCT/JP2011/006235 WO2012063473A1 (ja) | 2010-11-08 | 2011-11-08 | 面状発熱体およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JPWO2012063473A1 true JPWO2012063473A1 (ja) | 2014-05-12 |
Family
ID=46050638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012542811A Pending JPWO2012063473A1 (ja) | 2010-11-08 | 2011-11-08 | 面状発熱体およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9204496B2 (ja) |
| EP (1) | EP2640161B1 (ja) |
| JP (1) | JPWO2012063473A1 (ja) |
| CN (1) | CN103202093B (ja) |
| WO (1) | WO2012063473A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2014010252A1 (ja) * | 2012-07-13 | 2016-06-20 | パナソニックIpマネジメント株式会社 | バッテリー加熱装置 |
| JP6074619B2 (ja) * | 2013-02-20 | 2017-02-08 | パナソニックIpマネジメント株式会社 | 面状発熱体の製造方法 |
| CN103340743B (zh) * | 2013-07-24 | 2015-04-08 | 胡木明 | 一种温灸足疗罐 |
| FR3015172B1 (fr) * | 2013-12-12 | 2019-05-10 | Total Sa | Dispositif de chauffage electrique |
| KR20150094488A (ko) * | 2014-02-07 | 2015-08-19 | 코넷시스 주식회사 | 열상 표적지 |
| WO2015157106A1 (en) | 2014-04-10 | 2015-10-15 | Illinois Tool Works Inc. | Heater for electric vehicle batteries |
| JP6721586B2 (ja) * | 2014-12-01 | 2020-07-15 | イーシー パワー,エルエルシー | 全固体リチウム電池 |
| CN108271587A (zh) * | 2015-04-21 | 2018-07-13 | 充梦霞 | 农业育苗托盘或大棚用组合式农用发热片及其生产方法 |
| KR102487620B1 (ko) * | 2015-09-15 | 2023-01-12 | 엘지이노텍 주식회사 | 카메라 모듈용 박막 히터 및 이를 갖는 카메라 모듈 |
| DE102016105774A1 (de) * | 2016-03-30 | 2017-10-05 | Jenoptik Advanced Systems Gmbh | Beheizbares Flächenelement und Verfahren zum Herstellen desselben |
| JP6174220B1 (ja) * | 2016-10-07 | 2017-08-02 | イシイ株式会社 | 面状発熱体、面状発熱装置、面状発熱体用電極、及び面状発熱体の製造方法 |
| KR101762094B1 (ko) * | 2017-04-04 | 2017-07-26 | 김이태 | 난방필름전용 전원커넥터 |
| GB2566550B (en) | 2017-09-19 | 2022-07-13 | Gkn Aerospace Services Ltd | Electrothermal heater mat and method of manufacture thereof |
| US11234297B2 (en) * | 2018-02-26 | 2022-01-25 | Charmgraphene Co., Ltd. | Plate heater |
| JP2019175671A (ja) * | 2018-03-28 | 2019-10-10 | セーレン株式会社 | 面状発熱体 |
| KR102086426B1 (ko) * | 2018-03-28 | 2020-03-09 | 주식회사 유니크 | 압착 전극을 구비한 열선 장치 |
| DE112019003797B4 (de) * | 2018-07-27 | 2022-09-29 | Nifco Inc. | Fahrzeugwindschutzscheibenvorrichtung mit flächigem Wärmeerzeugungskörper |
| MX2023009300A (es) * | 2021-02-25 | 2023-08-15 | Oerlikon Metco Ag Wohlen | Metodo de produccion de un componente de calentamiento por rociado termico y componente de calentamiento. |
| US12309889B2 (en) | 2022-12-09 | 2025-05-20 | Tachibana-Technos Co., Ltd. | Sheet heater |
| US20240377166A1 (en) * | 2023-05-11 | 2024-11-14 | Christopher M. Thompson | Thermal shooting targets and systems |
| WO2025094994A1 (ja) * | 2023-11-02 | 2025-05-08 | 株式会社Ihi | 溶着装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01197160A (ja) | 1988-02-01 | 1989-08-08 | Mazda Motor Corp | 車両の制動制御装置 |
| JPH0384888A (ja) | 1989-08-25 | 1991-04-10 | Idemitsu Kosan Co Ltd | 面状発熱体の製造方法 |
| JPH0589952A (ja) * | 1991-09-30 | 1993-04-09 | Dainippon Ink & Chem Inc | 面状発熱体の製造法 |
| JPH08111282A (ja) * | 1994-10-11 | 1996-04-30 | Idemitsu Kosan Co Ltd | 多層面状発熱体及びその外装シート被覆方法 |
| JPH09190841A (ja) | 1996-01-05 | 1997-07-22 | Kojundo Chem Lab Co Ltd | バッテリー加熱装置 |
| CN1228238A (zh) * | 1997-01-13 | 1999-09-08 | 出光兴产株式会社 | 平面状发热体 |
| JPH10208851A (ja) | 1997-01-21 | 1998-08-07 | Idemitsu Kosan Co Ltd | 加熱・保温装置 |
| JPH10241841A (ja) * | 1997-02-26 | 1998-09-11 | Idemitsu Kosan Co Ltd | 蓄熱材を用いた加熱・保温装置 |
| JPH118102A (ja) | 1997-04-23 | 1999-01-12 | Matsushita Electric Works Ltd | 発熱体及びヘアーセット器 |
| JPH1197160A (ja) | 1997-09-22 | 1999-04-09 | Showa Electric Wire & Cable Co Ltd | 面状発熱体 |
| JP2001110552A (ja) * | 1999-10-08 | 2001-04-20 | Shuho Kk | 折り畳み可能な面状発熱体 |
| JPWO2009104361A1 (ja) | 2008-02-18 | 2011-06-16 | パナソニック株式会社 | 高分子発熱体 |
| JP2010020989A (ja) * | 2008-07-10 | 2010-01-28 | Panasonic Corp | 高分子発熱体 |
| JP5604053B2 (ja) | 2009-04-20 | 2014-10-08 | 株式会社ブリヂストン | 管継手 |
| JP2011093747A (ja) | 2009-10-30 | 2011-05-12 | Quartz Lead Co Ltd | 石英るつぼおよびその製造方法 |
-
2011
- 2011-11-08 CN CN201180053883.7A patent/CN103202093B/zh active Active
- 2011-11-08 US US13/883,940 patent/US9204496B2/en active Active
- 2011-11-08 JP JP2012542811A patent/JPWO2012063473A1/ja active Pending
- 2011-11-08 EP EP11840698.2A patent/EP2640161B1/en active Active
- 2011-11-08 WO PCT/JP2011/006235 patent/WO2012063473A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| CN103202093B (zh) | 2016-01-20 |
| EP2640161A1 (en) | 2013-09-18 |
| EP2640161B1 (en) | 2017-11-08 |
| CN103202093A (zh) | 2013-07-10 |
| EP2640161A4 (en) | 2015-08-26 |
| US9204496B2 (en) | 2015-12-01 |
| US20130220994A1 (en) | 2013-08-29 |
| WO2012063473A1 (ja) | 2012-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPWO2012063473A1 (ja) | 面状発熱体およびその製造方法 | |
| KR101460397B1 (ko) | 방열과 발열 기능을 가지는 전지 조립체 | |
| US20150188204A1 (en) | Battery heating device | |
| EP2451004A1 (en) | Heating device and battery unit provided therewith | |
| US9252402B2 (en) | Battery system | |
| US20200189428A1 (en) | Sheet-type heating element and armrest of vehicle door including the same | |
| JP2010091185A (ja) | 加熱装置およびそれを用いた車両用暖房装置 | |
| KR20190018600A (ko) | 탄소섬유를 이용한 배터리 보온용 발열체 및 그 제조 방법 | |
| JP2008300050A (ja) | 高分子発熱体 | |
| CN218525640U (zh) | 一种动力电池升温的加热膜组 | |
| WO2012114739A1 (ja) | 面状発熱体 | |
| JP2010160954A (ja) | 面状ヒータ | |
| KR20140011636A (ko) | 배터리 모듈용 발열 시트 | |
| JP2010132055A (ja) | 車両用暖房装置 | |
| JP2005011651A (ja) | 面状発熱体、この面状発熱体を用いた暖房装置及び面状発熱体の製造方法 | |
| CN214381452U (zh) | 陶瓷加热器及其散热条 | |
| JP5061769B2 (ja) | 面状発熱体 | |
| JP4633587B2 (ja) | ヒーター付車両用ミラーおよびその製造方法 | |
| JP2002015844A (ja) | 電熱面発熱ユニット及びそれを用いた電熱床暖房パネル | |
| JP5194726B2 (ja) | 面状発熱体 | |
| CN223928472U (zh) | 耐辐照型薄膜加热器 | |
| CN223231343U (zh) | 一种面状ptc发热体及电池模组加热系统 | |
| JP2014164983A (ja) | バッテリー加熱装置 | |
| CN110858677B (zh) | 具有加热器的电池模组 | |
| KR200284990Y1 (ko) | 카본 필름 방식의 발열 장치를 갖는 김치 냉장고 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20141006 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20141014 |