JPWO2012121237A1 - 蒸着装置及び薄膜形成方法 - Google Patents
蒸着装置及び薄膜形成方法 Download PDFInfo
- Publication number
- JPWO2012121237A1 JPWO2012121237A1 JP2013503551A JP2013503551A JPWO2012121237A1 JP WO2012121237 A1 JPWO2012121237 A1 JP WO2012121237A1 JP 2013503551 A JP2013503551 A JP 2013503551A JP 2013503551 A JP2013503551 A JP 2013503551A JP WO2012121237 A1 JPWO2012121237 A1 JP WO2012121237A1
- Authority
- JP
- Japan
- Prior art keywords
- vapor deposition
- film forming
- forming material
- belt
- roller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000007740 vapor deposition Methods 0.000 title claims abstract description 87
- 238000000034 method Methods 0.000 title claims description 24
- 239000010409 thin film Substances 0.000 title claims description 20
- 239000000463 material Substances 0.000 claims abstract description 147
- 238000010438 heat treatment Methods 0.000 claims abstract description 53
- 238000001035 drying Methods 0.000 claims abstract description 37
- 238000003780 insertion Methods 0.000 claims abstract description 36
- 230000037431 insertion Effects 0.000 claims abstract description 36
- 230000008021 deposition Effects 0.000 claims abstract description 14
- 238000001704 evaporation Methods 0.000 claims abstract description 9
- 239000010408 film Substances 0.000 claims description 139
- 239000000758 substrate Substances 0.000 claims description 59
- 238000000151 deposition Methods 0.000 claims description 18
- 230000015572 biosynthetic process Effects 0.000 claims description 16
- 238000001816 cooling Methods 0.000 claims description 6
- 238000011144 upstream manufacturing Methods 0.000 claims description 5
- 230000007547 defect Effects 0.000 abstract description 11
- 230000006866 deterioration Effects 0.000 abstract description 6
- 239000010410 layer Substances 0.000 description 44
- 239000011248 coating agent Substances 0.000 description 21
- 238000000576 coating method Methods 0.000 description 21
- 230000032258 transport Effects 0.000 description 19
- 230000000052 comparative effect Effects 0.000 description 17
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000000243 solution Substances 0.000 description 9
- 238000002347 injection Methods 0.000 description 8
- 239000007924 injection Substances 0.000 description 8
- 230000005525 hole transport Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- NROKBHXJSPEDAR-UHFFFAOYSA-M potassium fluoride Chemical compound [F-].[K+] NROKBHXJSPEDAR-UHFFFAOYSA-M 0.000 description 6
- 238000007789 sealing Methods 0.000 description 6
- 239000012044 organic layer Substances 0.000 description 5
- 230000000007 visual effect Effects 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000002019 doping agent Substances 0.000 description 4
- 230000008020 evaporation Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- WEVYAHXRMPXWCK-UHFFFAOYSA-N Acetonitrile Chemical compound CC#N WEVYAHXRMPXWCK-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 239000012298 atmosphere Substances 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000005286 illumination Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000002156 mixing Methods 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000011698 potassium fluoride Substances 0.000 description 3
- 235000003270 potassium fluoride Nutrition 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229920002799 BoPET Polymers 0.000 description 2
- 229920001609 Poly(3,4-ethylenedioxythiophene) Polymers 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000003749 cleanliness Effects 0.000 description 2
- 238000010549 co-Evaporation Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 150000002894 organic compounds Chemical class 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920001467 poly(styrenesulfonates) Polymers 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 229920000144 PEDOT:PSS Polymers 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000012300 argon atmosphere Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005401 electroluminescence Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229920006015 heat resistant resin Polymers 0.000 description 1
- 239000003779 heat-resistant material Substances 0.000 description 1
- AMGQUBHHOARCQH-UHFFFAOYSA-N indium;oxotin Chemical compound [In].[Sn]=O AMGQUBHHOARCQH-UHFFFAOYSA-N 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- JMMWKPVZQRWMSS-UHFFFAOYSA-N isopropanol acetate Natural products CC(C)OC(C)=O JMMWKPVZQRWMSS-UHFFFAOYSA-N 0.000 description 1
- 229940011051 isopropyl acetate Drugs 0.000 description 1
- GWYFCOCPABKNJV-UHFFFAOYSA-M isovalerate Chemical compound CC(C)CC([O-])=O GWYFCOCPABKNJV-UHFFFAOYSA-M 0.000 description 1
- 239000002346 layers by function Substances 0.000 description 1
- 238000004020 luminiscence type Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 238000005268 plasma chemical vapour deposition Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229960002796 polystyrene sulfonate Drugs 0.000 description 1
- 239000011970 polystyrene sulfonate Substances 0.000 description 1
- 238000009877 rendering Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- 230000003685 thermal hair damage Effects 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- TVIVIEFSHFOWTE-UHFFFAOYSA-K tri(quinolin-8-yloxy)alumane Chemical compound [Al+3].C1=CN=C2C([O-])=CC=CC2=C1.C1=CN=C2C([O-])=CC=CC2=C1.C1=CN=C2C([O-])=CC=CC2=C1 TVIVIEFSHFOWTE-UHFFFAOYSA-K 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 238000005019 vapor deposition process Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/246—Replenishment of source material
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/56—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks
- C23C14/562—Apparatus specially adapted for continuous coating; Arrangements for maintaining the vacuum, e.g. vacuum locks for coating elongated substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
- H10K71/10—Deposition of organic active material
- H10K71/16—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering
- H10K71/164—Deposition of organic active material using physical vapour deposition [PVD], e.g. vacuum deposition or sputtering using vacuum deposition
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10K—ORGANIC ELECTRIC SOLID-STATE DEVICES
- H10K71/00—Manufacture or treatment specially adapted for the organic devices covered by this subclass
- H10K71/40—Thermal treatment, e.g. annealing in the presence of a solvent vapour
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physical Vapour Deposition (AREA)
- Electroluminescent Light Sources (AREA)
Abstract
蒸着装置10は、真空容器1の外部から内部に成膜材料を塗布したドナーベルトSを供給するベルト材供給手段5を備え、ベルト材供給手段5は、ドナーベルトSを所定の搬送経路で搬送する乾燥ローラー52及び加熱ローラー53と、真空容器1の外部に配されドナーベルトSに成膜材料を塗布するコーター51と、真空容器1の外部に配されコーター51により塗布された成膜材料を乾燥させる乾燥ローラー52と、真空容器1に形成され、成膜材料を有するドナーベルトSを当該真空容器1の内部に挿通させる挿通部54と、真空容器1の内部に挿通されたベルト材上の成膜材料を加熱して蒸発させる加熱ローラー53と、が備えられる。これにより、成膜材料が劣化すること無く長時間安定して蒸着でき、蒸着時の欠陥も発生することが無く蒸着することができる。
Description
本発明は、蒸着装置と、それを用いた薄膜形成方法に関するものである。
各種情報産業機器の表示ディスプレイや発光素子等においては、薄型化が図られるとともに視認性や耐衝撃性等に優れることから、有機エレクトロルミネッセンス素子(以下、有機EL素子と略す)の利用が進んでいる。有機EL素子は、基板上に一対の電極に挟持された有機層を含む構成を有している。有機層は、機能の異なる複数の層が積層されており、例えば、正孔注入層、正孔輸送層、発光層、電子輸送層、および電子注入層を備えた構成である。
このような有機EL素子の有機層は、例えば、蒸着法により成膜される。
図8は、真空中でフィルム基板上に連続的に薄膜形成を行う一般的な蒸着装置の構成を示す断面模式図である。
この蒸着装置100は、真空チャンバー101内に、フィルム基板102、成膜材料103を入れた容器104、加熱用のヒーター105、シャッター106、及び水晶振動子等の膜厚モニター107が配置され、排気ポンプ108、ヒーター105の制御器109、及び膜厚モニター107の制御装置110等を備えた構成である。
図8は、真空中でフィルム基板上に連続的に薄膜形成を行う一般的な蒸着装置の構成を示す断面模式図である。
この蒸着装置100は、真空チャンバー101内に、フィルム基板102、成膜材料103を入れた容器104、加熱用のヒーター105、シャッター106、及び水晶振動子等の膜厚モニター107が配置され、排気ポンプ108、ヒーター105の制御器109、及び膜厚モニター107の制御装置110等を備えた構成である。
上記のように構成された蒸着装置100においては、真空チャンバー101内を排気ポンプ108により真空排気し、ヒーター105に通電することで、容器104とその内部の成膜材料103を加熱し、昇温させる。このとき、成膜材料103が規定の蒸発速度で安定して蒸発するように、膜厚モニター107を用いて、ヒーター105の出力をフィードバック制御する。
そして、成膜材料103が安定して蒸発するようになった後、シャッター106を開け、バックアップロール111に巻き付けられて一定速度で連続搬送されるフィルム基板102上に薄膜を形成する。この際、膜厚モニター107で計測された膜厚は、成膜速度に換算されることで、成膜中の成膜速度を監視及びフィードバック制御される。
そして、成膜材料103が安定して蒸発するようになった後、シャッター106を開け、バックアップロール111に巻き付けられて一定速度で連続搬送されるフィルム基板102上に薄膜を形成する。この際、膜厚モニター107で計測された膜厚は、成膜速度に換算されることで、成膜中の成膜速度を監視及びフィードバック制御される。
しかしながら、上記の様な蒸着装置100にあっては、長時間連続成膜する場合、成膜材料103を多量に容器104内に投入する必要がある。従って、成膜材料103は長時間高温に曝される為に熱ダメージを受け、デバイス化した際に寿命等の素子劣化が発生するという課題があった。
また、蒸気圧の異なる2種以上の材料を共蒸着する場合、容器104内に2種以上の材料を投入してもこれらを常時一定速度で蒸発させることができないため、膜厚モニター107の膜厚の計測値が一定だとしても、その膜が所望の配合比であるか否か確認できず、安定した共蒸着を行えないという課題があった。
また、蒸気圧の異なる2種以上の材料を共蒸着する場合、容器104内に2種以上の材料を投入してもこれらを常時一定速度で蒸発させることができないため、膜厚モニター107の膜厚の計測値が一定だとしても、その膜が所望の配合比であるか否か確認できず、安定した共蒸着を行えないという課題があった。
これらの課題に対して、例えば、図9に示すように、真空チャンバー201内に、成膜材料203を塗布したドナーフィルム204を設置し、その上方にほぼ同一寸法の基板202を対向設置し、ドナーフィルム204の下側にヒーター板206を上下移動可能に設置して、ヒーター板206をドナーフィルム204に接触させて成膜材料203を加熱蒸発させ、基板202上に蒸着を行う蒸着装置200が提案されている(例えば、特許文献1、2参照)。
しかしながら、特許文献1、2に記載されたような、成膜材料を塗布した長尺フィルムを真空チャンバー内にセットする手法では、当該長尺フィルムを巻回したロール形状にしてセットする場合、塗布面がフィルムの裏面と接触する為、擦り傷等の欠陥が入って、その欠陥が蒸発された際に蒸着膜の欠陥となるという問題がある。
また、当該長尺フィルムをロール形状とせずシート状でセットした場合は、長時間連続成膜できなくなるという問題がある。
また、当該長尺フィルムをロール形状とせずシート状でセットした場合は、長時間連続成膜できなくなるという問題がある。
本発明の課題は、上記課題に鑑みなされたものであり、その目的は、成膜材料が劣化すること無く長時間安定して蒸着でき、蒸着時の欠陥も発生することが無く蒸着できる蒸着装置とそれを用いた薄膜形成方法を提供することである。
上記課題を解決するため、本発明は、
真空容器内で基板上に薄膜を蒸着形成する蒸着装置において、
前記真空容器の外部から前記真空容器の内部に成膜材料を塗布したベルト材を供給するベルト材供給手段を備え、
前記ベルト材供給手段は、
前記ベルト材を所定の搬送経路で搬送するベルト材搬送手段と、
前記真空容器の外部に配され、前記ベルト材に成膜材料を塗布する塗布手段と、
前記真空容器の外部に配され、前記塗布手段により前記ベルト材に塗布された成膜材料を乾燥させる乾燥手段と、
前記真空容器に形成され、前記乾燥手段により乾燥された成膜材料を有する前記ベルト材を、当該真空容器の内部に挿通させる挿通部と、
前記挿通部を介して前記真空容器の内部に挿通された前記ベルト材上の成膜材料を加熱して蒸発させる加熱手段と、
が備えられることを特徴とする。
真空容器内で基板上に薄膜を蒸着形成する蒸着装置において、
前記真空容器の外部から前記真空容器の内部に成膜材料を塗布したベルト材を供給するベルト材供給手段を備え、
前記ベルト材供給手段は、
前記ベルト材を所定の搬送経路で搬送するベルト材搬送手段と、
前記真空容器の外部に配され、前記ベルト材に成膜材料を塗布する塗布手段と、
前記真空容器の外部に配され、前記塗布手段により前記ベルト材に塗布された成膜材料を乾燥させる乾燥手段と、
前記真空容器に形成され、前記乾燥手段により乾燥された成膜材料を有する前記ベルト材を、当該真空容器の内部に挿通させる挿通部と、
前記挿通部を介して前記真空容器の内部に挿通された前記ベルト材上の成膜材料を加熱して蒸発させる加熱手段と、
が備えられることを特徴とする。
また、本発明は、
真空容器内で基板上に薄膜を蒸着形成する蒸着装置を用いて基板上に薄膜を蒸着形成する薄膜形成方法において、
前記真空容器の外部において、ベルト材に成膜材料を塗布する塗布工程と、
前記塗布工程により前記ベルト材に塗布された成膜材料を乾燥させる乾燥工程と、
前記乾燥工程により乾燥された成膜材料を有する前記ベルト材を、前記真空容器に形成された前記挿通部を介して、前記真空容器の内部に搬送する搬送工程と、
前記搬送工程により前記真空容器の内部に挿通された前記ベルト材上の成膜材料を加熱して蒸発させる加熱工程と、
を有することを特徴とする。
真空容器内で基板上に薄膜を蒸着形成する蒸着装置を用いて基板上に薄膜を蒸着形成する薄膜形成方法において、
前記真空容器の外部において、ベルト材に成膜材料を塗布する塗布工程と、
前記塗布工程により前記ベルト材に塗布された成膜材料を乾燥させる乾燥工程と、
前記乾燥工程により乾燥された成膜材料を有する前記ベルト材を、前記真空容器に形成された前記挿通部を介して、前記真空容器の内部に搬送する搬送工程と、
前記搬送工程により前記真空容器の内部に挿通された前記ベルト材上の成膜材料を加熱して蒸発させる加熱工程と、
を有することを特徴とする。
本発明によれば、成膜材料の劣化無く長時間安定に蒸着でき、蒸着時の欠陥も発生することが無く蒸着できる蒸着装置とこれを用いた薄膜形成方法を提供することができる。
以下、本発明の実施形態について図面を参照して説明する。ただし、発明の範囲は、図示例に限定されない。
[第1実施形態]
本実施形態の蒸着装置10は、真空中を搬送される基板Kに対して、予め成膜材料を塗布したベルト材(以下、ドナーベルトという)Sから当該成膜材料を蒸気として放出することにより蒸着を行う真空蒸着装置である。
この蒸着装置10は、例えば、有機EL素子の有機層、特に、ホスト及びドーパントと称される2種類以上の化合物を含んで構成させる発光層などを形成する際の、有機化合物の蒸着などに用いることができる。
本実施形態の蒸着装置10は、真空中を搬送される基板Kに対して、予め成膜材料を塗布したベルト材(以下、ドナーベルトという)Sから当該成膜材料を蒸気として放出することにより蒸着を行う真空蒸着装置である。
この蒸着装置10は、例えば、有機EL素子の有機層、特に、ホスト及びドーパントと称される2種類以上の化合物を含んで構成させる発光層などを形成する際の、有機化合物の蒸着などに用いることができる。
基板Kは、例えば、可撓性を有するガラスフィルム等の透明基板上に、ITO(Indium tin oxide)等の透明導電膜からなる陽極が形成されることにより構成されている。かかる基板Kは、薄く長尺な帯状に形成されたフィルム材であるが、ロール状に巻き取られた形で使用される。基板Kの幅や長さ等は、作製する有機EL素子等の大きさに応じて適宜設定される。
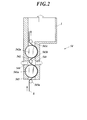
蒸着装置10は、図1に示すように、真空容器1、基板Kを搬送する基板搬送手段2、シャッター3、膜厚モニター4、真空容器1の外部から内部にドナーベルトSを供給するドナーベルト供給手段5、等を備えて構成されている。
真空容器1は、例えば、上面の開口した容器本体及び当該開口を塞ぐ蓋体(何れも図示せず)を備えており、蓋体を脱着して基板Kの出し入れが行われる。
真空容器1には、真空ポンプ11が接続されており、真空容器1は、蒸着に際してこの真空ポンプ11により内部が真空排気され、真空状態が保たれるようになっている。真空度は、成膜材料の種類により異なるが、例えば、10−2〜10−7Paである。
この真空容器1の内部には、上方から順に、基板搬送手段2、シャッター3、膜厚モニター4、加熱ローラー53(後述)、等が設置されている。
また、真空容器1の底面には、ドナーベルトSが通過するための挿通部54(後述)が形成されており、真空容器1の外部であって真空容器1の下方には、乾燥ローラー52及びコーター51(何れも後述)が設置されている。
真空容器1には、真空ポンプ11が接続されており、真空容器1は、蒸着に際してこの真空ポンプ11により内部が真空排気され、真空状態が保たれるようになっている。真空度は、成膜材料の種類により異なるが、例えば、10−2〜10−7Paである。
この真空容器1の内部には、上方から順に、基板搬送手段2、シャッター3、膜厚モニター4、加熱ローラー53(後述)、等が設置されている。
また、真空容器1の底面には、ドナーベルトSが通過するための挿通部54(後述)が形成されており、真空容器1の外部であって真空容器1の下方には、乾燥ローラー52及びコーター51(何れも後述)が設置されている。
基板搬送手段2は、真空容器1の内部上方に設置され、ロール・ツー・ロール方式と称される手法にてロール状の基板Kを搬送するものである。
具体的に、基板搬送手段2は、搬送経路の上流端に配置された巻出部21と、搬送経路の下流端に配置された巻取部22と、巻出部21及び巻取部22の間に配置され、基板Kの成膜面(下面)の反対側の面を支持するバックアップローラー(搬送ローラー)23と、バックアップローラー23より搬送経路の上流側及び下流側にそれぞれ配置された2つのガイドローラー24a、24bと、を備えている。
これにより、基板Kは、巻出部21から繰り出され、ガイドローラー24a、バックアップローラー23、ガイドローラー24bにより撓みがなく一定の張力が維持された状態で搬送されて、巻取部22により巻き取られることとなる。また、基板Kは、バックアップローラー23により成膜面(下面)と反対の面を保持されながら搬送され、バックアップローラー23により保持されている際に、下方から放出された成膜材料の蒸気により蒸着がなされることとなる。
具体的に、基板搬送手段2は、搬送経路の上流端に配置された巻出部21と、搬送経路の下流端に配置された巻取部22と、巻出部21及び巻取部22の間に配置され、基板Kの成膜面(下面)の反対側の面を支持するバックアップローラー(搬送ローラー)23と、バックアップローラー23より搬送経路の上流側及び下流側にそれぞれ配置された2つのガイドローラー24a、24bと、を備えている。
これにより、基板Kは、巻出部21から繰り出され、ガイドローラー24a、バックアップローラー23、ガイドローラー24bにより撓みがなく一定の張力が維持された状態で搬送されて、巻取部22により巻き取られることとなる。また、基板Kは、バックアップローラー23により成膜面(下面)と反対の面を保持されながら搬送され、バックアップローラー23により保持されている際に、下方から放出された成膜材料の蒸気により蒸着がなされることとなる。
シャッター3は、バックアップローラー23の下方に設置され、図示しない制御装置からの指示信号に基づき開閉を行うものである。
具体的に、シャッター3は、膜厚モニター4による測定値が所望の一定値になるまで閉鎖され、当該所望の一定値となったところで開放される。シャッター3が開放されると、蒸着が開始されることとなる。
具体的に、シャッター3は、膜厚モニター4による測定値が所望の一定値になるまで閉鎖され、当該所望の一定値となったところで開放される。シャッター3が開放されると、蒸着が開始されることとなる。
膜厚モニター4は、例えば、水晶振動子である。膜厚モニター4は、シャッター3の下面の近傍に配され、当該膜厚モニター4に付着した材料の膜厚を計測する。膜厚モニター4には、モニター制御部4aが接続されており、モニター制御部4aは、膜厚モニター4により計測した膜厚を成膜速度に換算し、これを加熱ローラー53の制御部53a(後述)にフィードバックするようになっている。従って、成膜速度に変化があった場合には、加熱ローラー53の出力が制御され、これにより、ドナーベルトSからの成膜材料の蒸発量が一定に保たれ、成膜速度も一定に保たれるようになっている。
ドナーベルト供給手段(ベルト材供給手段)5は、真空容器1の外部から内部に、成膜材料を塗布したドナーベルトSを連続的に供給するためのものである。
ドナーベルト供給手段5は、コーター51と、乾燥ローラー52と、加熱ローラー53と、挿通部54と、等を備えて構成されている。
ドナーベルト供給手段5は、コーター51と、乾燥ローラー52と、加熱ローラー53と、挿通部54と、等を備えて構成されている。
乾燥ローラー52と加熱ローラー53とは、真空容器1の底面を挟んで、真空容器1の外部と内部に対向して配置され、ドナーベルトSを所定の搬送経路で搬送するドナーベルト搬送手段(ベルト材搬送手段)として機能している。
ドナーベルトSは、挿通部54を介して乾燥ローラー52と加熱ローラー53との間に懸架されており、この乾燥ローラー52及び加熱ローラー53によって、一定速度で搬送される。
なお、ドナーベルトSは、耐熱性を有する素材で形成されることが好ましく、例えば、耐熱性樹脂や金属などが用いられる。
ドナーベルトSは、挿通部54を介して乾燥ローラー52と加熱ローラー53との間に懸架されており、この乾燥ローラー52及び加熱ローラー53によって、一定速度で搬送される。
なお、ドナーベルトSは、耐熱性を有する素材で形成されることが好ましく、例えば、耐熱性樹脂や金属などが用いられる。
コーター51は、真空容器1の外部に配され、塗布手段として、ドナーベルトSに成膜材料を塗布するものである。具体的には、コーター51は、真空容器1の下方において、ドナーベルトSを挟んで乾燥ローラー52と対向するように配置され、内部に収容した液体状の成膜材料を、ドナーベルトSの幅方向略中央部に対して吐出する。これにより、ドナーベルトSの幅方向略中央部には、成膜材料の塗布された塗布領域が形成される。
なお、成膜材料は、特に限定はなく、公知のものを任意に選択して使用することが可能であるが、例えば、蒸気圧の異なる2種以上の材料を混合したものを用いた場合には、安定に共蒸着することができる。
なお、成膜材料は、特に限定はなく、公知のものを任意に選択して使用することが可能であるが、例えば、蒸気圧の異なる2種以上の材料を混合したものを用いた場合には、安定に共蒸着することができる。
乾燥ローラー52は、乾燥手段であって、例えば、軸受(図示省略)にて支持された中空状のローラーからなり、その軸方向に沿って熱源である発熱体(図示省略)を内蔵して構成されている。乾燥ローラー52には、発熱体を制御する制御部(図示省略)が接続されており、制御部の制御に応じて発熱体が発熱することで、乾燥ローラー52は、コーター51によりドナーベルトS上に塗布された成膜材料が乾燥する温度まで加熱される。
このため、コーター51からドナーベルトS上に成膜材料が塗布された場合、成膜材料は乾燥ローラー52の熱によって迅速に乾燥する。
なお、このような乾燥ローラー52は、発熱体から発せられる熱を効率良くドナーベルトSに伝えることができるように、熱伝導率の高い材質により形成されることが好ましく、例えば、金属ローラーが用いられる。
このため、コーター51からドナーベルトS上に成膜材料が塗布された場合、成膜材料は乾燥ローラー52の熱によって迅速に乾燥する。
なお、このような乾燥ローラー52は、発熱体から発せられる熱を効率良くドナーベルトSに伝えることができるように、熱伝導率の高い材質により形成されることが好ましく、例えば、金属ローラーが用いられる。
加熱ローラー53は、加熱手段であって、真空容器1の内部の底面近傍において、シャッター3を挟んでバックアップローラー23と対向する位置に配置されている。
加熱ローラー53は、例えば、軸受(図示省略)にて支持された中空状のローラーからなり、その軸方向に沿って熱源である発熱体(図示省略)を内蔵して構成されている。また、加熱ローラー53には、発熱体を制御する制御部53aが接続されており、制御部53aの制御に応じて発熱体が発熱することで、加熱ローラー53は、当該加熱ローラー53と当接するドナーベルトS上に塗布された成膜材料が蒸発する温度まで加熱される。
このため、真空容器1の外部から搬送されてきたドナーベルトSの表面に塗布された成膜材料は、加熱ローラー53の熱によって加熱され、蒸発する。
このとき、加熱ローラー53の温度は、上述したように、成膜材料が規定の蒸発速度で安定して蒸発するように、膜厚モニター4を用いて制御されている。
なお、この加熱ローラー53も、乾燥ローラー52と同様に、発熱体から発せられる熱を効率良くドナーベルトSに伝えることができるように、熱伝導率の高い材質により形成されることが好ましく、例えば、金属ローラーが用いられる。
加熱ローラー53は、例えば、軸受(図示省略)にて支持された中空状のローラーからなり、その軸方向に沿って熱源である発熱体(図示省略)を内蔵して構成されている。また、加熱ローラー53には、発熱体を制御する制御部53aが接続されており、制御部53aの制御に応じて発熱体が発熱することで、加熱ローラー53は、当該加熱ローラー53と当接するドナーベルトS上に塗布された成膜材料が蒸発する温度まで加熱される。
このため、真空容器1の外部から搬送されてきたドナーベルトSの表面に塗布された成膜材料は、加熱ローラー53の熱によって加熱され、蒸発する。
このとき、加熱ローラー53の温度は、上述したように、成膜材料が規定の蒸発速度で安定して蒸発するように、膜厚モニター4を用いて制御されている。
なお、この加熱ローラー53も、乾燥ローラー52と同様に、発熱体から発せられる熱を効率良くドナーベルトSに伝えることができるように、熱伝導率の高い材質により形成されることが好ましく、例えば、金属ローラーが用いられる。
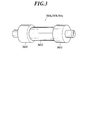
挿通部54は、ドナーベルトSが乾燥ローラー52と加熱ローラー53の間を搬送される際に、当該ドナーベルトSを通過させるため、真空容器1の底面に形成された搬送孔である。
具体的に、挿通部54は、図2に示すように、ドナーベルトSの搬送経路に沿って配置された2つのチャンバー541、542を備えている。
2つのチャンバー541、542には、それぞれバックアップローラー(第2ローラー)541a、542aが備えられ、2つのバックアップローラー541a、542aを挟むように、当該バックアップローラー541a、542aより小径な3つのガイドローラー(第1ローラー)543a、543b、543cが備えられている。
バックアップローラー541a、542aは、ドナーベルトSにおける成膜材料の塗布面の反対面に接触し、ガイドローラー543a、543b、543cは、ドナーベルトSにおける成膜材料の塗布面に接触するようになっている。
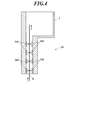
ここで、ガイドローラー543a、543b、543cは、図3に示すように、両端部5431、5431よりも中央部5432の径が細く形成されている。そして、ドナーベルトSの搬送の際には、ガイドローラー543a、543b、543cの両端部5431、5431にはドナーベルトSの塗布面の幅方向両端部が当接し、中央部5432にはドナーベルトSの塗布面の成膜材料の塗布領域が対向することにより、ドナーベルトSの成膜材料の塗布領域を非接触な状態に維持しつつ、挿通部54を搬送することができるようになっている。
具体的に、挿通部54は、図2に示すように、ドナーベルトSの搬送経路に沿って配置された2つのチャンバー541、542を備えている。
2つのチャンバー541、542には、それぞれバックアップローラー(第2ローラー)541a、542aが備えられ、2つのバックアップローラー541a、542aを挟むように、当該バックアップローラー541a、542aより小径な3つのガイドローラー(第1ローラー)543a、543b、543cが備えられている。
バックアップローラー541a、542aは、ドナーベルトSにおける成膜材料の塗布面の反対面に接触し、ガイドローラー543a、543b、543cは、ドナーベルトSにおける成膜材料の塗布面に接触するようになっている。
ここで、ガイドローラー543a、543b、543cは、図3に示すように、両端部5431、5431よりも中央部5432の径が細く形成されている。そして、ドナーベルトSの搬送の際には、ガイドローラー543a、543b、543cの両端部5431、5431にはドナーベルトSの塗布面の幅方向両端部が当接し、中央部5432にはドナーベルトSの塗布面の成膜材料の塗布領域が対向することにより、ドナーベルトSの成膜材料の塗布領域を非接触な状態に維持しつつ、挿通部54を搬送することができるようになっている。
また、挿通部54の壁面において、チャンバー541、542の境界部となる位置には、排気孔544、544が設けられ、この排気孔544からの排気によって、チャンバー541、542は段階的に真空度が高まるようになっている。
なお、本実施形態においては、挿通部54に2つのチャンバー541、542を備えた構成を例示して説明したが、チャンバーの数はこれに限定されない。
なお、本実施形態においては、挿通部54に2つのチャンバー541、542を備えた構成を例示して説明したが、チャンバーの数はこれに限定されない。
挿通部54をこのような構成とすることによって、ドナーベルトSは、大気と真空間を連続的に搬送される。また、ドナーベルトSの成膜材料の塗布領域を、ガイドローラー543a、543b、543cや挿通部54の壁面などと接触しない非接触な状態に維持しつつ、搬送することができるため、塗布領域に傷がつきづらく、成膜材料の塗布領域の傷に起因して、製品に欠陥が発生するのを防止することができる。
なお、挿通部54は、成膜材料の塗布されたドナーベルトSを真空容器1の外側から内側にかけて搬送できる構成(大気と真空間を搬送できる構成)であれば良く、上記構成に限定されるものではない。
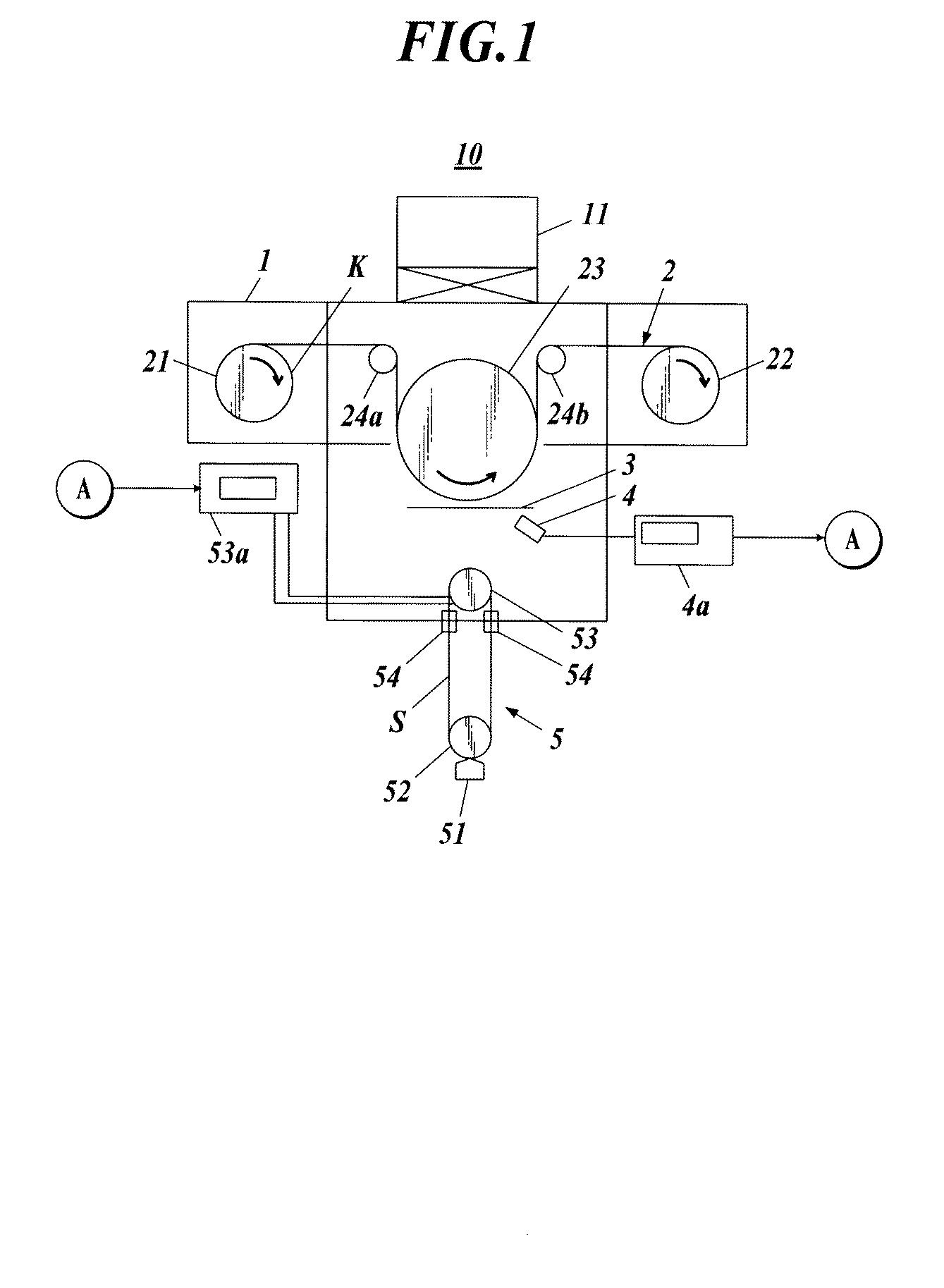
ここで、図4に、挿通部54の別の態様を示す。
図4では、挿通部54は、ドナーベルトSの両面側に向けて所定の気体を噴出する噴出部545を備え、当該噴出部545から噴出された気体により、ドナーベルトSは浮上し、挿通部54の壁面と非接触な状態で搬送される構成である。
このような構成であっても、ドナーベルトSの塗布面(塗布領域)が挿通部54に非接触な状態で搬送される構成であるため、ドナーベルトSにおける成膜材料の塗布面(塗布領域)の傷に起因して、製品に欠陥が発生するのを防止することができる。
なお、本態様の場合、ドナーベルトSの塗布面に接触するローラー等の部材がないため、コーター51により、成膜材料をドナーベルトSの幅方向全面に対して吐出し、ドナーベルトSの幅方向全面を塗布領域とすることとしても良い。
ここで、図4に、挿通部54の別の態様を示す。
図4では、挿通部54は、ドナーベルトSの両面側に向けて所定の気体を噴出する噴出部545を備え、当該噴出部545から噴出された気体により、ドナーベルトSは浮上し、挿通部54の壁面と非接触な状態で搬送される構成である。
このような構成であっても、ドナーベルトSの塗布面(塗布領域)が挿通部54に非接触な状態で搬送される構成であるため、ドナーベルトSにおける成膜材料の塗布面(塗布領域)の傷に起因して、製品に欠陥が発生するのを防止することができる。
なお、本態様の場合、ドナーベルトSの塗布面に接触するローラー等の部材がないため、コーター51により、成膜材料をドナーベルトSの幅方向全面に対して吐出し、ドナーベルトSの幅方向全面を塗布領域とすることとしても良い。
次に、蒸着装置10を用いて基板K上に薄膜を蒸着形成する薄膜形成方法について説明する。図5は、蒸着装置10の動作を説明するフローチャートである。
なお、この薄膜形成方法を実施するにあたり、コーター51に塗布液を補充し、真空ポンプ11を稼動して真空容器1の内部を真空としておく。また、乾燥ローラー52や加熱ローラー53を所定温度まで加熱しておくことが好ましい。そして、基板搬送手段2により基板Kの搬送を開始すると共に、乾燥ローラー52及び加熱ローラー53によりドナーベルトSの搬送を開始する。
ドナーベルトSの搬送が開始されると、先ず、真空容器1の外部において、コーター51により、搬送されるドナーベルトSに成膜材料を塗布する(ステップS1:塗布工程)。
次いで、乾燥ローラー52により、ドナーベルトSに塗布された成膜材料を乾燥させる(ステップS2:乾燥工程)。
次いで、挿通部54を介して、乾燥された成膜材料の塗布されたドナーベルトSを真空容器1の内部に搬送する(ステップS3:搬送工程)。
次いで、加熱ローラー53により、ドナーベルトS上の成膜材料を加熱して蒸発させる(ステップS4:加熱工程)。かかる加熱工程により、加熱ローラー53の上方を搬送されている基板Kの成膜面(下面)に薄膜が形成される。
次いで、ドナーベルトSを真空容器1の外部に搬送する(ステップS5)。
なお、蒸着処理が終了するまで、上記ステップS1〜ステップS5の処理は繰り返される。
ドナーベルトSの搬送が開始されると、先ず、真空容器1の外部において、コーター51により、搬送されるドナーベルトSに成膜材料を塗布する(ステップS1:塗布工程)。
次いで、乾燥ローラー52により、ドナーベルトSに塗布された成膜材料を乾燥させる(ステップS2:乾燥工程)。
次いで、挿通部54を介して、乾燥された成膜材料の塗布されたドナーベルトSを真空容器1の内部に搬送する(ステップS3:搬送工程)。
次いで、加熱ローラー53により、ドナーベルトS上の成膜材料を加熱して蒸発させる(ステップS4:加熱工程)。かかる加熱工程により、加熱ローラー53の上方を搬送されている基板Kの成膜面(下面)に薄膜が形成される。
次いで、ドナーベルトSを真空容器1の外部に搬送する(ステップS5)。
なお、蒸着処理が終了するまで、上記ステップS1〜ステップS5の処理は繰り返される。
以上のように、本実施形態によれば、真空容器1の外部においてドナーベルトSに成膜材料を塗布して乾燥させ、乾燥した成膜材料を有するドナーベルトSを真空容器1の内部に搬送し、このドナーベルトS上の成膜材料を加熱して、基板Kに対して蒸着を行うようになっている。
このため、成膜材料はドナーベルトS上に塗布された直後に使用されることとなるため劣化が無い。また、成膜材料は真空容器1の外部でコーター51に補充できるので、長時間安定して蒸着することができる。
また、成膜材料の塗布されたドナーベルトSは巻き回されることなくそのまま搬送されるので、ドナーベルトS上の成膜材料の塗布面に傷が付かないので、当該傷に起因する製品欠陥も発生することが無い。
また、成膜材料として、例えば、蒸気圧の異なる2種以上の材料を混合したものを用いることで、安定した共蒸着を行うことができる。
このため、成膜材料はドナーベルトS上に塗布された直後に使用されることとなるため劣化が無い。また、成膜材料は真空容器1の外部でコーター51に補充できるので、長時間安定して蒸着することができる。
また、成膜材料の塗布されたドナーベルトSは巻き回されることなくそのまま搬送されるので、ドナーベルトS上の成膜材料の塗布面に傷が付かないので、当該傷に起因する製品欠陥も発生することが無い。
また、成膜材料として、例えば、蒸気圧の異なる2種以上の材料を混合したものを用いることで、安定した共蒸着を行うことができる。
また、本実施形態によれば、挿通部54は、ドナーベルトSの搬送経路に沿って配置された複数のチャンバー541、542を備え、複数のチャンバー541、542から真空排気されることで、真空容器1の外部から内部にかけて段階的に真空度が高まる構成である。
このため、成膜材料が塗布されたドナーベルトSを、挿通部54を介して、大気と真空との間を搬送させることができる。
このため、成膜材料が塗布されたドナーベルトSを、挿通部54を介して、大気と真空との間を搬送させることができる。
また、本実施形態によれば、チャンバー541、542は、ドナーベルトSにおける成膜材料の塗布面に接触するガイドローラー543a、543b、543cと、前記塗布面の反対面に接触するバックアップローラー541a、542aと、を備え、ガイドローラー543a、543b、543cは、その両端部5431、5431の径よりも中央部5432の径が細く形成されている。そして、ガイドローラー543a、543b、543cの両端部5431、5431には、ドナーベルトSの塗布面の幅方向両端部が当接し、ガイドローラー543a、543b、543cの中央部5432には、ドナーベルトSの塗布面の成膜材料の塗布領域が対向することにより、ドナーベルトSの塗布領域が、挿通部54と非接触な状態で搬送されるようになっている。
このため、ドナーベルトSの塗布領域に傷がつくことがなく、当該塗布領域の傷に起因して、製品に欠陥が発生するのを防止することができる。
このため、ドナーベルトSの塗布領域に傷がつくことがなく、当該塗布領域の傷に起因して、製品に欠陥が発生するのを防止することができる。
また、本実施形態によれば、基板Kは、長尺なフィルム材であって、当該基板Kにおける成膜面と反対の面を保持するバックアップローラー23により搬送され、バックアップローラー23と加熱ローラー53とは対向する位置に設置される構成である。
このため、搬送される長尺なフィルム材からなる基板Kに対して、所定の位置で蒸着を施すことができる。
このため、搬送される長尺なフィルム材からなる基板Kに対して、所定の位置で蒸着を施すことができる。
[第2実施形態]
次に、本発明の第2実施形態について、第1実施形態と異なる点を中心に説明する。
なお、第1実施形態と同様の構成については、同一の符号を付して説明を省略する。
次に、本発明の第2実施形態について、第1実施形態と異なる点を中心に説明する。
なお、第1実施形態と同様の構成については、同一の符号を付して説明を省略する。
本実施形態の蒸着装置20は、図6に示すように、第1実施形態の蒸着装置10に線状蒸着源6と遮蔽板7を追加した蒸着装置である。
線状蒸着源6は、ラインソースとも称されるもので、真空容器1の内側において、基板Kの幅方向と平行に配置されている。
この線状蒸着源6は、搬送される基板Kに対して、成膜材料を蒸気として放出するものである。
具体的には、線状蒸着源6は、例えば、タンタルやタングステンなどの高融点金属などによって形成される容器の内部に、基板Kの表面に蒸着させる成膜材料が収容されて構成される。そして、線状蒸着源6には、当該線状蒸着源6を加熱するためのヒーター(図示省略)が備えられており、このヒーターにより線状蒸着源6が一定の温度にまで加熱されると、成膜材料は蒸発または昇華し、基板Kに対して蒸気が放出される。
基板Kは、このような線状蒸着源6の上方を通過する際に、幅方向に均一に成膜材料が蒸着されることとなる。
線状蒸着源6は、ラインソースとも称されるもので、真空容器1の内側において、基板Kの幅方向と平行に配置されている。
この線状蒸着源6は、搬送される基板Kに対して、成膜材料を蒸気として放出するものである。
具体的には、線状蒸着源6は、例えば、タンタルやタングステンなどの高融点金属などによって形成される容器の内部に、基板Kの表面に蒸着させる成膜材料が収容されて構成される。そして、線状蒸着源6には、当該線状蒸着源6を加熱するためのヒーター(図示省略)が備えられており、このヒーターにより線状蒸着源6が一定の温度にまで加熱されると、成膜材料は蒸発または昇華し、基板Kに対して蒸気が放出される。
基板Kは、このような線状蒸着源6の上方を通過する際に、幅方向に均一に成膜材料が蒸着されることとなる。
遮蔽板7は、線状蒸着源6より基板K搬送方向の下流側に備えられ、線状蒸着源6から放出される成膜材料を遮蔽するものである。
これにより、搬送される基板Kに対しその上流側で線状蒸着源6より蒸着された成膜材料が多く蒸着され、下流に進むに連れて、ドナーベルトSに塗布された成膜材料の配合比が多くなる傾斜構造を形成することができる。
従って、例えば、図7に示すように、基板K上に傾斜構造を有する蒸着膜Mを設けることができる。
また、遮蔽板7には、遮蔽板7を冷却する冷却手段7aが備えられ、これにより、遮蔽板7に付着した成膜材料が冷却されて再蒸発されるのを防止することができる。
なお、遮蔽板7は、線状蒸着源6の上流側に備えることとしても良い。
これにより、搬送される基板Kに対しその上流側で線状蒸着源6より蒸着された成膜材料が多く蒸着され、下流に進むに連れて、ドナーベルトSに塗布された成膜材料の配合比が多くなる傾斜構造を形成することができる。
従って、例えば、図7に示すように、基板K上に傾斜構造を有する蒸着膜Mを設けることができる。
また、遮蔽板7には、遮蔽板7を冷却する冷却手段7aが備えられ、これにより、遮蔽板7に付着した成膜材料が冷却されて再蒸発されるのを防止することができる。
なお、遮蔽板7は、線状蒸着源6の上流側に備えることとしても良い。
以上のように、本実施形態によれば、第1実施形態と同様の効果が得られるのは勿論のこと、第1実施形態の蒸着装置10に、基板Kの幅方向と平行に配置される線状蒸着源6と、当該線状蒸着源6より基板K搬送方向の下流側に配置される遮蔽板7と、を追加した構成であることにより、基板K上に傾斜構造を有する蒸着膜Mを設けることができる。
また、本実施形態によれば、遮蔽板7には、遮蔽板7を冷却する冷却手段7aが備えられている。このため、遮蔽板7に付着した成膜材料が冷却されて再蒸発されるのを防止することができる。
[実施例]
以下、実施例により、本発明の蒸着装置及びこの蒸着装置を用いた薄膜形成方法について、比較対象例も含めて具体的に説明する。
以下、実施例により、本発明の蒸着装置及びこの蒸着装置を用いた薄膜形成方法について、比較対象例も含めて具体的に説明する。
(実施例1)
<有機EL素子試料の作製>
《基板の作製》
幅700mm、厚さ180μmのポリエチレンテレフタレートフィルム(PETフィルム)の両面に、アクリル系クリアハードコート層を塗布乾燥後、紫外線硬化させた基材フィルムに、大気圧プラズマCVDにより、酸化珪素からなる低密度層、中密度層、高密度層、中密度層からなるユニットを3ユニット積層して、総膜厚900nmの透明ガスバリア層を形成した。JIS K 7129−1992に準拠した方法により水蒸気透過度を測定した結果、1×10−6g/(m2・24h)以下であった。JIS K 7126−1987に準拠した方法により酸素透過度を測定した結果、1×10−3ml/(m2・24hr・MPa)以下であった。
<有機EL素子試料の作製>
《基板の作製》
幅700mm、厚さ180μmのポリエチレンテレフタレートフィルム(PETフィルム)の両面に、アクリル系クリアハードコート層を塗布乾燥後、紫外線硬化させた基材フィルムに、大気圧プラズマCVDにより、酸化珪素からなる低密度層、中密度層、高密度層、中密度層からなるユニットを3ユニット積層して、総膜厚900nmの透明ガスバリア層を形成した。JIS K 7129−1992に準拠した方法により水蒸気透過度を測定した結果、1×10−6g/(m2・24h)以下であった。JIS K 7126−1987に準拠した方法により酸素透過度を測定した結果、1×10−3ml/(m2・24hr・MPa)以下であった。
《ITO陽極の作製》
前記PETフィルムの一方の面に、ロール・ツー・ロールの真空チャンバー内に元巻きを導入し、スパッタ装置を用いて、アルゴン雰囲気下でITO膜を130nm成膜して、陽極としての透明導電膜を形成した。このITO膜の表面比抵抗は、40Ω/□であった。
前記PETフィルムの一方の面に、ロール・ツー・ロールの真空チャンバー内に元巻きを導入し、スパッタ装置を用いて、アルゴン雰囲気下でITO膜を130nm成膜して、陽極としての透明導電膜を形成した。このITO膜の表面比抵抗は、40Ω/□であった。
《正孔注入層の作製》
第一電極である陽極が形成された試料の表面に塗布する塗布液として、ポリエチレンジオキシチオフェン・ポリスチレンスルホネート(PEDOT/PSS、Bayer社製 Bytron P AI 4083)にアセトニトリルを少量添加した溶液を準備した。
第一電極である陽極が形成された試料の表面に塗布する塗布液として、ポリエチレンジオキシチオフェン・ポリスチレンスルホネート(PEDOT/PSS、Bayer社製 Bytron P AI 4083)にアセトニトリルを少量添加した溶液を準備した。
次に、塗布機として、特開2009−268975公報の図6(a)に示される、スリットから連続して塗布液を吐出する前計量型の塗布装置(スリットコータ−)を用いて、搬送速度3m/分で塗布後、乾燥装置ではスリットノズル形式の吐出口から成膜面に向け高さ100mm、吐出風速1m/s、幅手の風速分布5%、温度120℃で溶媒を除去した後、引き続き、加熱処理装置により温度150℃で裏面伝熱方式の熱処理を行い、乾燥後の厚みが30nmの正孔注入層を形成した。
《正孔輸送層の作製》
次に、前記正孔注入層の上に、2.0gの下記化合物HT−1をトルエン400mlに溶解した正孔輸送層用塗布液を、窒素雰囲気下、JIS B9920に準拠し、測定した清浄度がクラス100で、露点温度が−80℃以下、酸素濃度0.8ppm以下の条件で、前記と同様のスリットコータ−にて塗布した。塗布後、基板表面温度150℃で30分間加熱乾燥し、乾燥膜厚20nmの正孔輸送層を設けた。
次に、前記正孔注入層の上に、2.0gの下記化合物HT−1をトルエン400mlに溶解した正孔輸送層用塗布液を、窒素雰囲気下、JIS B9920に準拠し、測定した清浄度がクラス100で、露点温度が−80℃以下、酸素濃度0.8ppm以下の条件で、前記と同様のスリットコータ−にて塗布した。塗布後、基板表面温度150℃で30分間加熱乾燥し、乾燥膜厚20nmの正孔輸送層を設けた。
《発光層用塗布液の作製》
次に、前記正孔輸送層の上に、発光層用塗布液として、下記a−41を4.125g、下記1−9を0.85g、下記Ir−1を0.01g、下記Ir−14を0.015g、酢酸イソプロピル400gに溶解させ、均一混合された塗布液を調液した。
次に、前記正孔輸送層の上に、発光層用塗布液として、下記a−41を4.125g、下記1−9を0.85g、下記Ir−1を0.01g、下記Ir−14を0.015g、酢酸イソプロピル400gに溶解させ、均一混合された塗布液を調液した。
《発光層の作製》
前記正孔輸送層まで塗設されたフィルム(基材K)を、図1に示した蒸着装置の真空チャンバー内のアンワインダーに設置し、バックアップローラーを介してワインダーに巻き付けられる様にロールツーロール搬送した。
続いて、図1に示した蒸着装置を用いて、前記発光層用塗布液(成膜材料)をコーターに供給し、連続搬送される耐熱ベルト(ドナーベルトS)に塗布乾燥させることで、耐熱ベルト上に均一な塗膜を形成した。
更に連続的に該塗布液を塗設された耐熱ベルトは、挿通部を介して大気圧より真空チャンバー内へ供給され、加熱源(加熱ローラー)上で加熱され、塗設された成膜材料をバックアップローラー上に配置されたフィルム上に蒸着させることで、発光層70nmを形成した。
前記正孔輸送層まで塗設されたフィルム(基材K)を、図1に示した蒸着装置の真空チャンバー内のアンワインダーに設置し、バックアップローラーを介してワインダーに巻き付けられる様にロールツーロール搬送した。
続いて、図1に示した蒸着装置を用いて、前記発光層用塗布液(成膜材料)をコーターに供給し、連続搬送される耐熱ベルト(ドナーベルトS)に塗布乾燥させることで、耐熱ベルト上に均一な塗膜を形成した。
更に連続的に該塗布液を塗設された耐熱ベルトは、挿通部を介して大気圧より真空チャンバー内へ供給され、加熱源(加熱ローラー)上で加熱され、塗設された成膜材料をバックアップローラー上に配置されたフィルム上に蒸着させることで、発光層70nmを形成した。
《電子輸送層の作製》
次に、前記発光層の上に、電子輸送層用蒸着材料として、Alq3を使用し、図8記載の蒸着装置を用いて膜厚45nmの電子輸送層を設けた。
次に、前記発光層の上に、電子輸送層用蒸着材料として、Alq3を使用し、図8記載の蒸着装置を用いて膜厚45nmの電子輸送層を設けた。
《電子注入層、及び、陰極の作製》
続けて電子輸送層を作製した装置と同様のロールツーロール蒸着装置を用いて、フッ化カリウム及びアルミニウムをそれぞれBNコンポジットルツボに入れ、蒸着機に取り付けておき、先ず、電子注入層形成として、フッ化カリウムに対し電子線を照射し基板上にフッ化カリウムからなる電子注入層を3nm設けた。続いて陰極形成として、アルミニウムに対して電子線を照射し、蒸着速度1〜2nm/秒でアルミニウムからなる膜厚100nmの陰極を設けた。
続けて電子輸送層を作製した装置と同様のロールツーロール蒸着装置を用いて、フッ化カリウム及びアルミニウムをそれぞれBNコンポジットルツボに入れ、蒸着機に取り付けておき、先ず、電子注入層形成として、フッ化カリウムに対し電子線を照射し基板上にフッ化カリウムからなる電子注入層を3nm設けた。続いて陰極形成として、アルミニウムに対して電子線を照射し、蒸着速度1〜2nm/秒でアルミニウムからなる膜厚100nmの陰極を設けた。
《封止》
陰極までを作製した各試料を、大気圧下、含水率1ppm以下の窒素雰囲気下で、JIS B 9920に準拠し、測定した清浄度がクラス100で、露点温度が−80℃以下、酸素濃度0.8ppm以下の大気圧工程へ移し、封止工程において、厚さ100μmのアルミ箔の片面に熱硬化型の液状接着剤(エポキシ系樹脂)を厚さ30μmで塗設してある封止部材を、素子の第1電極、第2電極の引き出し電極の端部が外にでるように、封止部材の接着剤面と素子の有機機能層面を連続的に重ね合わせ、ドライラミネート法により接着して封止を行った。
陰極までを作製した各試料を、大気圧下、含水率1ppm以下の窒素雰囲気下で、JIS B 9920に準拠し、測定した清浄度がクラス100で、露点温度が−80℃以下、酸素濃度0.8ppm以下の大気圧工程へ移し、封止工程において、厚さ100μmのアルミ箔の片面に熱硬化型の液状接着剤(エポキシ系樹脂)を厚さ30μmで塗設してある封止部材を、素子の第1電極、第2電極の引き出し電極の端部が外にでるように、封止部材の接着剤面と素子の有機機能層面を連続的に重ね合わせ、ドライラミネート法により接着して封止を行った。
このように封止まで行い有機EL素子試料の作製を行った。
なお、陽極、陰極からの引き出し配線等の形成に関する記載は省略してある。
なお、陽極、陰極からの引き出し配線等の形成に関する記載は省略してある。
次に、前記素子について、発光効率、駆動電圧、直流駆動での発光寿命、さらに、パルス駆動での寿命を、以下の方法で評価した。その結果は、表1に示す。
(発光効率)
有機EL素子試料を室温(25℃)下、2.5mA/cm2定電流を印加したときの発光輝度を、CS−1000(コニカミノルタセンシング社製)を用いて測定し、外部取り出し量子効率を発光効率とした。
有機EL素子試料を室温(25℃)下、2.5mA/cm2定電流を印加したときの発光輝度を、CS−1000(コニカミノルタセンシング社製)を用いて測定し、外部取り出し量子効率を発光効率とした。
(直流駆動での発光寿命)
有機EL素子試料を室温下、初期輝度1,000cd/m2となる直流電流による定電流条件下で連続点灯を行い、初期輝度の半分の輝度になるのに要する時間(τ1/2)を測定した。
有機EL素子試料を室温下、初期輝度1,000cd/m2となる直流電流による定電流条件下で連続点灯を行い、初期輝度の半分の輝度になるのに要する時間(τ1/2)を測定した。
(駆動電圧)
有機EL素子を室温下、1,000cd/m2の定輝度条件下による点灯を行い、点灯開始直後の駆動電圧を測定した。なお、駆動電圧は低いことが省エネルギー上好ましい。
有機EL素子を室温下、1,000cd/m2の定輝度条件下による点灯を行い、点灯開始直後の駆動電圧を測定した。なお、駆動電圧は低いことが省エネルギー上好ましい。
(調光時の色度変動)
有機EL素子を室温下、輝度を200cd/cm2から5,000cd/cm2まで駆動し、その間の色度x値及びy値で表される座標上での直線距離、すなわち色度変動幅の絶対値を測定した。調光時の色度変動幅は小さいことが好ましく、有機EL素子に電力可変の駆動回路を接続して照明装置を形成した場合に、照明装置の明るさを調整してもその照明色が安定しているので、照明対象物の演色性を安定に維持できることを意味している。
有機EL素子を室温下、輝度を200cd/cm2から5,000cd/cm2まで駆動し、その間の色度x値及びy値で表される座標上での直線距離、すなわち色度変動幅の絶対値を測定した。調光時の色度変動幅は小さいことが好ましく、有機EL素子に電力可変の駆動回路を接続して照明装置を形成した場合に、照明装置の明るさを調整してもその照明色が安定しているので、照明対象物の演色性を安定に維持できることを意味している。
(パルス駆動発光寿命)
有機EL素子に対し、パルス駆動方式により駆動電圧を印加して室温で初期輝度1,000cd/m2となる連続点灯を行い、初期輝度の半分の輝度になるのに要する時間(τ1/2)を測定した。パルス駆動方式では、有機EL素子に周波数60Hz、デューティ比10%のパルス電圧を印加した。
尚、数値は比較例3を100とした相対比較値として表す。
効率=(実施の外部量子効率)/(比較例3の外部量子効率)×100
電圧=(比較例3の1000cd/m2の電圧)/(実施の1000cd/m2の電圧)×100 (数値が大きいほど低電圧)
直流発光寿命=(実施の1000cd/m2の半減寿命)/(比較例3の1000cd/m2の半減寿命)×100
色度=(測定部50回の色度標準偏差(比較例3))/(測定部50回の色度標準偏差(実施))×100・・・(バラツキが小さいほど大きな値)
パルス発光寿命=(実施の半減寿命)/(比較例3の半減寿命)×100
有機EL素子に対し、パルス駆動方式により駆動電圧を印加して室温で初期輝度1,000cd/m2となる連続点灯を行い、初期輝度の半分の輝度になるのに要する時間(τ1/2)を測定した。パルス駆動方式では、有機EL素子に周波数60Hz、デューティ比10%のパルス電圧を印加した。
尚、数値は比較例3を100とした相対比較値として表す。
効率=(実施の外部量子効率)/(比較例3の外部量子効率)×100
電圧=(比較例3の1000cd/m2の電圧)/(実施の1000cd/m2の電圧)×100 (数値が大きいほど低電圧)
直流発光寿命=(実施の1000cd/m2の半減寿命)/(比較例3の1000cd/m2の半減寿命)×100
色度=(測定部50回の色度標準偏差(比較例3))/(測定部50回の色度標準偏差(実施))×100・・・(バラツキが小さいほど大きな値)
パルス発光寿命=(実施の半減寿命)/(比較例3の半減寿命)×100
(実施例2)
実施例2は、実施例1に於いて、発光層の作製条件のみを変更した。
具体的には、図6に示す蒸着装置を用い、発光層用塗布液よりブルードーパント1−9を取り除いた塗布液を使用した。更に該ブルードーパント1−9を線状蒸着源より別途蒸着させ共蒸着させた。その際、遮蔽版の配置条件と線状蒸着源の蒸着速度により発光層のブルードーパント濃度に傾斜構造を持たせた以外は実施例1と同じすることで試料を作製した。
実施例2は、実施例1に於いて、発光層の作製条件のみを変更した。
具体的には、図6に示す蒸着装置を用い、発光層用塗布液よりブルードーパント1−9を取り除いた塗布液を使用した。更に該ブルードーパント1−9を線状蒸着源より別途蒸着させ共蒸着させた。その際、遮蔽版の配置条件と線状蒸着源の蒸着速度により発光層のブルードーパント濃度に傾斜構造を持たせた以外は実施例1と同じすることで試料を作製した。
実施例1と同様に、発光効率、駆動電圧、直流駆動での発光寿命、調光時の色度変動、パルス駆動発光寿命及び目視での発光観察を行い評価した。その結果は、表1に示す。
(比較例1)
比較例1は、実施例1に於いて、発光層の作製条件のみを変更した。
具体的には、図8に示す蒸着装置を用い、発光層原料として、a−41、1−9、Ir−1、Ir−14を実施例1と同じ割合でブレンドし、1つの蒸着源より蒸着させた以外は実施例1と同じすることで試料を作製した。
比較例1は、実施例1に於いて、発光層の作製条件のみを変更した。
具体的には、図8に示す蒸着装置を用い、発光層原料として、a−41、1−9、Ir−1、Ir−14を実施例1と同じ割合でブレンドし、1つの蒸着源より蒸着させた以外は実施例1と同じすることで試料を作製した。
実施例1と同様に、発光効率、駆動電圧、直流駆動での発光寿命、調光時の色度変動、パルス駆動発光寿命及び目視での発光観察を行い評価した。その結果は、表1に示す。
(比較例2)
比較例2は、実施例1に於いて、発光層の作製条件のみを変更した。
具体的には、図8に示す蒸着装置において、蒸着源を4つに増やし、発光層原料a−41、1−9、Ir−1、Ir−14を4つの蒸着源に各々入れ、個別に蒸着源より蒸発させ共蒸着を行った以外は実施例1と同じすることで試料を作製した。
比較例2は、実施例1に於いて、発光層の作製条件のみを変更した。
具体的には、図8に示す蒸着装置において、蒸着源を4つに増やし、発光層原料a−41、1−9、Ir−1、Ir−14を4つの蒸着源に各々入れ、個別に蒸着源より蒸発させ共蒸着を行った以外は実施例1と同じすることで試料を作製した。
実施例1と同様に、発光効率、駆動電圧、直流駆動での発光寿命、調光時の色度変動、パルス駆動発光寿命及び目視での発光観察を行い評価した。その結果は、表1に示す。
(比較例3)
比較例3は、実施例1に於いて、発光層の作製条件のみを変更した。
具体的には、正孔注入層を作製したのと同様の塗布機を用いて、同じ配合比で発光層用塗布液を塗設した蒸着材料付き耐熱基材を作製した。
また、該耐熱基材を図9に示す蒸着機に設置し、同様の条件にて耐熱基材上の蒸着材料を正孔輸送層まで塗設されたフィルム上へ蒸着させた以外は実施例1と同じすることで試料を作製した。
比較例3は、実施例1に於いて、発光層の作製条件のみを変更した。
具体的には、正孔注入層を作製したのと同様の塗布機を用いて、同じ配合比で発光層用塗布液を塗設した蒸着材料付き耐熱基材を作製した。
また、該耐熱基材を図9に示す蒸着機に設置し、同様の条件にて耐熱基材上の蒸着材料を正孔輸送層まで塗設されたフィルム上へ蒸着させた以外は実施例1と同じすることで試料を作製した。
実施例1と同様に、発光効率、駆動電圧、直流駆動での発光寿命、調光時の色度変動、パルス駆動発光寿命及び目視での発光観察を行い評価した。その結果は、表1に示す。
<結果>
なお、発光状況を目視観察した結果、実施例1において、欠陥等は全く無かった。
また、実施例2においては、欠陥等は全く無かった。
また、比較例1においては、大幅な性能劣化が確認された。
また、比較例2においては、性能劣化及び性能にバラツキが確認された。
また、比較例3においては、発光効率、駆動電圧、直流発光寿命、色度安定性、パルス発光寿命等は、殆ど実施例1と同じであったが、ムラ、筋等の欠陥が多く観察された。
また、実施例2においては、欠陥等は全く無かった。
また、比較例1においては、大幅な性能劣化が確認された。
また、比較例2においては、性能劣化及び性能にバラツキが確認された。
また、比較例3においては、発光効率、駆動電圧、直流発光寿命、色度安定性、パルス発光寿命等は、殆ど実施例1と同じであったが、ムラ、筋等の欠陥が多く観察された。
以上より、本発明の薄膜形成方法にて作製した有機EL素子は、充分な性能を有していることが分かった。
本発明は、有機EL素子の有機層などを形成する際の、有機化合物の蒸着などに用いることができる。
10、20 蒸着装置
1 真空容器
11 真空ポンプ
2 基板搬送手段
21 巻出部
22 巻取部
23 バックアップローラー(搬送ローラー)
24a、24b ガイドローラー
3 シャッター
4 膜厚モニター
4a モニター制御部
5 ドナーベルト供給手段(ベルト材供給手段)
51 コーター(塗布手段)
52 乾燥ローラー(ベルト材搬送手段、乾燥手段)
53 加熱ローラー(ベルト材搬送手段、加熱手段)
53a 制御部
54 挿通部
541、542 チャンバー
541a、542a バックアップローラー(第2ローラー)
543a〜543c ガイドローラー(第1ローラー)
544 排気孔
545 噴出部
5431 両端部
5432 中央部
6 線状蒸着源
7 遮蔽板
7a 冷却手段
K 基板
M 蒸着膜
S ドナーベルト(ベルト材)
1 真空容器
11 真空ポンプ
2 基板搬送手段
21 巻出部
22 巻取部
23 バックアップローラー(搬送ローラー)
24a、24b ガイドローラー
3 シャッター
4 膜厚モニター
4a モニター制御部
5 ドナーベルト供給手段(ベルト材供給手段)
51 コーター(塗布手段)
52 乾燥ローラー(ベルト材搬送手段、乾燥手段)
53 加熱ローラー(ベルト材搬送手段、加熱手段)
53a 制御部
54 挿通部
541、542 チャンバー
541a、542a バックアップローラー(第2ローラー)
543a〜543c ガイドローラー(第1ローラー)
544 排気孔
545 噴出部
5431 両端部
5432 中央部
6 線状蒸着源
7 遮蔽板
7a 冷却手段
K 基板
M 蒸着膜
S ドナーベルト(ベルト材)
Claims (9)
- 真空容器内で基板上に薄膜を蒸着形成する蒸着装置において、
前記真空容器の外部から前記真空容器の内部に成膜材料を塗布したベルト材を供給するベルト材供給手段を備え、
前記ベルト材供給手段は、
前記ベルト材を所定の搬送経路で搬送するベルト材搬送手段と、
前記真空容器の外部に配され、前記ベルト材に成膜材料を塗布する塗布手段と、
前記真空容器の外部に配され、前記塗布手段により前記ベルト材に塗布された成膜材料を乾燥させる乾燥手段と、
前記真空容器に形成され、前記乾燥手段により乾燥された成膜材料を有する前記ベルト材を、当該真空容器の内部に挿通させる挿通部と、
前記挿通部を介して前記真空容器の内部に挿通された前記ベルト材上の成膜材料を加熱して蒸発させる加熱手段と、
が備えられることを特徴とする蒸着装置。 - 前記挿通部は、前記搬送経路に沿って配置された複数のチャンバーを備え、
前記複数のチャンバーから真空排気されることで、前記真空容器の外部から内部にかけて段階的に真空度が高まることを特徴とする請求項1に記載の蒸着装置。 - 前記チャンバーは、前記ベルト材における成膜材料の塗布面に接触する第1ローラーと、前記塗布面の反対面に接触する第2ローラーと、を備え、
前記第1ローラーは、その両端部の径よりも中央部の径が細く形成されており、
前記第1ローラーの前記両端部には、前記ベルト材の前記塗布面の幅方向両端部が当接し、前記第1ローラーの前記中央部には、前記ベルト材の前記塗布面の成膜材料の塗布領域が対向することにより、
前記ベルト材の前記塗布領域は、前記挿通部を非接触な状態で搬送されることを特徴とする請求項2に記載の蒸着装置。 - 前記挿通部は、前記ベルト材の両面側に向けて所定の気体を噴出する噴出部を備え、
前記ベルト材は、前記噴出部から噴出された気体により、前記挿通部の壁面と非接触な状態で搬送されることを特徴とする請求項1に記載の蒸着装置。 - 前記基板は、長尺なフィルム材であって、当該基板における成膜面と反対の面を保持する搬送ローラーにより搬送され、
前記加熱手段は、加熱ローラーを備え、
前記搬送ローラーと前記加熱ローラーとは対向する位置に設置されることを特徴とする請求項1〜4の何れか一項に記載の蒸着装置。 - 前記真空容器の内部において、前記基板の幅方向と平行に配置される線状蒸着源を備えることを特徴とする請求項1〜5の何れか一項に記載の蒸着装置。
- 前記線状蒸着源より前記基板の搬送方向の上流側又は下流側に、前記線状蒸着源から放出される成膜材料を遮蔽する遮蔽板が備えられることを特徴とする請求項6に記載の蒸着装置。
- 前記遮蔽板を冷却する冷却手段を備えることを特徴とする請求項7に記載の蒸着装置。
- 前記請求項1〜8の何れか一項に記載の蒸着装置を用いて基板上に薄膜を蒸着形成する薄膜形成方法において、
前記真空容器の外部において、ベルト材に成膜材料を塗布する塗布工程と、
前記塗布工程により前記ベルト材に塗布された成膜材料を乾燥させる乾燥工程と、
前記乾燥工程により乾燥された成膜材料を有する前記ベルト材を、前記真空容器に形成された前記挿通部を介して、前記真空容器の内部に搬送する搬送工程と、
前記搬送工程により前記真空容器の内部に挿通された前記ベルト材上の成膜材料を加熱して蒸発させる加熱工程と、
を有することを特徴とする薄膜形成方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011051422 | 2011-03-09 | ||
| JP2011051422 | 2011-03-09 | ||
| PCT/JP2012/055640 WO2012121237A1 (ja) | 2011-03-09 | 2012-03-06 | 蒸着装置及び薄膜形成方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JPWO2012121237A1 true JPWO2012121237A1 (ja) | 2014-07-17 |
Family
ID=46798195
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013503551A Pending JPWO2012121237A1 (ja) | 2011-03-09 | 2012-03-06 | 蒸着装置及び薄膜形成方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2012121237A1 (ja) |
| WO (1) | WO2012121237A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115094383B (zh) * | 2022-07-01 | 2023-06-30 | 江阴纳力新材料科技有限公司 | 一种基于蒸镀的复合正极集流体制备装置及方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59177365A (ja) * | 1983-03-24 | 1984-10-08 | Matsushita Electric Ind Co Ltd | 蒸発方法とその装置 |
| JP2615223B2 (ja) * | 1989-12-19 | 1997-05-28 | 三菱重工業株式会社 | 連続真空蒸着装置 |
| JPH10330918A (ja) * | 1997-06-05 | 1998-12-15 | Matsushita Electric Ind Co Ltd | 蒸着方法および蒸着装置 |
| JP3870516B2 (ja) * | 1997-11-12 | 2007-01-17 | 凸版印刷株式会社 | 防汚性薄膜の形成方法 |
| US6337102B1 (en) * | 1997-11-17 | 2002-01-08 | The Trustees Of Princeton University | Low pressure vapor phase deposition of organic thin films |
| JP3415801B2 (ja) * | 2000-02-21 | 2003-06-09 | 三容真空工業株式会社 | 有機系被膜の蒸着方法とその装置 |
| JP2009097063A (ja) * | 2007-10-19 | 2009-05-07 | Toppan Printing Co Ltd | 真空成膜装置 |
| JP5325016B2 (ja) * | 2009-05-11 | 2013-10-23 | 日立造船株式会社 | 減圧ユニット及び圧力復元ユニット |
-
2012
- 2012-03-06 JP JP2013503551A patent/JPWO2012121237A1/ja active Pending
- 2012-03-06 WO PCT/JP2012/055640 patent/WO2012121237A1/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012121237A1 (ja) | 2012-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7935433B2 (en) | Organic EL element, organic EL display apparatus, method for manufacturing organic EL element, and apparatus for manufacturing organic EL element | |
| KR100826743B1 (ko) | 유기 박막의 제조장치 | |
| JP4881789B2 (ja) | 有機エレクトロルミネッセンス素子の製造方法及び有機エレクトロルミネッセンス素子の製造装置 | |
| US20110204385A1 (en) | Vapor Deposition of a Layer | |
| CN105940140B (zh) | 蒸镀装置、蒸镀方法和有机电致发光元件的制造方法 | |
| US20160126497A1 (en) | Organic electroluminescence device and method for producing organic electroluminescence device | |
| CN103476962B (zh) | 蒸镀颗粒射出装置、蒸镀颗粒射出方法和蒸镀装置 | |
| JP5861705B2 (ja) | 有機エレクトロルミネッセンス素子の製造方法 | |
| JP2008226689A (ja) | 可撓性基板への透明導電膜の形成装置、マスク部材、及び有機エレクトロルミネッセンス素子用透明導電膜樹脂基板 | |
| JP4494126B2 (ja) | 成膜装置および製造装置 | |
| JPWO2012121237A1 (ja) | 蒸着装置及び薄膜形成方法 | |
| JP5316415B2 (ja) | 薄膜形成方法及び有機エレクトロニクス素子 | |
| JPWO2012121238A1 (ja) | 蒸着用シート、蒸着装置、及び蒸着用シートの製造方法 | |
| JP2007265850A (ja) | 有機エレクトロルミネッセンス素子の製造方法及び製造装置 | |
| JPWO2014084270A1 (ja) | 有機エレクトロルミネッセンス素子用の薄膜形成装置と薄膜形成方法 | |
| US20140051198A1 (en) | Method and apparatus for manufacturing organic el device | |
| JP5772826B2 (ja) | 有機エレクトロルミネッセンス素子の製造方法 | |
| KR101850147B1 (ko) | 유기발광다이오드 소자 및 그 제조방법 | |
| KR20070080636A (ko) | 유기발광소자의 증착막 형성방법 및 장치 | |
| JP2016098417A (ja) | 蒸着装置、及び有機el装置の製造方法 | |
| WO2012002423A1 (ja) | 有機薄膜層の形成方法、有機エレクトロルミネッセンス素子の製造方法 | |
| JP2007149482A (ja) | 有機el素子の製造方法 | |
| JP2007273229A (ja) | 有機el素子の有機薄膜層成膜方法、有機el素子の有機薄膜層成膜装置及び有機el素子。 | |
| JP2004055452A (ja) | 有機発光デバイスの製造方法 | |
| KR102045820B1 (ko) | 증착 장치 및 방법 |