JPWO2020162425A1 - 解析装置、解析方法、およびプログラム - Google Patents
解析装置、解析方法、およびプログラム Download PDFInfo
- Publication number
- JPWO2020162425A1 JPWO2020162425A1 JP2020571198A JP2020571198A JPWO2020162425A1 JP WO2020162425 A1 JPWO2020162425 A1 JP WO2020162425A1 JP 2020571198 A JP2020571198 A JP 2020571198A JP 2020571198 A JP2020571198 A JP 2020571198A JP WO2020162425 A1 JPWO2020162425 A1 JP WO2020162425A1
- Authority
- JP
- Japan
- Prior art keywords
- discriminator
- production equipment
- analysis
- data
- vibration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01H—MEASUREMENT OF MECHANICAL VIBRATIONS OR ULTRASONIC, SONIC OR INFRASONIC WAVES
- G01H1/00—Measuring characteristics of vibrations in solids by using direct conduction to the detector
- G01H1/12—Measuring characteristics of vibrations in solids by using direct conduction to the detector of longitudinal or not specified vibrations
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01H—MEASUREMENT OF MECHANICAL VIBRATIONS OR ULTRASONIC, SONIC OR INFRASONIC WAVES
- G01H17/00—Measuring mechanical vibrations or ultrasonic, sonic or infrasonic waves, not provided for in the other groups of this subclass
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M99/00—Subject matter not provided for in other groups of this subclass
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N20/00—Machine learning
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/20—Analysis of motion
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Theoretical Computer Science (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Software Systems (AREA)
- Data Mining & Analysis (AREA)
- Evolutionary Computation (AREA)
- Medical Informatics (AREA)
- Computing Systems (AREA)
- General Engineering & Computer Science (AREA)
- Mathematical Physics (AREA)
- Artificial Intelligence (AREA)
- Multimedia (AREA)
- Measurement Of Mechanical Vibrations Or Ultrasonic Waves (AREA)
- Testing Of Devices, Machine Parts, Or Other Structures Thereof (AREA)
Abstract
Description
第一の側面に係る第1の解析装置は、
生産設備に設けられた振動センサの検出結果を画像化する画像処理手段と、
前記画像化したデータを機械学習処理の対象にして判別器を生成する生成手段と、
前記判別器を用いて前記生産設備の状態解析処理を行う解析手段と、を有する。
第一の側面に係る第2の解析装置は、
生産設備に設けられた振動センサの検出結果に基づいて当該生産設備の異常判定処理を第1の判別器を用いて行う判定手段と、
前記第1の判別器により正常か異常かの判別ができなかった前記検出結果を画像化する画像処理手段と、
前記画像化したデータを機械学習処理の対象として第2の判別器を生成する生成手段と、
前記第2の判別器を用いて前記生産設備の状態解析処理を行う解析手段と、を有する。
第二の側面に係る第1の解析方法は、
解析装置が、
生産設備に設けられた振動センサの検出結果を画像化し、
前記画像化したデータを機械学習処理の対象にして判別器を生成し、
前記判別器を用いて前記生産設備の状態解析処理を行う、ことを含む。
第二の側面に係る第2の解析方法は、
解析装置が、
生産設備に設けられた振動センサの検出結果に基づいて当該生産設備の異常判定処理を第1の判別器を用いて行い、
前記第1の判別器により正常か異常かの判別ができなかった前記検出結果を画像化し、
前記画像化したデータを機械学習処理の対象として第2の判別器を生成し、
前記第2の判別器を用いて前記生産設備の状態解析処理を行う、ことを含む。
このコンピュータプログラムは、コンピュータにより実行されたとき、コンピュータに、解析装置上で、その解析方法を実施させるコンピュータプログラムコードを含む。
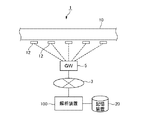
図1は、本発明の実施の形態に係る解析装置を用いた設備監視システム1のシステム構成を概念的に示す図である。
設備監視システム1が監視対象とする設備は、生産設備10であり、本実施形態では、ベルトコンベアを例として説明する。図の例では、ベルトコンベアを監視するための複数のセンサ12がベルトコンベアの移動方向に沿って複数箇所に設置されている。各センサ12は、例えば、振動センサである。また、一方向の振動を検知する振動センサの場合、複数方向の振動を検出するために1箇所につき複数の振動センサを設置してもよい。
振動センサは、監視対象の生産設備10に生じた振動を測定する。振動センサは、一軸方向の加速度を測定する一軸加速度センサであってもよいし、三軸方向の加速度を測定する三軸加速度センサであってもよいし、その他であってもよい。なお、複数の振動センサは、同種の振動センサであってもよいし、複数種類の振動センサが混在してもよい。
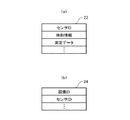
振動データ22は、振動センサを識別するセンサID毎に、時刻情報と、測定データとが紐付けられている。設備情報24は、設備を識別する設備ID毎に、少なくとも一つの振動センサのセンサIDが紐付けられている。
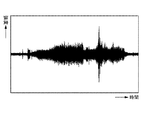
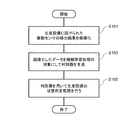
画像処理部102は、生産設備10に設けられた振動センサの検出結果を画像化する。生成部104は、画像化したデータを機械学習処理の対象にして判別器110を生成する。解析部106は、判別器110を用いて生産設備10の状態解析処理を行う。
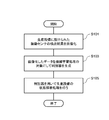
まず、画像処理部102は、生産設備10に設けられた振動センサの検出結果を画像化する(ステップS101)。そして、生成部104は、画像化したデータを機械学習処理の対象にして判別器110を生成する(ステップS103)。そして、解析部106は、判別器110を用いて生産設備10の状態解析処理を行う(ステップS105)。
図9は、本実施形態の解析装置100の論理的な構成を示す機能ブロック図である。解析装置100は、図4の解析装置100と同様な画像処理部102と、生成部104と、解析部106と、を備えるとともに、さらに、異常判定部120を備える。
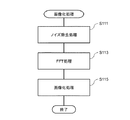
まず、異常判定部120は、生産設備10に設けられた振動センサの検出結果に基づいて当該生産設備10の異常判定処理を第1の判別器124を用いて行う(ステップS121)。そして、画像処理部102は、第1の判別器124により正常か異常かの判別ができなかった検出結果を(ステップS123のNO)、画像化する(ステップS125)。判別できた場合は(ステップS123のYES)、本処理を終了する。
図11は、本実施形態の解析装置100における異常判定処理の手順の一例を示すフローチャートである。本実施形態は、第1の判別器124を用いた生産設備10の異常判定処理の結果を出力する構成を有する点以外は図9の解析装置100と同様である。
図12は、本実施形態の解析装置100の画像処理部102の論理的な構成を示す機能ブロック図である。本実施形態の解析装置100は、画像処理部102において、測定データからノイズを除去する処理を行ってから、画像化処理を行う構成を有する点以外は上記実施形態と同様である。本実施形態の構成は、他のいずれの実施形態の構成と組み合わせてもよい。
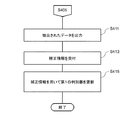
図14は、本実施形態の解析装置100の論理的な構成を示す機能ブロック図である。本実施形態の解析装置100は、上記実施形態とは、生産設備10の状態解析処理により正常でないと判別されたデータを抽出し、そのデータに基づき第1の判別器124の第1の第1の判別モデル128を更新する構成を有する点以外は上記実施形態と同様である。
まず、抽出部140は、ステップS405で抽出したデータ(振動データと時刻情報)を出力する(ステップS411)。ここでは、例えば、解析装置100のディスプレイに表示する。そして、オペレータは、ステップS411で表示された振動データを時刻情報とともに、設備監視システム1が有している生産設備10の稼働情報、状態情報、加工物の情報等を用いて分析を行い、当該振動の原因となった不具合事象を特定する。オペレータは、特定した不具合事象と、対応する振動特性情報とを紐付けた情報を作成し、解析装置100の操作画面に従い、第1の判別器124の閾値の補正情報として入力する。
図14の解析装置100は、図9の解析装置100の構成に抽出部140を設けた構成としていた。その変形態様として、図4の解析装置100において、抽出部140を設けた構成としてもよい。
たとえば、図18は、図16の状態解析処理のステップS401で正常と判別された場合の処理手順の一例を示すフローチャートである。この実施形態は、第2の判別器126により正常と判別された検出結果を第2の判別器126の教師データとする構成を有する点以外は上記実施形態と同様である。
図20は、実施例1の解析装置を説明するためのフロー図である。
まず、異常判定部120は、生産設備10のセンサ12から振動データが入力されると、第1の判別器124においてFFT処理を行う(ステップS11)。このとき第1の判別モデル128を用いてパターンマッチング処理により振動特性を特定する。そして、第1の判別器124は振動特性が閾値の範囲内の場合は正常と判定し、閾値210の範囲を外れた場合は異常と判定する。異常判定部120はこの結果を設備監視システム1に生産設備10の異常判定結果として出力する(不図示)。
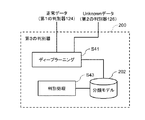
図21は、実施例2の解析装置を説明するためのフロー図である。
この実施例の解析装置100は、第1の判別器124と、第2の判別器126と、に加え、さらに、第3の判別器200を備える。
第3の判別器200は、第1の判別器124により正常と判別された測定データと、第2の判別器126によりUnknownと判別された測定データとを用いて機械学習する(ステップS41)。第2の判別器126は、機械学習により、正常と異常の分類モデル202を構築する。分類モデル202は、不具合事象をクラス分けする。
なお、本発明において利用者に関する情報を取得、利用する場合は、これを適法に行うものとする。
1. 生産設備に設けられた振動センサの検出結果を画像化する画像処理手段と、
前記画像化したデータを機械学習処理の対象にして判別器を生成する生成手段と、
前記判別器を用いて前記生産設備の状態解析処理を行う解析手段と、を備える解析装置。
2. 1.に記載の解析装置において、
前記検出結果が示す前記振動センサの振動の特徴解析処理を行い、閾値を用いて前記生産設備の異常判定処理を行う判定手段と、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する抽出手段と、をさらに備え、
前記生成手段は、抽出された前記データに基づく補正情報を受け付け、前記閾値を更新し、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、解析装置。
3. 生産設備に設けられた振動センサの検出結果に基づいて当該生産設備の異常判定処理を第1の判別器を用いて行う判定手段と、
前記第1の判別器により正常か異常かの判別ができなかった前記検出結果を画像化する画像処理手段と、
前記画像化したデータを機械学習処理の対象として第2の判別器を生成する生成手段と、
前記第2の判別器を用いて前記生産設備の状態解析処理を行う解析手段と、
を備える、
解析装置。
4. 3.に記載の解析装置において、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する抽出手段をさらに備え、
前記生成手段は、抽出された前記データに基づく補正情報を受け付け前記第1の判別器を更新し、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、解析装置。
5. 1.から4.のいずれか一つに記載の解析装置において、
前記生成手段は、前記状態解析処理により正常と判定された前記データを前記機械学習処理の教師データとする、解析装置。
6. 1.から5.のいずれか一つに記載の解析装置において、
前記検出結果に対してノイズ除去処理を行う処理手段をさらに備え、
前記画像処理手段は、前記処理手段による前記ノイズ除去処理が行われた後の前記検出結果を画像化する、解析装置。
7. 1.から6.のいずれか一つに記載の解析装置において、
前記生産設備は、ベルトコンベアであり、
前記振動センサは、前記ベルトコンベアに設けられた複数の振動センサである、解析装置。
生産設備に設けられた振動センサの検出結果を画像化し、
前記画像化したデータを機械学習処理の対象にして判別器を生成し、
前記判別器を用いて前記生産設備の状態解析処理を行う、
解析方法。
9. 8.に記載の解析方法において、
前記解析装置が、さらに、
前記検出結果が示す前記振動センサの振動の特徴解析処理を行い、閾値を用いて前記生産設備の異常判定処理を行い、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出し、
抽出された前記データに基づく補正情報を受け付け、前記閾値を更新し、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、解析方法。
10. 解析装置が、
生産設備に設けられた振動センサの検出結果に基づいて当該生産設備の異常判定処理を第1の判別器を用いて行い、
前記第1の判別器により正常か異常かの判別ができなかった前記検出結果を画像化し、
前記画像化したデータを機械学習処理の対象として第2の判別器を生成し、
前記第2の判別器を用いて前記生産設備の状態解析処理を行う、
解析方法。
11. 10.に記載の解析方法において、
前記解析装置が、さらに、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出し、
抽出された前記データに基づく補正情報を受け付け前記第1の判別器を更新し、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、解析方法。
12. 8.から11.のいずれか一つに記載の解析方法において、
前記解析装置が、さらに、
前記状態解析処理により正常と判定された前記データを前記機械学習処理の教師データとする、解析方法。
13. 8.から12.のいずれか一つに記載の解析方法において、
前記解析装置が、さらに、
前記検出結果に対してノイズ除去処理を行い、
前記ノイズ除去処理が行われた後の前記検出結果を画像化する、解析方法。
14. 8.から13.のいずれか一つに記載の解析方法において、
前記生産設備は、ベルトコンベアであり、
前記振動センサは、前記ベルトコンベアに設けられた複数の振動センサである、解析方法。
生産設備に設けられた振動センサの検出結果を画像化する手順、
前記画像化したデータを機械学習処理の対象にして判別器を生成する手順、
前記判別器を用いて前記生産設備の異常判定処理を行う手順、を実行させるためのプログラム。
16. 15.に記載のプログラムにおいて、
前記検出結果が示す前記振動センサの振動の特徴解析処理を行い、閾値を用いて前記生産設備の異常判定処理を行う手順、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する手順、
前記生成する手順において、抽出された前記データに基づく補正情報を受け付け、前記閾値を更新する手順、をさらにコンピュータに実行させ、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、プログラム。
17. コンピュータに、
生産設備に設けられた振動センサの検出結果に基づいて当該生産設備の異常判定処理を第1の判別器を用いて行う手順、
前記第1の判別器により正常か異常かの判別ができなかった前記検出結果を画像化する手順、
前記画像化したデータを機械学習処理の対象として第2の判別器を生成する手順、
前記第2の判別器を用いて前記生産設備の状態解析処理を行う手順、を実行させるためのプログラム。
18. 17.に記載のプログラムにおいて、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する手順、
前記生成する手順において、抽出された前記データに基づく補正情報を受け付け前記第1の判別器を更新する手順、をさらにコンピュータに実行させ、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、プログラム。
19. 15.から18.のいずれか一つに記載のプログラムにおいて、
前記生成する手順において、前記状態解析処理により正常と判定された前記データを前記機械学習処理の教師データとする手順をさらにコンピュータに実行させるためのプログラム。
20. 15.から19.のいずれか一つに記載のプログラムにおいて、
前記検出結果に対してノイズ除去処理を行う手順、
前記画像化する手順において、前記ノイズ除去処理が行われた後の前記検出結果を画像化する手順、をさらにコンピュータに実行させるためのプログラム。
21. 15.から20.のいずれか一つに記載のプログラムにおいて、
前記生産設備は、ベルトコンベアであり、
前記振動センサは、前記ベルトコンベアに設けられた複数の振動センサである、プログラム。
図14は、本実施形態の解析装置100の論理的な構成を示す機能ブロック図である。本実施形態の解析装置100は、生産設備10の状態解析処理により正常でないと判別されたデータを抽出し、そのデータに基づき第1の判別器124の第1の判別モデル128を更新する構成を有する点以外は上記実施形態と同様である。
図20は、実施例1の解析装置を説明するためのフロー図である。
まず、異常判定部120は、生産設備10のセンサ12から振動データが入力されると、第1の判別器124においてFFT処理を行う(ステップS11)。このとき第1の判別モデル128を用いてパターンマッチング処理により振動特性を特定する。そして、第1の判別器124は振動特性が閾値の範囲内の場合は正常と判定し、閾値の範囲を外れた場合は異常と判定する。異常判定部120はこの結果を設備監視システム1に生産設備10の異常判定結果として出力する(不図示)。
生産設備に設けられた振動センサの検出結果を画像化する手順、
前記画像化したデータを機械学習処理の対象にして判別器を生成する手順、
前記判別器を用いて前記生産設備の状態解析処理を行う手順、を実行させるためのプログラム。
16. 15.に記載のプログラムにおいて、
前記検出結果が示す前記振動センサの振動の特徴解析処理を行い、閾値を用いて前記生産設備の異常判定処理を行う手順、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する手順、
前記生成する手順において、抽出された前記データに基づく補正情報を受け付け、前記閾値を更新する手順、をさらにコンピュータに実行させ、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、プログラム。
17. コンピュータに、
生産設備に設けられた振動センサの検出結果に基づいて当該生産設備の異常判定処理を第1の判別器を用いて行う手順、
前記第1の判別器により正常か異常かの判別ができなかった前記検出結果を画像化する手順、
前記画像化したデータを機械学習処理の対象として第2の判別器を生成する手順、
前記第2の判別器を用いて前記生産設備の状態解析処理を行う手順、を実行させるためのプログラム。
18. 17.に記載のプログラムにおいて、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する手順、
前記生成する手順において、抽出された前記データに基づく補正情報を受け付け前記第1の判別器を更新する手順、をさらにコンピュータに実行させ、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、プログラム。
19. 15.から18.のいずれか一つに記載のプログラムにおいて、
前記生成する手順において、前記状態解析処理により正常と判定された前記データを前記機械学習処理の教師データとする手順をさらにコンピュータに実行させるためのプログラム。
20. 15.から19.のいずれか一つに記載のプログラムにおいて、
前記検出結果に対してノイズ除去処理を行う手順、
前記画像化する手順において、前記ノイズ除去処理が行われた後の前記検出結果を画像化する手順、をさらにコンピュータに実行させるためのプログラム。
21. 15.から20.のいずれか一つに記載のプログラムにおいて、
前記生産設備は、ベルトコンベアであり、
前記振動センサは、前記ベルトコンベアに設けられた複数の振動センサである、プログラム。
Claims (21)
- 生産設備に設けられた振動センサの検出結果を画像化する画像処理手段と、
前記画像化したデータを機械学習処理の対象にして判別器を生成する生成手段と、
前記判別器を用いて前記生産設備の状態解析処理を行う解析手段と、を備える解析装置。 - 請求項1に記載の解析装置において、
前記検出結果が示す前記振動センサの振動の特徴解析処理を行い、閾値を用いて前記生産設備の異常判定処理を行う判定手段と、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する抽出手段と、をさらに備え、
前記生成手段は、抽出された前記データに基づく補正情報を受け付け、前記閾値を更新し、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、解析装置。 - 生産設備に設けられた振動センサの検出結果に基づいて当該生産設備の異常判定処理を第1の判別器を用いて行う判定手段と、
前記第1の判別器により正常か異常かの判別ができなかった前記検出結果を画像化する画像処理手段と、
前記画像化したデータを機械学習処理の対象として第2の判別器を生成する生成手段と、
前記第2の判別器を用いて前記生産設備の状態解析処理を行う解析手段と、
を備える、
解析装置。 - 請求項3に記載の解析装置において、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する抽出手段をさらに備え、
前記生成手段は、抽出された前記データに基づく補正情報を受け付け前記第1の判別器を更新し、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、解析装置。 - 請求項1から4のいずれか一項に記載の解析装置において、
前記生成手段は、前記状態解析処理により正常と判定された前記データを前記機械学習処理の教師データとする、解析装置。 - 請求項1から5のいずれか一項に記載の解析装置において、
前記検出結果に対してノイズ除去処理を行う処理手段をさらに備え、
前記画像処理手段は、前記処理手段による前記ノイズ除去処理が行われた後の前記検出結果を画像化する、解析装置。 - 請求項1から6のいずれか一項に記載の解析装置において、
前記生産設備は、ベルトコンベアであり、
前記振動センサは、前記ベルトコンベアに設けられた複数の振動センサである、解析装置。 - 解析装置が、
生産設備に設けられた振動センサの検出結果を画像化し、
前記画像化したデータを機械学習処理の対象にして判別器を生成し、
前記判別器を用いて前記生産設備の状態解析処理を行う、
解析方法。 - 請求項8に記載の解析方法において、
前記解析装置が、さらに、
前記検出結果が示す前記振動センサの振動の特徴解析処理を行い、閾値を用いて前記生産設備の異常判定処理を行い、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出し、
抽出された前記データに基づく補正情報を受け付け、前記閾値を更新し、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、解析方法。 - 解析装置が、
生産設備に設けられた振動センサの検出結果に基づいて当該生産設備の異常判定処理を第1の判別器を用いて行い、
前記第1の判別器により正常か異常かの判別ができなかった前記検出結果を画像化し、
前記画像化したデータを機械学習処理の対象として第2の判別器を生成し、
前記第2の判別器を用いて前記生産設備の状態解析処理を行う、
解析方法。 - 請求項10に記載の解析方法において、
前記解析装置が、さらに、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出し、
抽出された前記データに基づく補正情報を受け付け前記第1の判別器を更新し、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、解析方法。 - 請求項8から11のいずれか一項に記載の解析方法において、
前記解析装置が、さらに、
前記状態解析処理により正常と判定された前記データを前記機械学習処理の教師データとする、解析方法。 - 請求項8から12のいずれか一項に記載の解析方法において、
前記解析装置が、さらに、
前記検出結果に対してノイズ除去処理を行い、
前記ノイズ除去処理が行われた後の前記検出結果を画像化する、解析方法。 - 請求項8から13のいずれか一項に記載の解析方法において、
前記生産設備は、ベルトコンベアであり、
前記振動センサは、前記ベルトコンベアに設けられた複数の振動センサである、解析方法。 - コンピュータに、
生産設備に設けられた振動センサの検出結果を画像化する手順、
前記画像化したデータを機械学習処理の対象にして判別器を生成する手順、
前記判別器を用いて前記生産設備の異常判定処理を行う手順、を実行させるためのプログラム。 - 請求項15に記載のプログラムにおいて、
前記検出結果が示す前記振動センサの振動の特徴解析処理を行い、閾値を用いて前記生産設備の異常判定処理を行う手順、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する手順、
前記生成する手順において、抽出された前記データに基づく補正情報を受け付け、前記閾値を更新する手順、をさらにコンピュータに実行させ、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、プログラム。 - コンピュータに、
生産設備に設けられた振動センサの検出結果に基づいて当該生産設備の異常判定処理を第1の判別器を用いて行う手順、
前記第1の判別器により正常か異常かの判別ができなかった前記検出結果を画像化する手順、
前記画像化したデータを機械学習処理の対象として第2の判別器を生成する手順、
前記第2の判別器を用いて前記生産設備の状態解析処理を行う手順、を実行させるためのプログラム。 - 請求項17に記載のプログラムにおいて、
前記状態解析処理で前記生産設備が正常状態でないと判定されたデータを抽出する手順、
前記生成する手順において、抽出された前記データに基づく補正情報を受け付け前記第1の判別器を更新する手順、をさらにコンピュータに実行させ、
前記補正情報は、不具合事象と振動特性とを紐付けた情報を含む、プログラム。 - 請求項15から18のいずれか一項に記載のプログラムにおいて、
前記生成する手順において、前記状態解析処理により正常と判定された前記データを前記機械学習処理の教師データとする手順をさらにコンピュータに実行させるためのプログラム。 - 請求項15から19のいずれか一項に記載のプログラムにおいて、
前記検出結果に対してノイズ除去処理を行う手順、
前記画像化する手順において、前記ノイズ除去処理が行われた後の前記検出結果を画像化する手順、をさらにコンピュータに実行させるためのプログラム。 - 請求項15から20のいずれか一項に記載のプログラムにおいて、
前記生産設備は、ベルトコンベアであり、
前記振動センサは、前記ベルトコンベアに設けられた複数の振動センサである、プログラム。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019019068 | 2019-02-05 | ||
| JP2019019068 | 2019-02-05 | ||
| PCT/JP2020/004042 WO2020162425A1 (ja) | 2019-02-05 | 2020-02-04 | 解析装置、解析方法、およびプログラム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2020162425A1 true JPWO2020162425A1 (ja) | 2021-12-09 |
| JP7188463B2 JP7188463B2 (ja) | 2022-12-13 |
Family
ID=71947695
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020571198A Active JP7188463B2 (ja) | 2019-02-05 | 2020-02-04 | 解析装置、解析方法、およびプログラム |
Country Status (6)
| Country | Link |
|---|---|
| JP (1) | JP7188463B2 (ja) |
| KR (1) | KR20210107844A (ja) |
| CN (1) | CN113383216A (ja) |
| PH (1) | PH12021551623A1 (ja) |
| TW (1) | TW202045898A (ja) |
| WO (1) | WO2020162425A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022053036A (ja) * | 2020-09-24 | 2022-04-05 | 国立大学法人大阪大学 | 劣化状況予測システム、および劣化状況予測方法 |
| JP7581063B2 (ja) * | 2021-01-25 | 2024-11-12 | 株式会社日本製鋼所 | コンピュータプログラム、異常検知方法、異常検知装置、成形機システム及び学習モデル生成方法 |
| JP7647480B2 (ja) * | 2021-10-01 | 2025-03-18 | 株式会社デンソー | 騒音要因判定装置、及び騒音要因判定方法 |
| JP2023083737A (ja) * | 2021-12-06 | 2023-06-16 | Ihi運搬機械株式会社 | ベルトコンベヤの異常検出装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011107093A (ja) * | 2009-11-20 | 2011-06-02 | Jx Nippon Oil & Energy Corp | 振動体の異常診断装置及び異常診断方法 |
| JP2018092453A (ja) * | 2016-12-06 | 2018-06-14 | 日本電気通信システム株式会社 | 学習装置、学習方法およびプログラム |
| JP2018178810A (ja) * | 2017-04-10 | 2018-11-15 | 株式会社デンソーテン | ノック制御装置、ノック適合方法およびノック適合プログラム |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3170076B2 (ja) * | 1992-12-18 | 2001-05-28 | 株式会社小野測器 | 転がり軸受故障診断装置 |
| JP2000321176A (ja) * | 1999-05-17 | 2000-11-24 | Mitsui Eng & Shipbuild Co Ltd | 異常検知方法および装置 |
| JP4862708B2 (ja) * | 2007-03-19 | 2012-01-25 | Jfeスチール株式会社 | 劣化度診断方法、劣化度診断装置、および劣化診断プログラム |
| CN102494882B (zh) * | 2011-11-30 | 2013-11-06 | 中国神华能源股份有限公司 | 矿用振动筛弹簧在线监测与故障诊断装置及其方法 |
| WO2018216258A1 (ja) * | 2017-05-25 | 2018-11-29 | 日本電気株式会社 | 処理装置、処理方法及びプログラム |
| CN107560849B (zh) * | 2017-08-04 | 2020-02-18 | 华北电力大学 | 多通道深度卷积神经网络的风电机组轴承故障诊断方法 |
| CN108896296A (zh) * | 2018-04-18 | 2018-11-27 | 北京信息科技大学 | 一种基于卷积神经网络的风电齿轮箱故障诊断方法 |
-
2020
- 2020-02-04 PH PH1/2021/551623A patent/PH12021551623A1/en unknown
- 2020-02-04 CN CN202080012631.9A patent/CN113383216A/zh active Pending
- 2020-02-04 WO PCT/JP2020/004042 patent/WO2020162425A1/ja not_active Ceased
- 2020-02-04 KR KR1020217024139A patent/KR20210107844A/ko not_active Ceased
- 2020-02-04 JP JP2020571198A patent/JP7188463B2/ja active Active
- 2020-02-05 TW TW109103484A patent/TW202045898A/zh unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011107093A (ja) * | 2009-11-20 | 2011-06-02 | Jx Nippon Oil & Energy Corp | 振動体の異常診断装置及び異常診断方法 |
| JP2018092453A (ja) * | 2016-12-06 | 2018-06-14 | 日本電気通信システム株式会社 | 学習装置、学習方法およびプログラム |
| JP2018178810A (ja) * | 2017-04-10 | 2018-11-15 | 株式会社デンソーテン | ノック制御装置、ノック適合方法およびノック適合プログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20210107844A (ko) | 2021-09-01 |
| WO2020162425A1 (ja) | 2020-08-13 |
| JP7188463B2 (ja) | 2022-12-13 |
| CN113383216A (zh) | 2021-09-10 |
| TW202045898A (zh) | 2020-12-16 |
| PH12021551623A1 (en) | 2022-04-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JPWO2020162425A1 (ja) | 解析装置、解析方法、およびプログラム | |
| JP6672132B2 (ja) | 昇降機診断システム、昇降機診断装置、及び昇降機診断方法 | |
| RU2704073C2 (ru) | Способ и система для стадии обучения акустического или вибрационного анализа машины | |
| US8140915B2 (en) | Detecting apparatus, system, program, and detecting method | |
| EP3206103A1 (en) | Model based system monitoring | |
| JP5162114B2 (ja) | 回転機械におけるイベント検出のための信号シグニチャ解析の方法および装置 | |
| JP7006282B2 (ja) | 設備異常診断装置 | |
| KR20210006832A (ko) | 기계고장 진단 방법 및 장치 | |
| US20140058615A1 (en) | Fleet anomaly detection system and method | |
| US20220091590A1 (en) | Failure sign detection system and failure sign detection method | |
| TWI861824B (zh) | 異常診斷方法、異常診斷裝置以及異常診斷程式 | |
| CN113591984A (zh) | 设备运行事件的检测方法、装置、电子设备和存储介质 | |
| US20210149387A1 (en) | Facility failure prediction system and method for using acoustic signal of ultrasonic band | |
| JP6898607B2 (ja) | 異常予兆検出システムおよび異常予兆検出方法 | |
| CN115917458A (zh) | 数据处理装置、数据处理方法及数据处理程序 | |
| JP2004020484A (ja) | 異常監視装置および異常監視プログラム | |
| CN118937970A (zh) | 一种矿用电路故障自诊断方法及系统 | |
| US20230315559A1 (en) | Fault diagnosis apparatus, non-transitory computer-readable recording medium, and fault diagnosis method | |
| CN110411730A (zh) | 一种旋转设备故障判断方法、系统和可读存储介质 | |
| CN118642871A (zh) | 一种基于中间业务模型的工业软件兼容适配方法及装置 | |
| WO2024120018A1 (zh) | 检测方法、训练方法、电器、监控系统、存储介质和设备 | |
| JP2024078846A (ja) | 異常判定方法、異常判定装置及びプログラム | |
| CN118642930B (zh) | 大数据任务异常的检测方法、装置、电子设备及存储介质 | |
| CN114286931B (zh) | 异常部分检测装置、异常部分检测方法及计算机可读取的记录介质 | |
| JP7524784B2 (ja) | 情報処理装置、制御システムおよびレポート出力方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210730 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210730 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220628 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220818 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221114 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7188463 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |