KR20120054591A - 스트링어의 제조방법 - Google Patents
스트링어의 제조방법 Download PDFInfo
- Publication number
- KR20120054591A KR20120054591A KR1020127002751A KR20127002751A KR20120054591A KR 20120054591 A KR20120054591 A KR 20120054591A KR 1020127002751 A KR1020127002751 A KR 1020127002751A KR 20127002751 A KR20127002751 A KR 20127002751A KR 20120054591 A KR20120054591 A KR 20120054591A
- Authority
- KR
- South Korea
- Prior art keywords
- nozzle assembly
- catcher cup
- abrasive nozzle
- abrasive
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C5/00—Devices or accessories for generating abrasive blasts
- B24C5/02—Blast guns, e.g. for generating high velocity abrasive fluid jets for cutting materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C3/00—Abrasive blasting machines or devices; Plants
- B24C3/02—Abrasive blasting machines or devices; Plants characterised by the arrangement of the component assemblies with respect to each other
- B24C3/04—Abrasive blasting machines or devices; Plants characterised by the arrangement of the component assemblies with respect to each other stationary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/04—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for treating only selected parts of a surface, e.g. for carving stone or glass
- B24C1/045—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for treating only selected parts of a surface, e.g. for carving stone or glass for cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C9/00—Appurtenances of abrasive blasting machines or devices, e.g. working chambers, arrangements for handling used abrasive material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J11/00—Manipulators not otherwise provided for
- B25J11/005—Manipulators for mechanical processing tasks
- B25J11/0065—Polishing or grinding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F3/00—Severing by means other than cutting; Apparatus therefor
- B26F3/004—Severing by means other than cutting; Apparatus therefor by means of a fluid jet
- B26F3/008—Energy dissipating devices therefor, e.g. catchers; Supporting beds therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Robotics (AREA)
- Aviation & Aerospace Engineering (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Grinding-Machine Dressing And Accessory Apparatuses (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
Abstract
Description
도 2는 본 발명의 제1 실시형태 및 제2 실시형태에 관련된 스트링어의 제조방법에 의해 가공되는 장척부재의 정면도이다.
도 3은 본 발명의 제1 실시형태에 관련된 스트링어의 제조방법에 의해 가공된 스트링어의 사시도이다.
도 4는 본 발명의 제2 실시형태에 관련된 스트링어의 제조방법에 의해 가공된 스트링어의 사시도이다.
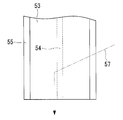
도 5는 본 발명의 제3 실시형태에 관련된 스트링어의 제조방법에 의해 가공되는 장척부재의 정면도이다.
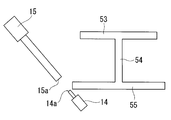
도 6은 본 발명의 제3 실시형태에 관련된 스트링어의 제조방법에 의해 가공된 스트링어의 사시도이다.
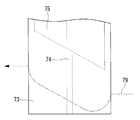
도 7은 본 발명의 제4 실시형태에 관련된 스트링어의 제조방법에 의해 가공되는 장척부재의 정면도이다.
도 8은 본 발명의 제4 실시형태에 관련된 스트링어의 제조방법에 의해 가공된 스트링어의 사시도이다.
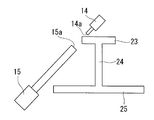
도 9는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 정면으로부터 본 정면도이다.
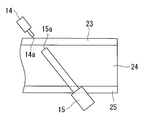
도 10은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 측방으로부터 본 측면도이다.
도 11은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 상방으로부터 본 평면도이다.
도 12는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 정면으로부터 본 정면도이다.
도 13은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 상방으로부터 본 평면도이다.
도 14는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 정면으로부터 본 정면도이다.
도 15는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 측방으로부터 본 측면도이다.
도 16은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 측방으로부터 본 측면도이다.
도 17은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 측방으로부터 본 측면도이다.
도 18은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 정면으로부터 본 정면도이다.
도 19는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 상방으로부터 본 평면도이다.
도 20은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 정면으로부터 본 정면도이다.
도 21은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 상방으로부터 본 평면도이다.
도 22는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 정면으로부터 본 정면도이다.
도 23은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 측방으로부터 본 측면도이다.
도 24는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 정면으로부터 본 정면도이다.
도 25는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 상방으로부터 본 평면도이다.
도 26은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 정면으로부터 본 정면도이다.
도 27은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 상방으로부터 본 평면도이다.
도 28은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 상방으로부터 본 평면도이다.
도 29는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 상방으로부터 본 평면도이다.
도 30은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 측방으로부터 본 측면도이다.
도 31은 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 상방으로부터 본 평면도이다.
도 32는 본 발명에 관련된 스트링어의 제조방법을 설명하기 위한 도면으로서, 정면으로부터 본 정면도이다.
12 : 암
14 : 연마제 노즐 어셈블리
15 : 캐쳐컵
21 : 장척부재
22 : 스트링어
23 : 캡플랜지
24 : 웨브
25 : 베이스 플랜지
32 : 스트링어
51 : 장척부재
52 : 스트링어
53 : 캡플랜지
54 : 웨브
55 : 베이스 플랜지
62 : 절단시 남겨진 부분
71 : 장척부재
72 : 스트링어
73 : 캡플랜지
74 : 웨브
75 : 베이스 플랜지
Claims (5)
- 캡플랜지와, 웨브와, 베이스 플랜지를 구비하고, 또한 정면에서 볼 때 역 T자형 또는 정면에서 볼 때 I 자형 혹은 정면에서 볼 때 T 자형을 갖는 장척부재의 일단부를 원하는 형상으로 가공하여, 원하는 스트링어를 얻는 스트링어의 제조방법으로서,
상기 장척부재의 일단부를 원하는 형상으로 가공하는 경우에 연마제가 혼입된 초고압수를 분사하는 연마제 노즐 어셈블리와, 상기 연마제 노즐 어셈블리로부터 분사된 상기 초고압수를 회수하는 캐쳐 컵을 암의 선단부에 구비한 적어도 6축을 가지는 수직 다관절형 로보트를 이용하여 행하도록 한 스트링어의 제조방법. - 캡플랜지와, 웨브와, 베이스 플랜지를 구비하고, 또한 정면에서 볼 때 역 T자형 또는 정면에서 볼 때 I 자형 혹은 정면에서 볼 때 T 자형을 갖는 장척부재의 일단부를 원하는 형상으로 가공하여, 원하는 스트링어를 얻는 스트링어의 제조방법으로서,
상기 장척부재의 일단부를 원하는 형상으로 가공하는 경우에 연마제가 혼입된 초고압수를 분사하는 연마제 노즐 어셈블리와, 상기 연마제 노즐 어셈블리로부터 분사된 상기 초고압수를 회수하는 캐쳐 컵과, 상기 캐쳐 컵과 상기 장척부재와의 간격을 일정하게 유지하도록 상기 연마제 노즐 어셈블리와 상기 캐쳐 컵과의 간격을 조정하는 간격조정기구를 암의 선단부에 구비한 적어도 6축을 가지는 수직 다관절형 로보트를 이용하여 행하도록 한 스트링어의 제조방법. - 제1항 또는 제2항에 있어서,
상기 정면에서 볼 때 역 T자형을 갖는 장척부재의 일단부를 원하는 형상으로 가공하는 경우에, 상기 연마제 노즐 어셈블리가 상기 캡 플랜지의 상방에 위치하고, 상기 캐쳐 컵이 상기 캡 플랜지의 하방에 위치하도록 하여 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵을 상기 장척부재의 일측방에 배치함과 동시에, 상기 연마제 노즐 어셈블리가 상기 캐쳐 컵보다도 상기 장척부재의 중심축선측에 위치하도록 배치하여, 상기 장척부재의 일단부에 위치하는 상기 캡 플랜지의 일측방부 및 상기 웨브의 상단부를 잘라내고,
상기 연마제 노즐 어셈블리가 상기 캡 플랜지의 상방에 위치하고, 상기 캐쳐컵이 상기 캡플랜지의 하방에 위치하도록 하여 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵을 상기 장척부재의 타측방에 배치함과 동시에, 상기 연마제 노즐 어셈블리가 상기 캐쳐 컵보다도 상기 장척부재의 중심축선측에 위치하도록 배치하여, 상기 장척부재의 일단부에 위치하는 상기 캡 플랜지의 타측방부 및 상기 웨브의 상단부를 잘라내고,
상기 연마제 노즐 어셈블리가 상기 웨브의 타측방에 위치하고, 상기 캐쳐컵이 상기 웨브의 일측방에 위치함과 동시에, 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵의 중심축선이 상기 캡플랜지의 상면 및 상기 베이스 플랜지의 하면과 평행하도록 배치하여, 상기 장척부재의 일단부에 위치하는 상기 웨브를 잘라내도록 한 스트링어의 제조방법. - 제1항 또는 제2항에 있어서,
상기 정면에서 볼 때 I자형을 갖는 장척부재의 일단부를 원하는 형상으로 가공하는 경우에, 상기 연마제 노즐 어셈블리가 상기 베이스 플랜지의 하방에 위치하고, 상기 캐쳐 컵이 상기 베이스 플랜지의 상방에 위치하도록 하여 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵을 상기 장척부재의 일측방에 배치함과 동시에, 상기 연마제 노즐 어셈블리가 상기 캐쳐 컵보다도 상기 장척부재의 중심축선측에 위치하도록 배치하여, 상기 장척부재의 일단부에 위치하는 상기 베이스 플랜지의 일측방부 및 상기 웨브의 하단부를 잘라내고,
상기 연마제 노즐 어셈블리가 상기 베이스 플랜지의 하방에 위치하고, 상기 캐쳐컵이 상기 베이스 플랜지의 상방에 위치하도록 하여 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵을 상기 장척부재의 타측방에 배치함과 동시에, 상기 연마제 노즐 어셈블리가 상기 캐쳐 컵보다도 상기 장척부재의 중심축선측에 위치하도록 배치하여, 상기 장척부재의 일단부에 위치하는 상기 베이스 플랜지의 타측방부 및 상기 웨브의 하단부를 잘라내고,
상기 연마제 노즐 어셈블리가 상기 웨브의 타측방에 위치하고, 상기 캐쳐컵이 상기 웨브의 일측방에 위치함과 동시에, 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵의 중심축선이 상기 캡플랜지의 상면 및 상기 베이스 플랜지의 하면과 평행하도록 배치하여, 상기 장척부재의 일단부에 위치하는 상기 웨브를 잘라내고,
상기 연마제 노즐 어셈블리가 상기 캡 플랜지의 하방에 위치하고, 상기 캐쳐컵이 상기 캡 플랜지의 상방에 위치하도록 하여 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵을 상기 장척부재의 일측방에 배치함과 동시에, 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵의 중심축선이 상기 웨브의 일측면 및 타측면과 평행하도록 배치하여 상기 장척부재의 일단부에 위치하는 상기 캡 플랜지의 양각부를 잘라내고,
상기 연마제 노즐 어셈블리가 상기 캡 플랜지의 상방에 위치하고, 상기 캐쳐컵이 상기 캡 플랜지의 하방에 위치하도록 하여 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵을 상기 장척부재의 일측방에 배치함과 동시에, 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵의 중심축선이 상기 웨브의 일측면 및 타측면과 평행하도록 배치하여 상기 장척부재의 일단부에 위치하는 상기 캡 플랜지의 절단시 남은 부분을 잘라내도록 한 스트링어의 제조방법. - 제1항 또는 제2항에 있어서,
상기 정면에서 볼 때 T자형을 갖는 장척부재의 일단부를 원하는 형상으로 가공하는 경우에, 상기 연마제 노즐 어셈블리가 상기 베이스 플랜지의 하방에 위치하고, 상기 캐쳐 컵이 상기 베이스 플랜지의 상방에 위치하도록 하여 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵을 상기 장척부재의 일측방에 배치함과 동시에, 상기 연마제 노즐 어셈블리가 상기 캐쳐 컵보다도 상기 장척부재의 중심축선측에 위치하도록 배치하여, 상기 장척부재의 일단부에 위치하는 상기 베이스 플랜지의 일측방부 및 상기 웨브의 하단부를 잘라내고,
상기 연마제 노즐 어셈블리가 상기 베이스 플랜지의 하방에 위치하고, 상기 캐쳐컵이 상기 베이스 플랜지의 상방에 위치하도록 하여 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵을 상기 장척부재의 타측방에 배치함과 동시에, 상기 연마제 노즐 어셈블리가 상기 캐쳐 컵보다도 상기 장척부재의 중심축선측에 위치하도록 배치하여, 상기 장척부재의 일단부에 위치하는 상기 베이스 플랜지의 타측방부 및 상기 웨브의 하단부를 잘라내고,
상기 연마제 노즐 어셈블리가 상기 웨브의 타측방에 위치하고, 상기 캐쳐컵이 상기 웨브의 일측방에 위치함과 동시에, 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵의 중심축선이 상기 캡플랜지의 상면 및 상기 베이스 플랜지의 하면과 평행하도록 배치하여, 상기 장척부재의 일단부에 위치하는 상기 웨브를 잘라내고,
상기 연마제 노즐 어셈블리가 상기 캡 플랜지의 상방에 위치하고, 상기 캐쳐컵이 상기 캡 플랜지의 하방에 위치하도록 하여 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵을 상기 장척부재의 일측방에 배치함과 동시에, 상기 연마제 노즐 어셈블리 및 상기 캐쳐 컵의 중심축선이 상기 웨브의 일측면 및 타측면과 평행하도록 배치하여 상기 장척부재의 일단부에 위치하는 상기 캡 플랜지를 잘라내도록 한 스트링어의 제조방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009237334A JP5455541B2 (ja) | 2009-10-14 | 2009-10-14 | ストリンガーの製造方法 |
| JPJP-P-2009-237334 | 2009-10-14 | ||
| PCT/JP2010/067954 WO2011046142A1 (ja) | 2009-10-14 | 2010-10-13 | ストリンガーの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120054591A true KR20120054591A (ko) | 2012-05-30 |
| KR101345958B1 KR101345958B1 (ko) | 2014-01-02 |
Family
ID=43876191
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127002751A Expired - Fee Related KR101345958B1 (ko) | 2009-10-14 | 2010-10-13 | 스트링어의 제조방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9149909B2 (ko) |
| EP (1) | EP2489471B1 (ko) |
| JP (1) | JP5455541B2 (ko) |
| KR (1) | KR101345958B1 (ko) |
| CN (1) | CN102470510B (ko) |
| WO (1) | WO2011046142A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102483076B1 (ko) * | 2022-10-06 | 2022-12-29 | 김승우 | 항공기 날개구조물의 스트링거 가공 공법 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5766493B2 (ja) * | 2011-04-13 | 2015-08-19 | 三菱重工業株式会社 | アブレイシブウォータージェット加工装置 |
| JP5782338B2 (ja) * | 2011-09-01 | 2015-09-24 | 株式会社不二製作所 | 板材の端部処理方法及びブラスト加工装置 |
| JP5972967B2 (ja) * | 2012-03-26 | 2016-08-17 | 三菱重工業株式会社 | 燃料タンク、主翼、航空機胴体、航空機及び移動体 |
| US8894468B2 (en) | 2012-05-16 | 2014-11-25 | Flow International Corporation | Fluid jet receptacle with rotatable inlet feed component and related fluid jet cutting system and method |
| US9358668B2 (en) | 2012-07-19 | 2016-06-07 | Ascent Aerospace, Llc | Fluid jet receiving receptacles and related fluid jet cutting systems |
| JP6113544B2 (ja) * | 2013-03-26 | 2017-04-12 | 三菱重工業株式会社 | 燃料タンク、主翼、航空機胴体、航空機及び移動体 |
| JP6071686B2 (ja) | 2013-03-26 | 2017-02-01 | 三菱重工業株式会社 | 燃料タンク、主翼、航空機胴体、航空機及び移動体 |
| US9573289B2 (en) | 2013-10-28 | 2017-02-21 | Flow International Corporation | Fluid jet cutting systems |
| FR3014715B1 (fr) * | 2013-12-17 | 2016-02-05 | Forest Line Albert | Tete pivotante multiaxe mixte |
| WO2015123349A2 (en) * | 2014-02-11 | 2015-08-20 | Par Systems, Inc. | Multi-functional end effector with integrated waterjet, milling spindle system and/or scanning sensor, and a fluid stream catcher mounting system |
| US9725184B2 (en) * | 2015-06-18 | 2017-08-08 | The Boeing Company | Methods for sealing an internal composite vent stringer |
| US12226810B2 (en) * | 2019-09-18 | 2025-02-18 | Flow International Corporation | Systems and methods using waterjets for finishing manufactured articles |
| CN114310677A (zh) * | 2022-01-05 | 2022-04-12 | 江苏华臻航空科技有限公司 | 磨料水射流柔性智能六轴切割平台3d曲面切割工艺 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1725439A (en) * | 1927-03-05 | 1929-08-20 | Carns Edmund Burke | Metal strut |
| US2329270A (en) * | 1941-03-07 | 1943-09-14 | Linde Air Prod Co | Method of forming shaped surfaces on metal members and article produced thereby |
| US3464684A (en) * | 1965-10-21 | 1969-09-02 | Alan W Wilson | Torch cutting machine |
| US3716959A (en) * | 1970-09-15 | 1973-02-20 | J Bernardi | Beam end construction for semi-rigid connection to a column |
| US3908973A (en) * | 1974-01-29 | 1975-09-30 | Desaix B Martin | Apparatus for squaring the upper end of a ground driven h-beam pile |
| US4435902A (en) | 1980-12-16 | 1984-03-13 | Flow Industries, Inc. | Articulated boom water jet cutting apparatus |
| JPS62130200A (ja) | 1985-11-28 | 1987-06-12 | 株式会社 スギノマシン | 高圧流体噴射加工方法 |
| US4707898A (en) * | 1986-05-12 | 1987-11-24 | Creech Clyde W | Beam profile cutting machine and method |
| US4848042A (en) * | 1987-09-09 | 1989-07-18 | Ltv Aerospace And Defense Company | Fluid jet cutting system with standoff control |
| JPH01103265A (ja) * | 1987-10-13 | 1989-04-20 | Kawasaki Heavy Ind Ltd | ウオータジエツト切断装置 |
| US4827679A (en) * | 1987-11-24 | 1989-05-09 | Ltv Aerospace & Defense Company | Fluid jet cutting system with self orienting catcher |
| FR2649925B1 (fr) * | 1989-07-18 | 1993-12-10 | Aerospatiale Ste Nationale Indle | Receptacle de jet de coupe pour une machine de decoupage par jet fluide |
| US4937985A (en) * | 1989-09-25 | 1990-07-03 | Possis Corporation | Abrasive waterjet receiver |
| CN2154908Y (zh) * | 1993-07-03 | 1994-02-02 | 王继良 | 巷道支护用塑竹工字梁 |
| US5595040A (en) * | 1994-07-20 | 1997-01-21 | National Science Council | Beam-to-column connection |
| US5980372A (en) * | 1997-11-25 | 1999-11-09 | The Boeing Company | Compact catcher for abrasive waterjets |
| JP2000000766A (ja) | 1998-06-12 | 2000-01-07 | Kawasaki Heavy Ind Ltd | H鋼杭切断方法 |
| DE19835062C1 (de) * | 1998-08-04 | 1999-11-11 | Messer Griesheim Schweistechni | Verfahren zum Schneiden von Y-Fasen |
| JP2000167840A (ja) * | 1998-12-02 | 2000-06-20 | Misawa Homes Co Ltd | 成形装置 |
| JP2000176840A (ja) * | 1998-12-17 | 2000-06-27 | Tomoe Corp | ブラスト装置 |
| JP2001198830A (ja) * | 2000-01-12 | 2001-07-24 | Mentec Kiko Kk | ショットブラスト装置 |
| JP4639551B2 (ja) | 2001-08-10 | 2011-02-23 | 東レ株式会社 | Cfrp製スキン−ストリンガー構造部材の製造方法 |
| JP3740103B2 (ja) * | 2001-11-26 | 2006-02-01 | 三菱重工業株式会社 | ピーン成形方法及びピーン成形装置 |
| US20060129086A1 (en) | 2004-12-13 | 2006-06-15 | Depuy Mitek, Inc. | Interchangeable tissue macerating and sculpting methods and devices |
| US8444087B2 (en) | 2005-04-28 | 2013-05-21 | The Boeing Company | Composite skin and stringer structure and method for forming the same |
| US7818945B2 (en) * | 2005-03-31 | 2010-10-26 | The Boeing Company | Composite structural member having an undulating web and method for forming same |
| CN2876221Y (zh) * | 2006-02-14 | 2007-03-07 | 昆明西木木材工业研究开发有限公司 | 竹木复合工字梁 |
| GB0912015D0 (en) * | 2009-07-10 | 2009-08-19 | Airbus Operations Ltd | Stringer |
| US8408493B2 (en) * | 2010-05-19 | 2013-04-02 | The Boeing Company | Composite stringer end trim |
-
2009
- 2009-10-14 JP JP2009237334A patent/JP5455541B2/ja active Active
-
2010
- 2010-10-13 KR KR1020127002751A patent/KR101345958B1/ko not_active Expired - Fee Related
- 2010-10-13 CN CN201080034122.2A patent/CN102470510B/zh not_active Expired - Fee Related
- 2010-10-13 EP EP10823410.5A patent/EP2489471B1/en active Active
- 2010-10-13 WO PCT/JP2010/067954 patent/WO2011046142A1/ja not_active Ceased
- 2010-10-13 US US13/386,968 patent/US9149909B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102483076B1 (ko) * | 2022-10-06 | 2022-12-29 | 김승우 | 항공기 날개구조물의 스트링거 가공 공법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US9149909B2 (en) | 2015-10-06 |
| EP2489471A1 (en) | 2012-08-22 |
| KR101345958B1 (ko) | 2014-01-02 |
| JP2011084138A (ja) | 2011-04-28 |
| JP5455541B2 (ja) | 2014-03-26 |
| US20120184185A1 (en) | 2012-07-19 |
| WO2011046142A1 (ja) | 2011-04-21 |
| CN102470510B (zh) | 2014-07-16 |
| EP2489471B1 (en) | 2016-05-11 |
| EP2489471A4 (en) | 2014-10-29 |
| CN102470510A (zh) | 2012-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101345958B1 (ko) | 스트링어의 제조방법 | |
| US11292147B2 (en) | Methods of cutting fiber reinforced polymer composite workpieces with a pure waterjet | |
| EP3094448B1 (en) | High-pressure waterjet cutting head systems, components and related methods | |
| US7464630B2 (en) | Apparatus for generating and manipulating a high-pressure fluid jet | |
| JP5766493B2 (ja) | アブレイシブウォータージェット加工装置 | |
| EP2397286A2 (en) | Hydrojet cutting head comprising five infinitely rotating axes | |
| EP2388109A2 (de) | Verfahren zum Bearbeiten von Composite-Bauteilen | |
| US4658683A (en) | High pressure liquid cutting method | |
| JP2010260163A (ja) | 曲線切断用メタルソーとその加工方法と加工装置 | |
| CN102284730A (zh) | 消失模数字化加工方法及其设备 | |
| US10300628B2 (en) | Tool and machine for working natural stone, agglomerate or ceramic material | |
| JP5455965B2 (ja) | アブレイシブウォータージェット加工装置 | |
| JP2010167517A (ja) | 凹溝形成方法及び工作機械 | |
| KR101698425B1 (ko) | Cfrp제품유연가공시스템 | |
| CN210523925U (zh) | 一种同轴双刃刀具斜插加工工装 | |
| Liu et al. | Versatility of waterjet technology: from macro and micro machining for most materials | |
| KR20220001904U (ko) | 절삭유 제거 공기분사부가 구비되는 공작기계 | |
| WO2014099401A1 (en) | Workpiece fixture of fluid jet cutting system | |
| JP2005279797A (ja) | ウォータジェット切断加工方法及びその装置 | |
| JPH02145300A (ja) | ウォータジェットの切断加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20161212 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20171123 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20181121 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| FPAY | Annual fee payment |
Payment date: 20191121 Year of fee payment: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 10 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 11 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20241221 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| H13 | Ip right lapsed |
Free format text: ST27 STATUS EVENT CODE: N-4-6-H10-H13-OTH-PC1903 (AS PROVIDED BY THE NATIONAL OFFICE); TERMINATION CATEGORY : DEFAULT_OF_REGISTRATION_FEE Effective date: 20241221 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20241221 |