KR20120056879A - 내지연 파괴 특성이 우수한 고강도 강재와 고강도 볼트 및 그 제조 방법 - Google Patents
내지연 파괴 특성이 우수한 고강도 강재와 고강도 볼트 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20120056879A KR20120056879A KR1020127010100A KR20127010100A KR20120056879A KR 20120056879 A KR20120056879 A KR 20120056879A KR 1020127010100 A KR1020127010100 A KR 1020127010100A KR 20127010100 A KR20127010100 A KR 20127010100A KR 20120056879 A KR20120056879 A KR 20120056879A
- Authority
- KR
- South Korea
- Prior art keywords
- steel
- less
- bolt
- delayed fracture
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/0093—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for screws; for bolts
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/24—Nitriding
- C23C8/26—Nitriding of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
- C21D2221/10—Differential treatment of inner with respect to outer regions, e.g. core and periphery, respectively
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heat Treatment Of Articles (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Laminated Bodies (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
도 1b는 강재의 정하중 지연 파괴 시험으로 얻어지는 파단 시간과 확산성 수소량의 관계를 모식적으로 나타내는 도면이다.
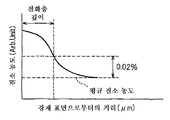
도 2는 에너지 분산형 형광 X선 분석 장치(EDX)에서 얻은 탄소 농도 곡선으로부터, 저탄소 영역의 깊이(두께)를 구하는 방법을 나타내는 도면이다.
도 3은 에너지 분산형 형광 X선 분석 장치(EDX)에서 얻은 질소 농도 곡선으로부터, 질화층의 두께(깊이)를 구하는 방법을 나타내는 도면이다.
도 4는 강재의 지연 파괴 시험에 사용하는 시험편을 도시하는 도면이다.
도 5는 지연 파괴 시험기의 형태를 도시하는 도면이다.
도 6은 부식 촉진 시험에 있어서의 온도 및 습도와 시간의 관계를 나타내는 도면이다.



2 : 밸런스 웨이트
3 : 지지점
Claims (18)
- 질량%로,
C : 0.10 내지 0.55%,
Si : 0.01 내지 3%,
Mn : 0.1 내지 2%를 함유하고, 또한,
V : 1.5% 이하 및 Mo : 3.0% 이하 중 1종 또는 2종을 함유하고, 또한 V와 Mo의 함유량이,
V+1/2Mo>0.4%를 만족시키고, 또한
Cr : 0.05 내지 1.5%,
Nb : 0.001 내지 0.05%,
Cu : 0.01 내지 4%,
Ni : 0.01 내지 4% 및
B : 0.0001 내지 0.005% 중 1종 또는 2종 이상을 함유하고, 잔량부가 Fe 및 불가피적 불순물로 이루어지고, 조직이 템퍼링 마르텐사이트 주체의 조직인 강재이며,
상기 강재의 표층에,
(a) 상기 강재의 표면으로부터의 두께가 200㎛ 이상이고, 또한 질소 농도가 12.0질량% 이하이고, 상기 강재의 질소 농도보다 0.02질량% 이상 높은 질화층 및
(b) 상기 강재의 표면으로부터의 깊이가 100㎛ 이상, 1000㎛ 이하이고, 또한 탄소 농도가 0.05질량% 이상이고, 상기 강재의 탄소 농도의 0.9배 이하의 저탄소 영역이 형성되어 있는 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 강재. - 제1항에 있어서, 상기 질화층 및 저탄소 영역의 존재에 의해, 강재에 침입하는 수소량이 0.5ppm 이하이고, 또한 강재의 한계 확산성 수소량이 2.00ppm 이상인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 강재.
- 제1항 또는 제2항에 있어서, 또한 상기 강재가, 질량%로,
Al : 0.003 내지 0.1%,
Ti : 0.003 내지 0.05%,
Mg : 0.0003 내지 0.01%,
Ca : 0.0003 내지 0.01%,
Zr : 0.0003 내지 0.01% 중 1종 또는 2종 이상을 함유하는 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 강재. - 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 질화층의 두께가 1000㎛ 이하인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 강재.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 템퍼링 마르텐사이트의 면적률이 85% 이상인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 강재.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 강재의 표면에 있어서의 압축 잔류 응력이 200㎫ 이상인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 강재.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 강재의 인장 강도가 1300㎫ 이상인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 강재.
- 질량%로,
C : 0.10 내지 0.55%,
Si : 0.01 내지 3%,
Mn : 0.1 내지 2%를 함유하고, 또한
V : 1.5% 이하 및 Mo : 3.0% 이하 중 1종 또는 2종을 함유하고, 또한 V와 Mo의 함유량이,
V+1/2Mo>0.4%를 만족시키고, 또한
Cr : 0.05 내지 1.5%,
Nb : 0.001 내지 0.05%,
Cu : 0.01 내지 4%,
Ni : 0.01 내지 4% 및
B : 0.0001 내지 0.005% 중 1종 또는 2종 이상을 함유하고, 잔량부가 Fe 및 불가피적 불순물로 이루어지고, 조직이 템퍼링 마르텐사이트 주체의 조직인 강재를 가공한 볼트이며,
상기 볼트의 표층에,
(a) 상기 볼트의 표면으로부터의 두께가 200㎛ 이상이고, 또한 질소 농도가 12.0질량% 이하이고, 상기 강재의 질소 농도보다 0.02질량% 이상 높은 질화층 및
(b) 상기 볼트의 표면으로부터의 깊이가 100㎛ 이상, 1000㎛ 이하이고, 또한 탄소 농도가 0.05질량% 이상이고, 상기 강재의 탄소 농도의 0.9배 이하의 저탄소 영역이 형성되어 있는 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 볼트. - 제8항에 있어서, 상기 질화층 및 저탄소 영역의 존재에 의해, 볼트로 침입하는 수소량이 0.5ppm 이하이고, 또한 볼트의 한계 확산성 수소량이 2.00ppm 이상인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 볼트.
- 제8항 또는 제9항에 있어서, 또한 상기 강재가, 질량%로,
Al : 0.003 내지 0.1%,
Ti : 0.003 내지 0.05%,
Mg : 0.0003 내지 0.01%,
Ca : 0.0003 내지 0.01%,
Zr : 0.0003 내지 0.01% 중 1종 또는 2종 이상을 함유하는 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 볼트. - 제8항 내지 제10항 중 어느 한 항에 있어서, 상기 질화층의 두께가 1000㎛ 이하인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 볼트.
- 제8항 내지 제11항 중 어느 한 항에 있어서, 상기 템퍼링 마르텐사이트의 면적률이 85% 이상인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 볼트.
- 제8항 내지 제12항 중 어느 한 항에 있어서, 상기 볼트의 표면에 있어서의 압축 잔류 응력이 200㎫ 이상인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 볼트.
- 제8항 내지 제13항 중 어느 한 항에 있어서, 상기 볼트의 인장 강도가 1300㎫ 이상인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 볼트.
- 제1항 내지 제7항 중 어느 한 항에 기재된 내지연 파괴 특성이 우수한 고강도 강재의 제조 방법이며,
[1] 제1항 또는 제3항에 기재된 성분 조성의 강재를 가열하여, 강재의 표면으로부터 100㎛ 이상, 1000㎛ 이하의 깊이까지, 탄소 농도가 0.05질량% 이상이고, 상기 강재의 탄소 농도의 0.9배 이하의 저탄소 영역을 형성하고, 계속해서 그대로 냉각하여, 강재 조직을 마르텐사이트 주체의 조직으로 하고, 그 후
[2] 상기 강재에, 500℃ 초과, 650℃ 이하의 질화 처리를 실시하여, 상기 강재의 표층에, 질소 농도가 12.0질량% 이하이고, 상기 강재의 질소 농도보다도 0.02질량% 이상 높은, 상기 강재의 표면으로부터의 두께가 200㎛ 이상의 질화층을 형성하는 동시에, 강재 조직을 템퍼링 마르텐사이트 주체의 조직으로 하는 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 강재의 제조 방법. - 제15항에 있어서, 상기 질화층의 두께가 1000㎛ 이하인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 강재의 제조 방법.
- 제8항 내지 제14항 중 어느 한 항에 기재된 내지연 파괴 특성이 우수한 볼트의 제조 방법이며,
[1] 제8항 또는 제10항에 기재된 성분 조성의 강재를 가공한 볼트를 가열하여, 볼트의 표면으로부터 100㎛ 이상, 1000㎛ 이하의 깊이까지, 탄소 농도가 0.05질량% 이상이고, 상기 강재의 탄소 농도의 0.9배 이하의 저탄소 영역을 형성하고, 계속해서 그대로 냉각하여, 강재 조직을 마르텐사이트 주체의 조직으로 하고, 그 후
[2] 상기 볼트에, 500℃ 초과, 650℃ 이하의 질화 처리를 실시하여, 상기 볼트의 표층에, 질소 농도가 12.0질량% 이하이고, 상기 강재의 질소 농도보다도 0.02질량% 이상 높은, 상기 볼트의 표면으로부터의 두께가 200㎛ 이상의 질화층을 형성하는 동시에, 강재를 템퍼링 마르텐사이트 주체의 조직으로 하는 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 볼트의 제조 방법. - 제17항에 있어서, 상기 질화층의 두께가 1000㎛ 이하인 것을 특징으로 하는, 내지연 파괴 특성이 우수한 고강도 볼트의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010054649 | 2010-03-11 | ||
| JPJP-P-2010-054649 | 2010-03-11 | ||
| PCT/JP2011/056481 WO2011111872A1 (ja) | 2010-03-11 | 2011-03-11 | 耐遅れ破壊特性に優れた高強度鋼材と高強度ボルト、及び、その製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120056879A true KR20120056879A (ko) | 2012-06-04 |
| KR101366375B1 KR101366375B1 (ko) | 2014-02-24 |
Family
ID=44563661
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020127010100A Expired - Fee Related KR101366375B1 (ko) | 2010-03-11 | 2011-03-11 | 내지연 파괴 특성이 우수한 고강도 강재와 고강도 볼트 및 그 제조 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20120247618A1 (ko) |
| EP (1) | EP2546379B1 (ko) |
| JP (1) | JP5177323B2 (ko) |
| KR (1) | KR101366375B1 (ko) |
| CN (1) | CN102812145A (ko) |
| IN (1) | IN2012DN05089A (ko) |
| WO (1) | WO2011111872A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014163431A1 (ko) * | 2013-04-05 | 2014-10-09 | 태양금속공업주식회사 | 인장강도가 우수한 고강도 볼트의 제조방법 |
Families Citing this family (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103403212B (zh) * | 2011-02-23 | 2015-08-26 | 同和热处理技术株式会社 | 渗氮钢构件及其制造方法 |
| US20130284319A1 (en) * | 2012-04-27 | 2013-10-31 | Paul M. Novotny | High Strength, High Toughness Steel Alloy |
| IN2014DN09191A (ko) | 2012-06-20 | 2015-07-10 | Nippon Steel & Sumitomo Metal Corp | |
| EP2915896B1 (en) * | 2012-11-05 | 2018-08-08 | Nippon Steel & Sumitomo Metal Corporation | Low-alloy steel for oil well pipes which has excellent sulfide stress cracking resistance, and method for manufacturing low-alloy steel for oil well pipes |
| CN102943210B (zh) * | 2012-11-09 | 2015-02-04 | 谢亚平 | 一种高强度螺栓及其加工方法 |
| RU2653032C2 (ru) | 2013-06-07 | 2018-05-04 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Термически обработанный стальной материал и способ его изготовления |
| NL2011269C2 (en) * | 2013-08-05 | 2015-02-09 | Onderzoekscentrum Voor Aanwending Van Staal N V | Structure for use in a corrosive environment. |
| JP6422176B2 (ja) * | 2014-08-29 | 2018-11-14 | 日産自動車株式会社 | 高強度ボルト用鋼及び高強度ボルト |
| CN104313492B (zh) * | 2014-11-07 | 2017-04-12 | 广东鼎耀工程技术有限公司 | 一种具有高强度韧性的pc钢棒及其热处理方法 |
| DE102014017275A1 (de) * | 2014-11-18 | 2016-05-19 | Salzgitter Flachstahl Gmbh | Hochfester lufthärtender Mehrphasenstahl mit hervorragenden Verarbeitungseigenschaften und Verfahren zur Herstellung eines Bandes aus diesem Stahl |
| CN107709594B (zh) * | 2015-06-29 | 2020-03-20 | 日本制铁株式会社 | 螺栓 |
| CN105861919A (zh) * | 2016-06-14 | 2016-08-17 | 江苏永昊高强度螺栓有限公司 | 高强度螺栓的生产工艺 |
| US11098394B2 (en) * | 2016-07-05 | 2021-08-24 | Nippon Steel Corporation | Rolled wire rod |
| CN106521316B (zh) * | 2016-11-15 | 2018-08-07 | 江阴兴澄特种钢铁有限公司 | 一种紧固件用高淬透性中碳低合金圆钢及其制造方法 |
| CN106756516B (zh) * | 2017-02-07 | 2018-06-08 | 和县隆盛精密机械有限公司 | 一种适用于机械臂锁紧螺栓的合金铸件及其铸造工艺 |
| CN107058705A (zh) * | 2017-02-17 | 2017-08-18 | 江苏佳杰特种螺钉有限公司 | 一种应用在高铁上的紧固件的生产工艺 |
| RU2635641C1 (ru) * | 2017-03-28 | 2017-11-14 | Юлия Алексеевна Щепочкина | Литейная сталь |
| EP3640357A4 (en) * | 2017-06-15 | 2020-09-30 | Nippon Steel Corporation | ROLLED WIRE FOR SPRING STEEL |
| CN107513664A (zh) * | 2017-07-10 | 2017-12-26 | 安徽长江紧固件有限责任公司 | 一种扭剪型高强度螺栓及其加工工艺 |
| CN107604243B (zh) * | 2017-08-09 | 2019-10-08 | 宁波市镇海甬鼎紧固件制造有限公司 | 一种高强度螺栓材料及其制备方法 |
| JP2019124481A (ja) * | 2018-01-12 | 2019-07-25 | 株式会社神戸製鋼所 | 残留応力測定方法 |
| MX2020007795A (es) * | 2018-01-30 | 2020-09-18 | Nissan Motor | Perno. |
| MX2020007755A (es) * | 2018-01-30 | 2020-09-24 | Nissan Motor | Perno y estructura fijada. |
| CN109266964B (zh) * | 2018-10-25 | 2021-03-05 | 青岛天赢智能工业股份有限公司 | 一种钢锻件生产加工工艺 |
| JP7479794B2 (ja) * | 2019-04-16 | 2024-05-09 | 高周波熱錬株式会社 | 耐遅れ破壊特性に優れたpc鋼材及びその製造方法 |
| KR102599767B1 (ko) * | 2019-05-14 | 2023-11-08 | 닛폰세이테츠 가부시키가이샤 | 볼트, 및 볼트용 강재 |
| JP7464832B2 (ja) * | 2019-05-14 | 2024-04-10 | 日本製鉄株式会社 | ボルト、及びボルト用鋼材 |
| JP7360060B2 (ja) * | 2019-11-26 | 2023-10-12 | 日本製鉄株式会社 | 鋼及び軸受 |
| CN113322410B (zh) * | 2020-02-28 | 2022-06-28 | 宝山钢铁股份有限公司 | 一种耐延迟断裂性能优异的高强度螺栓用钢及其制备方法 |
| CN111931309B (zh) * | 2020-08-24 | 2022-09-09 | 长江水利委员会长江科学院 | 一种锚杆/锚索结构拉伸硬化软化断裂模拟的方法 |
| CN112795854A (zh) * | 2020-12-23 | 2021-05-14 | 石家庄钢铁有限责任公司 | 高强度紧固件螺栓用钢及其生产方法 |
| US20240167113A1 (en) * | 2021-03-31 | 2024-05-23 | Nippon Steel Corporation | Steel plate, method for producing steel plate, and method for producing intermediate steel plate |
| CN115433871B (zh) * | 2021-06-02 | 2023-07-07 | 宝山钢铁股份有限公司 | 一种耐氢脆延迟断裂的高强度钢及其制造方法 |
| CN114058974B (zh) * | 2021-11-30 | 2022-09-13 | 马鞍山钢铁股份有限公司 | 一种15.9级耐腐蚀高强度螺栓用钢及其生产方法和热处理方法 |
| CN117230363A (zh) * | 2022-06-07 | 2023-12-15 | 宝山钢铁股份有限公司 | 一种高淬透性结构钢及其制造方法 |
| CN114790532B (zh) * | 2022-06-22 | 2022-09-02 | 江苏省沙钢钢铁研究院有限公司 | 一种合金耐蚀钢筋及其制备方法 |
| CN115386803B (zh) * | 2022-08-31 | 2023-07-25 | 马鞍山钢铁股份有限公司 | 一种高强韧性风电螺栓用非调质钢及其生产方法 |
| CN116445829B (zh) * | 2023-06-16 | 2023-09-08 | 中国矿业大学(北京) | 一种抗腐蚀锚杆及其生产工艺 |
| CN118516613B (zh) * | 2024-06-19 | 2025-01-21 | 邯郸市睿智紧固件制造有限公司 | 一种高强度螺栓 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08165557A (ja) * | 1994-12-13 | 1996-06-25 | Sumitomo Metal Ind Ltd | 耐ピッチング性軟窒化歯車の製造方法 |
| JPH10141341A (ja) * | 1996-11-13 | 1998-05-26 | Nkk Corp | 遅れ破壊特性に優れた高強度ボルト |
| JPH10226817A (ja) * | 1996-12-11 | 1998-08-25 | Sumitomo Metal Ind Ltd | 軟窒化用鋼材の製造方法及びその鋼材を用いた軟窒化部品 |
| JP3754788B2 (ja) * | 1997-03-12 | 2006-03-15 | 中央発條株式会社 | 耐遅れ破壊性に優れたコイルばね及びその製造方法 |
| JP2000337334A (ja) * | 2000-01-01 | 2000-12-05 | Kobe Steel Ltd | 耐遅れ破壊性に優れた高強度ボルト |
| JP2000337332A (ja) * | 2000-01-01 | 2000-12-05 | Kobe Steel Ltd | 耐遅れ破壊性に優れた高強度ボルト |
| JP3851533B2 (ja) * | 2001-10-05 | 2006-11-29 | 株式会社神戸製鋼所 | 高強度非調質アプセットボルト用線材およびその製造方法並びに高強度非調質アプセットボルトの製造方法 |
| JP5251633B2 (ja) * | 2008-05-13 | 2013-07-31 | 新日鐵住金株式会社 | 耐遅れ破壊特性に優れた高強度鋼材、高強度ボルト及びその製造方法 |
| JP5251632B2 (ja) * | 2008-05-13 | 2013-07-31 | 新日鐵住金株式会社 | 耐遅れ破壊特性に優れた高強度鋼材、高強度ボルト及びその製造方法 |
-
2011
- 2011-03-11 CN CN201180013427XA patent/CN102812145A/zh active Pending
- 2011-03-11 WO PCT/JP2011/056481 patent/WO2011111872A1/ja not_active Ceased
- 2011-03-11 JP JP2012502334A patent/JP5177323B2/ja not_active Expired - Fee Related
- 2011-03-11 EP EP20110753527 patent/EP2546379B1/en not_active Not-in-force
- 2011-03-11 KR KR1020127010100A patent/KR101366375B1/ko not_active Expired - Fee Related
- 2011-03-11 US US13/515,444 patent/US20120247618A1/en not_active Abandoned
- 2011-03-11 IN IN5089DEN2012 patent/IN2012DN05089A/en unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014163431A1 (ko) * | 2013-04-05 | 2014-10-09 | 태양금속공업주식회사 | 인장강도가 우수한 고강도 볼트의 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2011111872A1 (ja) | 2013-06-27 |
| IN2012DN05089A (ko) | 2015-10-09 |
| WO2011111872A1 (ja) | 2011-09-15 |
| EP2546379A4 (en) | 2013-08-07 |
| US20120247618A1 (en) | 2012-10-04 |
| CN102812145A (zh) | 2012-12-05 |
| KR101366375B1 (ko) | 2014-02-24 |
| EP2546379A1 (en) | 2013-01-16 |
| EP2546379B1 (en) | 2015-04-29 |
| JP5177323B2 (ja) | 2013-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101366375B1 (ko) | 내지연 파괴 특성이 우수한 고강도 강재와 고강도 볼트 및 그 제조 방법 | |
| KR101322534B1 (ko) | 내지연파괴 특성이 우수한 고강도 강재와 고강도 볼트 및 그 제조 방법 | |
| KR101768785B1 (ko) | 내수소취성이 우수한 고강도 스프링용 강선재 및 그의 제조 방법, 및 고강도 스프링 | |
| KR102020385B1 (ko) | 내부식 피로특성이 우수한 스프링용 선재, 강선 및 이들의 제조방법 | |
| CN104204263B (zh) | 冷锻性优异的钢线材或棒钢 | |
| KR101699651B1 (ko) | 연질화 고주파 켄칭 강 부품 | |
| KR102021216B1 (ko) | 산세성 및 담금질 템퍼링 후의 내지연파괴성이 우수한 볼트용 선재, 및 볼트 | |
| JP5251632B2 (ja) | 耐遅れ破壊特性に優れた高強度鋼材、高強度ボルト及びその製造方法 | |
| RU2698006C1 (ru) | Стальной материал и стальная труба для нефтяных скважин | |
| KR101626227B1 (ko) | 피로 강도가 우수한 질화용 열연 강판, 질화용 냉연 강판 및 그들의 제조 방법 및 그들을 사용한 피로 강도가 우수한 자동차 부품 | |
| JP5251633B2 (ja) | 耐遅れ破壊特性に優れた高強度鋼材、高強度ボルト及びその製造方法 | |
| JP2011202192A (ja) | 熱処理用鋼板及び鋼部材の製造方法 | |
| KR101867709B1 (ko) | 부식피로 저항성이 우수한 스프링용 선재, 강선 및 그들의 제조방법 | |
| EP3255169A1 (en) | Age hardening steel for cold forging | |
| Kapito et al. | On the development of bainitic alloys for railway wheel applications | |
| KR20170012467A (ko) | 강선용 선재 및 강선 | |
| Yadav et al. | Effect of tempering temperature on microstructure and mechanical properties of low alloy steel in quenched tempered conditions | |
| KR101115716B1 (ko) | 지연파괴저항성이 우수한 저항복비 고강도 강가공품 및 그제조방법 | |
| KR101115718B1 (ko) | 지연파괴저항성 및 연신율이 우수한 고강도 강가공품 및그 제조방법 | |
| KR101115769B1 (ko) | 지연파괴저항성이 우수한 저항복비 고강도 강가공품 및 그제조방법 | |
| KR20030054377A (ko) | 냉간성형성과 지연파저항성이 우수한 고강도 강과 이를이용한 강가공물, 그 제조방법 | |
| JP2018035421A (ja) | 浸炭時の粗大粒防止特性と疲労特性に優れた肌焼鋼およびその製造方法 | |
| KR101115811B1 (ko) | 지연파괴저항성이 우수한 고강도 강가공품 및 그 제조방법 | |
| KR20030055518A (ko) | 고강도 저항복비를 갖는 가공물의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| A302 | Request for accelerated examination | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0302 | Request for accelerated examination |
St.27 status event code: A-1-2-D10-D17-exm-PA0302 St.27 status event code: A-1-2-D10-D16-exm-PA0302 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20170119 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20180202 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20190130 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| FPAY | Annual fee payment |
Payment date: 20200205 Year of fee payment: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20210218 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20210218 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |