KR20120092017A - 폴리실리콘 덩어리의 투입 및 포장을 위한 방법 및 장치, 및 투입 및 포장 유닛 - Google Patents
폴리실리콘 덩어리의 투입 및 포장을 위한 방법 및 장치, 및 투입 및 포장 유닛 Download PDFInfo
- Publication number
- KR20120092017A KR20120092017A KR1020120008166A KR20120008166A KR20120092017A KR 20120092017 A KR20120092017 A KR 20120092017A KR 1020120008166 A KR1020120008166 A KR 1020120008166A KR 20120008166 A KR20120008166 A KR 20120008166A KR 20120092017 A KR20120092017 A KR 20120092017A
- Authority
- KR
- South Korea
- Prior art keywords
- polysilicon
- plastic bag
- dosing
- packaging
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910021420 polycrystalline silicon Inorganic materials 0.000 title claims abstract description 97
- 229920005591 polysilicon Polymers 0.000 title claims abstract description 88
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 60
- 238000000034 method Methods 0.000 title claims abstract description 40
- 239000004033 plastic Substances 0.000 claims abstract description 61
- 229920003023 plastic Polymers 0.000 claims abstract description 61
- 229910052751 metal Inorganic materials 0.000 claims abstract description 28
- 239000002184 metal Substances 0.000 claims abstract description 25
- 238000000465 moulding Methods 0.000 claims abstract description 16
- 239000011248 coating agent Substances 0.000 claims abstract description 11
- 238000000576 coating method Methods 0.000 claims abstract description 11
- 238000007599 discharging Methods 0.000 claims abstract 2
- 239000000463 material Substances 0.000 claims description 20
- 238000003466 welding Methods 0.000 claims description 16
- 238000007789 sealing Methods 0.000 claims description 13
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 claims description 5
- 239000002985 plastic film Substances 0.000 claims description 5
- 229920006255 plastic film Polymers 0.000 claims description 5
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 claims description 5
- UQZIWOQVLUASCR-UHFFFAOYSA-N alumane;titanium Chemical compound [AlH3].[Ti] UQZIWOQVLUASCR-UHFFFAOYSA-N 0.000 claims description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 3
- 229910052799 carbon Inorganic materials 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 claims description 3
- 238000012856 packing Methods 0.000 claims description 2
- 238000012216 screening Methods 0.000 claims description 2
- 239000012634 fragment Substances 0.000 description 26
- 239000000047 product Substances 0.000 description 21
- 238000005303 weighing Methods 0.000 description 15
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 13
- 229910052710 silicon Inorganic materials 0.000 description 13
- 239000010703 silicon Substances 0.000 description 13
- 238000011109 contamination Methods 0.000 description 9
- 229920001296 polysiloxane Polymers 0.000 description 8
- 238000009826 distribution Methods 0.000 description 6
- 238000000926 separation method Methods 0.000 description 6
- 239000006096 absorbing agent Substances 0.000 description 5
- 150000002739 metals Chemical class 0.000 description 5
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 4
- 239000004810 polytetrafluoroethylene Substances 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 3
- 239000010941 cobalt Substances 0.000 description 3
- 229910017052 cobalt Inorganic materials 0.000 description 3
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 3
- 239000006223 plastic coating Substances 0.000 description 3
- 239000004447 silicone coating Substances 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- -1 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004065 semiconductor Substances 0.000 description 2
- 239000007858 starting material Substances 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- HIZCTWCPHWUPFU-UHFFFAOYSA-N Glycerol tribenzoate Chemical compound C=1C=CC=CC=1C(=O)OCC(OC(=O)C=1C=CC=CC=1)COC(=O)C1=CC=CC=C1 HIZCTWCPHWUPFU-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 208000034809 Product contamination Diseases 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 238000004021 metal welding Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000009517 secondary packaging Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- ZDHXKXAHOVTTAH-UHFFFAOYSA-N trichlorosilane Chemical compound Cl[SiH](Cl)Cl ZDHXKXAHOVTTAH-UHFFFAOYSA-N 0.000 description 1
- 239000005052 trichlorosilane Substances 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/32—Devices or methods for controlling or determining the quantity or quality or the material fed or filled by weighing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/28—Controlling escape of air or dust from containers or receptacles during filling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/24—Cleaning of, or removing dust from, containers, wrappers, or packaging ; Preventing of fouling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
- B65B9/2042—Means for altering the cross-section of the tube filling opening prior to transversal sealing, e.g. tube spreading devices
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01G—WEIGHING
- G01G19/00—Weighing apparatus or methods adapted for special purposes not provided for in the preceding groups
- G01G19/387—Weighing apparatus or methods adapted for special purposes not provided for in the preceding groups for combinatorial weighing, i.e. selecting a combination of articles whose total weight or number is closest to a desired value
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/10—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs
- B65B9/20—Enclosing successive articles, or quantities of material, in preformed tubular webs, or in webs formed into tubes around filling nozzles, e.g. extruded tubular webs the webs being formed into tubes in situ around the filling nozzles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Basic Packing Technique (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Combined Means For Separation Of Solids (AREA)
- Weight Measurement For Supplying Or Discharging Of Specified Amounts Of Material (AREA)
- Supply Of Fluid Materials To The Packaging Location (AREA)
Abstract
본 발명은 또한 폴리실리콘 덩어리를 투입하기 위한 투입 유닛, 이를 포장하기 위한 포장 유닛, 및 상기 투입 유닛과 포장 유닛을 포함하는, 폴리실리콘 덩어리의 투입 및 포장을 위한 장치에 관한 것이다.
Description
도 1은 정확한 투입과 원치않은 작은 크기의 물질을 분리하기 위한 장치를 개략적으로 보여준다.
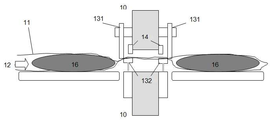
도 2 및 3은 무접힘(fold-free) 필름 용접을 위한 수평 포장기에 대한 두 종류의 관측도를 개략적으로 보여준다.
2: 물질을 조대 덩어리와 미세 덩어리 투입용으로 분리하기 위한 그릴 스크린
3: 경질 금속 원소
41: 회전가능한 미세성분 활송장치 (목표 제품에 따라)
42: 산물 흐름 중 선별되지 않은 부분을 조대 투입 채널로 공급하기 위한 소자
51: 조대 투입 채널의 뒷부분
52: 미세 투입 채널의 뒷부분
6: 원치않은 작은 크기의 산물의 분리를 위한 교체형 그릴 스크린
7: 상류(upstream) 제품화 공정에서 추가 공정으로의 배출을 위한 채널
81: 조대 투입 채널의 앞부분
82: 미세 투입 채널의 앞부분
9: 투입 저울
10: 가로 용접턱
11: 필름 튜브
12: 공기 주입
131: 상부 튜브 예비성형기
132: 하부 튜브 예비성형기
14: 필름 스프레더
15: 복원 소자
16: 제품
Claims (15)
- 폴리실리콘 덩어리(polysilicon chunks)를 투입하기 위한 장치용 투입 유닛(dosing unit)으로서, 폴리실리콘 덩어리의 산물 흐름(product flow)을 수송하기에 적합한 공급 채널, 상기 산물 흐름을 조대(coarse) 폴리실리콘 덩어리와 미세(fine) 폴리실리콘 덩어리로 분리하기에 적합한 하나 이상의 스크린, 조대 폴리실리콘 덩어리를 위한 조대 투입 채널과 미세 폴리실리콘 덩어리를 위한 미세 투입 채널, 및 상기 투입 중량(dosing weight)을 측정하기 위한 투입 저울을 포함하고, 상기 하나 이상의 스크린과 상기 투입 저울은 적어도 부분적으로 이들의 표면상에 경질(hard) 금속을 포함하는 것인 투입 유닛.
- 제1항에 있어서, 상기 투입 유닛으로부터 폴리실리콘 덩어리를 배출하기 위한 하나 이상의 배출 채널을 포함하는 투입 유닛.
- 고순도 플라스틱 필름으로부터 플라스틱 백을 형성하기에 적합한 성형기(shaper)와 상기 플라스틱 백을 밀봉하기 위한 장치를 포함하는, 폴리실리콘 덩어리를 포장하기 위한 장치용 포장 유닛(packaging unit)으로서, 상기 플라스틱 백을 형성하기 위한 성형기는 내마모성 코팅을 포함하는 것인 포장 유닛.
- 제3항에 있어서, 상기 성형기의 내마모성 코팅은 질화 티타늄(titanium nitride), 탄화 티타늄(titanium carbide), 질화 알루미늄 티타늄(aluminum titanium nitride) 및 다이아몬드상 카본(DLC)으로 이루어진 군으로부터 선택되는 포장 유닛.
- 제3항 또는 제4항에 있어서, 상기 플라스틱 백의 무접힘(fold-free) 성형을 위해, 튜브 예비성형기(tube preformer), 필름 스프레더, 상기 플라스틱 백 안으로 공기를 주입하기에 적합한 장치, 또는 이들 세 부품들의 조합을 포함하는 포장 유닛.
- 제3항 또는 제4항에 있어서, 상기 플라스틱 백을 밀봉하는 장치는 용접 장치(welding device)인 포장 유닛.
- 제1항 또는 제2항에 따른 투입 유닛과 제3항 또는 제4항에 따른 포장 유닛을 포함하는, 폴리실리콘 덩어리를 투입 및 포장하기 위한 장치.
- 폴리실리콘 덩어리의 투입 및 포장 방법으로서, 폴리실리콘 덩어리의 산물 흐름을 공급 채널을 통해 수송하고, 하나 이상의 스크린에 의해 조대 덩어리와 미세 덩어리로 분리하며, 투입 저울에 의해 목표 중량으로 칭량하고 투입하며, 배출 채널을 통해 배출하고 포장 유닛으로 수송하여 제1 플라스틱 백을 상기 폴리실리콘 덩어리로 충전하고 밀봉하며, 상기 폴리실리콘 덩어리 함유 플라스틱 백을 성형기에 의해 형성된 추가 플라스틱 백에 의해 포장한 다음 용접하고, 상기 하나 이상의 스크린과 상기 투입 저울은 적어도 부분적으로 이들의 표면상에 경질 금속을 포함하고 상기 플라스틱 백을 제조하는 성형기는 내마모성 코팅을 포함하는 것인 방법.
- 제8항에 있어서, 상기 폴리실리콘을 상기 제1 플라스틱 백으로 수직으로 도입하는 방법.
- 제8항 또는 제9항에 있어서, 상기 제1 플라스틱 백을 상기 제2 플라스틱 백으로 수평으로 도입하는 방법.
- 제8항 또는 제9항에 있어서, 상기 성형기의 내마모성 코팅은 질화 티타늄, 탄화 티타늄, 질화 알루미늄 티타늄 및 DLC로 이루어진 군으로부터 선택되는 방법.
- 제8항 또는 제9항에 있어서, 상기 플라스틱 백의 무접힘(fold-free) 성형을 위해, 튜브 예비성형기(tube preformer), 필름 스프레더, 상기 플라스틱 백 안으로 공기를 주입하기에 적합한 장치, 또는 이들 세 부품들의 조합을 사용하는 방법.
- 제8항 또는 제9항에 있어서, 상기 폴리실리콘 덩어리의 산물 흐름에 포함되지만 포장되지 않도록 의도되는 미세 물질을, 선별(screening)에 의해 상기 산물 흐름으로부터 분리하고 제품화 공정(production processes)에서 추가로 가공하는 방법.
- 제10항에 있어서, 상기 성형되고 수평으로 배치된 필름 튜브를, 아래 및 위에 배열된 성형 튜브들에 의해 평평하게 압착하는 방법.
- 제10항에 있어서, 상기 제2 플라스틱 백을 두 개의 용접 턱(welding jaws)에 의해 컨베이어 벨트상에서 용접하고, 상기 컨베이어 벨트를, 상기 제1 플라스틱 백이 상기 제2 플라스틱 백에서 미리 형성된 용접심(weld seam) 만큼 멀리 활주(slide)할 때까지 하강시킨 다음, 상기 용접 턱을 봉쇄(sealing)하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011003875.2 | 2011-02-09 | ||
| DE102011003875A DE102011003875A1 (de) | 2011-02-09 | 2011-02-09 | Verfahren und Vorrichtung zum Dosieren und Verpacken von Polysiliciumbruchstücken sowie Dosier- und Verpackungseinheit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120092017A true KR20120092017A (ko) | 2012-08-20 |
| KR101478872B1 KR101478872B1 (ko) | 2015-01-02 |
Family
ID=45655399
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR20120008166A Active KR101478872B1 (ko) | 2011-02-09 | 2012-01-27 | 폴리실리콘 덩어리의 투입 및 포장을 위한 방법 및 장치, 및 투입 및 포장 유닛 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8938936B2 (ko) |
| EP (1) | EP2487112B1 (ko) |
| JP (1) | JP5591840B2 (ko) |
| KR (1) | KR101478872B1 (ko) |
| CN (1) | CN102633002B (ko) |
| CA (1) | CA2764984C (ko) |
| DE (1) | DE102011003875A1 (ko) |
| ES (1) | ES2498946T3 (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101575933B1 (ko) * | 2012-12-14 | 2015-12-08 | 와커 헤미 아게 | 다결정 실리콘의 패킹 |
| KR20160001420A (ko) | 2014-06-27 | 2016-01-06 | 주식회사 에스에프에이 | 자동 포장시스템 및 이를 이용한 자동 포장방법 |
| KR20180074185A (ko) | 2016-12-23 | 2018-07-03 | 주식회사 에스에프에이 | 포장 백 성형 장치 및 성형 방법 |
| KR20210077268A (ko) | 2019-12-17 | 2021-06-25 | 주식회사 에스에프에이 | 포장용 백 성형장치 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012220422A1 (de) * | 2012-11-09 | 2014-05-15 | Wacker Chemie Ag | Verpackung von polykristallinem Silicium |
| DE102012222249A1 (de) | 2012-12-04 | 2014-06-05 | Wacker Chemie Ag | Verpackung von Polysilicium |
| DE102013203336A1 (de) * | 2013-02-28 | 2014-08-28 | Wacker Chemie Ag | Verpacken von Polysiliciumbruchstücken |
| DE102013214099A1 (de) * | 2013-07-18 | 2015-01-22 | Wacker Chemie Ag | Verpackung von polykristallinem Silicium |
| DE102013223883A1 (de) * | 2013-11-22 | 2015-05-28 | Wacker Chemie Ag | Verfahren zur Herstellung von polykristallinem Silicium |
| CN103723313B (zh) * | 2013-11-25 | 2015-09-02 | 安徽赛耐尔机械制造有限公司 | 多晶硅快速分类包装工艺 |
| CN103935538A (zh) * | 2014-04-11 | 2014-07-23 | 侯赢 | 一种用于包装秤的带式喂料机 |
| JP6200857B2 (ja) * | 2014-06-03 | 2017-09-20 | 信越化学工業株式会社 | 多結晶シリコンロッドの製造方法、多結晶シリコンロッド、および、多結晶シリコン塊 |
| CN105292596B (zh) * | 2014-06-16 | 2017-08-01 | 新特能源股份有限公司 | 一种多晶硅装袋计量控制系统 |
| MY177489A (en) * | 2014-09-26 | 2020-09-16 | Tokuyama Corp | Polysilicon package |
| DE102015209629A1 (de) | 2015-05-26 | 2016-12-01 | Wacker Chemie Ag | Verpackung von Polysilicium |
| DE102015211351A1 (de) * | 2015-06-19 | 2016-12-22 | Siltronic Ag | Siebplatte für Siebanlagen zum mechanischen Klassieren von Polysilicium |
| JP6472732B2 (ja) | 2015-09-15 | 2019-02-20 | 信越化学工業株式会社 | 樹脂材料、ビニール製袋、多結晶シリコン棒、多結晶シリコン塊 |
| CN106218928B (zh) * | 2016-08-31 | 2019-05-28 | 广东省现代农业装备研究所 | 一种转盘式物料自动计量包装装置 |
| CN108569432B (zh) * | 2017-03-07 | 2020-05-08 | 新特能源股份有限公司 | 多晶硅的称重方法和称重装置 |
| CN109094861A (zh) * | 2017-06-21 | 2018-12-28 | 新特能源股份有限公司 | 一种块状多晶硅的包装方法 |
| CN107934041B (zh) * | 2017-12-08 | 2019-12-27 | 湖南康寿制药有限公司 | 用于封装颗粒型药物的输送装置 |
| US11109686B2 (en) * | 2018-06-13 | 2021-09-07 | L&P Property Management Company | Method of making a continuous string of pocketed springs |
| CN112839901A (zh) * | 2018-10-31 | 2021-05-25 | 株式会社德山 | 多晶硅的防污方法 |
| CN109365289B (zh) * | 2018-12-13 | 2024-02-09 | 南京农业大学 | 一种拟南芥种子清选器及清选方法 |
| CN111232257B (zh) * | 2020-02-22 | 2021-08-10 | 宁夏秦禹建设工程有限公司 | 一种水利用防洪沙袋双层装袋装置 |
| CN114275243B (zh) * | 2022-01-11 | 2023-05-16 | 昆明频安印务有限公司 | 一种防菌包装生产设备及其方法 |
| CN117864547B (zh) * | 2024-03-11 | 2024-05-10 | 内蒙古星汉新材料有限公司 | 一种成品氟化钾出料收集装置 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5137792A (ja) | 1974-09-27 | 1976-03-30 | Mitsubishi Plastics Ind | Hijunochiisaibutsupin no hosohoho |
| SE455859B (sv) * | 1982-08-26 | 1988-08-15 | Olov Erland Gustavsson | Sett och apparat for att forpacka elastiskt komprimerbara material |
| DE3518829A1 (de) * | 1985-05-24 | 1986-11-27 | Heliotronic Forschungs- und Entwicklungsgesellschaft für Solarzellen-Grundstoffe mbH, 8263 Burghausen | Verfahren zur herstellung von formkoerpern aus siliciumgranulat fuer die erzeugung von siliciumschmelzen |
| DE3640520A1 (de) | 1986-11-27 | 1988-06-09 | Rovema Gmbh | Verfahren zum dosieren und verpacken von schuettfaehigen guetern und verpackungsmaschine zur durchfuehrung des verfahrens |
| JP2601649B2 (ja) | 1986-12-10 | 1997-04-16 | 大和製衡 株式会社 | 金属検出器付き計量包装装置 |
| US4947605A (en) * | 1988-11-10 | 1990-08-14 | E. I. Du Pont De Nemours And Company | Shrink-wrapping apparatus and method |
| US5122262A (en) * | 1990-01-12 | 1992-06-16 | Summers Thomas W | Separator screen with intermittent vacuum |
| JP3555309B2 (ja) * | 1996-02-27 | 2004-08-18 | 信越半導体株式会社 | 粒状物の自動計量供給装置 |
| US5699649A (en) * | 1996-07-02 | 1997-12-23 | Abrams; Andrew L. | Metering and packaging device for dry powders |
| US5919303A (en) * | 1997-10-16 | 1999-07-06 | Memc Electronic Materials, Inc. | Process for preparing a silicon melt from a polysilicon charge |
| DE19914998A1 (de) * | 1999-04-01 | 2000-10-12 | Wacker Chemie Gmbh | Schwingförderer und Verfahren zur Förderung von Siliciumbruch |
| US6321509B1 (en) * | 1999-06-11 | 2001-11-27 | Pactiv Corporation | Method and apparatus for inserting an oxygen scavenger into a modified atmosphere package |
| DE10204176A1 (de) | 2002-02-01 | 2003-08-14 | Wacker Chemie Gmbh | Vorrichtung und Verfahren zur kontaminationsarmen automatischen Verpackung von Polysiliciumbruch |
| DE10204570A1 (de) | 2002-02-04 | 2003-09-11 | Holland Letz Felo Werkzeug | Die Reibung und Verschleissfestigkeit erhöhende Beschichtung |
| US6722106B2 (en) * | 2002-03-18 | 2004-04-20 | Recot, Inc. | Vertical stand-up pouch |
| US6874713B2 (en) * | 2002-08-22 | 2005-04-05 | Dow Corning Corporation | Method and apparatus for improving silicon processing efficiency |
| US6811530B2 (en) * | 2003-03-06 | 2004-11-02 | Toray Plastics America, Inc. | Bag manufacturing former laminated films |
| DE102004048948A1 (de) * | 2004-10-07 | 2006-04-20 | Wacker Chemie Ag | Vorrichtung und Verfahren zum kontaminationsarmen, automatischen Brechen von Siliciumbruch |
| DE102006016323A1 (de) * | 2006-04-06 | 2007-10-11 | Wacker Chemie Ag | Verfahren und Vorrichtung zum Zerkleinern und Sortieren von Polysilicium |
| DE102006035081A1 (de) * | 2006-07-28 | 2008-01-31 | Wacker Chemie Ag | Verfahren und Vorrichtung zur Herstellung von klassiertem polykristallinen Siliciumbruch in hoher Reinheit |
| DE102007027110A1 (de) | 2007-06-13 | 2008-12-18 | Wacker Chemie Ag | Verfahren und Vorrichtung zum Verpacken von polykristallinem Siliciumbruch |
| CN103787336B (zh) * | 2008-09-16 | 2016-09-14 | 储晞 | 生产高纯颗粒硅的方法 |
| JP5680635B2 (ja) * | 2009-06-22 | 2015-03-04 | ガラ・インダストリーズ・インコーポレイテッドGala Industries, Inc. | 処理能力が向上したペレット化、乾燥、及び袋詰めの連続システム |
-
2011
- 2011-02-09 DE DE102011003875A patent/DE102011003875A1/de not_active Withdrawn
-
2012
- 2012-01-20 CA CA2764984A patent/CA2764984C/en not_active Expired - Fee Related
- 2012-01-25 US US13/357,643 patent/US8938936B2/en active Active
- 2012-01-27 KR KR20120008166A patent/KR101478872B1/ko active Active
- 2012-02-07 EP EP12154144.5A patent/EP2487112B1/de active Active
- 2012-02-07 ES ES12154144.5T patent/ES2498946T3/es active Active
- 2012-02-08 JP JP2012025508A patent/JP5591840B2/ja active Active
- 2012-02-08 CN CN201210027789.0A patent/CN102633002B/zh active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101575933B1 (ko) * | 2012-12-14 | 2015-12-08 | 와커 헤미 아게 | 다결정 실리콘의 패킹 |
| KR20160001420A (ko) | 2014-06-27 | 2016-01-06 | 주식회사 에스에프에이 | 자동 포장시스템 및 이를 이용한 자동 포장방법 |
| KR20180074185A (ko) | 2016-12-23 | 2018-07-03 | 주식회사 에스에프에이 | 포장 백 성형 장치 및 성형 방법 |
| KR20210077268A (ko) | 2019-12-17 | 2021-06-25 | 주식회사 에스에프에이 | 포장용 백 성형장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102633002A (zh) | 2012-08-15 |
| JP2012168175A (ja) | 2012-09-06 |
| CA2764984A1 (en) | 2012-08-09 |
| DE102011003875A1 (de) | 2012-08-09 |
| ES2498946T3 (es) | 2014-09-26 |
| JP5591840B2 (ja) | 2014-09-17 |
| CN102633002B (zh) | 2014-12-10 |
| CA2764984C (en) | 2014-10-07 |
| EP2487112A2 (de) | 2012-08-15 |
| EP2487112A3 (de) | 2012-09-05 |
| US8938936B2 (en) | 2015-01-27 |
| EP2487112B1 (de) | 2014-07-02 |
| KR101478872B1 (ko) | 2015-01-02 |
| US20120198793A1 (en) | 2012-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101478872B1 (ko) | 폴리실리콘 덩어리의 투입 및 포장을 위한 방법 및 장치, 및 투입 및 포장 유닛 | |
| TWI522502B (zh) | 多晶矽 | |
| CA2689053C (en) | Method and device for packaging crushed polycrystalline silicon material | |
| CA2783460C (en) | Method for packaging polycrystalline silicon | |
| EP2889590B1 (en) | Method for filling bags with a metered quantity of bulk material, apparatus and automatic machine for implementing the method | |
| US9550587B2 (en) | Packaging of polycrystalline silicon | |
| TWI572528B (zh) | 包裝多晶矽塊 | |
| CN207191503U (zh) | 一种颗粒包装设备的计量机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20120127 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20130828 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20140227 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20140926 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20141226 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20141226 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| FPAY | Annual fee payment |
Payment date: 20181213 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20181213 Start annual number: 5 End annual number: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20191212 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20191212 Start annual number: 6 End annual number: 6 |
|
| PR1001 | Payment of annual fee |
Payment date: 20201218 Start annual number: 7 End annual number: 7 |
|
| PR1001 | Payment of annual fee |
Payment date: 20221215 Start annual number: 9 End annual number: 9 |
|
| PR1001 | Payment of annual fee |
Payment date: 20231214 Start annual number: 10 End annual number: 10 |