KR20210077268A - 포장용 백 성형장치 - Google Patents
포장용 백 성형장치 Download PDFInfo
- Publication number
- KR20210077268A KR20210077268A KR1020190168718A KR20190168718A KR20210077268A KR 20210077268 A KR20210077268 A KR 20210077268A KR 1020190168718 A KR1020190168718 A KR 1020190168718A KR 20190168718 A KR20190168718 A KR 20190168718A KR 20210077268 A KR20210077268 A KR 20210077268A
- Authority
- KR
- South Korea
- Prior art keywords
- packaging bag
- moving
- unit
- stage
- pressing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/30—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers engaging opposed walls, e.g. suction-operated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B65/00—Details peculiar to packaging machines and not otherwise provided for; Arrangements of such details
- B65B65/02—Driving gear
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Abstract
Description
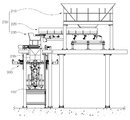
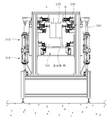
도 2는 도 1의 측면도이다.
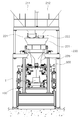
도 3은 도 2의 스테이지용 업/다운 이동모듈과 개봉부 오픈모듈이 도시된 도면이다.
도 4는 도 3의 'A'의 확대도이다.
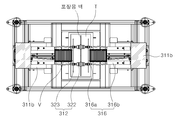
도 5는 도 3의 오픈모듈이 도시된 평면도이다.
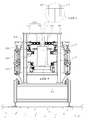
도 6은 도 5에서 포장용 봉투부의 개봉부가 오픈된 상태가 도시된 도면이다.
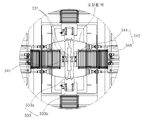
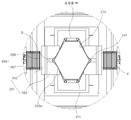
도 7은 도 2의 제1 내측면 가압부와 제2 내측면 가압부 및 외측면 가압부가 도시된 도면이다.
도 8은 도 7의 제1 내측면 가압부와 제2 내측면 가압부가 도시된 평면도이다.
도 9는 도 8의 중앙영역을 확대한 도면이다.
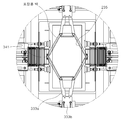
도 10은 도 7의 외측면 가압부가 포장용 봉투를 파지한 상태가 도시된 도면이다.
도 11은 도 10의 제1 내측면 가압부와 제2 내측면 가압부가 도시된 평면도이다.
도 12는 도 11의 중앙영역을 확대한 도면이다.
도 13는 도 10의 B-B선의 단면도이다.
235: 공급노즐부 300: 개봉부용 성형유닛
310: 스테이지용 업/다운 이동모듈 311: 스테이지용 이동 프레임부
313: 스테이지용 이동 가이드부 315: 하부 가압 실린더
316: 상부 가압 실린더 320: 개봉부 오픈모듈
321: 흡착부 322: 흡착패드
323: 패드 브라켓 325: 흡착용 이동부
330: 제1 내측면 가압부 331: 제1 성형핀
333: 로터리 실린더 335: 제1 내측면 가압용 구동부
340: 제2 내측면 가압부 341: 제2 성형핀
343: 제2 내측면 가압용 구동부 350: 외측면 가압부
351: 접촉블록 355: 접촉 블록용 이동 구동부
360: 트레이 클램핑모듈 361: 클램핑블록
363: 클램핑용 가압 구동부 T: 트레이
Claims (16)
- 상단부에 개봉부가 형성된 포장용 백(bag)이 적재된 트레이를 지지하는 스테이지유닛;
상기 스테이지유닛에 인접하게 배치되며, 상기 포장용 백에 수용되는 고형물을 상기 개봉부를 통해 상기 포장용 백의 내부로 공급하는 공급노즐부를 구비하는 고형물 공급유닛; 및
상기 스테이지유닛에 연결되며, 상기 포장용 백의 개봉부를 상기 공급노즐부의 형상에 상응하는 형상으로 가변시키는 개봉부용 성형유닛을 포함하는 포장용 백 성형장치. - 제1항에 있어서,
상기 개봉부용 성형유닛은,
설치면에 지지되는 하부 프레임;
상기 하부 프레임에 지지되며, 상기 스테이지유닛을 업/다운(up/down) 방향으로 이동시키는 스테이지용 업/다운 이동모듈;
상기 스테이지용 업/다운 이동모듈에 지지되며, 상기 포장용 백의 양측 외측면을 상호 반대방향으로 당겨 상기 개봉부를 오픈시키는 개봉부 오픈모듈; 및
상기 스테이지용 업/다운 이동모듈에 지지되며, 상기 포장용 백에 연결되어 상기 개봉부를 형상을 가변시키는 성형모듈을 포함하는 포장용 백 성형장치. - 제2항에 있어서,
상기 스테이지용 업/다운 이동모듈은,
상기 스테이지유닛을 지지하며, 업/다운(up/down) 방향으로 이동되는 스테이지용 이동 프레임부;
상기 하부 프레임부에 결합되며, 상기 스테이지용 이동 프레임부에 결합되어 상기 스테이지용 이동 프레임부의 이동을 가이드하는 스테이지용 이동 가이드부; 및
상기 하부 프레임부에 지지되며, 상기 스테이지용 이동 프레임부에 연결되어 상기 스테이지용 이동 프레임부를 이동시키는 스테이지용 이동 구동부를 포함하는 포장용 백 성형장치. - 제3항에 있어서,
상기 스테이지용 이동 구동부는,
상기 하부 프레임부에 결합되는 하부 가압 실린더;
상기 하부 가압 실린더에 지지되고 상기 하부 가압 실린더의 상측에 배치되며, 상기 스테이지용 이동 프레임부에 연결되는 상부 가압 실린더를 포함하는 포장용 백 성형장치. - 제4항에 있어서,
상기 하부 가압 실린더는,
상기 하부 프레임부에 결합되는 하부 가압 실린더 로드부; 및
상기 하부 가압 실린더 로드부가 상대이동 가능하게 결합되며, 상기 하부 가압 실린더 로드부를 이동시키는 하부 가압 실린더 본체부를 포함하며,
상기 상부 가압 실린더는,
상기 스테이지용 이동 프레임부가 결합되는 상부 가압 실린더 로드부; 및
상기 상부 가압 실린더 로드부가 상대이동 가능하게 결합되어 상기 상부 가압 실린더 로드부를 이동시키며, 상기 하부 가압 실린더 본체부에 결합되는 상부 가압 실린더 본체부를 포함하는 포장용 백 성형장치. - 제2항에 있어서,
상기 개봉부 오픈모듈은, 한 쌍으로 마련되어 상기 포장용 백을 사이에 두고 상호 이격되어 배치되며,
상기 개봉부 오픈모듈은,
상기 포장용 백의 외측면에 진공흡착되는 흡착부; 및
상기 스테이지용 업/다운 이동모듈에 연결되며, 상기 흡착부를 상기 포장용 백에 접근 및 이격되는 방향으로 이동시키는 흡착용 이동부를 포함하는 포장용 백 성형장치. - 제6항에 있어서,
상기 흡착부는,
상기 포장용 백의 외측면에 접촉되는 흡착패드; 및
상기 흡착패드가 결합되는 패드 브라켓을 포함하며,
상기 흡착용 이동부는,
상기 패드 브라켓에 결합되는 흡착용 가압 실린더 로드부; 및
상기 흡착용 가압 실린더 로드부가 상대이동 가능하게 결합되며, 상기 흡착용 가압 실린더 로드부를 이동시키는 흡착용 가압 실린더 본체부를 포함하는 포장용 백 성형장치. - 제2항에 있어서,
상기 성형모듈은,
상기 포장용 백의 내측면을 가압하는 제1 내측면 가압부;
상기 제1 내측면 가압부에 이웃하게 배치되며, 상기 포장용 백의 내측면을 가압하는 제2 내측면 가압부; 및
상기 제2 내측면 가압부에 이웃하게 배치되며, 상기 제2 내측면 가압부가 가압하는 포장용 백의 내측면의 반대편에 위치하는 외측면을 가압하여 상기 포장용 백을 파지하는 외측면 가압부를 포함하는 포장용 백 성형장치. - 제8항에 있어서,
상기 제1 내측면 가압부는,
상기 포장용 백의 내측면에 접촉되며, 상호 이격되어 배치되는 한 쌍의 제1 성형핀;
상기 한 쌍의 제1 성형핀에 연결되며, 상기 한 쌍의 제1 성형핀을 상호 접근 및 이격되게 회동시키는 로터리 실린더; 및
상기 로터리 실린더를 지지하며, 상기 제1 성형핀을 상기 포장용 백의 내측면에 대해 접근 및 이격되는 방향으로 이동시키는 제1 내측면 가압용 구동부를 포함하는 포장용 백 성형장치. - 제9항에 있어서,
상기 제1 내측면 가압용 구동부는,
상기 로터리 실린더가 결합되는 제1 내측면 가압용 실린더 로드부; 및
상기 제1 내측면 가압용 실린더 로드부가 상대이동 가능하게 결합되며, 상기 제1 내측면 가압용 실린더 로드부를 이동시키는 제1 내측면 가압용 실린더 본체부를 포함하는 포장용 백 성형장치. - 제8항에 있어서,
상기 제2 내측면 가압부는,
상기 포장용 백의 내측면에 접촉되는 제2 성형핀; 및
상기 제2 성형핀을 지지하며, 상기 제2 성형핀을 상기 포장용 백의 내측면에 대해 접근 및 이격되는 방향으로 이동시키는 제2 내측면 가압용 구동부를 포함하는 포장용 백 성형장치. - 제9항에 있어서,
상기 제2 내측면 가압용 구동부는,
상기 제2 성형핀이 결합되는 제2 내측면 가압용 실린더 로드부; 및
상기 제2 내측면 가압용 실린더 로드부가 상대이동 가능하게 결합되며, 상기 제2 내측면 가압용 실린더 로드부를 이동시키는 제2 내측면 가압용 실린더 본체부를 포함하는 포장용 백 성형장치. - 제8항에 있어서,
상기 외측면 가압부는,
상기 포장용 백의 외측면에 접촉되는 접촉블록; 및
상기 접촉블록을 지지하며, 상기 접촉블록을 상기 포장용 백의 외측면에 대해 접근 및 이격되는 방향으로 이동시키는 접촉 블록용 이동 구동부를 포함하는 포장용 백 성형장치. - 제13항에 있어서,
상기 접촉 블록용 이동 구동부는,
상기 접촉블록이 결합되는 블록 이동용 실린더 로드부; 및
상기 블록 이동용 실린더 로드부가 상대이동 가능하게 결합되며, 상기 블록 이동용 실린더 로드부를 이동시키는 블록 이동용 실린더 본체부를 포함하는 포장용 백 성형장치. - 제2항에 있어서,
상기 개봉부용 성형유닛은,
상기 스테이지용 업/다운 이동모듈에 지지되며, 상기 트레이를 클램핑하는 트레이 클램핑모듈을 더 포함하며,
상기 트레이 클램핑모듈은, 한 쌍으로 마련되어 상기 트레이를 사이에 두고 상호 이격되어 배치되며,
상기 트레이 클램핑모듈은,
상기 트레이를 가압하는 클램핑블록; 및
상기 스테이지용 업/다운 이동모듈에 연결되며, 상기 클램핑블록를 상기 트레이에 접근 및 이격되는 방향으로 이동시키는 클램핑용 가압 구동부를 포함하는 포장용 백 성형장치. - 제15항에 있어서,
상기 클램핑용 가압 구동부는,
상기 클램핑블록이 결합되는 블록 가압용 실린더 로드부; 및
상기 블록 가압용 실린더 로드부가 상대이동 가능하게 결합되며, 상기 블록 가압용 실린더 로드부를 이동시키는 블록 가압용 실린더 본체부를 포함하는 포장용 백 성형장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190168718A KR102355207B1 (ko) | 2019-12-17 | 2019-12-17 | 포장용 백 성형장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020190168718A KR102355207B1 (ko) | 2019-12-17 | 2019-12-17 | 포장용 백 성형장치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20210077268A true KR20210077268A (ko) | 2021-06-25 |
| KR102355207B1 KR102355207B1 (ko) | 2022-01-25 |
Family
ID=76629137
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190168718A Active KR102355207B1 (ko) | 2019-12-17 | 2019-12-17 | 포장용 백 성형장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102355207B1 (ko) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH075728U (ja) * | 1993-06-29 | 1995-01-27 | 株式会社岡部ロック | 袋敷設装置 |
| JPH08119230A (ja) * | 1994-10-28 | 1996-05-14 | Iseki & Co Ltd | 葉野菜類の袋詰め装置の袋取出し開袋装置 |
| KR20120092017A (ko) | 2011-02-09 | 2012-08-20 | 와커 헤미 아게 | 폴리실리콘 덩어리의 투입 및 포장을 위한 방법 및 장치, 및 투입 및 포장 유닛 |
| KR101242769B1 (ko) * | 2012-12-06 | 2013-03-25 | 주식회사 린도이앤씨 | 사료 포장장치 |
| KR20150068791A (ko) * | 2013-12-12 | 2015-06-22 | 주식회사 에스에프에이 | 포장용 백 성형장치 |
| KR101882941B1 (ko) * | 2016-12-23 | 2018-07-30 | 주식회사 에스에프에이 | 포장 백 성형 장치 및 성형 방법 |
-
2019
- 2019-12-17 KR KR1020190168718A patent/KR102355207B1/ko active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH075728U (ja) * | 1993-06-29 | 1995-01-27 | 株式会社岡部ロック | 袋敷設装置 |
| JPH08119230A (ja) * | 1994-10-28 | 1996-05-14 | Iseki & Co Ltd | 葉野菜類の袋詰め装置の袋取出し開袋装置 |
| KR20120092017A (ko) | 2011-02-09 | 2012-08-20 | 와커 헤미 아게 | 폴리실리콘 덩어리의 투입 및 포장을 위한 방법 및 장치, 및 투입 및 포장 유닛 |
| KR101242769B1 (ko) * | 2012-12-06 | 2013-03-25 | 주식회사 린도이앤씨 | 사료 포장장치 |
| KR20150068791A (ko) * | 2013-12-12 | 2015-06-22 | 주식회사 에스에프에이 | 포장용 백 성형장치 |
| KR101882941B1 (ko) * | 2016-12-23 | 2018-07-30 | 주식회사 에스에프에이 | 포장 백 성형 장치 및 성형 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102355207B1 (ko) | 2022-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3906161B2 (ja) | 高純度のポリシリコン砕片の低コストで汚染の少ない包装方法及び包装装置、並びに自動包装機械の使用 | |
| KR102254056B1 (ko) | 프레임체 지그, 수지 공급 지그 및 그 계량 방법, 몰드 수지의 계량 장치 및 방법, 수지 공급 장치, 수지 공급 계량 장치 및 방법과, 수지 몰드 장치 및 방법 | |
| JP2018188219A (ja) | 熱封止可能な材料で作られた袋に1用量の疎性製品を充填するための自動包装機械 | |
| CN215245747U (zh) | 玻璃瓶自动装箱系统 | |
| KR100353341B1 (ko) | 리이드프레임성형장치 | |
| KR101613124B1 (ko) | 자동 포장시스템 및 이를 이용한 자동 포장방법 | |
| CN109367899A (zh) | 自动搬运撑袋装料装置 | |
| KR20170136333A (ko) | 로터리형 모노도즈 포장장치 및 포장방법 | |
| JP3608815B2 (ja) | 液体容器搬送処理装置 | |
| CN110155383A (zh) | 一种自动定量包装机 | |
| CN107039324A (zh) | 一种全自动管式pecvd上下料机及方法 | |
| KR102355207B1 (ko) | 포장용 백 성형장치 | |
| CN201890373U (zh) | 一种便捷式大米包装缝包输送装置 | |
| CN1121333C (zh) | 包装机器及其控制装置和控制方法,包装物品进纸盒的方法 | |
| KR101882941B1 (ko) | 포장 백 성형 장치 및 성형 방법 | |
| CN115991309A (zh) | 套袋机 | |
| CN209282182U (zh) | 一种晶圆盒的上料装置 | |
| CN219097124U (zh) | 套袋机 | |
| KR101561217B1 (ko) | 포장용 백 성형장치 | |
| CN211365039U (zh) | 一种适配器及网线自动装盒设备 | |
| CN210001572U (zh) | 一种灌装机瓶口定位及升降装置 | |
| CN111437964B (zh) | 一种硅原料处理系统 | |
| CN223591058U (zh) | 瓶子侧排列输送机构 | |
| CN119590687B (zh) | 一种物料装箱机 | |
| CN204355751U (zh) | 注液封装机的下料系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20191217 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20210629 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20211229 |
|
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20220120 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20220120 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20241223 Start annual number: 4 End annual number: 4 |