KR20120094837A - 형 체결 장치 - Google Patents
형 체결 장치 Download PDFInfo
- Publication number
- KR20120094837A KR20120094837A KR1020120009711A KR20120009711A KR20120094837A KR 20120094837 A KR20120094837 A KR 20120094837A KR 1020120009711 A KR1020120009711 A KR 1020120009711A KR 20120009711 A KR20120009711 A KR 20120009711A KR 20120094837 A KR20120094837 A KR 20120094837A
- Authority
- KR
- South Korea
- Prior art keywords
- plate
- mold
- hydraulic
- fixed
- mold clamping
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/20—Opening, closing or clamping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/26—Mechanisms or devices for locking or opening dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/64—Mould opening, closing or clamping devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
베이스(12)와, 고정 금형(19)이 부착되는 고정반(15)과, 상기 고정반(15)에 대하여 복수의 타이바(20)에 의해 연결되는 수압반(18)과, 고정반(15)과 수압반(18) 사이에 설치되고 가동 금형(22)이 부착되는 가동반(21)과, 상기 고정 금형(19)과 가동 금형(22)을 형 체결하는 형 체결 기구(37)가 배열설치된 형 체결 장치에 있어서, 수압반(18)에는 형 개폐 방향의 축(B)에 직교하는 면(C)에 대하여 상하 방향 및 좌우 방향의 반의 각도가 변경 가능한 각도 조정 기구(40)가 설치되어 있다.
Description
도 2는 본 실시형태의 형 체결 장치의 평면도이다.
도 3은 본 실시형태의 형 체결 장치의 고정반을 베이스에 부착한 부분의 확대 단면도이다.
도 4는 본 실시형태의 형 체결 장치의 수압반을 베이스에 부착한 부분의 확대 단면도이다.
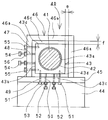
도 5는 본 실시형태의 수압반의 각도 조정 기구의 단면도이다.
도 6은 도 5에 있어서의 A-A선의 단면도이다.
도 7은 본 실시형태의 형 체결 장치의 형 체결시의 상태를 모식적으로 나타낸 정면도이다.
도 8은 본 실시형태의 형 체결 장치의 형 체결시의 상태를 모식적으로 나타낸 평면도이다.
도 9는 본 실시형태의 형 체결 장치의 수압반 및 고정반의 각도 조정시의 상태를 모식적으로 나타낸 평면도이다.
도 10은 종래의 일반적인 형 체결 장치의 형 체결시의 문제를 나타내는 도면이다.
도 11은 종래의 일반적인 형 체결 장치에 있어서, 타이바의 너트를 조정하여 고정반과 가동반이 평행해지도록 조정이 행해졌을 때의 도면이다.
도 12는 도 11의 상태로부터 형 체결을 했을 때의 문제를 나타내는 도면이다.
12…베이스
13…형 체결 장치
14…사출 장치
15…고정반
18…수압반
19…고정 금형
20…타이바
21…가동반
22…가동 금형
23…누름 부재
32…숄더 볼트
33…구면 베어링
37…형 체결 실린더
38…실린더부
40…각도 조정 기구
41…삽입 부재
43…조정 블록
51, 52, 54, 55…조정용 볼트
57…리니어 가이드 기구
B…형 개폐 방향의 축
C…형 개폐 방향의 축(B)에 직교하는 면
a, b, c, d, e, f…클리어런스
Claims (4)
- 베이스와, 고정 금형이 부착되는 고정반과, 상기 고정반에 대하여 복수의 타이바에 의해 연결되는 수압반과, 고정반과 수압반 사이에 설치되고 가동 금형이 부착되는 가동반과, 상기 고정 금형과 가동 금형을 형 체결하는 형 체결 기구가 배열설치된 형 체결 장치에 있어서,
수압반에는 형 개폐 방향의 축에 직교하는 면에 대하여 상하 방향 및 좌우 방향의 반의 각도가 변경 가능한 각도 조정 기구가 설치된 것을 특징으로 하는 형 체결 장치. - 제 1 항에 있어서, 수압반의 양측 하부는 베이스에 대하여 적어도 슬라이딩운동이 자유롭게 설치되어 있는 것을 특징으로 하는 형 체결 장치.
- 제 1 항에 있어서, 수압반의 하면 중앙부에는 베이스에 대하여 반을 축지지하는 축지지부가 설치된 것을 특징으로 하는 형 체결 장치.
- 제 1 항 내지 제 3 항 중 어느 한 항에 있어서, 수압반에는 형 체결 실린더가 배치되고, 형 체결 실린더의 실린더부의 후단 또는 후부에 가깝게 상기 각도 조정 기구가 설치된 것을 특징으로 하는 형 체결 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011031542A JP5240874B2 (ja) | 2011-02-17 | 2011-02-17 | 型締装置 |
| JPJP-P-2011-031542 | 2011-02-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20120094837A true KR20120094837A (ko) | 2012-08-27 |
| KR101329591B1 KR101329591B1 (ko) | 2013-11-15 |
Family
ID=46655455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020120009711A Expired - Fee Related KR101329591B1 (ko) | 2011-02-17 | 2012-01-31 | 형 체결 장치 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP5240874B2 (ko) |
| KR (1) | KR101329591B1 (ko) |
| CN (1) | CN102642261B (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113795343A (zh) * | 2019-03-04 | 2021-12-14 | 芝浦机械株式会社 | 注射装置以及成型机 |
| CN115052733A (zh) * | 2020-03-13 | 2022-09-13 | 欧姆龙株式会社 | 模具更换装置及成形装置 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014017626A1 (ja) | 2012-07-27 | 2014-01-30 | 日産自動車株式会社 | カメラ装置、立体物検出装置及びレンズ洗浄方法 |
| CN104290258A (zh) * | 2013-07-18 | 2015-01-21 | 昆山德安模具设计有限公司 | 一种新型注塑机 |
| JP5908556B1 (ja) | 2014-10-03 | 2016-04-26 | ファナック株式会社 | 射出成形機の駆動機構 |
| KR102182055B1 (ko) * | 2015-07-23 | 2020-11-23 | 엘에스엠트론 주식회사 | 사출성형기의 형체장치 |
| EP3878624B1 (en) * | 2016-03-31 | 2023-08-02 | Kyoraku Co., Ltd. | Mold clamping device |
| JP6407923B2 (ja) | 2016-08-29 | 2018-10-17 | ファナック株式会社 | 射出成形機の型締装置 |
| DE102017005903A1 (de) * | 2017-06-22 | 2018-12-27 | Stack Mold Plus UG (haftungsbeschränkt) | Vorrichtung zum Festsetzen und/oder Lösen von Spritzgussformen, Mittel und Verfahren |
| CN108973054A (zh) * | 2018-08-15 | 2018-12-11 | 东毓(宁波)油压工业有限公司 | 一种卧式射出机中座机构 |
| CN110588051A (zh) * | 2019-10-12 | 2019-12-20 | 广东泰吉鑫机械有限公司 | 一种新型合模机的可拆分主模座 |
| CN111231182B (zh) * | 2020-03-07 | 2025-05-06 | 珠海市朗冠精密模具有限公司 | 可设定行程精密金属开闭器 |
| CN117140887B (zh) * | 2023-09-06 | 2026-04-14 | 江西鸿泰模具有限公司 | 一种用于模具加工的自动合模机 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10309906B3 (de) * | 2003-02-25 | 2004-06-09 | Karl Hehl | Formschließeinheit für eine Spritzgießmaschine zur Verarbeitung von Kunststoffen |
| JP4990600B2 (ja) * | 2006-11-13 | 2012-08-01 | キヤノン化成株式会社 | ゴムローラの製造装置 |
| JP4516097B2 (ja) * | 2007-06-13 | 2010-08-04 | 株式会社名機製作所 | 型締装置 |
| JP2010089295A (ja) * | 2008-10-06 | 2010-04-22 | Sodick Plastech Co Ltd | 射出成形機の横型型締装置 |
| JP5473281B2 (ja) * | 2008-09-10 | 2014-04-16 | 東洋機械金属株式会社 | 成形機 |
| CN201520042U (zh) * | 2009-11-20 | 2010-07-07 | 北京化工大学 | 一种塑料注射成型机合模机构 |
-
2011
- 2011-02-17 JP JP2011031542A patent/JP5240874B2/ja active Active
-
2012
- 2012-01-31 KR KR1020120009711A patent/KR101329591B1/ko not_active Expired - Fee Related
- 2012-02-01 CN CN201210022403.7A patent/CN102642261B/zh not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113795343A (zh) * | 2019-03-04 | 2021-12-14 | 芝浦机械株式会社 | 注射装置以及成型机 |
| CN115052733A (zh) * | 2020-03-13 | 2022-09-13 | 欧姆龙株式会社 | 模具更换装置及成形装置 |
| CN115052733B (zh) * | 2020-03-13 | 2024-02-23 | 欧姆龙株式会社 | 模具更换装置及成形装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102642261A (zh) | 2012-08-22 |
| JP2012166530A (ja) | 2012-09-06 |
| KR101329591B1 (ko) | 2013-11-15 |
| CN102642261B (zh) | 2014-11-26 |
| JP5240874B2 (ja) | 2013-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101329591B1 (ko) | 형 체결 장치 | |
| KR102180308B1 (ko) | 금형 반송용 롤러 유닛 | |
| JP5380183B2 (ja) | 射出圧縮成型機の型締装置、および、射出圧縮成型装置 | |
| US11858185B2 (en) | Opening/closing apparatus and molding apparatus comprising the same | |
| CN110774519B (zh) | 注塑成型机的金属模具输送引导装置 | |
| CN104015321B (zh) | 注塑成型机的合模装置 | |
| JP4750195B2 (ja) | ノズルタッチ機構部を備えた射出成形機 | |
| JP2014208435A (ja) | 射出成形機のトグル式型締機構 | |
| CN101733870A (zh) | 模具紧固装置 | |
| WO2013155884A1 (zh) | 一种机铰直压锁模机构 | |
| CN100496934C (zh) | 用于活动部分的支承装置和模具夹紧单元 | |
| US9254597B2 (en) | Adjustment mechanism for movable platen | |
| JP6266404B2 (ja) | ガイドレール取付け具 | |
| CN105881850A (zh) | 一种滑脚组件及应用其的动模板支撑结构 | |
| JP5240873B2 (ja) | 型締装置 | |
| US20150099030A1 (en) | Die clamping apparatus of injection molding machine with platen adjustment mechanism | |
| KR20180017694A (ko) | 사출성형기의 이동 형판의 위치 조절 장치 | |
| KR101589816B1 (ko) | 사출 성형기용 클램핑 유닛 및 클램핑 유닛을 구비하는 사출 성형기 | |
| CA2477327A1 (en) | Mold closing device with mold height adjustment and method for actuation thereof | |
| JP4463787B2 (ja) | 射出成形機の型締装置 | |
| JP2000301569A (ja) | 固定盤の支持構造 | |
| KR102329566B1 (ko) | 수직식 프레스 성형기 | |
| JP5409533B2 (ja) | 成形装置 | |
| JPS60149411A (ja) | 横型型締装置 | |
| JP4963057B2 (ja) | 射出成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| FPAY | Annual fee payment |
Payment date: 20170825 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20180802 Year of fee payment: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20191109 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20191109 |