KR20130000920A - 경량화 스틸스터드의 제조방법 및 그 장치 - Google Patents
경량화 스틸스터드의 제조방법 및 그 장치 Download PDFInfo
- Publication number
- KR20130000920A KR20130000920A KR1020110061737A KR20110061737A KR20130000920A KR 20130000920 A KR20130000920 A KR 20130000920A KR 1020110061737 A KR1020110061737 A KR 1020110061737A KR 20110061737 A KR20110061737 A KR 20110061737A KR 20130000920 A KR20130000920 A KR 20130000920A
- Authority
- KR
- South Korea
- Prior art keywords
- roll forming
- roll
- galvanized steel
- stud
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/14—Bending sheet metal along straight lines, e.g. to form simple curves by passing between rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
Description
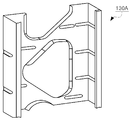
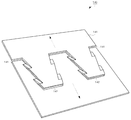
도 3a-3c는 종래의 기능성 스틸스터드의 전단 패턴을 나타낸 도면,
도 4 및 도 5는 종래의 경량화 스틸스터드 및 그 제조 공정을 나타낸 도면,
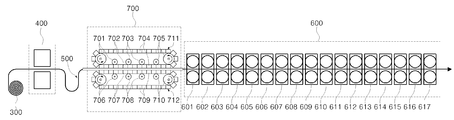
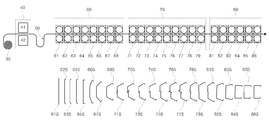
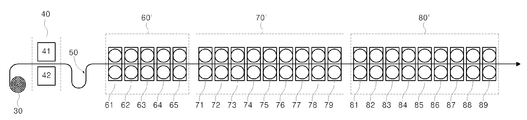
도 6 및 도 7은 본 발명에 따른 경량화 스틸스터드의 제조공정 및 제조장치를 나타내는 도면,
도 8은 1차 롤포밍 공정의 롤세트 및 성형된 아연도금 강대의 형상을 보여주는 도면,
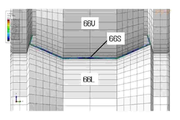
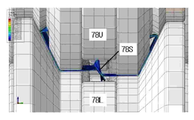
도 9a-9b는 홀 확장 공정의 롤세트 및 확장된 아연도금 강대의 형상을 보여주는 도면,
도 10은 홀 확장 공정의 시뮬레이션 도면,
도 11은 본 발명의 다른 실시예에 따른 경량화 스틸스터드의 제조장치를 나타내는 공정도,
도 12는 본 발명의 또 다른 실시예에 따른 경량화 스틸스터드의 제조장치를 나타내는 공정도,
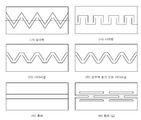
도 13은 홀 확장이 가능한 프레스 전단 패턴을 나타내는 도면,
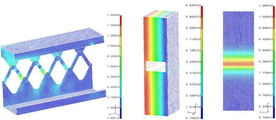
도 14a-14b는 건식벽체의 구조 및 전열 해석을 위한 유한요소 모델,
도 15는 스틸스터드의 유효응력 및 이면 상승온도의 사례를 나타내는 도면.
| 모델타입 | 최대 강도 [㎫] | 최대 외면 상승-온도 [℃] | 웹 확장 (%) |
| 삼각형 | 160 | 93 | 12.4 |
| 직각 사각형 | 221 | 86 | 12.4 |
| 사다리꼴 | 155 | 88 | 12.4 |
| 상부에 호가 있는 사다리꼴 | 156 | 89 | 14.4 |
| 종래 일반 스터드 패턴 | 67 | 139 | 0.0 |
| 종래 기능성 스터드 패턴(Ω) | 375 | 58 | 0.0 |
30 : 언코일러 40 : 연속프레스전단부
50 : 루퍼 60,60´,60″: 1차 롤포밍부
70,70´,70″: 홀확장부 80,80´,80″: 2차 롤포밍부
Claims (10)
- 아연도금 강대에 일정한 패턴으로 전단하는 연속 프레스 전단공정;
전단된 아연도금 강대의 가장자리 단면을 성형하는 1차 롤포밍 공정;
상기 1차 롤포밍 공정을 통과한 아연도금 강대의 웹 부분에 홀을 갖도록 전단된 패턴을 점진적으로 확장시키는 홀 확장 공정; 및
상기 홀 확장 공정을 통과한 아연도금 강대를 "ㄷ"자 형태의 최종 스틸스터드로 성형하는 2차 롤포밍 공정을 포함하는 경량화 스틸스터드의 제조방법. - 제 1항에 있어서, 상기 연속 프레스 전단공정은 홀 확장이 가능하도록 삼각형이나 직각 사각형, 사다리꼴, 상부에 호가 있는 사다리꼴 중 하나의 패턴으로 전단함을 특징으로 하는 경량화 스틸스터드의 제조방법.
- 제 2항에 있어서, 상기 홀 확장 공정은 상부에 호가 있는 사다리꼴 형상의 전단 패턴을 확장하여 웹 부분에 홀이 형성되도록 함을 특징으로 하는 경량화 스틸스터드의 제조방법
- 제 1항에 있어서, 상기 홀 확장 공정은 아연도금 강대가 확장될 때 폭방향으로 미끄러짐이 발생하지 않도록 양쪽 가장자리 부분에 최소한의 굽힘 형상이 요구되는 롤설계방식에 따라 1차 롤포밍 공정의 3번째 이후에서 7번째 이후 위치 중 하나의 위치에서 이루어짐을 특징으로 하는 경량화 스틸스터드의 제조방법.
- 아연도금 강대로부터 경량화된 스틸스터드를 제조하기 위한 장치에 있어서,
투입되는 상기 아연도금 강대에 일정한 패턴으로 전단하는 연속 프레스 전단부; 및
상기 전단된 아연도금 강대를 롤포밍하여 스틸스터드를 만드는 복수의 롤 세트들로 구성되는 롤포밍장치를 포함하되,
상기 롤포밍장치는
상기 전단된 아연도금 강대의 가장자리 단면을 성형하는 1차 롤포밍부;
상기 1차 롤포밍부를 통과한 아연도금 강대의 웹 부분에 홀을 갖도록 전단된 패턴을 점진적으로 확장시키는 홀확장부; 및
상기 홀확장부를 통과한 아연도금 강대를 "ㄷ"자 형태의 최종 스틸스터드로 성형하는 2차 롤포밍부를 구비함을 특징으로 하는 경량화 스틸스터드의 제조장치. - 제 5항에 있어서, 상기 연속 프레스 전단부와 롤포밍장치 사이에는 루퍼가 설치됨을 특징으로 하는 경량화 스틸스터드의 제조장치.
- 제 5항에 있어서, 상기 1차 롤포밍부는 복수의 롤 세트들 중 3쌍∼8쌍의 롤 세트를 갖는 스탠드로 구성됨을 특징으로 하는 경량화 스틸스터드의 제조장치.
- 제 5항에 있어서, 상기 홀확장부는 3쌍∼10쌍의 롤세트를 갖는 스탠드로 구성됨을 특징으로 하는 경량화 스틸스터드의 제조장치.
- 제 5항에 있어서, 상기 2차 롤포밍부는 3쌍∼11쌍의 롤세트를 갖는 스탠드로 구성됨을 특징으로 하는 경량화 스틸스터드의 제조장치.
- 제 7항 내지 제 9항 중 어느 한항에 있어서, 상기 롤포밍장치는 복수의 롤 세트들 중 선두에 위치한 8쌍의 롤 세트를 갖는 스탠드로 1차 롤포밍부를 구성하며, 그 다음 9쌍의 롤세트를 갖는 스탠드로 홀확장부를 구성하고, 그 다음 6쌍의 롤세트를 갖는 스탠드로 2차 롤포밍부를 구성함을 특징으로 하는 경량화 스틸스터드의 제조장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020110061737A KR20130000920A (ko) | 2011-06-24 | 2011-06-24 | 경량화 스틸스터드의 제조방법 및 그 장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020110061737A KR20130000920A (ko) | 2011-06-24 | 2011-06-24 | 경량화 스틸스터드의 제조방법 및 그 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20130000920A true KR20130000920A (ko) | 2013-01-03 |
Family
ID=47834253
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020110061737A Ceased KR20130000920A (ko) | 2011-06-24 | 2011-06-24 | 경량화 스틸스터드의 제조방법 및 그 장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20130000920A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015063274A1 (en) * | 2013-10-31 | 2015-05-07 | Umicore Building Products France | Patterned rolled zinc alloy sheet |
| CN119500861A (zh) * | 2025-01-21 | 2025-02-25 | 常州市君成机械有限公司 | 一种建筑钢构件加工用冲压装置 |
-
2011
- 2011-06-24 KR KR1020110061737A patent/KR20130000920A/ko not_active Ceased
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015063274A1 (en) * | 2013-10-31 | 2015-05-07 | Umicore Building Products France | Patterned rolled zinc alloy sheet |
| US10494812B2 (en) | 2013-10-31 | 2019-12-03 | Umicore Building Products France | Patterned rolled zinc alloy sheet |
| CN119500861A (zh) * | 2025-01-21 | 2025-02-25 | 常州市君成机械有限公司 | 一种建筑钢构件加工用冲压装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7797908B2 (en) | Metal framing member | |
| RS61365B1 (sr) | Profili | |
| CN103548225A (zh) | 支撑件组装用通道 | |
| US20130104474A1 (en) | Fire rated radius wall structure | |
| US7820302B2 (en) | Planar metal element and profile element | |
| RU2017141016A (ru) | Противопожарная манжета | |
| CA2958693C (en) | Drywall to acoustical ceiling tiles transition trims | |
| US8590160B2 (en) | Grid runner cap anchoring lance | |
| KR20130000920A (ko) | 경량화 스틸스터드의 제조방법 및 그 장치 | |
| AU2012297120C1 (en) | Construction profile and method and device for producing such a construction profile | |
| CA2788572C (en) | Apparatus for manufacturing a metal framing member | |
| EP2855791B1 (en) | Deformable guide for partitions, false ceilings and spandrels in general | |
| CN219825954U (zh) | 一种建筑型材 | |
| RU2379444C1 (ru) | Уголок сетчатый равнополочный и способ его изготовления | |
| DE602005014796D1 (de) | Aus einem profilgewalzten metallprodukt hergestelltes rohr und herstellungsverfahren dafür | |
| CN213773893U (zh) | 一种新型装配式泡沫混凝土保温板 | |
| CN204225350U (zh) | 一种新型企口式轻质墙板 | |
| JP2007063982A (ja) | 建築材 | |
| CN209277329U (zh) | 弧形天地龙骨 | |
| AT12602U1 (de) | Abgehängte kühl-/heizdecke | |
| CN203281688U (zh) | 多缝弧形金属网冷弯成型生产线系统 | |
| CN213952617U (zh) | 一种便于预弯的弧形幕墙铝板 | |
| RU210145U1 (ru) | Строительный металлический профиль коробчатой формы для перегородок шахтного типа | |
| RU45751U1 (ru) | Строительный элемент | |
| JP6849227B2 (ja) | 壁下地材とこれを用いた壁施工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20110624 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20121009 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20130401 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20121009 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| X091 | Application refused [patent] | ||
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20130401 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20121207 Comment text: Amendment to Specification, etc. |
|
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20130527 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20130424 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20130401 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20121207 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20121009 |
|
| X601 | Decision of rejection after re-examination |