KR20140001253A - 박육부의 실질적인 정압 사출 성형을 위한 방법 및 장치 - Google Patents
박육부의 실질적인 정압 사출 성형을 위한 방법 및 장치 Download PDFInfo
- Publication number
- KR20140001253A KR20140001253A KR1020137030714A KR20137030714A KR20140001253A KR 20140001253 A KR20140001253 A KR 20140001253A KR 1020137030714 A KR1020137030714 A KR 1020137030714A KR 20137030714 A KR20137030714 A KR 20137030714A KR 20140001253 A KR20140001253 A KR 20140001253A
- Authority
- KR
- South Korea
- Prior art keywords
- mold cavity
- pressure
- thermoplastic material
- mold
- injection molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0046—Details relating to the filling pattern or flow paths or flow characteristics of moulding material in the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/77—Measuring, controlling or regulating of velocity or pressure of moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/18—Feeding the material into the injection moulding apparatus, i.e. feeding the non-plastified material into the injection unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76003—Measured parameter
- B29C2945/76026—Energy, power
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76494—Controlled parameter
- B29C2945/76498—Pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76859—Injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2945/00—Indexing scheme relating to injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould
- B29C2945/76—Measuring, controlling or regulating
- B29C2945/76822—Phase or stage of control
- B29C2945/76862—Holding, dwelling
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
Description
도 1은 본 발명에 따라 구성된 실질적인 정압 사출 성형기의 개략도이다;
도 2는 도 1의 실질적인 정압 사출 성형기에 형성된 박육부의 일실시예를 도시하고 있다;
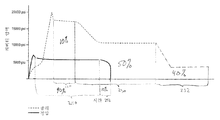
도 3은 종래의 고 가변 압력 사출 성형기에 대한 캐비티 압력 대 시간의 그래프 위에 중첩된 도 1의 실질적인 정압 사출 성형기에 대한 캐비티 압력대 시간의 그래프이다;
도 4는 종래의 고 가변 압력 사출 성형기에 대한 캐비티 압력 대 시간의 그래프 위에 중첩된 도 1의 실질적인 정압 사출 성형기에 대한 다른 캐비티 압력 대 시간의 그래프로서, 특정한 충전 단계에 전념하는 충전 시간의 백분율을 도시하고 있다;
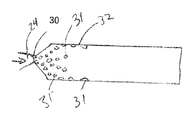
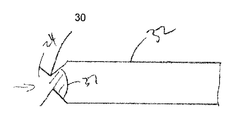
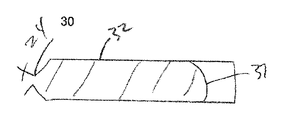
도 5a 내지 도 5d는 종래의 고 가변 압력 사출 성형기에 의한 다양한 충전 단계에서의 박육 몰드 캐비티의 일부분의 측 단면도이다;
도 6a 내지 도 6d는 도 1의 실질적인 정압 사출 성형기에 의한 다양한 충전 단계에서의 박육 몰드 캐비티의 일부분의 측 단면도이다.







Claims (10)
- 실질적인 정압에서 박육부 (thinwall part)를 사출 성형하는 방법에 있어서:
용융 열가소성 재료 (도 1의 #24)를 몰드 캐비티 (도 1의 #32) 내로 전진시키도록 미리 결정된 사출 압력에 도달할 때까지 증가하는 전력(33쪽, 도표, 0-tl)으로 사출 시스템 (도 1의 #12)을 작동시키는 단계-상기 몰드 캐비티는 100 이상의 L/T 비를 가지며, 상기 열가소성 재료는 50 ㏄ 초과의 샷 사이즈 (shot size)를 가짐-를 포함하며;
상기 방법은:
실질적으로 일정한 사출 압력을 유지하기 위해 상기 몰드 캐비티가 열가소성 재료로 실질적으로 채워질 때까지 전력(33쪽, 도표, t1-100)을 감소시키는 단계를 추가로 포함하고;
상기 작동 단계는 상기 몰드 캐비티가 30% 채워지기 전에 최대 전력(33쪽, 도표, t1)이 발생하는 작동을 포함하는 것을 특징으로 하는 방법. - 제1항에 있어서, 상기 최대 전력은 상기 몰드 캐비티가 20% 채워지기 전에 발생하는 방법.
- 제1항에 있어서, 상기 최대 전력은 상기 몰드 캐비티가 10% 채워지기 전에 발생하는 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 감소 단계는 4138.4 N/㎠ (평방 센티미터당 422 킬로그램의 힘) 미만의 실질적으로 일정한 사출 압력을 유지하도록 감소시키는 단계를 포함하는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 작동 단계는 상기 열가소성 재료가 상기 몰드 캐비티를 통해 전진함에 따라 즉시 이동하는 열가소성 재료의 실질적으로 연속적으로 이동하는 유동 선단을 유지하도록 작동하는 단계를 포함하는 방법.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 작동 단계는 상기 열가소성 재료의 유동 선단이 동결되기 시작 전에 상기 몰드 캐비티를 적어도 99%까지 채우는 단계를 포함하는 방법.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 작동 단계는 200 이상의 L/T 비를 갖는 상기 몰드 캐비티 내로 용융 열가소성 재료를 전진시키는 작동을 포함하는 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 작동 단계는 250 이상의 L/T 비를 갖는 상기 몰드 캐비티 내로 용융 열가소성 재료를 전진시키는 작동을 포함하는 방법.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 작동 단계는 상기 사출 시스템을 작동시키는 단계를 포함하고, 상기 열가소성 재료가 50 ㏄ 초과의 샷 사이즈를 갖는 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 작동 단계는 상기 사출 시스템을 작동시키는 단계를 포함하고, 상기 열가소성 재료가 100 ㏄ 초과의 샷 사이즈를 갖는 방법.
Applications Claiming Priority (17)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201161488564P | 2011-05-20 | 2011-05-20 | |
| US201161488547P | 2011-05-20 | 2011-05-20 | |
| US201161488559P | 2011-05-20 | 2011-05-20 | |
| US201161488553P | 2011-05-20 | 2011-05-20 | |
| US201161488555P | 2011-05-20 | 2011-05-20 | |
| US61/488,559 | 2011-05-20 | ||
| US61/488,555 | 2011-05-20 | ||
| US61/488,564 | 2011-05-20 | ||
| US61/488,553 | 2011-05-20 | ||
| US61/488,547 | 2011-05-20 | ||
| US201261602650P | 2012-02-24 | 2012-02-24 | |
| US201261602781P | 2012-02-24 | 2012-02-24 | |
| US61/602,650 | 2012-02-24 | ||
| US61/602,781 | 2012-02-24 | ||
| US201261641349P | 2012-05-02 | 2012-05-02 | |
| US61/641,349 | 2012-05-02 | ||
| PCT/US2012/038846 WO2012162245A1 (en) | 2011-05-20 | 2012-05-21 | Method and apparatus for substantially constant pressure injection molding of thinwall parts |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140001253A true KR20140001253A (ko) | 2014-01-06 |
Family
ID=46197708
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137030714A Ceased KR20140001253A (ko) | 2011-05-20 | 2012-05-21 | 박육부의 실질적인 정압 사출 성형을 위한 방법 및 장치 |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US9272452B2 (ko) |
| EP (1) | EP2709817B1 (ko) |
| JP (1) | JP5848443B2 (ko) |
| KR (1) | KR20140001253A (ko) |
| CN (1) | CN103561935B (ko) |
| AU (1) | AU2012258968A1 (ko) |
| BR (1) | BR112013029234B1 (ko) |
| CA (2) | CA2835961C (ko) |
| MX (1) | MX356268B (ko) |
| PH (1) | PH12013502390A1 (ko) |
| WO (1) | WO2012162245A1 (ko) |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9604321B1 (en) * | 2013-05-02 | 2017-03-28 | 360° Ballistics, LLC | Repair of ballistic concrete panels |
| EP2709817B1 (en) * | 2011-05-20 | 2018-10-24 | iMFLUX, Inc. | Method for substantially constant pressure injection molding of thinwall parts |
| US20130295219A1 (en) | 2012-05-02 | 2013-11-07 | Ralph Edwin Neufarth | Injection Mold Having a Simplified Evaporative Cooling System or a Simplified Cooling System with Exotic Cooling Fluids |
| RU2014133966A (ru) | 2012-02-24 | 2016-03-20 | Дзе Проктер Энд Гэмбл Компани | Пресс-форма для инжекционного формования с упрощённой системой охлаждения |
| EP2922680A2 (en) | 2012-11-21 | 2015-09-30 | iMFLUX Inc. | Reduced size runner for an injection mold system |
| CA2909603C (en) | 2013-05-13 | 2017-12-12 | The Procter & Gamble Company | Low constant pressure injection molding system with variable-position molding cavities |
| US8980146B2 (en) * | 2013-08-01 | 2015-03-17 | Imflux, Inc. | Injection molding machines and methods for accounting for changes in material properties during injection molding runs |
| AU2014296127A1 (en) | 2013-08-01 | 2016-02-18 | iMFLUX Inc. | Injection molding machines and methods for accounting for changes in material properties during injection molding runs |
| RU2016102963A (ru) * | 2013-08-01 | 2017-09-04 | ИМФЛЮКС Инк. | Устройства и способы литья под давлением, учитывающие изменения свойств материала во время процесса литья под давлением |
| CA2922201C (en) * | 2013-09-05 | 2021-06-15 | Husky Injection Molding Systems Ltd. | A method and system for generating, processing and displaying an indicator of performance of an injection molding machine |
| CN103496125B (zh) * | 2013-09-14 | 2016-09-28 | 新乡学院 | 一种三通管模具的开模方法 |
| US20150097309A1 (en) * | 2013-10-04 | 2015-04-09 | The Procter & Gamble Company | Process and apparatus for making tufted article |
| EP2886289B1 (en) * | 2013-12-19 | 2016-08-03 | The Gillette Company | Method to manufacture an injection molded component and injection molded component |
| CN105829056A (zh) * | 2013-12-19 | 2016-08-03 | 艾姆弗勒克斯有限公司 | 形成包覆模制制品的方法 |
| US10513064B2 (en) | 2013-12-19 | 2019-12-24 | The Procter & Gamble Company | Process and apparatus for making multi-component hollow article and article made thereby |
| US20150258726A1 (en) * | 2014-03-13 | 2015-09-17 | iMFLUX Inc. | Plastic Article Forming Apparatuses and Methods for Using the Same |
| US9701055B2 (en) | 2014-08-01 | 2017-07-11 | The Procter & Gamble Company | Feed system for an injection molding machine |
| EP3197661B1 (en) * | 2014-09-22 | 2018-08-15 | Imflux Inc. | Method of retrofitting an injection molding machine using reduced temperatures |
| CH710702A1 (de) * | 2015-02-06 | 2016-08-15 | Alpla Werke Alwin Lehner Gmbh & Co Kg | Verfahren zur Herstellung dünnwandiger Kunststoffkleinteile und dünnwandige Kunststoffkleinteile. |
| US20170001356A1 (en) * | 2015-06-30 | 2017-01-05 | iMFLUX Inc. | Method of injection molding with constant-velocity flow front control |
| US11010816B2 (en) * | 2015-08-27 | 2021-05-18 | Imflux Inc | Methods of selecting thermoplastic materials for use with plastic article forming apparatuses that control melt flow |
| JP6895965B2 (ja) | 2015-12-14 | 2021-06-30 | アイエムフラックス インコーポレイテッド | ネイティブコントローラからリモートコントローラにフィードバック信号を迂回させることにより装置を制御するためのリモートコントローラ及びその制御方法 |
| WO2017105981A1 (en) * | 2015-12-14 | 2017-06-22 | iMFLUX Inc. | Remote controller for controlling apparatus by diverting feedback signal from native controller to the remote controller and methods for same |
| CA3006786C (en) | 2015-12-14 | 2020-06-30 | iMFLUX Inc. | Remote controller for controlling apparatus by diverting feedback signal from native controller to the remote controller and methods for same |
| EP3239224A3 (de) * | 2016-04-28 | 2017-12-27 | LANXESS Deutschland GmbH | Thermoplastische formmassen |
| EP3239228B1 (de) * | 2016-04-28 | 2020-09-23 | LANXESS Deutschland GmbH | Polybutylenterephthalat zusammensetzungen |
| WO2017223375A1 (en) | 2016-06-22 | 2017-12-28 | Service King Paint & Body, Llc | Automotive repair systems including three-dimensional (3d) printed attachment parts and methods of use |
| IT201700037002A1 (it) | 2017-04-04 | 2018-10-04 | Inglass Spa | Procedimento, apparecchiatura e pressa di stampaggio ad iniezione di materie plastiche |
| USD833849S1 (en) | 2017-06-22 | 2018-11-20 | Service King Paint & Body, Llc | Connector tab for a repair such as an automotive repair |
| USD824240S1 (en) | 2017-06-22 | 2018-07-31 | Service King Paint & Body, Llc | Connector tab for a repair such as an automotive repair |
| USD828143S1 (en) | 2017-06-22 | 2018-09-11 | Service King Paint & Body, Llc | Connector tab for a repair such as an automotive repair |
| CA3092735A1 (en) * | 2018-04-03 | 2019-10-10 | Westfall Acquisition Iii, Inc. | Method for micro-molding articles |
| MX2020012449A (es) | 2018-06-05 | 2021-04-19 | Imflux Inc | Metodo para el control de circuito cerrado simultaneo de asistencia de gas y contrapresion de gas en un proceso de moldeo por inyeccion en relacion con la presion de masa fundida de plastico y la posicion de flujo de masa fundida de plastico. |
| US10882977B1 (en) * | 2020-01-30 | 2021-01-05 | Edward Showalter | Earth plant compostable biodegradable substrate and method of producing the same |
| US11149131B2 (en) | 2020-01-30 | 2021-10-19 | Edward Showalter | Earth plant compostable biodegradable substrate and method of producing the same |
| CN111571915B (zh) * | 2020-05-29 | 2021-07-20 | 山东建安实业有限公司 | 一种双注管注塑机 |
| US11872737B2 (en) | 2020-07-30 | 2024-01-16 | Promess, Inc. | System and apparatus for injection molding |
| CN114454441A (zh) * | 2021-10-12 | 2022-05-10 | 苏州瑞亨塑胶制品有限公司 | 一种蚊香瓶用注液口旋拧塞加工制作方法 |
| CN114474621A (zh) * | 2021-10-12 | 2022-05-13 | 苏州瑞亨塑胶制品有限公司 | 一种电热蚊香液瓶盖注塑成型方法 |
| US20250197609A1 (en) | 2023-12-13 | 2025-06-19 | Blue Evolution, Inc. | Ecofriendly, biodegradable biological polysaccharide composition for packaging materials |
Family Cites Families (52)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2427969A1 (de) | 1974-06-10 | 1976-01-02 | Reinhard Colortronic | Verfahren und vorrichtung zum spritzgiessen, insbesondere von kunststoffen |
| US4219322A (en) | 1978-12-20 | 1980-08-26 | Owens-Illinois, Inc. | Apparatus for molding plastic articles |
| JPS60127125A (ja) | 1983-12-14 | 1985-07-06 | Chisso Corp | 射出成形方法 |
| GB8424357D0 (en) * | 1984-09-26 | 1984-10-31 | British Telecomm | Injection moulding apparatus |
| JP2691581B2 (ja) | 1988-10-03 | 1997-12-17 | 東芝機械株式会社 | 射出成形装置およびこれを用いる射出成形方法 |
| JPH0379317A (ja) | 1989-08-23 | 1991-04-04 | Toshiba Corp | プラスチックの成形品 |
| US5478520A (en) | 1989-10-27 | 1995-12-26 | Mitsubishi Jukogyo Kabushiki Kaisha | Process for injection molding and apparatus therefor |
| DE69105535T2 (de) | 1990-01-30 | 1995-04-13 | Cyclean Inc | Trommeltrockner für die Wiederaufbereitung von aufgebrochenem Altasphalt. |
| JPH04126214A (ja) | 1990-09-17 | 1992-04-27 | Fuji Photo Film Co Ltd | 金型 |
| JP3079317B2 (ja) | 1991-07-26 | 2000-08-21 | 石川島播磨重工業株式会社 | 溶融炭酸塩型燃料電池発電装置 |
| JPH04272818A (ja) * | 1991-02-27 | 1992-09-29 | Japan Steel Works Ltd:The | 射出工程制御方法及び装置 |
| JPH056914A (ja) | 1991-06-27 | 1993-01-14 | Fujitsu Ltd | 半導体装置の樹脂封止装置およびその樹脂封止方法 |
| CA2079390C (en) | 1991-10-16 | 1996-08-27 | Akira Nonomura | Multi-cavity mold, method of fabricating same and molding control method using said mold |
| JPH0753405B2 (ja) * | 1991-11-28 | 1995-06-07 | 花王株式会社 | 射出成形機における樹脂流動物性変動制御方法および装置 |
| JP2559651B2 (ja) | 1991-12-26 | 1996-12-04 | 花王株式会社 | 射出成形の制御方法および装置 |
| JPH072359B2 (ja) | 1992-10-22 | 1995-01-18 | 大宝工業株式会社 | 射出成形ユニット |
| US5407342A (en) | 1993-09-13 | 1995-04-18 | Boucher; Paul Y. | Apparatus for manufacturing a composite product |
| JPH07223242A (ja) | 1994-02-15 | 1995-08-22 | Mitsubishi Materials Corp | 複数個取り金型 |
| US5716561A (en) | 1994-05-02 | 1998-02-10 | Guergov; Milko G. | Injection control system |
| US5441680B1 (en) | 1994-05-02 | 1997-04-29 | Milko G Guergov | Method and apparatus for injection molding |
| JPH08132500A (ja) | 1994-11-09 | 1996-05-28 | Taiho Kogyo Kk | 薄肉部を有する樹脂板の射出成形方法およびそれに用いる射出成形金型 |
| US5811494A (en) | 1995-04-06 | 1998-09-22 | The Dow Chemical Company | Impact modified thinwall polymer compositions |
| DE69626447D1 (de) | 1995-06-19 | 2003-04-10 | Siebolt Hettinga | Niederdruckverfahren zum Spritzgiessen eines Kunststoffgegestandes |
| US5902525A (en) | 1995-06-19 | 1999-05-11 | Hettinga; Siebolt | Method of molding a plastic article including injecting based upon a pressure-dominated control algorithm after detecting an indicia of a decrease in the surface area of the melt front |
| JPH0976320A (ja) * | 1995-09-14 | 1997-03-25 | Toshiba Mach Co Ltd | 射出成形機の射出成形速度条件自動設定方法 |
| JPH10146869A (ja) * | 1996-11-20 | 1998-06-02 | Aron Kasei Co Ltd | 射出成形機および熱可塑性合成樹脂成形品 |
| US6464909B1 (en) * | 1998-04-21 | 2002-10-15 | Synventive Molding Solutions, Inc. | Manifold system having flow control |
| CH692383A5 (de) | 1997-09-16 | 2002-05-31 | Kk Holding Ag | Verfahren zur Regelung der Heisskanalheizung eines Mehrkavitäten-Spritzgiesswerkzeugs. |
| JPH11262936A (ja) | 1998-03-18 | 1999-09-28 | Sekisui Chem Co Ltd | 硬質塩化ビニル樹脂の射出成形方法 |
| US6824379B2 (en) | 1998-04-21 | 2004-11-30 | Synventive Molding Solutions, Inc. | Apparatus for utilizing an actuator for flow control valve gates |
| JP4081201B2 (ja) | 1999-03-29 | 2008-04-23 | 本田技研工業株式会社 | タンデム型射出成形装置およびそれを使用する成形品の製造方法 |
| US6372162B1 (en) * | 1999-08-31 | 2002-04-16 | The Gillette Company | Injection molding of oral brush bodies |
| US6616871B1 (en) | 1999-11-05 | 2003-09-09 | Toshiba Kikai Kabushiki Kaisha | Filling step control method of injection molding machine |
| JP3625166B2 (ja) | 1999-12-20 | 2005-03-02 | 矢崎総業株式会社 | 成形仮係止金型及び成形仮係止方法 |
| JP4126214B2 (ja) | 2002-09-24 | 2008-07-30 | ブラザー工業株式会社 | ラベルテープの印字装置 |
| JP2005215497A (ja) | 2004-01-30 | 2005-08-11 | Nippon Zeon Co Ltd | 光拡散板及びその製造方法 |
| JP4786186B2 (ja) * | 2005-01-18 | 2011-10-05 | トヨタ自動車株式会社 | 射出成形装置の成形条件算出方法およびその装置および成形条件算出プログラム |
| US20080064805A1 (en) | 2005-10-07 | 2008-03-13 | Mitsui Chemicals, Inc. | Process for producing injection molded product |
| JP4429304B2 (ja) * | 2006-12-19 | 2010-03-10 | 本田技研工業株式会社 | 射出成形方法及び射出成形装置 |
| JP4976888B2 (ja) | 2007-03-06 | 2012-07-18 | ソニー株式会社 | 射出制御装置 |
| KR20090114766A (ko) | 2008-04-30 | 2009-11-04 | 엘지디스플레이 주식회사 | 사출성형 금형, 이를 이용하여 제작된 도광판, 이 도광판을갖는 액정표시장치 |
| JP5092927B2 (ja) | 2008-06-20 | 2012-12-05 | ソニー株式会社 | 射出成形の制御方法及び射出成形の制御装置 |
| TWI370273B (en) | 2008-10-17 | 2012-08-11 | Coretronic Corp | Light guide plate |
| EP2411464B1 (en) | 2009-03-23 | 2013-05-08 | Basell Poliolefine Italia S.r.l. | Polyolefin masterbatch and composition suitable for injection molding |
| DE102009046835A1 (de) | 2009-11-18 | 2011-05-19 | Robert Bosch Gmbh | Spritzgießwerkzeug |
| WO2012162229A1 (en) | 2011-05-20 | 2012-11-29 | The Procter & Gamble Company | Alternative pressure control for a low constant pressure injection molding apparatus |
| US20120294963A1 (en) | 2011-05-20 | 2012-11-22 | Gene Michael Altonen | Apparatus and Method for Injection Molding at Low Constant Pressure |
| CA2835045C (en) | 2011-05-20 | 2016-08-09 | The Procter & Gamble Company | Non-naturally balanced feed system for an injection molding apparatus |
| EP2709817B1 (en) | 2011-05-20 | 2018-10-24 | iMFLUX, Inc. | Method for substantially constant pressure injection molding of thinwall parts |
| KR20140006065A (ko) | 2011-05-20 | 2014-01-15 | 더 프록터 앤드 갬블 캄파니 | 낮은, 실질적으로 일정한 압력에서의 사출 성형을 위한 방법 |
| RU2015132604A (ru) | 2011-05-20 | 2018-12-24 | иМФЛАКС Инк. | Способ инжекционного формования при низком, в сущности постоянном давлении |
| US20130295219A1 (en) | 2012-05-02 | 2013-11-07 | Ralph Edwin Neufarth | Injection Mold Having a Simplified Evaporative Cooling System or a Simplified Cooling System with Exotic Cooling Fluids |
-
2012
- 2012-05-21 EP EP12724814.4A patent/EP2709817B1/en active Active
- 2012-05-21 CA CA2835961A patent/CA2835961C/en active Active
- 2012-05-21 CA CA2913161A patent/CA2913161C/en active Active
- 2012-05-21 PH PH1/2013/502390A patent/PH12013502390A1/en unknown
- 2012-05-21 CN CN201280024330.3A patent/CN103561935B/zh active Active
- 2012-05-21 BR BR112013029234-2A patent/BR112013029234B1/pt not_active IP Right Cessation
- 2012-05-21 JP JP2014512924A patent/JP5848443B2/ja not_active Expired - Fee Related
- 2012-05-21 US US13/476,584 patent/US9272452B2/en active Active
- 2012-05-21 MX MX2013013583A patent/MX356268B/es active IP Right Grant
- 2012-05-21 AU AU2012258968A patent/AU2012258968A1/en not_active Abandoned
- 2012-05-21 KR KR1020137030714A patent/KR20140001253A/ko not_active Ceased
- 2012-05-21 WO PCT/US2012/038846 patent/WO2012162245A1/en not_active Ceased
- 2012-08-31 US US13/601,514 patent/US8828291B2/en active Active
-
2016
- 2016-02-26 US US15/054,655 patent/US9815233B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20130113131A1 (en) | 2013-05-09 |
| EP2709817B1 (en) | 2018-10-24 |
| JP2014518795A (ja) | 2014-08-07 |
| RU2013147760A (ru) | 2015-06-27 |
| US9272452B2 (en) | 2016-03-01 |
| US8828291B2 (en) | 2014-09-09 |
| MX356268B (es) | 2018-05-21 |
| PH12013502390A1 (en) | 2014-01-27 |
| CN103561935A (zh) | 2014-02-05 |
| US9815233B2 (en) | 2017-11-14 |
| CN103561935B (zh) | 2017-08-29 |
| US20160176084A1 (en) | 2016-06-23 |
| MX2013013583A (es) | 2014-01-16 |
| BR112013029234B1 (pt) | 2021-07-06 |
| WO2012162245A1 (en) | 2012-11-29 |
| AU2012258968A1 (en) | 2013-11-28 |
| EP2709817A1 (en) | 2014-03-26 |
| JP5848443B2 (ja) | 2016-01-27 |
| BR112013029234A2 (pt) | 2017-01-31 |
| US20130069280A1 (en) | 2013-03-21 |
| CA2835961A1 (en) | 2012-11-29 |
| CA2835961C (en) | 2016-07-12 |
| CA2913161A1 (en) | 2012-11-29 |
| CA2913161C (en) | 2017-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140001253A (ko) | 박육부의 실질적인 정압 사출 성형을 위한 방법 및 장치 | |
| CA2919227C (en) | Injection molding machines and methods for accounting for changes in material properties during injection molding runs | |
| CA2919378C (en) | Injection molding machines and methods for accounting for changes in material properties during injection molding runs | |
| US20130221575A1 (en) | Method for Operating a High Productivity Injection Molding Machine | |
| MX2013013595A (es) | Metodo para moldeado por inyeccion a una presion baja, practicamente constante. | |
| CA2871847A1 (en) | Method for operating a high productivity injection molding machine | |
| TWI520836B (zh) | 用於薄壁部件之實質上恒壓射出成型之方法 | |
| RU2575905C2 (ru) | Способ и устройство для инжекционного формования тонкостенных деталей под в сущности постоянным давлением | |
| AU2016201460A1 (en) | Method and apparatus for substantially constant pressure injection molding of thinwall parts |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| PA0105 | International application |
Patent event date: 20131119 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| N231 | Notification of change of applicant | ||
| PN2301 | Change of applicant |
Patent event date: 20140819 Comment text: Notification of Change of Applicant Patent event code: PN23011R01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20141126 Patent event code: PE09021S01D |
|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20151021 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20141126 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| AMND | Amendment | ||
| PX0901 | Re-examination |
Patent event code: PX09011S01I Patent event date: 20151021 Comment text: Decision to Refuse Application Patent event code: PX09012R01I Patent event date: 20150526 Comment text: Amendment to Specification, etc. Patent event code: PX09012R01I Patent event date: 20131119 Comment text: Amendment to Specification, etc. |
|
| PX0601 | Decision of rejection after re-examination |
Comment text: Decision to Refuse Application Patent event code: PX06014S01D Patent event date: 20160203 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20160121 Comment text: Decision to Refuse Application Patent event code: PX06011S01I Patent event date: 20151021 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20150526 Comment text: Notification of reason for refusal Patent event code: PX06013S01I Patent event date: 20141126 Comment text: Amendment to Specification, etc. Patent event code: PX06012R01I Patent event date: 20131119 |
|
| J201 | Request for trial against refusal decision | ||
| PJ0201 | Trial against decision of rejection |
Patent event date: 20160307 Comment text: Request for Trial against Decision on Refusal Patent event code: PJ02012R01D Patent event date: 20160203 Comment text: Decision to Refuse Application Patent event code: PJ02011S01I Patent event date: 20151021 Comment text: Decision to Refuse Application Patent event code: PJ02011S01I Appeal kind category: Appeal against decision to decline refusal Appeal identifier: 2016101001427 Request date: 20160307 |
|
| J301 | Trial decision |
Free format text: TRIAL NUMBER: 2016101001427; TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20160307 Effective date: 20180131 |
|
| PJ1301 | Trial decision |
Patent event code: PJ13011S01D Patent event date: 20180131 Comment text: Trial Decision on Objection to Decision on Refusal Appeal kind category: Appeal against decision to decline refusal Request date: 20160307 Decision date: 20180131 Appeal identifier: 2016101001427 |