KR20140045509A - 강화유리의 가공방법 및 강화유리용 가공장치 - Google Patents
강화유리의 가공방법 및 강화유리용 가공장치 Download PDFInfo
- Publication number
- KR20140045509A KR20140045509A KR1020147001952A KR20147001952A KR20140045509A KR 20140045509 A KR20140045509 A KR 20140045509A KR 1020147001952 A KR1020147001952 A KR 1020147001952A KR 20147001952 A KR20147001952 A KR 20147001952A KR 20140045509 A KR20140045509 A KR 20140045509A
- Authority
- KR
- South Korea
- Prior art keywords
- tempered glass
- processing
- amplitude
- frequency
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B1/00—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes
- B24B1/04—Processes of grinding or polishing; Use of auxiliary equipment in connection with such processes subjecting the grinding or polishing tools, the abrading or polishing medium or work to vibration, e.g. grinding with ultrasonic frequency
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B7/00—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor
- B24B7/20—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground
- B24B7/22—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain
- B24B7/24—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding or polishing glass
- B24B7/247—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding or polishing glass using reciprocating grinding tools
- B24B7/248—Machines or devices designed for grinding plane surfaces on work, including polishing plane glass surfaces; Accessories therefor characterised by a special design with respect to properties of the material of non-metallic articles to be ground for grinding inorganic material, e.g. stone, ceramics, porcelain for grinding or polishing glass using reciprocating grinding tools high-frequency reciprocating tools, e.g. magnetically driven
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B9/00—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor
- B24B9/02—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground
- B24B9/06—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain
- B24B9/08—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass
- B24B9/10—Machines or devices designed for grinding edges or bevels on work or for removing burrs; Accessories therefor characterised by a special design with respect to properties of materials specific to articles to be ground of non-metallic inorganic material, e.g. stone, ceramics, porcelain of glass of plate glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D7/00—Bonded abrasive wheels, or wheels with inserted abrasive blocks, designed for acting otherwise than only by their periphery, e.g. by the front face; Bushings or mountings therefor
- B24D7/18—Wheels of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/02—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing
- B28D1/04—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs
- B28D1/041—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by sawing with circular or cylindrical saw-blades or saw-discs with cylinder saws, e.g. trepanning; saw cylinders, e.g. having their cutting rim equipped with abrasive particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D1/00—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor
- B28D1/14—Working stone or stone-like materials, e.g. brick, concrete or glass, not provided for elsewhere; Machines, devices, tools therefor by boring or drilling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/02—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills
- B28D5/021—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by rotary tools, e.g. drills by drilling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/04—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by tools other than rotary type, e.g. reciprocating tools
- B28D5/047—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by tools other than rotary type, e.g. reciprocating tools by ultrasonic cutting
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/02—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor
- C03B33/023—Cutting or splitting sheet glass or ribbons; Apparatus or machines therefor the sheet or ribbon being in a horizontal position
- C03B33/037—Controlling or regulating
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B33/00—Severing cooled glass
- C03B33/10—Glass-cutting tools, e.g. scoring tools
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C17/00—Surface treatment of glass, not in the form of fibres or filaments, by coating
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B13/00—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion
- G05B13/02—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric
- G05B13/0205—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric not using a model or a simulator of the controlled system
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS] or computer integrated manufacturing [CIM]
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45009—Glassforming
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/304312—Milling with means to dampen vibration
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Mining & Mineral Resources (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Geochemistry & Mineralogy (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Quality & Reliability (AREA)
- General Engineering & Computer Science (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Medical Informatics (AREA)
- Evolutionary Computation (AREA)
- Artificial Intelligence (AREA)
- Health & Medical Sciences (AREA)
- Software Systems (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Surface Treatment Of Glass (AREA)
- Apparatuses For Generation Of Mechanical Vibrations (AREA)
Abstract
가공구(8)에 의한 가진을, 그 가공구(8)의 진폭 및 진동수가 목표 진폭 및 목표 진동수에 각각 가까워지도록 피드백 제어하는 동시에, 그 목표 진폭 및 목표 진동수를, 강화유리(1)의 가공에 수반하는 이 강화유리(1)의 두께 방향 각 부분에 있어서 변화하는 값으로서 이 강화유리의 품질을 악화시키는 품질악화 발생치의 범위에 속하지 않는 것으로 설정한다. 게다가, 상기 피드백 제어에 있어서의 샘플주기로서 0.3 msec 이하의 소정 샘플주기를 사용한다. 이것에 의해, 가공구(8)의 가진시에, 기본적으로, 가공구(8)의 진폭 및 진동수가 품질악화 발생치의 범위에 속하지 않게 한다. 게다가, 0.3 msec 이하의 소정 샘플주기를 사용함으로써, 극히 빠른 타이밍으로 피드백 제어를 행하고, 강화유리(1)의 가공에 수반하여, 이 강화유리(1) 내부의 인장 응력의 개방 등, 가공중의 미세한 상태 변화가 생긴다고 하더라도, 그것에 대응(추종)시킨다.
Description
도 2는 실시 형태에 관한 초음파 진동 가공장치를 나타내는 전체 구성도.
도 3은 실시 형태에 관한 초음파 진동 가공장치에 있어서의 제어관계를 설명하는 설명도.
도 4는 가공구의 목표 진폭 8 μm, 피드백의 샘플주기(응답속도) 0.2 msec로 고정한 조건하에서, 가공구의 목표 진동수를 변화시켰을 때의 실험 결과(가공실험 1의 실험 결과)를 나타내는 도면.
도 5는 가공구의 목표 진동수 63 kHz, 피드백의 샘플주기(응답속도) 0.2 msec로 고정한 조건하에서, 가공구의 목표 진폭을 변화시켰을 때의 실험 결과(가공실험 2의 실험 결과)를 나타내는 도면.
도 6은 가공구의 목표 진폭 8 μm, 가공구의 목표 진동수 63 kHz로 고정한 조건하에서, 피드백 제어의 샘플주기(응답속도)를 변화시켰을 때의 실험 결과(가공실험 3의 실험 결과)를 나타내는 도면.
도 7은 피드백의 샘플주기(응답속도)와 가공성공률과의 관계를 나타내는 도면.
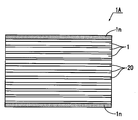
도 8은 가공 대상인 강화유리의 적층체를 설명하는 설명도.
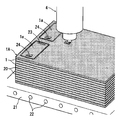
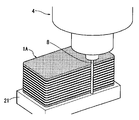
도 9는 고정대(固定台) 상에 강화유리의 적층체가 세트 된 상태를 설명하는 설명도.
도 10은 강화유리의 적층체에 대한 절출(切出) 가공을 설명하는 설명도.
도 11은 적층블록에 대한 장공(長孔), 각공(角孔)의 가공을 설명하는 설명도.
도 12는 적층블록의 외주면 등에 대한 연삭가공을 설명하는 설명도.
도 13은 휴대단말용 보호유리를 나타내는 도면.
도 14는 도 13의 A부를 나타내는 확대 사진도(배율: 270배)
도 15는 도 13의 B부를 나타내는 확대 사진도(배율: 270배)
도 16은 도 13의 C부를 나타내는 확대 사진도(배율: 270배)
도 17은 도 13의 D부를 나타내는 확대 사진도(배율: 270배)
도 18은 도 13의 E부를 나타내는 확대 사진도(배율: 270배)
도 19는 비교 예에 관한 휴대단말용 보호유리에 있어서의 도 13의 A부에 상당하는 부분을 나타내는 확대 사진도(배율: 270배)
도 20은 비교 예에 관한 휴대단말용 보호유리에 있어서의 도 13의 B부에 상당하는 부분을 나타내는 확대 사진도(배율: 270배)
도 21은 비교 예에 관한 휴대단말용 보호유리에 있어서의 도 13의 C부에 상당하는 부분을 나타내는 확대 사진도(배율: 270배)
도 22는 비교 예에 관한 휴대단말용 보호유리에 있어서의 도 13의 D부에 상당하는 부분을 나타내는 확대 사진도(배율: 90배)
1A: 적층체 (적층유리군)
1a: 적층블록 (적층유리군)
3: 표면 강화층
4: 초음파 진동가공장치
7: 가진 장치 (가진 기구)
8: 가공구
9: 모터 (회전 구동원)
16: 초음파 발진기 (가진 조정수단)
U: 제어유닛 (제어수단)
Claims (7)
- 가공구를 가진시키면서 회전시킨 상태하에서, 이 가공구로써, 표면 강화층을 가지는 강화유리에 대하여 가공을 행하는 강화유리의 가공방법에 있어서,
상기 강화유리에 대한 상기 가공구에 의한 가진을, 이 가공구의 진폭 및 진동수가 목표 진폭 및 목표 진동수에 각각 가까워지도록 피드백 제어하는 동시에, 이 목표 진폭 및 목표 진동수를, 이 강화유리의 가공에 수반하는 이 강화유리의 두께 방향 각 부분에 있어서 변화하는 값으로서 이 강화유리의 품질을 악화시키는 품질악화 발생치의 범위에 속하지 않는 것으로 각각 설정하고,
게다가, 상기 피드백 제어에 있어서의 샘플주기로서 0.3 msec 이하의 소정 샘플주기를 사용하는 것을 특징으로 하는 강화유리의 가공방법.
- 제 1항에 있어서,
상기 목표 진폭을 3 μm ~ 9 μm 범위의 소정 진폭으로 하는 동시에, 상기 목표 진동수를 60 kHz ~ 64 kHz 범위의 소정 진동수로 하는 것을 특징으로 하는 강화유리의 가공방법.
- 제 1항 또는 제 2항에 있어서,
상기 가공구의 회전수를, 2000 rpm ~ 30000 rpm 범위 내의 소정 회전수로 하는 것을 특징으로 하는 강화유리의 가공방법.
- 제 1항 내지 제 3항 중 어느 한 항에 있어서,
상기 표면 강화층을 가지는 강화유리가, 이 강화유리를 복수 매 적층하여 구성되는 적층 유리군을 포함하고 있는 것을 특징으로 하는 강화유리의 가공방법.
- 가공구를 가진시키면서 회전시킨 상태하에서, 이 가공구로써, 표면 강화층을 가지는 강화유리에 대하여 가공을 행하는 강화유리용 가공장치에 있어서,
상기 가공구를 상기 강화유리를 향하여 가진시키는 가진기구와,
상기 가진기구를 조정하는 가진조정수단과,
상기 가진조정수단을 제어하여, 상기 강화유리에 대한 상기 가공구에 의한 가진을, 이 가공구의 진폭 및 진동수가 목표 진폭 및 목표 진동수에 각각 가까워지도록 피드백 제어하는 동시에, 이 목표 진폭 및 목표 진동수를, 상기 강화유리의 가공에 수반하는 이 강화유리의 두께 방향 각 부분에 있어서 변화하는 값으로서 이 강화유리의 품질을 악화시키는 품질악화 발생치의 범위에 속하지 않는 것으로 설정하고, 또한, 상기 피드백 제어를, 0.3 msec 이하의 소정 샘플주기마다 실행시키는 제어수단을 구비하고 있는 것을 특징으로 하는 강화유리용 가공장치. - 제 5항에 있어서,
상기 제어수단은, 상기 목표 진폭을 3 μm ~ 9 μm 범위의 소정 진폭으로 설정하고 있는 동시에, 상기 목표 진동수를 60 kHz ~ 64 kHz 범위의 소정 진동수로 설정하고 있는 것을 특징으로 하는 강화유리용 가공장치.
- 제 5항 또는 제 6항에 있어서,
상기 제어수단은, 상기 가공구의 회전수를, 2000 rpm ~ 30000 rpm 범위 내의 소정 회전수가 되도록 설정되어 있는 것을 특징으로 하는 강화유리용 가공장치.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/072137 WO2014033905A1 (ja) | 2012-08-31 | 2012-08-31 | 強化ガラスの加工方法及び強化ガラス用加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140045509A true KR20140045509A (ko) | 2014-04-16 |
| KR101442460B1 KR101442460B1 (ko) | 2014-09-22 |
Family
ID=50182753
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147001952A Expired - Fee Related KR101442460B1 (ko) | 2012-08-31 | 2012-08-31 | 강화유리의 가공방법 및 강화유리용 가공장치 |
| KR1020157004674A Expired - Fee Related KR101562769B1 (ko) | 2012-08-31 | 2013-07-31 | 강화 유리용 가공구, 강화 유리용 가공 장치 및 강화 유리용 가공구의 사용 방법 |
| KR1020157004890A Expired - Fee Related KR101562770B1 (ko) | 2012-08-31 | 2013-08-30 | 강화유리의 가공 방법 |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157004674A Expired - Fee Related KR101562769B1 (ko) | 2012-08-31 | 2013-07-31 | 강화 유리용 가공구, 강화 유리용 가공 장치 및 강화 유리용 가공구의 사용 방법 |
| KR1020157004890A Expired - Fee Related KR101562770B1 (ko) | 2012-08-31 | 2013-08-30 | 강화유리의 가공 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (4) | US9290412B2 (ko) |
| EP (3) | EP2891635B1 (ko) |
| JP (1) | JP5422756B1 (ko) |
| KR (3) | KR101442460B1 (ko) |
| CN (3) | CN103958425B (ko) |
| TW (1) | TWI455901B (ko) |
| WO (3) | WO2014033905A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160027445A (ko) | 2014-08-29 | 2016-03-10 | 주식회사 태성기연 | 샌드 브라스트방식의 강화유리 절단장치 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9290412B2 (en) * | 2012-08-31 | 2016-03-22 | CERON Technologies Inc. | Method of processing tempered glass and device of processing tempered glass |
| CN104973763B (zh) * | 2014-04-11 | 2018-02-27 | 深圳市远东皓星科技有限公司 | 玻璃叠合机及玻璃叠合方法 |
| CN107428599B (zh) | 2015-02-02 | 2020-10-27 | 康宁股份有限公司 | 强化层压玻璃制品边缘的方法及由此形成的层压玻璃制品 |
| TW201632272A (zh) * | 2015-03-04 | 2016-09-16 | 中原大學 | 超音波輔助加工感測及傳動系統 |
| BR112017015962A2 (pt) * | 2015-06-10 | 2018-03-20 | Bando Kiko Co., Ltd. | método para recortar placa de vidro e posicionar placa de vidro recortada e aparelho do mesmo |
| KR101819608B1 (ko) | 2015-07-31 | 2018-01-17 | 코닝정밀소재 주식회사 | 유리 접합체 커팅 방법 및 커팅 장치 |
| US11155494B2 (en) * | 2016-03-24 | 2021-10-26 | Corning Incorporated | Laminated glass article with aperture formed therein and methods for forming the same |
| JP6939581B2 (ja) * | 2018-01-10 | 2021-09-22 | Agc株式会社 | 曲面ガラス基板の加工方法及び製造方法 |
| CN108640494B (zh) * | 2018-04-24 | 2020-02-14 | 昆山国显光电有限公司 | 显示屏开槽方法及显示屏 |
| CN109485246A (zh) * | 2018-10-23 | 2019-03-19 | 意力(广州)电子科技有限公司 | 一种小型玻璃的数控加工工艺 |
| DE202018006838U1 (de) | 2018-12-14 | 2023-07-18 | Bohle Ag | Schneidewerkzeugeinheit für eine Glasschneide-Werkzeugmaschine und entsprechende Glasschneide-Werkzeugmaschine |
| DE102018132320A1 (de) * | 2018-12-14 | 2020-06-18 | Bohle Ag | Schneidewerkzeugeinheit für eine Glasschneide-Werkzeugmaschine und entsprechende Glasschneide-Werkzeugmaschine |
| KR102505511B1 (ko) * | 2020-08-13 | 2023-03-03 | (주)피엔피 | 초박형 유리 박리 전처리장치 |
| CN116714126B (zh) * | 2023-07-31 | 2025-09-23 | 安徽微芯长江半导体材料有限公司 | 一种不规则碳化硅晶锭快速磨切装置 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02109667A (ja) * | 1988-10-13 | 1990-04-23 | Office Natl Etud Rech Aerospat <Onera> | 超音波研削機械 |
| JPH0463668A (ja) * | 1990-07-03 | 1992-02-28 | Brother Ind Ltd | 超音波加工機の振幅制御装置 |
| SE514525E (sv) * | 1998-10-22 | 2010-02-16 | Staffansboda Cie Ab | Anordning och metod för styrning av vibrationer samt verktygshållare |
| DE19851353C1 (de) * | 1998-11-06 | 1999-10-07 | Schott Glas | Verfahren und Vorrichtung zum Schneiden eines Laminats aus einem sprödbrüchigen Werkstoff und einem Kunststoff |
| JP2002160932A (ja) * | 2000-11-17 | 2002-06-04 | Sony Corp | ガラス基板の製造方法、ガラス基板、およびガラス基板を有する電子機器 |
| JP3806603B2 (ja) * | 2001-02-23 | 2006-08-09 | Towa株式会社 | 楕円振動装置及び楕円振動装置の制御方法 |
| JP3766291B2 (ja) | 2001-05-21 | 2006-04-12 | 正夫 村川 | 超音波ミリング装置 |
| US7259496B2 (en) * | 2002-04-08 | 2007-08-21 | University Of North Carolina At Charlotte | Tunable vibratory actuator |
| JP2003305716A (ja) | 2002-04-16 | 2003-10-28 | Asahi Techno Glass Corp | 脆性材料用孔明け装置 |
| JP2004083378A (ja) | 2002-08-29 | 2004-03-18 | Central Glass Co Ltd | 化学強化ガラス |
| JP2006018922A (ja) * | 2004-07-01 | 2006-01-19 | Hoya Corp | 磁気ディスク用ガラス基板の製造方法及び磁気ディスクの製造方法 |
| JP4842936B2 (ja) * | 2004-07-02 | 2011-12-21 | ザウアー ゲーエムベーハー | 振動ヘッドを有するツール |
| KR100637803B1 (ko) * | 2004-12-02 | 2006-10-23 | 씨티에스(주) | 초음파진동을 이용한 유리절단장치 |
| ES2659512T3 (es) * | 2004-12-13 | 2018-03-16 | Fritz Studer Ag | Unidad de herramienta para el mecanizado rotativo asistido por ultrasonido |
| KR100712544B1 (ko) * | 2006-01-10 | 2007-05-02 | 삼성전자주식회사 | 직류 모터의 반복적 허위 속도 오차 보상 장치 및 방법과이를 이용한 디스크 드라이브 |
| JP5115198B2 (ja) * | 2006-02-08 | 2013-01-09 | コニカミノルタアドバンストレイヤー株式会社 | 切削用振動体及び加工装置 |
| US7819009B2 (en) * | 2006-02-28 | 2010-10-26 | Frederic Borah | Vibration Monitoring System |
| JP2008007384A (ja) * | 2006-06-30 | 2008-01-17 | Optrex Corp | ガラス基板の製造方法 |
| JP2010001160A (ja) * | 2006-10-16 | 2010-01-07 | Panasonic Corp | ガラス切断方法およびその装置 |
| JP4625963B2 (ja) * | 2007-03-02 | 2011-02-02 | 独立行政法人国立高等専門学校機構 | 振動加工装置とホルダー |
| TWI337559B (en) * | 2007-12-20 | 2011-02-21 | Ind Tech Res Inst | Spindle and flexure hinge used in ultrasonic machine |
| TW200932468A (en) * | 2008-01-21 | 2009-08-01 | Grain Electronics Inc | Glass processing apparatus and method |
| JP2009184878A (ja) * | 2008-02-06 | 2009-08-20 | Shuko Denshi Kogyo Yugenkoshi | ガラス加工装置及びガラス加工方法 |
| JP5197102B2 (ja) * | 2008-03-31 | 2013-05-15 | 雅彦 神 | 超音波スピンドル装置、超音波スピンドル装置の工具連結方法、工具連結装置、工具連結方法及び工具交換システム |
| JP2009256125A (ja) | 2008-04-15 | 2009-11-05 | Shoda Techtron Corp | 板ガラスの加工方法 |
| TW201036735A (en) * | 2009-04-14 | 2010-10-16 | lu-jia Liao | Glass processing equipment and processing method |
| KR101048069B1 (ko) * | 2009-06-30 | 2011-07-11 | 세메스 주식회사 | 초음파를 이용한 스크라이빙 유닛 |
| TW201202155A (en) * | 2010-07-09 | 2012-01-16 | Easy Field Corp | Method of using ultrasonic pulse to process glass substrate |
| JP2012031018A (ja) | 2010-07-30 | 2012-02-16 | Asahi Glass Co Ltd | 強化ガラス基板及び強化ガラス基板の溝加工方法と強化ガラス基板の切断方法 |
| WO2012096053A1 (ja) * | 2011-01-11 | 2012-07-19 | 旭硝子株式会社 | 強化ガラス板の切断方法 |
| JP4891445B1 (ja) * | 2011-03-17 | 2012-03-07 | パナソニック電工株式会社 | 超精密複合加工装置および超精密複合加工方法 |
| DE102011016210B3 (de) * | 2011-04-06 | 2012-03-08 | Grenzebach Maschinenbau Gmbh | Vorrichtung und Verfahren zum Ablängen eines Float-Glas-Bandes mit normaler oder strukturierter Oberfläche, Computerprogramm und maschinenlesbarer Träger |
| AT511551B1 (de) * | 2011-05-18 | 2013-10-15 | Univ Wien Tech | Vorrichtung und verfahren zur mechanischen bearbeitung eines werkstücks |
| JP5908342B2 (ja) * | 2012-05-17 | 2016-04-26 | オークマ株式会社 | 工作機械の加工振動抑制方法及び加工振動抑制装置 |
| US9290412B2 (en) * | 2012-08-31 | 2016-03-22 | CERON Technologies Inc. | Method of processing tempered glass and device of processing tempered glass |
-
2012
- 2012-08-31 US US14/414,757 patent/US9290412B2/en not_active Expired - Fee Related
- 2012-08-31 CN CN201280033936.3A patent/CN103958425B/zh not_active Expired - Fee Related
- 2012-08-31 KR KR1020147001952A patent/KR101442460B1/ko not_active Expired - Fee Related
- 2012-08-31 WO PCT/JP2012/072137 patent/WO2014033905A1/ja not_active Ceased
- 2012-08-31 EP EP12883471.0A patent/EP2891635B1/en not_active Not-in-force
- 2012-08-31 JP JP2012556314A patent/JP5422756B1/ja not_active Expired - Fee Related
-
2013
- 2013-01-24 TW TW102102607A patent/TWI455901B/zh not_active IP Right Cessation
- 2013-07-31 US US14/421,596 patent/US9393661B2/en not_active Expired - Fee Related
- 2013-07-31 EP EP13833432.1A patent/EP2891636B1/en not_active Not-in-force
- 2013-07-31 KR KR1020157004674A patent/KR101562769B1/ko not_active Expired - Fee Related
- 2013-07-31 WO PCT/JP2013/070758 patent/WO2014034366A1/ja not_active Ceased
- 2013-07-31 CN CN201380045625.3A patent/CN104603074B/zh not_active Expired - Fee Related
- 2013-08-30 KR KR1020157004890A patent/KR101562770B1/ko not_active Expired - Fee Related
- 2013-08-30 CN CN201380045587.1A patent/CN104603073B/zh not_active Expired - Fee Related
- 2013-08-30 WO PCT/JP2013/073447 patent/WO2014034907A1/ja not_active Ceased
- 2013-08-30 US US14/424,388 patent/US9700983B2/en not_active Expired - Fee Related
- 2013-08-30 EP EP13832513.9A patent/EP2891634B1/en not_active Not-in-force
-
2015
- 2015-08-18 US US14/829,089 patent/US20150353412A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160027445A (ko) | 2014-08-29 | 2016-03-10 | 주식회사 태성기연 | 샌드 브라스트방식의 강화유리 절단장치 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101442460B1 (ko) | 강화유리의 가공방법 및 강화유리용 가공장치 | |
| TWI434812B (zh) | Breaking device and breaking method | |
| CN108660307B (zh) | 一种振动辅助激光冲击处理金属构件的表面强化方法 | |
| CN101242930B (zh) | 利用超声波振动的研磨装置 | |
| US10105815B2 (en) | Multiaxial vibration-peening system | |
| JP5715737B2 (ja) | 強化ガラスの加工方法、強化ガラス用加工装置及び強化ガラス用加工具の使用方法 | |
| Wang et al. | Research on the mechanism and process of rotary ultrasonic grinding for thin-walled SiC substrate | |
| CN102267139A (zh) | 非金属材料单丝线切割用的旋转超声换能器 | |
| Samal | Study of Parameters of Ultrasonic machining | |
| JPWO2014034907A1 (ja) | 強化ガラスの加工方法 | |
| JP2003062862A (ja) | 成形製品の破断分離方法 | |
| Azarhoushang et al. | Developing a special block sonotrode for ultrasonic-assisted grinding process | |
| JP2000218403A (ja) | ねじり振動子 | |
| JPH11192617A (ja) | 圧電単結晶基板の切断加工方法 | |
| JP2005324305A (ja) | 振動テーブル | |
| Zhang et al. | Analysis of fracture at the exit of engineering ceramics during the vibration drilling of a hole | |
| JPH06278014A (ja) | プラネタリ型研磨装置 | |
| JP2015137192A (ja) | 薄板ガラスの孔開け加工方法 | |
| HK1152025A (en) | A breaking device and a breaking method | |
| JP2016175829A (ja) | 薄板硬質脆性材料割断方法及び装置 | |
| JP2012148377A (ja) | 研磨方法、バフおよび研磨装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| A302 | Request for accelerated examination | ||
| PA0302 | Request for accelerated examination |
St.27 status event code: A-1-2-D10-D17-exm-PA0302 St.27 status event code: A-1-2-D10-D16-exm-PA0302 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20180831 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20210913 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20210913 |