KR20140051910A - 내유성 필터 권지 - Google Patents
내유성 필터 권지 Download PDFInfo
- Publication number
- KR20140051910A KR20140051910A KR1020147001913A KR20147001913A KR20140051910A KR 20140051910 A KR20140051910 A KR 20140051910A KR 1020147001913 A KR1020147001913 A KR 1020147001913A KR 20147001913 A KR20147001913 A KR 20147001913A KR 20140051910 A KR20140051910 A KR 20140051910A
- Authority
- KR
- South Korea
- Prior art keywords
- paper
- filter
- weight
- impregnation
- wrapper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/08—Filter paper
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/025—Cigars; Cigarettes with special covers the covers having material applied to defined areas, e.g. bands for reducing the ignition propensity
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/061—Use of materials for tobacco smoke filters containing additives entrapped within capsules, sponge-like material or the like, for further release upon smoking
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H15/00—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution
- D21H15/02—Pulp or paper, comprising fibres or web-forming material characterised by features other than their chemical constitution characterised by configuration
- D21H15/06—Long fibres, i.e. fibres exceeding the upper length limit of conventional paper-making fibres; Filaments
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/28—Starch
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/30—Alginic acid or alginates
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/31—Gums
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Paper (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Filtering Materials (AREA)
Abstract
Description

Claims (15)
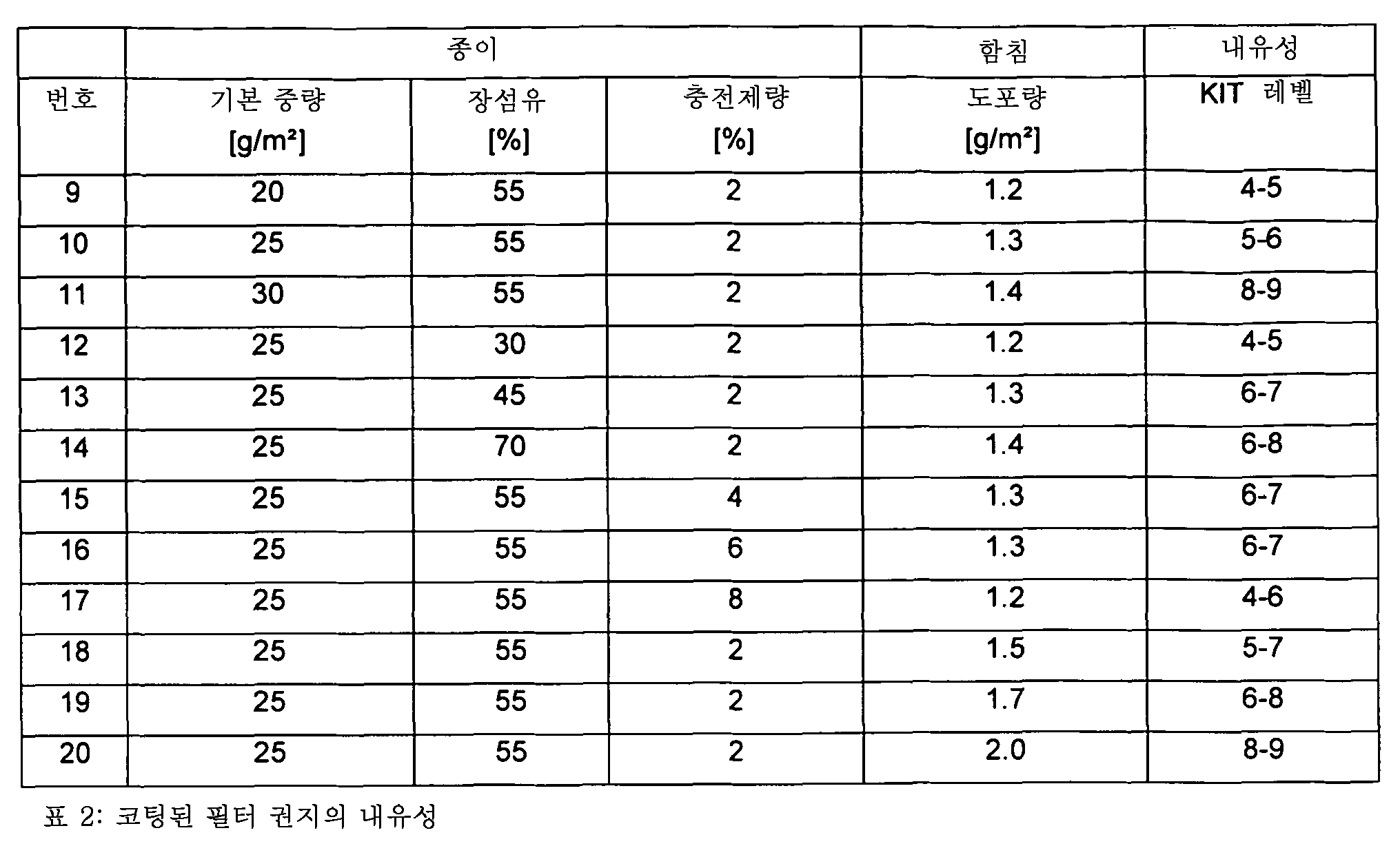
- 종이의 순수한 섬유 중량을 기준으로 30 중량% 이상, 바람직하게는 40 중량% 이상의 장섬유 펄프 함량을 가지는 필터 권지로,
- ISO 5267, 쇼퍼-리글러법에 따른 장섬유 펄프의 정제도가 80˚SR 내지 100˚SR 사이, 바람직하게는 85˚SR 내지 95˚SR 사이이고,
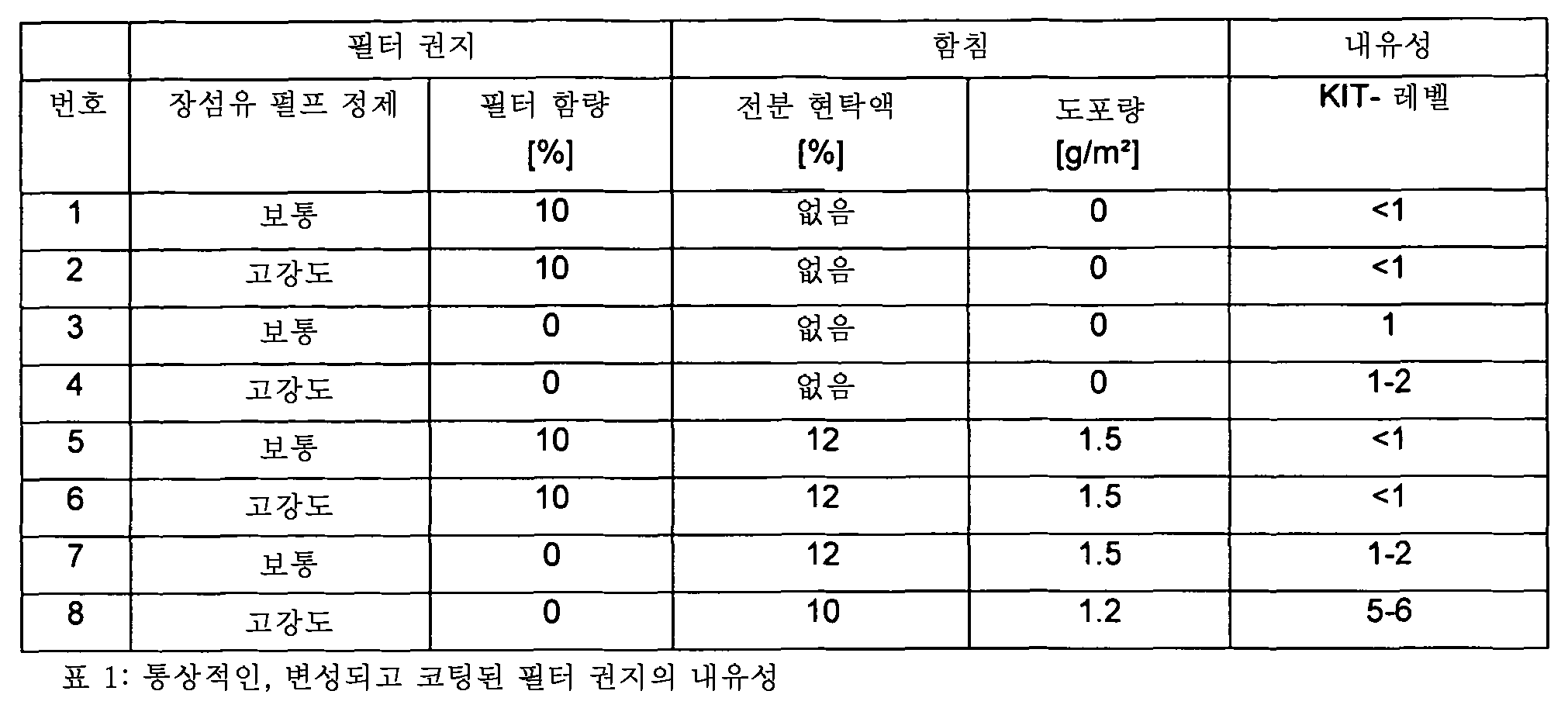
- 필터 권지가 총 종이 중량을 기준으로 10 중량% 미만, 바람직하게는 8 중량% 미만, 및 특히 바람직하게는 6 중량% 미만의 충전제 함량을 가지고,
-필터 권지가 수성 조성물, 특히 수성 용액 또는 현탁액을 형성하기에 적합한 재료로 함침되고,
- 필터 권지의 내유성이 태피 T559 cm-02에 따른 4 이상, 바람직하게는 5 이상의 KIT 레벨을 가지는
것을 특징으로 하는, 흡연 용품용 필터 권지. - 제1항에 있어서, 함침없이, 15-35 g/㎡, 바람직하게는 20-30 g/㎡, 및 특히 바람직하게는 20-25 g/㎡의 기본 중량을 가지고/가지거나,
완성된 필터 권지가 15.5-44.0 g/㎡, 바람직하게는 20.5-39.0 g/㎡, 및 특히 바람직하게는 20.5-34.0 g/㎡의 기본 중량을 가지는 필터 권지. - 제1항 또는 제2항에 있어서, 완성된 필터 종이의 기본 중량에 대한 함침 재료의 기여가 0.5-3.0 g/㎡, 바람직하게는 1.0-2.5 g/㎡, 및 특히 바람직하게는 1.3-2.0 g/㎡인 필터 권지.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 함침의 재료가 전분 또는 전분 유도체, 바람직하게는 가수분해된 전분 및 특히 바람직하게는 말토덱스트린을 포함하거나,
함침의 재료가 다음의 물질들: 젤라틴, 쉘락, 콜로디온, 아라비아검, 한천, 트래거캔스, 로커스트콩검, 구아검, 카복시메틸 전분, 알긴산 및 그의 염, 특히 나트륨, 칼륨 및 칼슘 알긴산염, 또는 셀룰로스 유도체, 특히 메틸 셀룰로스 또는 카복시메틸 셀룰로스 및 그의 나트륨, 칼륨, 칼슘 또는 마그네슘 화합물
중의 하나 이상을 포함하는 것인 필터 권지. - 제1항 내지 제4항 중 어느 한 항에 있어서, 비정제된 장섬유 펄프의 평균 섬유 길이가 2 mm 이상인 필터 권지.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 충전제가 적어도 부분적으로 무기 충전제, 특히 탄산칼슘, 고령토, 활석, 이산화티타늄 또는 이런 충전제들의 둘 이상의 혼합물에 의하여 형성되는 것인 필터 권지.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 추가 재료층이 도포되고, 특히 인쇄되거나 분무되고, 추가 재료층이 바람직하게는 적어도 사용시에 필터 플러그를 향하는 면에 도포되는 것인 필터 권지.
- 제7항에 있어서, 처리된 면적에서 완성된 필터 권지의 기본 중량에 대한 추가 재료층의 기여가 1.0-6.0 g/㎡, 바람직하게는 2.0-4.0 g/㎡인 필터 권지.
- 제7항 또는 제8항에 있어서, 추가 재료층의 재료가 수성 조성물, 특히 수성 용액 또는 현탁액을 형성하기에 적합하고,
상기 재료가 바람직하게는 산화된 전분이거나 제4항의 재료 중의 하나 이상을 포함하는 것인 필터 권지. - 제1항 내지 제9항 중 어느 한 항에 있어서, 함침의 재료 및/또는 추가 재료층의 재료가 습윤된 후에 추가 접착제 없이 필터 권지를 그 자체에, 필터 플러그에 및/또는 팁 페이퍼에 접착하기에 적합한 것인 필터 권지.
- - ISO 5267, 쇼퍼-리글러법에 따른 정제도가 80˚SR 내지 100˚SR 사이, 바람직하게는 85˚SR 내지 95˚SR 사이이도록 장섬유 펄프를 정제하는 단계,
- 원지(base paper)가
- 순수한 섬유 중량을 기준으로 30 중량% 이상, 바람직하게는 40 중량% 이상의 정제된 장섬유 펄프 함량을 가지며,
- 원지의 총 중량을 기준으로 < 10 중량%, 바람직하게는 < 8 중량%, 및 특히 바람직하게는 < 6 중량%의 충전제 함량을 가지는
원지를 만드는 단계,
- 원지를 수성 조성물, 특히 수성 용액 또는 현탁액으로 함침하는 단계
를 포함하는, 필터 권지 제조방법. - 제11항에 있어서, 함침이 초지기의 사이즈 프레스에서, 초지기의 필름 프레스에서, 또는 양면 롤 적용에 의하여 수행되는, 필터 권지 제조방법.
- 제11항 또는 제12항에 있어서, 함침 후, 추가 재료층이 필터 권지의 한 구역 이상에, 바람직하게는 그라비어 인쇄에 의하여, 수성 조성물의 형태로 도포되고,
필터 권지가 그 자체에, 필터 플러그에 또는 팁 페이퍼에 접착되는 경우에, 접착 지점으로 제공될 수 있는 선택된 면적에 추가 재료층이 바람직하게 도포되고,
함침을 위한 수성 조성물 및/또는 추가 재료 도포를 위한 수성 조성물이 5-20 중량%, 바람직하게는 10-15 중량%의 고체 함량을 바람직하게 가지는, 필터 권지 제조방법. - 제11항 내지 제13항 중 어느 한 항에 있어서, 원지가 15-35 g/㎡, 바람직하게는 20-30 g/㎡, 및 특히 바람직하게는 20-25 g/㎡의 기본 중량을 가지며/가지거나,
함침 재료가 제4항에 언급된 물질 중의 하나 이상을 포함하고/포함하거나,
추가 재료 도포를 위한 수성 조성물이 고체 함유물로서 산화된 전분 또는 제4항의 재료 중의 하나 이상을 포함하는 것인 필터 권지 제조방법. - 필터 플러그가 기계적 압력에 의해 부수어질 수 있고 방향 물질을 포함하는 액체로 채워진 캡슐을 하나 이상 포함하는 것인, 제1항 내지 제10항 중 어느 한 항에 따른 필터 권지에 의해 둘러싸인 필터 플러그를 가지는 흡연 용품.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11175809.0A EP2551407B1 (de) | 2011-07-28 | 2011-07-28 | Ölbeständiges Filterhüllpapier |
| EP11175809.0 | 2011-07-28 | ||
| PCT/EP2012/002985 WO2013013786A1 (de) | 2011-07-28 | 2012-07-16 | Ölbeständiges filterhüllpapier |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140051910A true KR20140051910A (ko) | 2014-05-02 |
Family
ID=46514312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147001913A Ceased KR20140051910A (ko) | 2011-07-28 | 2012-07-16 | 내유성 필터 권지 |
Country Status (11)
| Country | Link |
|---|---|
| US (2) | US8939155B2 (ko) |
| EP (1) | EP2551407B1 (ko) |
| JP (1) | JP2014525995A (ko) |
| KR (1) | KR20140051910A (ko) |
| CN (1) | CN103717803B (ko) |
| BR (1) | BR112013032652B1 (ko) |
| ES (1) | ES2421621T3 (ko) |
| MY (1) | MY159314A (ko) |
| PH (1) | PH12014500254A1 (ko) |
| PL (1) | PL2551407T3 (ko) |
| WO (1) | WO2013013786A1 (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190019758A (ko) * | 2017-08-18 | 2019-02-27 | 주식회사 케이티앤지 | 담배 필터 권지 및 이를 포함하는 담배 |
| WO2024162781A1 (ko) * | 2023-02-03 | 2024-08-08 | 주식회사 케이티앤지 | 라이오셀 토우를 포함하는 흡연 물품용 필터, 및 이를 포함하는 흡연 물품 |
| WO2025029040A1 (ko) * | 2023-08-02 | 2025-02-06 | 주식회사 케이티앤지 | 생붕괴성을 가지는 흡연 물품용 친환경 필터 |
| EP4544931A4 (en) * | 2023-02-03 | 2026-03-11 | Kt & G Corp | SMOKING PRODUCT FILTER COMPRISING A LYOCELL WRAP THAT IS NOT CHEMICALLY MODIFIED, AND SMOKING PRODUCT COMPRISING THE |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB201004861D0 (en) * | 2010-03-23 | 2010-05-05 | Kind Consumer Ltd | A simulated cigarette |
| EP3311681B2 (en) | 2013-03-28 | 2025-09-24 | Philip Morris Products S.A. | Smoking article including a flavour delivery member |
| TWI654942B (zh) | 2013-05-14 | 2019-04-01 | 瑞士商菲利浦莫里斯製品股份有限公司 | 包含液體傳送構件及包覆材的菸品 |
| WO2015035137A1 (en) | 2013-09-05 | 2015-03-12 | Schweitzer-Mauduit International, Inc. | Coated plug wrap for a smoking article |
| AT514862B1 (de) | 2013-09-27 | 2015-06-15 | Tannpapier Gmbh | Beschichtungsverfahren |
| CN103774501A (zh) * | 2014-01-22 | 2014-05-07 | 陈毕峰 | 一种烟用烫金水松纸及其制作工艺 |
| KR101608752B1 (ko) | 2014-04-16 | 2016-04-20 | 윤태훈 | 담배 필터의 필터 권지 및 코팅 방법 |
| TWI703936B (zh) | 2015-03-27 | 2020-09-11 | 瑞士商菲利浦莫里斯製品股份有限公司 | 用於電熱式氣溶膠產生物件之紙質包覆材料 |
| DE102015105882B4 (de) * | 2015-04-17 | 2017-06-08 | Delfortgroup Ag | Umhüllungspapier mit hohem Kurzfaseranteil und Rauchartikel |
| DE102015107829B4 (de) * | 2015-05-19 | 2017-06-14 | Delfortgroup Ag | Umhüllungspapier, Verfahren zu dessen Herstellung und Zigarette mit einem Umhüllungspapier |
| MX2018002436A (es) * | 2015-08-28 | 2019-01-31 | Jt Int Sa | Articulo para fumar. |
| RS58552B2 (sr) | 2015-09-15 | 2022-11-30 | Smurfit Kappa Paper Holdings France | Upotreba pulpe od celuloznih vlakana |
| DE102016105235B4 (de) | 2016-03-21 | 2019-02-14 | Delfortgroup Ag | Verbessertes Filterpapier für Zigarettenfilter, dessen Herstellung und Filterzigarette |
| DE102016106852B4 (de) | 2016-04-13 | 2019-01-17 | Delfortgroup Ag | Verpackungspapier für Lebensmittel und zugehöriges Herstellungsverfahren |
| CN106049187A (zh) * | 2016-05-26 | 2016-10-26 | 太仓市好心情印务有限公司 | 用于烟制品的过滤嘴包装纸 |
| CN106049172A (zh) * | 2016-05-26 | 2016-10-26 | 太仓市好心情印务有限公司 | 防油过滤嘴包装纸 |
| CN105862506B (zh) * | 2016-06-01 | 2017-10-10 | 万邦特种材料股份有限公司 | 一种防油成形纸生产工艺 |
| CN105970738A (zh) * | 2016-06-29 | 2016-09-28 | 杭州特种纸业有限公司 | 中速定性滤纸及其制备方法 |
| CN106120467A (zh) * | 2016-06-29 | 2016-11-16 | 杭州特种纸业有限公司 | 特慢定性滤纸及其制备方法 |
| CN105970737A (zh) * | 2016-06-29 | 2016-09-28 | 杭州特种纸业有限公司 | 特快定性滤纸及其制备方法 |
| CN106480778B (zh) * | 2016-10-12 | 2018-10-19 | 安徽集友纸业包装有限公司 | 烟用接装纸及其制备方法 |
| CN106638128B (zh) * | 2016-10-12 | 2018-12-04 | 安徽集友纸业包装有限公司 | 用于烟用接装纸的疏油亲水涂料及其制备方法 |
| CN109890224A (zh) | 2016-10-31 | 2019-06-14 | Jt国际公司 | 具有充液胶囊的吸烟制品 |
| SE540343C2 (en) * | 2016-11-01 | 2018-07-17 | Stora Enso Oyj | A corrugated board comprising an adhesive comprising starch and fine microfibrillated cellulose |
| UA127393C2 (uk) | 2016-12-16 | 2023-08-09 | Кт & Г Корпорейшон | Система генерування аерозолю та мундштук, що вставляється у внутрішній простір системи генерування аерозолю |
| PL3342929T3 (pl) * | 2016-12-30 | 2019-05-31 | Mitsubishi Hitec Paper Europe Gmbh | Papier barierowy |
| US12274294B2 (en) | 2017-03-30 | 2025-04-15 | Kt&G Corporation | Aerosol generating apparatus and cradle capable of receiving same |
| US12102131B2 (en) | 2017-04-11 | 2024-10-01 | Kt&G Corporation | Aerosol generating device and method for providing adaptive feedback through puff recognition |
| MY195328A (en) | 2017-09-06 | 2023-01-13 | Kt & G Corp | Aerosol Generating Device |
| DE102018118271A1 (de) * | 2018-07-27 | 2020-01-30 | Delfortgroup Ag | Leichtes trennbasispapier |
| CA3129116A1 (en) * | 2019-02-11 | 2020-08-20 | Swm Luxembourg | Cocoa wrapper for smoking articles |
| CN109864338A (zh) * | 2019-04-12 | 2019-06-11 | 滁州卷烟材料厂 | 一种环保型滤嘴的生产工艺 |
| DE102019112777B3 (de) * | 2019-05-15 | 2020-08-06 | Delfortgroup Ag | Umhüllungspapier mit gebrauchsindikator für aerosolerzeugende artikel |
| FR3103684B1 (fr) * | 2019-11-28 | 2024-05-10 | Swm Luxembourg Sarl | Papier pour cigarette à rouler comprenant une bande adhésive de faible grammage |
| FR3103685B1 (fr) * | 2019-11-28 | 2024-07-12 | Swm Luxembourg Sarl | Procédé de fabrication de bobines et carnets de feuilles de papier pour cigarette à rouler |
| KR102412119B1 (ko) * | 2019-12-18 | 2022-06-22 | 주식회사 케이티앤지 | 제 1 래퍼 및 제 2 래퍼를 포함하는 에어로졸 발생 물품, 및 이를 이용한 에어로졸 발생 시스템 |
| US20230217987A1 (en) * | 2020-06-04 | 2023-07-13 | Kt&G Corporation | Smoking article including biodegradable cigarette paper |
| JP7377373B2 (ja) * | 2020-10-02 | 2023-11-09 | 日本たばこ産業株式会社 | カプセルフィルター付たばこ製品用チップペーパー及びたばこ製品 |
| DE102021104160A1 (de) * | 2021-02-22 | 2022-08-25 | Delfortgroup Ag | Verbessertes umhüllungspapier mit niedriger diffusionskapazität |
| US20230023799A1 (en) * | 2021-07-22 | 2023-01-26 | Jason Ashton | Tips and Filters with Discrete Adhesive Area for Securing Tips and Filters to Rolling Papers |
| CN115198554A (zh) * | 2022-06-07 | 2022-10-18 | 甡物科技(深圳)有限公司 | 一种茶渣纤维原料的制备方法及其应用 |
| ES2958821B2 (es) * | 2022-07-19 | 2025-12-01 | Miquel Y Costas & Miquel Sa | Papel para filtro de cigarrillos y filtro que lo comprende |
| AT526354B1 (de) * | 2022-09-14 | 2024-02-15 | Tannpapier Gmbh | Hüll- oder Verpackungsmaterial |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD145863A3 (de) * | 1977-04-20 | 1981-01-14 | Ottfried Riessner | Verfahren zur herstellung von ziga ettenpapier |
| DE3240253C2 (de) * | 1982-10-30 | 1987-01-08 | B.A.T. Cigaretten-Fabriken Gmbh, 2000 Hamburg | Cigarettenpapier |
| DE3840329A1 (de) * | 1988-11-30 | 1990-06-07 | Glatz Julius Gmbh | Umhuellung fuer raucherartikel |
| JPH08182492A (ja) * | 1995-01-04 | 1996-07-16 | Takayuki Matsumura | 香料タバコ |
| JP3606950B2 (ja) * | 1995-05-31 | 2005-01-05 | ダイセル化学工業株式会社 | たばこフィルターおよびその製造方法 |
| CN1147043A (zh) * | 1995-06-23 | 1997-04-09 | 郝芸田 | 半皱纹过滤嘴纸的生产方法 |
| JP2883298B2 (ja) * | 1995-08-09 | 1999-04-19 | 三島製紙株式会社 | たばこ用水分散性シート並びにこれを用いたたばこ |
| JP2947735B2 (ja) * | 1995-08-09 | 1999-09-13 | 三島製紙株式会社 | 水分散性シート並びにこれを用いたたばこ |
| US20030178039A1 (en) * | 1998-02-26 | 2003-09-25 | White Jackie Lee | Water soluble sheet material |
| CA2467601A1 (en) | 2003-05-19 | 2004-11-19 | Philip A. Egan | Non-fluorocarbon paper having flexible starch-based film and methods of producing same |
| JP2005029943A (ja) * | 2003-07-11 | 2005-02-03 | Toppan Printing Co Ltd | 耐油紙 |
| JP4520138B2 (ja) * | 2003-12-05 | 2010-08-04 | 日本製紙パピリア株式会社 | 耐油紙 |
| DE102004019734A1 (de) * | 2004-03-31 | 2005-11-03 | Dresden Papier Gmbh | Papiere mit hohem Durchdringungswiderstand gegen Fette und Öle und Verfahren zu deren Herstellung |
| US8739802B2 (en) | 2006-10-02 | 2014-06-03 | R.J. Reynolds Tobacco Company | Filtered cigarette |
| GB0625818D0 (en) * | 2006-12-21 | 2007-02-07 | British American Tobacco Co | Smoking article filter |
| US8017249B2 (en) | 2007-02-13 | 2011-09-13 | Tate & Lyle Ingredients Americas Llc | Starch-containing compositions for use in imparting oil or grease resistance to paper |
| RU148410U1 (ru) * | 2007-07-03 | 2014-12-10 | Швайцер-Маудит Интернешнл, Инк. | Курительные изделия, имеющие пониженную способность к поджиганию |
| JP2011074535A (ja) * | 2009-09-30 | 2011-04-14 | Nippon Paper Industries Co Ltd | 耐油紙 |
| KR101085955B1 (ko) * | 2009-12-29 | 2011-11-22 | 주식회사 케이티앤지 | 내유성 담배 필터 권지 및 이를 포함하는 담배 |
| JP2013055887A (ja) * | 2010-01-12 | 2013-03-28 | Japan Tobacco Inc | シガレットフィルタ及びこれを用いたフィルタシガレット並びにシガレットフィルタの連続体の製造方法 |
| CN102821632B (zh) * | 2010-03-25 | 2015-04-08 | 日本烟草产业株式会社 | 香烟过滤嘴和使用它的胶囊过滤嘴香烟 |
| JP6169970B2 (ja) * | 2010-10-01 | 2017-07-26 | エフピーイノベイションズ | セルロース強化高鉱物含量製品及びそれを製造する方法 |
| DE102012208583B3 (de) * | 2012-05-22 | 2013-08-08 | Papierfabrik Schoellershammer Heinr. Aug. Schoeller Söhne GmbH & Co. KG | Fettdichtes Papier und Verfahren zu seiner Herstellung |
-
2011
- 2011-07-28 PL PL11175809T patent/PL2551407T3/pl unknown
- 2011-07-28 EP EP11175809.0A patent/EP2551407B1/de active Active
- 2011-07-28 ES ES11175809T patent/ES2421621T3/es active Active
-
2012
- 2012-07-16 MY MYPI2013004526A patent/MY159314A/en unknown
- 2012-07-16 JP JP2014521977A patent/JP2014525995A/ja not_active Withdrawn
- 2012-07-16 PH PH1/2014/500254A patent/PH12014500254A1/en unknown
- 2012-07-16 BR BR112013032652-2A patent/BR112013032652B1/pt active IP Right Grant
- 2012-07-16 WO PCT/EP2012/002985 patent/WO2013013786A1/de not_active Ceased
- 2012-07-16 CN CN201280036943.9A patent/CN103717803B/zh active Active
- 2012-07-16 KR KR1020147001913A patent/KR20140051910A/ko not_active Ceased
-
2014
- 2014-01-28 US US14/165,629 patent/US8939155B2/en active Active
- 2014-11-10 US US14/536,973 patent/US9115471B2/en active Active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190019758A (ko) * | 2017-08-18 | 2019-02-27 | 주식회사 케이티앤지 | 담배 필터 권지 및 이를 포함하는 담배 |
| WO2024162781A1 (ko) * | 2023-02-03 | 2024-08-08 | 주식회사 케이티앤지 | 라이오셀 토우를 포함하는 흡연 물품용 필터, 및 이를 포함하는 흡연 물품 |
| EP4544931A4 (en) * | 2023-02-03 | 2026-03-11 | Kt & G Corp | SMOKING PRODUCT FILTER COMPRISING A LYOCELL WRAP THAT IS NOT CHEMICALLY MODIFIED, AND SMOKING PRODUCT COMPRISING THE |
| EP4544930A4 (en) * | 2023-02-03 | 2026-03-11 | Kt & G Corp | Smoking filter including a lyocell cord, and smoking product including it |
| WO2025029040A1 (ko) * | 2023-08-02 | 2025-02-06 | 주식회사 케이티앤지 | 생붕괴성을 가지는 흡연 물품용 친환경 필터 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20150059996A1 (en) | 2015-03-05 |
| PL2551407T3 (pl) | 2013-11-29 |
| MY159314A (en) | 2016-12-30 |
| PH12014500254A1 (en) | 2014-03-17 |
| US9115471B2 (en) | 2015-08-25 |
| US20140137880A1 (en) | 2014-05-22 |
| CN103717803A (zh) | 2014-04-09 |
| EP2551407B1 (de) | 2013-06-19 |
| BR112013032652A2 (pt) | 2017-01-24 |
| ES2421621T3 (es) | 2013-09-04 |
| WO2013013786A1 (de) | 2013-01-31 |
| EP2551407A1 (de) | 2013-01-30 |
| CN103717803B (zh) | 2015-10-14 |
| BR112013032652B1 (pt) | 2021-03-09 |
| US8939155B2 (en) | 2015-01-27 |
| JP2014525995A (ja) | 2014-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140051910A (ko) | 내유성 필터 권지 | |
| EP3041374B1 (en) | Coated plug wrap for a smoking article | |
| CN112384657B (zh) | 轻质离型原纸 | |
| US5830318A (en) | High opacity tipping paper | |
| JP7520010B2 (ja) | 紙シート及びこれを作製する方法 | |
| CN107075813A (zh) | 烟草用卷纸及使用了该烟草用卷纸的纸烟 | |
| CA2693075C (en) | Low ignition propensity cigarette paper | |
| KR20220151691A (ko) | 재 형성이 개선된 흡연 물품용 래퍼 종이 | |
| JP2023532249A (ja) | エアロゾル発生物品 | |
| CN108221461A (zh) | 一种疏油性防渗普通滤棒成形纸的制备方法 | |
| JPH0947272A (ja) | 水分散性フィルター付シガレット | |
| JP2019026974A (ja) | 喫煙物品用巻紙および喫煙物品巻紙を用いたシガレット | |
| JP7787830B2 (ja) | エアロゾル発生物品 | |
| JP2019041766A (ja) | タバコシート、棒状の喫煙物品及びタバコシートを製造するための方法 | |
| RU2834679C1 (ru) | Вырабатывающее аэрозоль изделие | |
| JP2019189986A (ja) | プラグ用紙、フィルター、およびシガレット | |
| JPH11181699A (ja) | 喫煙物品用巻紙 | |
| HK1240292B (zh) | 烟草用卷纸及使用了该烟草用卷纸的纸烟 | |
| MXPA97007935A (en) | Paper for high opaci nozzle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20140123 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20170703 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20180419 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20180711 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20180419 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |