KR20160041907A - 양극 및 그 제조 방법 - Google Patents
양극 및 그 제조 방법 Download PDFInfo
- Publication number
- KR20160041907A KR20160041907A KR1020167002919A KR20167002919A KR20160041907A KR 20160041907 A KR20160041907 A KR 20160041907A KR 1020167002919 A KR1020167002919 A KR 1020167002919A KR 20167002919 A KR20167002919 A KR 20167002919A KR 20160041907 A KR20160041907 A KR 20160041907A
- Authority
- KR
- South Korea
- Prior art keywords
- electrode plate
- holding member
- melting point
- metal
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- C25B9/02—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/06—Permanent moulds for shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/22—Moulds for peculiarly-shaped castings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D21/00—Casting non-ferrous metals or metallic compounds so far as their metallurgical properties are of importance for the casting procedure; Selection of compositions therefor
- B22D21/002—Castings of light metals
- B22D21/005—Castings of light metals with high melting point, e.g. Be 1280 degrees C, Ti 1725 degrees C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D25/00—Special casting characterised by the nature of the product
- B22D25/02—Special casting characterised by the nature of the product by its peculiarity of shape; of works of art
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D25/00—Special casting characterised by the nature of the product
- B22D25/02—Special casting characterised by the nature of the product by its peculiarity of shape; of works of art
- B22D25/04—Casting metal electric battery plates or the like
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23F—NON-MECHANICAL REMOVAL OF METALLIC MATERIAL FROM SURFACE; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL; MULTI-STEP PROCESSES FOR SURFACE TREATMENT OF METALLIC MATERIAL INVOLVING AT LEAST ONE PROCESS PROVIDED FOR IN CLASS C23 AND AT LEAST ONE PROCESS COVERED BY SUBCLASS C21D OR C22F OR CLASS C25
- C23F15/00—Other methods of preventing corrosion or incrustation
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B1/00—Electrolytic production of inorganic compounds or non-metals
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B11/00—Electrodes; Manufacture thereof not otherwise provided for
- C25B11/04—Electrodes; Manufacture thereof not otherwise provided for characterised by the material
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B11/00—Electrodes; Manufacture thereof not otherwise provided for
- C25B11/04—Electrodes; Manufacture thereof not otherwise provided for characterised by the material
- C25B11/042—Electrodes formed of a single material
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B11/00—Electrodes; Manufacture thereof not otherwise provided for
- C25B11/04—Electrodes; Manufacture thereof not otherwise provided for characterised by the material
- C25B11/042—Electrodes formed of a single material
- C25B11/046—Alloys
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25B—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES FOR THE PRODUCTION OF COMPOUNDS OR NON-METALS; APPARATUS THEREFOR
- C25B9/00—Cells or assemblies of cells; Constructional parts of cells; Assemblies of constructional parts, e.g. electrode-diaphragm assemblies; Process-related cell features
- C25B9/60—Constructional parts of cells
- C25B9/63—Holders for electrodes; Positioning of the electrodes
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25C—PROCESSES FOR THE ELECTROLYTIC PRODUCTION, RECOVERY OR REFINING OF METALS; APPARATUS THEREFOR
- C25C7/00—Constructional parts, or assemblies thereof, of cells; Servicing or operating of cells
- C25C7/02—Electrodes; Connections thereof
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/10—Electrodes, e.g. composition, counter electrode
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/10—Electrodes, e.g. composition, counter electrode
- C25D17/12—Shape or form
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electrochemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Mechanical Engineering (AREA)
- Inorganic Chemistry (AREA)
- Electrolytic Production Of Metals (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Electrodes For Compound Or Non-Metal Manufacture (AREA)
- Electrolytic Production Of Non-Metals, Compounds, Apparatuses Therefor (AREA)
- Connection Of Batteries Or Terminals (AREA)
Abstract
본 발명에서는 전해시에 저항에 의한 온도 상승을 억제하고, 양극의 탈락을 방지한다. 100℃ 이상 250℃ 이하의 융점을 갖는 저융점 금속 또는 저융점 합금으로 이루어지는 전극판의 한변에, 상기 한변의 길이 이상의 길이를 가지며, 전극판의 융점보다 높은 융점을 갖는 금속 또는 합금으로 이루어지는 유지 부재를 면접촉에 의해 부착한다.
Description
본 발명은, 전기 분해에 이용되는 양극 및 그 제조 방법으로서, 특히 저융점 금속 또는 저융점 합금을 전기 분해할 때에 이용되는 양극 및 그 제조 방법에 관한 것이다. 본 출원은, 일본에서 2013년 8월 13일에 출원된 일본 특허 출원 번호 제2013-168271호를 기초로 하여 우선권을 주장하는 것으로, 이 출원은 참조됨으로써 본 출원에 원용된다.
전해란, 전기 분해의 약어로, 양극과 음극을 쌍으로 하여 전해액 또는 융해염에 침지시킨 상태에서 양자에 직류 전류를 흘리고, 전극면에 화학 변화를 일으켜, 물질을 분해·정제하는 것이다.
예컨대, 금속의 습식 정련이나 금속 도금은, 금속을 양극으로 하여 전압을 가함으로써 음극 표면에 양극에서 분해한 금속을 순도가 높은 상태로 석출시키거나, 피막을 형성시키거나 하는 전해 수법의 일례이다.
한편, 전해액을 적당한 pH 조건으로 조정함으로써, 양극에서 분해한 금속을 전해액 중에 용해시켜 음극으로 이동시킬 때에, 음극에 석출시키기 전에 수산화물로서 침전시킴으로써 단리시킬 수도 있다(예컨대, 특허문헌 1 참조).
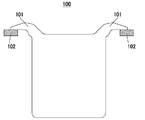
전해에서 사용되는 양극은, 특허문헌 2에 개시되어 있는 바와 같이, 대부분의 경우, 도 10에 나타내는 바와 같은 양극(100)이다. 양극(100)은, 상부에 돌기(101)를 갖는 1장의 판형으로 성형되고, 그 돌기(101)를 급전부(102)에 걸거나 또는 매다는 것 등에 의해 급전부(102)와 전기적으로 접속되어 있다.
이러한 양극(100)을 이용한 전해에서는, 양극(100)의 돌기(101)와 급전부(102) 사이에서 전기 저항에 의한 발열 현상이 발생한다. 양극(100)에서는, 이 발열이 에너지 손실로 이어지기 때문에 최대한 억제되고 있다. 그러나, 전혀 발열이 되지 않도록 할 수는 없다.
또한, 이 발열 현상은, 구리 등의 일반적인 금속으로 형성되어 있는 양극을 연화나 용융할수록 온도 상승하는 것은 아니다. 그러나, 주석 또는 인듐 등과 같이 융점이 낮은 금속 또는 합금을 양극(100)으로 한 경우에는, 큰 전압이나 전류를 흘리면 그 발열에 의해 연화되어 변형되거나, 가장 고온이 되는 돌기(101)와 급전부(102)의 접점에서 돌기(101)가 용융되어, 양극(100) 자체를 지지할 수 없으므로, 전해조 내에 탈락되어 버리는 문제가 생긴다.
이러한 문제에 대하여, 도 10에 나타내는 바와 같은 통상적인 일체형의 형상의 양극(100)에서는, 돌기(101)와 급전부(102)의 접촉 면적이 매우 작기 때문에, 큰 전압이나 전류를 흘린 경우의 발열을 낮게 억제할 수 없다. 이 때문에, 양극(100)의 탈락을 막는 것은 곤란해진다. 따라서, 양극(100)에서는, 탈락까지의 단시간에 전해 처리를 종료시키지 않으면 안되어 작업성이 나빠지거나, 또한 전압이나 전류를 낮게 억제하여 전해를 행하는 수밖에 방법이 없으므로, 금속의 석출 효율이 나빠진다.
그 밖에, 특허문헌 3에는, 도 11에 나타내는 바와 같이 양극용에 전극판(103)의 상부 2개소에 구멍(104)을 형성하고, 도전 접속 지그(105)를 통해 급전용의 금속 막대(106)에 매달아, 금속 막대(106)와 급전부(107)를 전기적으로 접속하는 방법이 개시되어 있다. 또한, 특허문헌 4에는, 도 12에 나타내는 바와 같이 전극판(108)에 리본형의 금속 행거(109)를 2개소에 부착하여 급전용의 금속 막대(110)에 매달아, 금속 막대(110)와 급전부(111)를 전기적으로 접속하는 방법이 개시되어 있다.
그러나, 특허문헌 3에 기재되어 있는 방법에서는, 도전 접속 지그(105)와 전극판(103)이 각각의 구멍에서 점접촉밖에 하고 있지 않기 때문에, 큰 전압이나 전류를 흘린 경우의 접촉부의 온도 상승을 억제할 수 없어, 주석이나 인듐 등의 저융점 금속을 양극용의 전극판(103)에 이용한 경우에는 연화, 용융되어 탈락되어 버린다.
또한, 특허문헌 4에 기재된 방법은, 음극측의 전극으로서 많이 이용되고 있는 방법이지만, 이러한 구조는 양극에서도 사용되고 있다. 특허문헌 4에 기재되어 있는 방법에서는, 도 12에 나타내는 바와 같이 금속 행거(109)와 전극판(108)을 리벳에 의해 2개소에서 접합하고 있다. 이 금속 행거(109)는 금속 막대(110)와 단단히 접촉시키기 위해, 가공성이 좋은 얇은 금속이 사용되고 있고, 용이하게 변형되기 쉽기 때문에 리벳의 접합에 있어서도 변형을 발생시키거나 하여 충분히 면접합이 되어 있다고는 말하기 어렵다. 또한 행거(109)의 사용 목적으로부터, 전극판(108)을 충분히 유지할 수 있으면 필요 이상으로 폭이 넓은 금속을 사용하지 않는 것이 일반적이다. 이 특허문헌 4에 기재된 방법에서는, 온도 상승에 대하여 특허문헌 3에 기재된 방법과 같은 점접촉보다는 다소 완화되기는 하지만, 주석이나 인듐 등의 저융점 금속 또는 저융점 합금의 전극판에 대해서는 효과가 충분하지 않고, 큰 전압이나 전류를 흘린 경우에는 연화를 발생시키고, 금속 행거(109)와 전극판(108)의 접합부 근방에서 상변에 유지부가 없는 장소 등의 자중이 가해지고, 자중에 의한 변형을 발생시키기 시작하여 탈락되어 버린다.
그래서, 본 발명은, 이러한 실정을 감안하여 제안된 것으로, 저융점 금속 또는 저융점 합금의 전극판과, 이 전극판을 유지하여 급전부와 전기적으로 접속하는 유지 부재 사이의 접속 부분에서의 온도 상승을 억제하여, 전극판이 용융되지 않고 탈락시키는 일없이 장시간의 전해를 가능하게 하는 양극 및 그 제조 방법을 제공하는 것을 목적으로 한다. 특히, 전극판에 대하여 큰 전압이나 전류를 흘린 경우에도 전극판을 탈락시키는 일없이 장시간의 전해를 가능하게 하는 양극 및 그 제조 방법을 제공하는 것을 목적으로 한다.
전술한 목적을 달성하는 본 발명에 관련된 양극은, 100℃ 이상 250℃ 이하의 융점을 갖는 저융점 금속 또는 저융점 합금으로 이루어지는 전극판의 적어도 한쪽 주면의 한변 근방에, 상기 한변의 길이 이상의 길이를 가지며, 전극판의 융점보다 높은 융점을 갖는 금속 또는 합금으로 이루어지는 유지 부재가 면접촉에 의해 부착되어 있는 것을 특징으로 한다.
전술한 목적을 달성하는 본 발명에 관련된 양극의 제조 방법은, 100℃ 이상 250℃ 이하의 융점을 갖는 저융점 금속 또는 저융점 합금을 주형 중에서 냉각 고화하고, 고화한 저융점 금속 또는 저융점 합금을 주형으로부터 취출하여 전극판을 얻고, 얻어진 전극판의 적어도 한쪽 주면의 한변 근방에, 상기 한변의 길이 이상의 길이를 가지며, 전극판의 융점보다 높은 융점을 갖는 금속 또는 합금으로 이루어지는 유지 부재를 면접촉하도록 부착하여 양극을 제조하는 것을 특징으로 한다.
본 발명에서는, 전극판의 적어도 한쪽 주면의 한변 근방에 그 한변의 길이 이상의 길이를 갖는 유지 부재를 전극판에 면접촉시켜 부착함으로써, 전극판과 유지 부재 사이에 있어서 전기 저항에 의한 온도 상승을 억제하여 전극판의 용융을 방지하고, 또한 저항 가열에 의해 다소 연화가 생긴 경우에도 전극판의 적어도 한쪽 주면의 한변 근방 전체를 유지함으로써, 전극판의 탈락을 방지하여, 장시간의 전해를 행할 수 있다. 또한, 본 발명에서는, 큰 전압이나 전류를 흘린 경우에도 유지 부재를 면접촉시켜 부착함으로써 전기 저항에 의한 온도 상승을 억제하여 전극판의 용융을 방지할 수 있기 때문에, 장시간의 전해를 행할 수 있다.
또한, 본 발명에서는, 전극판에 100℃ 이상 250℃ 이하의 저융점을 갖는 저융점 금속 또는 저융점 합금을 이용함으로써 용이하게 용융할 수 있고, 냉각 고화하여 주조에 의해 전극판이 얻어지고, 얻어진 전극판의 적어도 한쪽 주면의 한변 근방에 면접촉시켜 유지 부재를 부착하는 것만으로, 전극판과 유지 부재 사이의 접속 부분에서의 전기 저항에 의한 온도 상승이 억제되어 전극판의 용융이 방지되고, 또한 저항 가열에 의해 연화가 생기더라도 탈락이 방지된 양극을 효율적으로 제조할 수 있다.
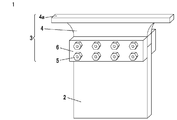
도 1은, 본 발명을 적용한 양극의 사시도이다.
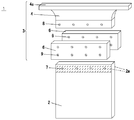
도 2는, 동일 양극의 분해 사시도이다.
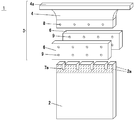
도 3은, 홈부가 형성된 전극판을 갖는 양극의 분해 사시도이다.
도 4는, 주형과 고정판의 관계를 나타내는 도면으로, 도 4(a)는 평면도이고, 도 4(b)는 측면도이다.
도 5는, 주형, 고정판, 막대의 관계를 나타내는 사시도이다.
도 6은, 홈부를 갖는 전극판을 제조하는 주형의 사시도이다.
도 7은, 전해 장치의 개략도이다.
도 8은, 전해조에서의 전극의 배치를 나타내는 개략도이다.
도 9는, 비교예에서 이용한 양극의 평면도이다.
도 10은, 종래의 양극의 평면도이다.
도 11은, 종래의 양극의 평면도이다.
도 12는, 종래의 양극의 평면도이다.
도 2는, 동일 양극의 분해 사시도이다.
도 3은, 홈부가 형성된 전극판을 갖는 양극의 분해 사시도이다.
도 4는, 주형과 고정판의 관계를 나타내는 도면으로, 도 4(a)는 평면도이고, 도 4(b)는 측면도이다.
도 5는, 주형, 고정판, 막대의 관계를 나타내는 사시도이다.
도 6은, 홈부를 갖는 전극판을 제조하는 주형의 사시도이다.
도 7은, 전해 장치의 개략도이다.
도 8은, 전해조에서의 전극의 배치를 나타내는 개략도이다.
도 9는, 비교예에서 이용한 양극의 평면도이다.
도 10은, 종래의 양극의 평면도이다.
도 11은, 종래의 양극의 평면도이다.
도 12는, 종래의 양극의 평면도이다.
이하에, 본 발명을 적용한 양극 및 그 제조에 관해 도면을 참조하여 상세히 설명한다. 또, 본 발명은, 특별히 한정이 없는 한, 이하의 상세한 설명에 한정되지 않는다.
<1. 양극>
본 발명을 적용한 도 1 및 도 2에 나타내는 양극(1)은, 전해에 이용되는 양극으로, 전해 장치의 급전부에 걸거나 또는 매다는 방식의 것이다. 양극(1)은, 전극판(2)의 양주면의 한변 근방에 위치하는 유지 부재 부착면(2a)에 전해시에 전극판(2)을 유지하는 유지 부재(3)가 부착되어 있다.
전극판(2)은, 100℃ 이상 250℃ 이하의 융점을 갖는 저융점 금속 또는 저융점 합금으로 이루어지고, 예컨대 정사각형 또는 직사각형의 판형으로 형성되어 있다. 저융점 금속 또는 저융점 합금으로는, 주석, 인듐, 또는 인듐과 주석의 합금(예컨대 In-9.6 wt% Sn), 인듐과 갈륨의 합금(예컨대 In-6.3 wt% Ga) 등을 들 수 있다.
전극판(2)의 두께는, 전극판(2) 자체의 중량에 의해 유지 부재(3)로부터 탈락하는 것을 방지하는 점이나 전해가 진행됨에 따라 양극(1)의 두께가 얇아지는 점 등으로부터 적절히 결정된다. 예컨대, 전극판(2)의 두께로는, 2 mm 이상 15 mm 이하로 하는 것이 바람직하다. 2 mm 이하의 두께에서는, 얇아서 취급시에 파단시켜 버리는 경우가 있고, 또한 전해의 양극(1)으로서는 용이하게 공식되어 버리기 때문에 바람직하지 않다. 한편, 두께가 15 mm 이상이 되면, 전극판(2)의 중량이 무거워지기 때문에 탈락되기 쉽고, 취급이 곤란해지는 데다가, 전해가 진행되어 양극(1)이 얇아지면 전극간 거리가 넓어지고 전압 상승이 현저해지기 때문에 바람직하지 않다.
전극판(2)을 형성하는 저융점 금속 또는 저융점 합금은, 순도가 높을수록, 또한 온도가 높아질수록 연해지는 특징이 있다. 이 때문에, 저융점 금속 또는 저융점 합금을 판형으로 성형한 전극판(2)은, 전해 장치에 부착했을 때에 상측에 위치하는 유지 부재 부착면(2a)에 접촉 면적이 큰 유지 부재(3)가 부착되고, 그 유지 부재(3)에 의해 전해액 중에서 매달린 상태가 유지된다.
유지 부재(3)는, 전극판(2)의 유지 부재 부착면(2a)에 부착되어, 전해시에 전해액 중에서 전극판(2)을 유지하며, 또한 전극판(2)과 전해 장치에 설치된 급전부를 전기적으로 접속한다.
유지 부재(3)는, 전극판(2)의 융점보다 높은 융점을 갖고, 전기 전도도가 높은 금속 또는 합금으로 이루어진다. 전극판(2)의 융점보다 높은 융점을 갖는 금속 또는 합금을 이용함으로써 만일 전극판(2)과의 접촉 부분에서 저항이 높아지고 온도가 상승하더라도 유지 부재(3)가 전극판(2)보다 먼저 용융되어 전극판(2)이 탈락되는 것을 방지할 수 있다. 유지 부재(3)를 형성하는 금속 또는 합금으로는, 은, 구리, 금, 또는 이들의 합금 등을 들 수 있고, 그 중에서도 비용적으로 저렴한 구리를 이용하는 것이 바람직하다.
또한, 유지 부재(3)는, 융점이 높고 전기 전도도가 높은 금속 또는 합금을 심재로 하고, 전해액에 의한 부식이 생기지 않는 이온화 경향이 낮은 금속에 의해 피복한 것을 사용하는 것이 바람직하다. 피복용의 금속으로는, 심재를 부식 등에 의한 부도체 피막 형성으로부터 방지하기 위해 백금 등의 귀금속이나 티탄 등을 들 수 있고, 그 중에서도 비용적으로 저렴한 티탄을 이용하는 것이 바람직하다. 전해액에 의한 내식성의 요구가 높지 않은 경우에는, 전기 도전성이 높고, 내마모성이 있는 금속을 선정하는 것이 보다 바람직하다.
심재의 피복은, 용접 가공이나 도금, 클래드 등의 일반적인 방법으로 행할 수 있다. 부식의 우려가 있는 개소에만 부분적으로 피복하는 것이어도 문제없다. 혹시 전해액에 의한 부식 등의 우려가 전혀 없는 경우에는, 피복하지 않은 심재만을 유지 부재(3)로 해도 좋다.
유지 부재(3)의 형상으로는, 전극판(2)의 적어도 한쪽 주면의 한변 근방, 즉 유지 부재 부착면(2a)과 면접촉하도록 부착되어, 전극판(2)을 유지하고, 전극판(2)과 급전부를 전기적으로 접속할 수 있는 것이면 형상은 특별히 한정되지 않는다.
유지 부재(3)로는, 예컨대, 도 1 및 도 2에 나타내는 바와 같은 것을 들 수 있다. 도 1에 나타내는 유지 부재(3)는, 전극판(2)과 도전 접속 부재(6)를 통해 전기적으로 접속되고, 전극판(2)과 급전부를 전기적으로 접속하고, 전극판(2)을 전해액 중에서 유지하고, 전극판 유지 부재(4)와, 전극판(2)과 전극판 유지 부재(4)를 전기적으로 접속하는 도전 접속 부재(6)와, 도전 접속 부재(6)를 전극판(2) 및 전극판 유지 부재(4)에 부착하는 볼트(5)를 갖는다.
전극판 유지 부재(4)는, 하측의 단부가 전극판(2)과 도전 접속 부재(6)를 통해 접속되고, 전극판(2)을 급전부에 걸거나 또는 매달기 위해, 상측의 단부는 수평 방향으로 팔을 내뻗은 구조로 되어 있다. 이 내뻗은 부분은, 급전부와 전기적으로 접속되는 급전 접속부(4a)가 된다. 급전 접속부(4a)는, 가로 방향의 막대형이어도 좋고 판형으로 형성되어 있어도 좋다. 급전 접속부(4a)의 형상으로는, 바람직하게는 급전부와의 접촉 면적을 충분히 확보할 수 있는 구조로서, 양극과 음극을 교대로 설치했을 때에(도 8 참조), 양극과 음극의 전극간 거리가 지나치게 넓어지지 않는 것이 좋다.
도전 접속 부재(6)는, 판형으로 형성된 전극판(2)의 유지 부재 부착면(2a) 전체면에 적어도 접하도록 전극판(2)의 유지 부재 부착면(2a)의 길이 이상의 길이 및 볼트(5)로 전극판(2)과 전극판 유지 부재(4)의 접속 부분을 일체로 접속할 수 있는 충분한 폭을 갖는 판형으로 형성되어 있다. 도전 접속 부재(6)에는, 도전성이 좋은 금속을 이용하는 것이 바람직하다. 이 도전 접속 부재(6)가 전극판(2)에 면접촉에 의해 접속되어 있음으로써, 전극판(2)과 도전 접속 부재(6)의 접속 부분에 있어서 전기 저항에 의해 온도 상승하더라도 열이 확산되어 전극판(2)의 용융을 방지할 수 있고, 큰 전압이나 전류를 흘린 경우에도 전극판(2)의 용융을 방지할 수 있다. 또한, 만일 전기 저항에 의해 온도가 상승하여 다소 연화가 생기더라도 전극판(2)의 유지 부재 부착면(2a) 전체와 도전 접속 부재(6)가 접속되어 있기 때문에, 전극판(2)의 탈락을 방지할 수 있다.
전극판(2)과 유지 부재(3)의 접속 방법은, 도 1 및 도 2에 나타내는 바와 같이, 전극판(2)에 전극판 유지 부재(4)를 맞댄 상태에서, 전극판(2)과 전극판 유지 부재(4)의 접속 부분을 측면, 즉 전극판(2)의 양주면측으로부터 2장의 도전 접속 부재(6)에 의해 끼워넣고, 전극판(2)과 2장의 도전 접속 부재(6), 및 전극판 유지 부재(4)와 2장의 도전 접속 부재(6)의 각각에 볼트(5)를 관통시켜, 볼트(5)와 도시하지 않은 너트를 체결한다. 이 때, 2장의 도전 접속 부재(6) 중 1장의 관통공(9)을 볼트(5)에 대응한 나사 구멍으로 하여, 너트를 이용하지 않고 전극판(2)과 전극판 유지 부재(4)를 도전 접속 부재(6)와 볼트(5)를 이용하여 체결해도 좋다. 이에 따라, 전극판(2)과, 전극판 유지 부재(4) 및 2장의 도전 접속 부재(6)를 갖는 유지 부재(3)가 일체가 되고, 볼트(5)와 도전 접속 부재(6)에 의해 전극판(2)과 전극판 유지 부재(4)를 전기적으로 접속한다. 전극판(2), 전극판 유지 부재(4) 및 도전 접속 부재(6)에는, 도 2에 나타내는 바와 같이, 미리 볼트(5)를 통과시키는 관통공(7, 8, 9)을 형성해 둔다. 이러한 접속 방법으로 접속하는 경우에는, 도 1에 나타내는 바와 같이, 전극판(2) 및 전극판 유지 부재(4)의 각각에 4개씩 볼트(5)를 부착한 예를 나타냈지만, 이것에 한정되지 않고, 복수의 볼트(5), 바람직하게는 3개 이상의 볼트(5)로 접속하는 것이 바람직하고, 특히 바람직하게는 유지 부재(3)에 전극판(2)을 단단히 고정하며 또한 작업의 번잡함을 피하기 위해 3개 또는 4개로 하는 것이 특히 바람직하다. 볼트(5)의 간격은, 좌우 대칭으로 충분히 넓어지고 등간격이면 된다.
또한, 전극판(2)은, 도 3에 나타내는 바와 같이, 볼트(5)를 통과시키는 관통공(7)을 홈부(7a)로 한 것이어도 좋다. 홈부(7a)는, 전극판(2)의 전극판 유지 부재(4)와 상대하는 외주부에 형성되고, 전극판 유지 부재(4)에 상대하는 상단부측이 개구되고, 볼트(5)의 직경 이상의 폭으로 절입하여 홈형으로 형성되어 있다. 홈부(7a)의 형상은, 도 3에 나타낸 U자 형상의 홈부에 한정되지 않고, 예컨대 삼각 형상이나 사각 형상의 홈으로 해도 좋고, 전극판(2)의 홈부(7a)에 볼트(5)를 관통시켜 전극판 유지 부재(4)에 부착할 수 있으면 어떠한 형상이어도 좋다.
도 3에 나타내는 전극판(2)을 이용한 경우에도, 도 1에 나타내는 경우와 마찬가지로 전극판(2)과 유지 부재(3)를 접속할 수 있다. 맞댄 전극판(2)과 전극판 유지 부재(4)의 양주면을 2장의 도전 접속 부재(6)에 의해 끼워넣고, 전극판(2)의 홈부(7a)와 2장의 도전 접속 부재(6), 및 전극판 유지 부재(4)와 2장의 도전 접속 부재(6)의 각각에 볼트(5)를 관통시켜, 볼트(5)와 도시하지 않은 너트를 체결한다. 2장의 도전 접속 부재(6)에 의해 전극판(2)을 끼워넣음으로써, 홈형으로 형성한 홈부(7a)이더라도 전극판 유지 부재(4)로부터 전극판(2)이 낙하하지 않고 부착할 수 있다.
도 3에 나타내는 전극판(2)에서는, 볼트(5)가 관통하는 부분을 관통공으로 하지 않고, 홈형의 홈부(7a)로 함으로써, 전극판(2)을 전극판 유지 부재(4)로부터 용이하게 부착, 제거를 할 수 있다. 예컨대, 연속 조업시에 전극판(2)을 교환할 때, 볼트(5)를 빼내어 전극판(2) 및 전극판 유지 부재(4)로부터 2장의 도전 접속 부재(6)를 완전히 분리시키지 않고, 볼트(5)를 느슨하게 하는 것만으로 사용 종료된 전극판(2)을 유지 부재(3)로부터 용이하게 떼어낼 수 있다. 그리고, 전극판(2)을 제거한 유지 부재(3)의 상태대로, 신규의 전극판(2)을 도전 접속 부재(6)와의 사이에 볼트(5)가 홈부(7a)에 끼워지도록 삽입하고, 볼트(5)를 체결함으로써 용이하게 전극판(2)을 고정할 수 있다. 이와 같이, 홈부(7a)가 형성된 전극판(2)은, 부착, 제거가 용이하기 때문에, 작업 효율을 향상시킬 수 있다.
도 1에 나타내는 유지 부재(3)에서는, 전극판(2)과 전극판 유지 부재(4)를 2장의 도전 접속 부재(6)에 의해 끼워넣고, 볼트(5) 및 도전 접속 부재(6)로 접속 상태를 유지함으로써 전극판(2)을 전해액 중에서 유지한다. 또한, 유지 부재(3)는, 전극판(2)과 전극판 유지 부재(4)를 도전 접속 부재(6)를 통해 전기적으로 접속하고, 전극판(2)과 급전 접속부(4a)가 걸려 있는 급전부를 전기적으로 접속한다.
유지 부재(3)로는, 도 1에 나타내는 것에 한정되지 않고, 보다 간편한 방법으로서, 예컨대 스프링 등을 이용한 끼워넣음력을 이용하여 원터치로 착탈하는 방법을 채용해도 좋다. 다만, 이 경우에는, 도 1에 나타내는 유지 부재(3)로부터 전극판(2)을 끼워넣을 때에 전극판(2)과 단단히 면접촉할 수 있는 것과 같은 설계의 고안이 필요하거나, 가동부가 많아지기 때문에, 전해액으로부터의 부식 대책이 보다 중요해지고 메인터넌스 등이 번잡해진다. 이 때문에, 장기간 사용하는 경우에는, 보다 구조가 간단한 도 1에 나타내는 볼트(5)를 사용한 유지 부재(3)가 바람직하다. 또, 유지 부재(3)로는, 전극판(2)을 유지할 수 있고, 전극판(2)과 급전부를 전기적으로 접속할 수 있는 것이면, 전극판(2)의 한쪽 주면의 유지 부재 부착면(2a)에만 부착하는 것이어도 좋다.
이상과 같은 구성으로 이루어지는 양극(1)은, 전극판(2)이 저융점 금속 또는 저융점 합금으로 형성되어 있어도 전극판(2)과 유지 부재(3), 예컨대, 도 1 중의 도전 접속 부재(6)가 면접촉하고 있기 때문에, 접속 부분에서 저항 가열이 생기더라도 열이 확산되고 온도 상승이 억제되어 전극판(2)의 용융을 방지할 수 있고, 또한 만일 저항 가열에 의해 다소 연화가 생기더라도 전극판(2)의 유지 부재 부착면(2a) 전체를 유지 부재(3)로 유지함으로써 전극판(2)의 탈락을 방지할 수 있어, 장시간의 전해를 할 수 있다. 양극(1)에서는, 전극판(2)과 유지 부재(3)가 면접촉하고 있기 때문에, 전극판(2)에 대하여 큰 전압이나 전류를 흘린 경우에도 전극판(2)이 탈락되지 않아, 장시간의 전해를 할 수 있다. 또한, 양극(1)은, 전극판(2)의 두께를 두껍게 하더라도, 예컨대 8 mm 이상의 두께여도 유지 부재(3)로부터 낙하하지 않고 유지되기 때문에, 장시간의 전해를 할 수 있다.
<2. 양극의 제조 방법>
양극(1)의 제조 방법에 관해서는, 우선 전극판(2)의 제조 방법에 관해 설명한다. 전극판(2)은, 전극판(2)의 형상에 맞춘 주형을 이용하여 주조에 의해 제조한다.
구체적으로, 도 1 및 도 2에 나타내는 양극(1)에 이용되는 전극판(2)은, 도 4 및 도 5에 나타내는 바와 같은, 예컨대 충분한 두께의 그래파이트 카본제의 판에 전극판(2)의 크기에 상당하는 오목부(10a)를 형성한 주형(10)을 이용하여 형성한다. 그래파이트 카본제의 주형(10)을 이용함으로써, 가열할 때에 열이 오목부(10a)에 넣은 금속에 전해지기 쉽기 때문에 금속을 녹이기 쉽고, 또한 냉각 후에 주형(10)으로부터 굳어진 금속을 취출하기 쉬워진다.
주형(10)에는, 그래파이트 카본 외에, 내열성의 면에서 폴리테트라플루오로에틸렌이나 고융점 금속의 것을 사용할 수 있다. 그러나, 폴리테트라플루오로에틸렌의 경우에는, 열전도율이 나쁘기 때문에 금속을 용융시키기까지 시간이 걸려 바람직하지 않다. 고융점 금속의 경우에는, 용융한 저융점 금속 또는 저융점 합금과의 습윤성이 높아져, 냉각 고화하여 취출할 때에 형으로부터 박리하기 어려워지기 때문에 바람직하지 않다. 따라서, 열전도율이 좋으며 또한 열팽창에 의한 변형이 적고 박리성이 좋은 재질로서 그래파이트 카본이 바람직하다. 주형(10)의 치수는, 전극판(2)의 두께나 넓이의 치수에 의해 결정된다. 주형(10)의 오목부(10a)에는, 냉각 고화한 전극판(2)을 보다 취출하기 쉽게 하기 위해, 내벽이 저면으로부터 개구를 향하여 넓어지도록 각도를 형성해도 좋다.
전술한 주형(10)을 이용하여 주조할 때에는, 형성되는 전극판(2)의 유지 부재(3)를 부착하는 유지 부재 부착면(2a)에 유지 부재(3)를 부착하기 위한 볼트(5)를 통과시키는 관통공(7)을 형성한다. 예컨대, 관통공(7)의 형성 방법으로는, 도 4 및 도 5에 나타내는 바와 같이, 저융점 금속 또는 저융점 합금이 주형(10) 내에서 용융되어 있는 동안에, 주형(10)의 개구측으로부터 볼트(5)와 동일한 직경을 갖는 막대(11)를 삽입함으로써, 삽입한 막대(11) 부분이 관통공(7)이 되도록 한다. 용융한 저융점 금속 또는 저융점 합금 중에서 막대(11)를 고정하기 위해, 주형(10)의 폭과 거의 동일한 크기로 판형으로 형성되고, 막대(11)를 통과시키기 위한 통과 구멍(12)을 형성한 고정판(13)을 이용한다.
고정판(13)은, 주형(10)에 대하여 평행하며 또한 주형(10) 상에서 떠오르거나 하지 않고 주형(10)의 개구부에 덮이도록 한다. 또한, 고정판(13)은, 주조를 반복할 때마다 주형(10) 상에 적절히 덮이도록 위치 정밀도가 확실히 유지되는 구조로 한다. 이 때문에, 고정판(13)에는, 도 5에 나타내는 바와 같이, L자형이 되도록 한쪽의 짧은 변의 저면에, 주형(10)의 두께와 동일한 높이를 갖고, 고정판(13)의 짧은 변과 동일한 길이를 갖는 정밀도 유지 부재(14)가 부착되어 있다.
이 정밀도 유지 부재(14)는, 고정판(13)을 주형(10)에 덮었을 때에 주형(10)의 외측의 면을 따라 슬라이드하도록 끼워 맞춰진다. 정밀도 유지 부재(14)는, 주형(10)의 높이와 동일한 높이로 형성되어 있기 때문에 고정판(13)의 높이의 정밀도를 유지할 수 있고, 또한 길이가 고정판(13)의 길이와 동일하게 형성되어 있기 때문에, 단부(14a)를 주형(10)의 모서리부(10b)에 맞춤으로써 막대(11)를 통과시키는 통과 구멍(12)의 위치의 정밀도를 유지할 수 있다. 정밀도 유지 부재(14)는, 높은 위치 정밀도를 유지할 수 있으면 전술한 구조에 한정되는 것은 아니다.
관통공(7)을 형성하는 막대(11)는, 내열성이 있으며 또한 저융점 금속 또는 저융점 합금을 응고시킨 후에도 제거하기 쉽도록, 금속과의 습윤성이 나쁜 것을 이용하는 것이 바람직하다. 예컨대, 폴리테트라플루오로에틸렌으로 이루어지는 막대(11)를 이용하는 것이 바람직하다.
막대(11)의 크기는, 주조하는 전극판(2)을 관통시키는 데에 충분한 길이와 볼트(5)의 직경에 상당하는 직경을 가질 필요가 있다. 막대(11)의 수나 막대(11)를 삽입하는 간격은, 볼트(5)의 수 및 위치에 맞춘다.
이러한 주형(10) 등을 이용하여 전극판(2)을 제조하는 경우에는, 저융점 금속 또는 저융점 합금을 주형(10) 내에서 융점 이상까지 가열하여, 저융점 금속 또는 저융점 합금이 충분히 용융되어 주형(10) 내에 확산된 상태에서 막대(11)를 통과 구멍(12)에 통과시킨 상태의 고정판(13)을 막대(11)가 관통공(7)을 형성하는 부분과 대향하도록 주형(10)에 덮어, 용융된 금속 중에 막대(11)를 삽입한다. 그리고, 막대(11)를 삽입한 상태에서 정치하여 금속을 냉각 고화시킨다. 그리고, 막대(11)를 통과 구멍(12)으로부터 빼내고, 고화한 금속을 주형(10)으로부터 떼어내어 관통공(7)이 형성된 전극판(2)을 얻는다. 이 전극판(2)의 제조 방법에서는, 막대(11)를 삽입할 때까지, 저융점 금속 또는 저융점 합금의 용융 상태를 유지하기 위해, 주형(10)을 가열하는 것이 바람직하다.
그리고, 전극판 유지 부재(4)의 도전 접속 부재(6)와 접속되는 단부에 관통공(8)을 형성하고, 도전 접속 부재(6)의 전극판(2)의 관통공(7) 및 전극판 유지 부재(4)의 관통공(8)과 대향하는 위치에 볼트(5)를 통과시키는 관통공(9)을 형성한다. 관통공(8, 9)의 형성 방법은, 예컨대 일반적인 드릴에 의한 절삭 가공을 들 수 있다.
다음으로, 이상과 같이 하여 얻어진 전극판(2)의 유지 부재 부착면(2a)에 유지 부재(3)를 부착하여 양극(1)을 제조한다. 전극판(2)과, 전극판 유지 부재(4)를 맞대고, 맞댄 부분을 양측으로부터 2장의 도전 접속 부재(6)에 의해 끼워넣고, 전극판(2), 전극판 유지 부재(4) 및 도전 접속 부재(6)의 관통공(7, 8, 9)에 볼트(5)를 관통시켜, 볼트(5)와 너트를 체결함으로써, 전극판(2)과 유지 부재(3)가 일체가 되고, 양극(1)이 얻어진다.
전술한 양극(1)의 제조 방법은, 유지 부재(3)가 도 1에 나타내는 바와 같은 것인 경우를 설명했지만, 유지 부재(3)의 구조에 따라 각각에 알맞은 부착 방법으로 행하도록 한다.
전술에서는, 관통공(7)을 갖는 전극판(2)을 사용한 양극(1)의 제조 방법을 설명했지만, 다음으로, 홈부(7a)를 갖는 전극판(2)을 사용한 양극(1)의 제조 방법에 관해 설명한다.
홈부(7a)를 갖는 전극판(2)은, 도 6에 나타내는 주형(15)을 이용하여 제조할 수 있다. 주형(15)은, 충분한 두께의 그래파이트 카본제의 판에 전극판(2)의 크기에 상당하는 오목부(15a)가 형성되고, 홈부(7a)에 상당하는 위치에 내벽으로부터 돌출된 볼록부(15b)가 형성되어 있다. 주형(15)의 오목부(15a)에는, 냉각 고화한 전극판(2)을 보다 취출하기 쉽게 하기 위해, 내벽이 저면으로부터 개구를 향하여 넓어지도록 각도를 형성해도 좋다.
전극판(2)을 제조할 때에는, 저융점 금속 또는 저융점 합금을 주형(15) 내에서 융점 이상까지 가열하여, 저융점 금속 또는 저융점 합금을 충분히 용융하여 주형(15) 내에 확산시킨 후, 금속을 냉각 고화시킨다. 그리고, 고화한 금속을 주형(15)으로부터 떼어내어 홈부(7a)가 형성된 전극판(2)을 얻는다.
이 전극판(2)의 제조 방법에서는, 전술한 바와 같이 관통공(7)을 형성할 필요가 없기 때문에, 주형(15) 내에서 전극 재료의 저융점 금속 또는 저융점 합금을 용융 유지할 필요가 없는 점에서, 별도의 용기에서 저융점 금속 또는 저융점 합금을 용융한 후, 주형(15)의 오목부(15a)에 유입시켜 전극판(2)을 얻어도 좋다.
홈부(7a)가 형성된 전극판(2)은, 주형(15)에 홈부(7a)를 형성하는 볼록부(15b)가 형성되어 있기 때문에, 주형(15) 내에서 저융점 금속 또는 저융점 합금을 용융시키고, 냉각 고화시키거나, 또는 용융한 저융점 금속 또는 저융점 합금을 유입시켜, 금속을 냉각 고화시키는 것만으로 제조할 수 있다. 이에 따라, 홈부(7a)가 형성된 전극판(2)은, 관통공(7)이 형성된 전극판(2)보다 용이하게 또한 효율적으로 제조할 수 있다.
홈부(7a)를 형성한 전극판(2)을 이용하는 경우에는, 먼저 전극판 유지 부재(4) 및 도전 접속 부재(6)의 관통공(8, 9)에 볼트(5)를 관통시켜, 볼트(5)와 너트를 느슨하게 체결해 두고, 그 후, 전극판(2)의 홈부(7a)에 볼트(5)가 끼워지도록 삽입한 후에 볼트(5)와 너트를 단단히 체결하여, 전극판(2)과 유지 부재(3)를 일체화한 양극(1)을 얻어도 좋다.
이상의 양극(1)의 제조 방법에서는, 전극판(2)에 100℃ 이상 250℃ 이하의 저융점을 갖는 저융점 금속 또는 저융점 합금을 이용함으로써 용이하게 용융할 수 있고, 용융한 저융점 금속 또는 저융점 합금을 주형에 의해 성형함으로써 전극판(2)이 얻어지고, 얻어진 전극판(2)의 유지 부재 부착면(2a)에 유지 부재(3), 예컨대 도 1 중의 도전 접속 부재(6)를 면접촉시켜 부착하는 것만으로, 전극판(2)과 유지 부재(3) 사이의 접속 부분에서 저항에 의한 온도 상승이 억제되어, 전극판(2)이 용융되지 않고, 또한 저항 가열에 의해 다소 연화가 생기더라도 탈락이 방지된 양극(1)을 효율적으로 제조할 수 있다. 또한, 이 양극(1)의 제조 방법에서는, 큰 전압이나 전류를 흘린 경우에도 유지 부재(3)를 면접촉시켜 부착함으로써 전기 저항에 의한 온도 상승이 억제되어, 전극판(2)이 용융되지 않고, 탈락이 방지된 양극(1)을 효율적으로 제조할 수 있다.
또한, 양극(1)의 제조 방법에서는, 도 1에 나타내는 양극(1)을 도 2에 나타내는 구성으로 제조하는 경우, 도 4 및 도 5에 나타내는 바와 같이, 전극판(2)의 볼트(5)를 통과시키는 관통공(7)을 형성할 때에, 고정판(13)에 의해 위치 결정된 막대(11)를 용융한 저융점 금속 또는 저융점 합금에 삽입하는 것만으로 관통공(7)이 형성된 전극판(2)을 용이하게 제조할 수 있다. 이에 따라, 도 1에 나타내는 양극(1)을 도 2에 나타내는 구성으로 제조하는 경우에는, 관통공(7)을 갖는 전극판(2)을 이용함으로써, 이 전극판(2)에 도전 접속 부재(6)를 볼트(5)로 접속하는 것만으로 양극을 제작할 수 있기 때문에, 양극(1)을 효율적으로 제조할 수 있다.
도 3에 나타내는 구성의 양극(1)을 제조하는 경우에는, 도 6에 나타내는 바와 같은 주형(15)에 용융한 저융점 금속 또는 저융점 합금을 유입시키는 것만으로, 홈부(7a)가 형성된 전극판(2)을 얻을 수 있기 때문에, 보다 용이하게 전극판(2)을 제조할 수 있다. 또한, 도 3에 나타내는 구성으로 양극(1)을 제조하는 경우에는, 도전 접속 부재(6)를 전극판 유지 부재(4)로부터 완전히 분리시키지 않고, 볼트(5)를 느슨하게 한 상태에서 전극판(2)을 2장의 도전 접속 부재(6) 사이에 볼트(5)가 홈부(7a)에 들어가도록 삽입하고, 그 후 볼트(5)로 단단히 체결함으로써 전극판(2)과 전극판 유지 부재(4)를 접속할 수 있다. 홈부(7a)가 형성된 전극판(2)을 이용한 경우에는, 특히 사용 종료된 전극판(2)을 신규의 전극판(2)으로 교환할 때에 용이하게 교환할 수 있기 때문에, 양극(1)의 제조를 보다 효율적으로 행할 수 있다.
실시예
이하, 본 발명을 적용한 구체적인 실시예에 관해 설명하지만, 본 발명은, 이들 실시예에 한정되지 않는다.
<실시예 1>
실시예 1에서는, 도 2에 나타내는 관통공이 형성된 전극판을 이용한 양극과 동일한 구성으로 도 1에 나타내는 양극을 제작했다.
두께 4 mm, 가로세로 27 cm 사방 사이즈의 인듐 전극판을, 주형(도 5 참조)을 이용하여 용해 주조로 제작했다.
주형은, 두께 30 mm, 가로세로 30 cm 사방의 카본 그래파이트에, 깊이 15 mm이고 가로세로 27 cm인 오목부를 형성하여 제작했다. 고정판은, 세로 65 mm, 가로 35 cm, 높이 35 mm의 카본 그래파이트의 덩어리로부터 세로 60 mm, 가로 30 mm, 높이 30 mm의 판형이 되도록 깎아내어 제작했다. 고정판에 부착하는 정밀도 유지 부재의 치수(d)(도 4 참조)는, 카본 그래파이트의 두께와 동일한 30 mm로 하고, 길이는 고정판의 가로 30 mm와 동일하게 했다. 고정판에는, 직경 5 mm의 통과 구멍을 4개 등간격으로 뚫었다. 여기서, 통과 구멍의 위치는, 전극판의 상변으로부터 15 mm 거리의 선 상에 6.8 cm 간격이 되도록 배치했다. 또한, 볼트의 통과 구멍을 형성하기 위한 막대는, 직경 5 mm 길이 3 cm의 테플론(등록 상표)제의 것을 4개 준비했다.
이상과 같이 하여 제작한 주형 등을 사용하여 다음과 같이 하여 인듐 전극판을 주조했다. 아즈완사 제조의 대형 핫 플레이트(HP-A2234M, 30 cm×30 cm)에 제작한 주형을 올리고, 그 위에 2000 g의 인듐 금속을 올렸다. 이 상태에서 핫 플레이트를 약 300℃까지 가열하여 유지했다. 인듐 금속이 완전히 용해된 시점에서, 고정판에 부착한 정밀도 유지 부재의 단부를 주형의 한쪽 모서리에 맞춰 올려 4개의 통과 구멍에 테플론(등록 상표)제의 막대를 안쪽까지 삽입하고 나서 냉각을 행했다. 인듐 금속이 실온까지 식은 후에 테플론(등록 상표)제의 막대를 빼내고, 고정판을 떼어내고 나서 주형을 뒤집었다. 고화한 인듐 금속은 주형으로부터 신속히 박리하여 취출할 수 있었다. 얻어진 인듐 전극판의 두께는 약 4 mm였다.
다음으로, 인듐 전극판을 다음과 같이 하여 제작된 유지 부재에 부착했다. 유지 부재로는, 도 1에 나타내는 유지 부재와 동일한 형상의 구리재이고, 상변의 길이가 40 cm이고 하변을 27 cm로 축소시킨 형상으로 성형한 전극판 유지 부재와 도전 접속 부재를 준비하고, 표면을 티탄으로 피막했다. 전극판 유지 부재의 하변으로부터 상측으로 15 mm 거리의 선 상에 중심끼리가 6.8 cm 간격이 되도록 5 mm의 볼트를 통과시키는 통과 구멍을 4개 뚫었다. 이러한 유지 부재와 인듐 전극판의 통과 구멍에 볼트를 통과시키고, 볼트와 너트를 이용하여 4개소에서 서로 연결시켰다. 인듐 전극판과 유지 부재가 일체가 된 양극의 위부터 아래까지의 길이는 40 cm였다.
이상과 같이 하여 제작한 양극을 이용하여 전해를 행했다. 전해 장치(20)에는, 도 7에 나타내는 장치를 이용했다. 전해액(21)은, 1 mol/L의 질산암모늄 수용액 100 L를 준비하고, 이것에 질산을 첨가하여 pH를 4.0으로서 제작했다. 이것을 액분산판(22)을 설치한 전해조(23)에 넣고 전해액(21)을 25℃로 유지했다. 또한 극 중심간 거리가 2.0 cm가 되도록 양극(24)을 4장, 음극(25)을 5장, 도 8에 나타내는 바와 같이 배치하고, 양극(24)과 음극(25)을 도선(26)의 2심 VV 케이블(JIS C 3342 허용 전류 200 A, 공칭 단면적 100 mm2)을 이용하여 연결하고, 정류기와 결선했다.
전해 장치(20)에는, 전해조(23)에 인접하여 설치한 조정조(27)에 pH 4.0의 1 mol/L의 질산암모늄 수용액이 들어 있다. 조정조(27)는, 순환 펌프(28)에 의해 전해조(23)와 접속되고, 전해액(21)을 순환시킨다. 조정조(27)는, 전해액(21)을 교반하는 교반봉(29), pH를 측정하는 pH 전극(30), 전해액(21)의 온도를 제어 및 유지하기 위한 온도 조절 히터(31) 및 냉각기(32)를 구비한다.
이러한 구성의 전해 장치(20)에 있어서 전류 밀도가 15 A/dm2가 되도록 전류를 유지하여 전해를 행했다.
전해 중, 인듐 전극판과 도전 접속 부재의 접점 온도는 50℃ 내지 80℃ 사이를 추이하고, 온도 상승에 의한 인듐 전극판의 변형은 보이지 않았다. 실시예 1에서는, 전해에 의해 전해액에는 수산화인듐을 연속하여 6시간 발생시킬 수 있고, 얻어진 슬러리를 고액 분리할 수 있었다.
<실시예 2>
실시예 2에서는, 도 3에 나타내는 홈부가 형성된 전극판을 이용한 양극과 동일한 구성으로 도 1에 나타내는 양극을 제작했다.
두께 8 mm, 세로 349 mm, 가로 260 mm 사이즈의 인듐 전극판을, 주형(도 6 참조)을 이용하여 용해 주조로 제작했다.
주형은, 두께 30 mm, 세로 400 mm, 가로 300 mm의 카본 그래파이트의 내측에, 깊이 15 mm이고 바닥부가 세로 349 mm, 가로 260 mm인 오목부를 형성하여 제작했다. 보다 상세하게는, 깊이 8 mm의 위치에서 세로 355 mm, 가로 266 mm가 되도록 주형 내벽에 경사를 형성했다. 또한, 주형에는, 한쪽의 짧은 변으로부터 돌출되는 볼록부가 형성되어 있다. 그 볼록부는, 주형의 오목부의 바닥 위치에서 폭 14 mm, 길이 17 mm, 깊이 8 mm의 위치에서는 폭 8 mm, 길이 14 mm가 되는 것과 같은 각도를 가진 형상이다. 볼록부는, 3개 등간격으로 형성했다. 그 볼록부는, 주형의 짧은 변에 접속하고 있지 않은 다른 한쪽의 단부를 원호형으로 하여 U자 형상으로 형성했다.
그리고, 아즈완사 제조의 대형 핫 플레이트(HP-A2234M, 30 cm×30 cm)에 2 L 스테인리스 포트를 올리고 그 위에 5000 g의 인듐 금속을 넣었다. 이 상태에서 핫 플레이트를 약 300℃까지 가열하고 유지하여, 인듐 금속을 완전히 용해했다. 이 용융 인듐을 전술한 주형에 유입시켰다. 그 후 15분간의 실온 정치에 의한 냉각으로 고화시킨 후, 주형을 뒤집었다. 고화한 인듐 금속은 주형으로부터 신속히 박리하여 취출할 수 있었다. 전극판의 한변에는 3개의 홈부가 문제없이 형성되어 있고, 두께 8 mm, 세로 349 mm, 가로 260 mm 사이즈의 인듐 전극판이 얻어졌다.
유지 부재에 대한 부착은, 부착 볼트가 4개로부터 3개로 감소한 것 이외에는 실시예 1과 동일한 방법으로 행했다. 전해도 실시예 1과 동일한 방법으로 행했다.
실시예 2에 있어서는, 전해에 의해 수산화인듐을 12시간 발생시킬 수 있고, 얻어진 슬러리를 고액 분리할 수 있었다.
<실시예 3>
실시예 3에서는, 실시예 2에 있어서 U자형으로 형성한 홈부를 삼각형의 V자형으로 한 전극판을 이용한 양극을 제작했다. 그 이외의 조건은 실시예 2와 동일하게 행했다.
실시예 3에 있어서도, 전해에 의해 수산화인듐을 12시간 발생시킬 수 있고, 얻어진 슬러리를 고액 분리할 수 있었다.
<비교예>
비교예는, 도 9에 나타내는 바와 같은, 폭 27 cm, 길이 40 cm, 두께 4 mm의 양극(40)의 상측에 가로 방향으로 각각 6.5 cm 좌우로 내뻗은 부분(40a)을 갖고, 그 내뻗은 부분(40a)을 포함하는 전체 길이폭이 40 cm가 되는 형상의 인듐 금속으로 이루어지는 양극(40)을 성형했다. 이 양극(40)의 내뻗은 부분(40a)을 급전부(41)에 걸어 실시예 1과 동일한 조건에서 전해를 행했다.
전해의 개시 직후부터, 양극(40)의 돌기(40a)와 급전부(41)의 접점 부근의 온도가 서서히 상승하기 시작하고, 30분 후에 150℃에 도달하기 직전에 인듐이 연화 용융되고 양극(40)이 낙하해 버려, 이 시점에서 전해를 종료하지 않을 수 없었다.
이상의 실시예 및 비교예로부터, 인듐과 같은 용융 온도가 낮은 것으로서, 실시예 1∼3과 같이 전극판과 유지 부재가 면접촉하고 있는 경우에는 전극판의 용융을 방지할 수 있고, 장시간 전해가 가능한 것을 알 수 있다.
한편, 비교예와 같이, 전극판과 급전부가 좁은 면적으로 접하고 있는 경우에는 인듐과 같은 융점이 낮은 것은 용융되어, 전해 시간이 짧아지고, 충분히 금속을 석출시킬 수 없는 것을 알 수 있다.
1: 양극
2: 전극판
2a: 유지 부재 부착면
3: 유지 부재
4: 전극판 유지 부재
5: 볼트
6: 도전 접속 부재
7: 관통공
7a: 홈부
8: 관통공
9: 관통공
10: 주형
10a: 오목부
10b: 모서리부
11: 막대
12: 통과 구멍
13: 고정판
14: 정밀도 유지 부재
14a: 단부
15: 주형
15a: 오목부
15b: 볼록부
20: 전해 장치
21: 전해액
22: 액분산판
23: 전해조
24: 양극
25: 음극
26: 도선
27: 조정조
28: 순환 펌프
29: 교반봉
30: pH 전극
31: 히터
32: 냉각기
2: 전극판
2a: 유지 부재 부착면
3: 유지 부재
4: 전극판 유지 부재
5: 볼트
6: 도전 접속 부재
7: 관통공
7a: 홈부
8: 관통공
9: 관통공
10: 주형
10a: 오목부
10b: 모서리부
11: 막대
12: 통과 구멍
13: 고정판
14: 정밀도 유지 부재
14a: 단부
15: 주형
15a: 오목부
15b: 볼록부
20: 전해 장치
21: 전해액
22: 액분산판
23: 전해조
24: 양극
25: 음극
26: 도선
27: 조정조
28: 순환 펌프
29: 교반봉
30: pH 전극
31: 히터
32: 냉각기
Claims (12)
100℃ 이상 250℃ 이하의 융점을 갖는 저융점 금속 또는 저융점 합금으로 이루어지는 전극판의 적어도 한쪽 주면의 한변 근방에, 상기 한변의 길이 이상의 길이를 가지며, 상기 전극판의 융점보다 높은 융점을 갖는 금속 또는 합금으로 이루어지는 유지 부재가 면접촉에 의해 부착되어 있는 것을 특징으로 하는 양극.
제1항에 있어서, 상기 유지 부재는, 상기 전극판을 유지하는 전극판 유지 부재와, 상기 전극판과 상기 전극판 유지 부재를 전기적으로 접속하며, 판형으로 형성된 도전 접속 부재를 갖고,
상기 전극판과 상기 전극판 유지 부재가 접속된 접속 부분의 측면을 2장의 도전 접속 부재에 의해 끼워넣고, 상기 전극판과 상기 전극판 유지 부재와 2장의 상기 도전 접속 부재가 일체가 되도록 관통시킨 볼트를 조여 고정함으로써 상기 전극판과 상기 전극판 유지 부재가 상기 도전 접속 부재를 통해 전기적으로 접속되어 있는 것을 특징으로 하는 양극.
상기 전극판과 상기 전극판 유지 부재가 접속된 접속 부분의 측면을 2장의 도전 접속 부재에 의해 끼워넣고, 상기 전극판과 상기 전극판 유지 부재와 2장의 상기 도전 접속 부재가 일체가 되도록 관통시킨 볼트를 조여 고정함으로써 상기 전극판과 상기 전극판 유지 부재가 상기 도전 접속 부재를 통해 전기적으로 접속되어 있는 것을 특징으로 하는 양극.
제2항에 있어서, 상기 전극판은, 상기 볼트가 관통하는 부분이 관통공 또는 홈부로 이루어지는 것을 특징으로 하는 양극.
제1항에 있어서, 상기 전극판은, 두께가 2 mm 이상 15 mm 이하인 것을 특징으로 하는 양극.
제1항에 있어서, 상기 저융점 금속은, 인듐 또는 주석인 것을 특징으로 하는 양극.
제1항에 있어서, 상기 유지 부재는, 구리로 형성되어 있는 것을 특징으로 하는 양극.
제1항에 있어서, 상기 유지 부재의 표면을 전해의 전해액에 의해 부식되지 않는 금속으로 피복하는 것을 특징으로 하는 양극.
100℃ 이상 250℃ 이하의 융점을 갖는 저융점 금속 또는 저융점 합금을 주형 중에서 냉각 고화하고, 고화한 저융점 금속 또는 저융점 합금을 상기 주형으로부터 취출하여 전극판을 얻고, 얻어진 상기 전극판의 적어도 한쪽 주면의 한변 근방에, 상기 한변의 길이 이상의 길이를 가지며, 상기 전극판의 융점보다 높은 융점을 갖는 금속 또는 합금으로 이루어지는 유지 부재를 면접촉하도록 부착하여 양극을 제조하는 것을 특징으로 하는 양극의 제조 방법.
제8항에 있어서, 상기 주형 중의 저융점 금속 또는 저융점 합금이 용융된 상태에서, 상기 한변 근방에 막대를 삽입하여, 삽입한 상기 막대 부분이 관통공이 되도록 상기 전극판을 형성하고,
상기 유지 부재를 구성하며, 상기 전극판을 유지하는 전극판 유지 부재의 단부에 관통공을 형성하고,
상기 전극판 및 상기 전극판 유지 부재의 관통공에 대향하는 위치에 관통공이 형성된 판형으로서, 상기 유지 부재를 구성하며, 상기 전극판과 상기 전극판 유지 부재를 전기적으로 접속하는 2장의 도전 접속 부재에 의해 상기 전극판과 상기 전극판 유지 부재가 접속되는 접속 부분의 측면을 끼우고,
상기 전극판의 관통공과 상기 전극판 유지 부재의 관통공과 상기 2장의 도전 접속 부재의 관통공에 볼트를 관통시키고 조여 고정하여, 상기 전극판과 상기 전극판 유지 부재와 상기 2장의 도전 접속 부재를 일체로 하고, 상기 도전 접속 부재에 의해 상기 전극판 유지 부재와 상기 전극판을 전기적으로 접속하는 것을 특징으로 하는 양극의 제조 방법.
상기 유지 부재를 구성하며, 상기 전극판을 유지하는 전극판 유지 부재의 단부에 관통공을 형성하고,
상기 전극판 및 상기 전극판 유지 부재의 관통공에 대향하는 위치에 관통공이 형성된 판형으로서, 상기 유지 부재를 구성하며, 상기 전극판과 상기 전극판 유지 부재를 전기적으로 접속하는 2장의 도전 접속 부재에 의해 상기 전극판과 상기 전극판 유지 부재가 접속되는 접속 부분의 측면을 끼우고,
상기 전극판의 관통공과 상기 전극판 유지 부재의 관통공과 상기 2장의 도전 접속 부재의 관통공에 볼트를 관통시키고 조여 고정하여, 상기 전극판과 상기 전극판 유지 부재와 상기 2장의 도전 접속 부재를 일체로 하고, 상기 도전 접속 부재에 의해 상기 전극판 유지 부재와 상기 전극판을 전기적으로 접속하는 것을 특징으로 하는 양극의 제조 방법.
제8항에 있어서, 상기 주형은, 그래파이트 카본으로 형성되어 있는 것을 특징으로 하는 양극의 제조 방법.
제9항에 있어서, 상기 막대는, 폴리테트라플루오로에틸렌으로 형성되어 있는 것을 특징으로 하는 양극의 제조 방법.
제8항에 있어서, 내벽으로부터 돌출된 볼록부를 갖는 상기 주형을 이용하여, 상기 볼록부 부분에 의해 형성된 홈부를 외주부에 갖는 상기 전극판을 형성하고,
상기 유지 부재를 구성하며, 상기 전극판을 유지하는 전극판 유지 부재의 단부에 관통공을 형성하고,
상기 전극판의 홈부 및 상기 전극판 유지 부재의 관통공에 대향하는 위치에 관통공이 형성된 판형으로서, 상기 유지 부재를 구성하며, 상기 전극판과 상기 전극판 유지 부재를 전기적으로 접속하는 2장의 도전 접속 부재에 의해 상기 전극판과 상기 전극판 유지 부재가 접속되는 접속 부분의 측면을 끼우고,
상기 전극판의 홈부와 상기 전극판 유지 부재의 관통공과 상기 2장의 도전 접속 부재의 관통공에 볼트를 관통시키고 조여 고정하여, 상기 전극판과 상기 전극판 유지 부재와 상기 2장의 도전 접속 부재를 일체로 하고, 상기 도전 접속 부재에 의해 상기 전극판 유지 부재와 상기 전극판을 전기적으로 접속하는 것을 특징으로 하는 양극의 제조 방법.
상기 유지 부재를 구성하며, 상기 전극판을 유지하는 전극판 유지 부재의 단부에 관통공을 형성하고,
상기 전극판의 홈부 및 상기 전극판 유지 부재의 관통공에 대향하는 위치에 관통공이 형성된 판형으로서, 상기 유지 부재를 구성하며, 상기 전극판과 상기 전극판 유지 부재를 전기적으로 접속하는 2장의 도전 접속 부재에 의해 상기 전극판과 상기 전극판 유지 부재가 접속되는 접속 부분의 측면을 끼우고,
상기 전극판의 홈부와 상기 전극판 유지 부재의 관통공과 상기 2장의 도전 접속 부재의 관통공에 볼트를 관통시키고 조여 고정하여, 상기 전극판과 상기 전극판 유지 부재와 상기 2장의 도전 접속 부재를 일체로 하고, 상기 도전 접속 부재에 의해 상기 전극판 유지 부재와 상기 전극판을 전기적으로 접속하는 것을 특징으로 하는 양극의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013168271A JP6011488B2 (ja) | 2013-03-25 | 2013-08-13 | 陽極及びその製造方法 |
| JPJP-P-2013-168271 | 2013-08-13 | ||
| PCT/JP2014/069433 WO2015022846A1 (ja) | 2013-08-13 | 2014-07-23 | 陽極及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160041907A true KR20160041907A (ko) | 2016-04-18 |
Family
ID=52468289
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167002919A Withdrawn KR20160041907A (ko) | 2013-08-13 | 2014-07-23 | 양극 및 그 제조 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20160201205A1 (ko) |
| JP (1) | JP6011488B2 (ko) |
| KR (1) | KR20160041907A (ko) |
| CN (1) | CN105452535A (ko) |
| TW (1) | TW201510284A (ko) |
| WO (1) | WO2015022846A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10221499B2 (en) * | 2015-06-25 | 2019-03-05 | Ge-Hitachi Nuclear Energy Americas Llc | Nuclear fuel structure and method of making a nuclear fuel structure using a detachable cathode material |
| CN108531944A (zh) * | 2018-07-24 | 2018-09-14 | 河南海之德高新环保科技有限公司 | 一种金属镓循环电解用组合式阴、阳电极板 |
| JP7501143B2 (ja) * | 2020-06-23 | 2024-06-18 | 住友金属鉱山株式会社 | カソード吊り上げ器具およびカソードの補修方法 |
| JP7740070B2 (ja) * | 2022-03-11 | 2025-09-17 | 住友金属鉱山株式会社 | アノード矯正装置、及びその装置に用いられる厚さ調整部材 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1592443B1 (de) * | 1966-05-11 | 1972-04-27 | Knapsack Ag | Elektrodensystem in einer Elektrolysezelle zur Braunsteinelektrolyse |
| US4251337A (en) * | 1979-06-08 | 1981-02-17 | Titanium Industries | Novel titanium-containing electrode and electrolytic processes employing same |
| JPS60221591A (ja) * | 1984-04-17 | 1985-11-06 | Central Glass Co Ltd | フツ素の製造方法 |
| JPH0389166U (ko) * | 1989-12-25 | 1991-09-11 | ||
| JPH055262U (ja) * | 1991-02-15 | 1993-01-26 | 住友金属鉱山株式会社 | アノード鋳造用鋳型 |
| JPH10204669A (ja) * | 1997-01-16 | 1998-08-04 | Mitsubishi Materials Corp | 酸化インジウム粉末の製造方法 |
| JP2000064075A (ja) * | 1998-08-18 | 2000-02-29 | Mitsui Chemicals Inc | 電解槽 |
| JP2001179260A (ja) * | 1999-12-24 | 2001-07-03 | Sanyo Electric Co Ltd | 水処理装置 |
| JP2003112252A (ja) * | 2001-10-03 | 2003-04-15 | Canon Inc | 半導体基体の製造方法、半導体基体、及び太陽電池、並びに半導体基体製造用鋳型 |
| JP4862182B2 (ja) * | 2005-09-30 | 2012-01-25 | Dowaメタルマイン株式会社 | 亜鉛電解精錬方法および亜鉛電解精錬用の支持治具 |
| US7909968B2 (en) * | 2006-11-13 | 2011-03-22 | Advanced R F Design, L.L.C. | Apparatus and method for the electrolysis of water |
| JP2010150634A (ja) * | 2008-12-26 | 2010-07-08 | Mitsubishi Materials Corp | 電極板用クロスバーおよび電極板 |
-
2013
- 2013-08-13 JP JP2013168271A patent/JP6011488B2/ja not_active Expired - Fee Related
-
2014
- 2014-07-23 KR KR1020167002919A patent/KR20160041907A/ko not_active Withdrawn
- 2014-07-23 US US14/909,830 patent/US20160201205A1/en not_active Abandoned
- 2014-07-23 CN CN201480044604.4A patent/CN105452535A/zh active Pending
- 2014-07-23 WO PCT/JP2014/069433 patent/WO2015022846A1/ja not_active Ceased
- 2014-08-08 TW TW103127244A patent/TW201510284A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| JP6011488B2 (ja) | 2016-10-19 |
| US20160201205A1 (en) | 2016-07-14 |
| TW201510284A (zh) | 2015-03-16 |
| JP2014208871A (ja) | 2014-11-06 |
| CN105452535A (zh) | 2016-03-30 |
| WO2015022846A1 (ja) | 2015-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20160041907A (ko) | 양극 및 그 제조 방법 | |
| US5492609A (en) | Cathode for electrolytic refining of copper | |
| JP6714100B2 (ja) | 鉛直型電解セル用装置及びシステム | |
| WO2019245386A1 (en) | Anode hanger, and method of production thereof | |
| JP2014530295A (ja) | アノードハンガー手段と幾何形状強化型アノードで構成されたシステム | |
| JP2022016478A (ja) | ホール・エルーセルのカソード集電体/コネクタ | |
| CN108796591B (zh) | 电极构造体 | |
| CN114016088B (zh) | 阳极炭块组、铝电解设备和阳极炭块组的制备方法 | |
| US10221494B2 (en) | Hanging bar for anodes without lugs | |
| ITTO20070704A1 (it) | Sistema e metodo di placcatura di leghe metalliche mediante tecnologia galvanica | |
| EP3976861B1 (en) | An electrode assembly for electrochemical processes | |
| CN110965093B (zh) | 用于太阳能组件的汇流条、其制备方法及太阳能组件 | |
| JP2615863B2 (ja) | 電解用陰極板 | |
| CN210886293U (zh) | 一种与飞靶锐角接触的挂钩 | |
| EP3850128B1 (en) | An aluminium production anode yoke, an anode hanger, and a carbon anode | |
| JP2007100144A (ja) | 亜鉛電解精錬方法および亜鉛電解精錬用の支持治具 | |
| KR102519062B1 (ko) | 전해동박 제조용 애노드전극 조립체 | |
| JP2019210518A (ja) | 非鉄電解精錬用の電極板を支持する配電棒 | |
| KR102785973B1 (ko) | 동박 제조용 동 원재료, 및 동박 제조장치 | |
| CN215050796U (zh) | 一种镀锌电极池 | |
| JP4524248B2 (ja) | 銅採取方法 | |
| CS207298B1 (cs) | Způsob výroby pastilovaného hydroxidu sodného nebo draselného z jeho taveniny a zařízení k provádění tohoto způsobu | |
| KR102817432B1 (ko) | 전기화학적 처리를 위한 전극 어셈블리 및 이를 복원시키는 방법 | |
| JP2005163106A (ja) | 脱銅電解装置 | |
| JP7211144B2 (ja) | 硫酸溶液の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20160202 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination | ||
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid |