KR20160045902A - 내템퍼링 취화 특성이 우수한 용접 금속 - Google Patents
내템퍼링 취화 특성이 우수한 용접 금속 Download PDFInfo
- Publication number
- KR20160045902A KR20160045902A KR1020167009094A KR20167009094A KR20160045902A KR 20160045902 A KR20160045902 A KR 20160045902A KR 1020167009094 A KR1020167009094 A KR 1020167009094A KR 20167009094 A KR20167009094 A KR 20167009094A KR 20160045902 A KR20160045902 A KR 20160045902A
- Authority
- KR
- South Korea
- Prior art keywords
- weld metal
- less
- content
- toughness
- vtr
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes or wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/02—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape
- B23K35/0255—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by mechanical features, e.g. shape for use in welding
- B23K35/0261—Rods, electrodes or wires
- B23K35/0266—Rods, electrodes or wires flux-cored
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
- B23K35/308—Fe as the principal constituent with Cr as next major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
- B23K35/308—Fe as the principal constituent with Cr as next major constituent
- B23K35/3086—Fe as the principal constituent with Cr as next major constituent containing Ni or Mn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/30—Selection of soldering or welding materials proper with the principal constituent melting at less than 1550°C
- B23K35/3053—Fe as the principal constituent
- B23K35/3093—Fe as the principal constituent with other elements as next major constituents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/3601—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest with inorganic compounds as principal constituents
- B23K35/3602—Carbonates, basic oxides or hydroxides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/365—Selection of non-metallic compositions of coating materials either alone or conjoint with selection of soldering or welding materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/23—Arc welding or cutting taking account of the properties of the materials to be welded
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Arc Welding In General (AREA)
- Nonmetallic Welding Materials (AREA)
- Powder Metallurgy (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
[수학식 1]

단, [V], [Nb], [Cr] 및 [Mo]는, 각각 용접 금속 중의 V, Nb, Cr 및 Mo의 함유량(질량%)을 나타낸다.
Description

도 2a는 입계 탄화물의 개수를 계산하는 방법을 설명하기 위한 제1 개념도이다.
도 2b는 입계 탄화물의 개수를 계산하는 방법을 설명하기 위한 제2 개념도이다.
도 2c는 입계 탄화물의 개수를 계산하는 방법을 설명하기 위한 제3 개념도이다.
도 2d는 입계 탄화물의 개수를 계산하는 방법을 설명하기 위한 제4 개념도이다.
도 3은 인장 시험편의 채취 위치를 나타내는 개략 설명도이다.
도 4는 샤르피 충격 시험편의 채취 위치를 나타내는 개략 설명도이다.
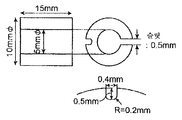
도 5a는 내SR 균열성 시험편의 채취 위치를 나타내는 개략 설명도이다.
도 5b는 내SR 균열성 시험편의 형상을 나타내는 개략 설명도이다.
도 5c는 내SR 균열성 시험편의 채취 방법을 나타내는 개략 설명도이다.







Claims (4)
- Mo:1.20% 이하(「질량%」의 의미. 이하 동일) 및 Cr:2.30% 이하를 함유하는 심선과, Si/SiO2비가 1.0 이상이고 Mo:1.2% 이하를 함유하는 피복제를 구비한 용접봉을, 용접하여 얻어진 용접 금속이며,
C:0.05∼0.15%,
Si:0.1∼0.50%,
Mn:0.60∼1.30%,
Cr:1.80∼3.0%,
Mo:0.80∼1.20%,
V:0.25∼0.50%,
Nb:0.010∼0.050%,
N:0.025% 이하(0%를 포함하지 않음),
O:0.020∼0.060%를 각각 함유하고,
잔량부가 철 및 불가피적 불순물로 이루어지고,
하기 수학식 1에 의해 규정되는 A값이 0.12 이상이며, 또한 용접 금속에 포함되는 원 상당 직경으로 0.5㎛ 초과의 탄화물의 개수가, 입계 길이당 0.25개/㎛ 이하인 것을 특징으로 하는, 내템퍼링 취화 특성이 우수한 용접 금속.
[수학식 1]

단, [V], [Nb], [Cr] 및 [Mo]는, 각각 용접 금속 중의 V, Nb, Cr 및 Mo의 함유량(질량%)을 나타낸다. - 제1항에 있어서, 원 상당 직경으로 2㎛ 초과의 산화물이 100개/㎟ 이하인, 내템퍼링 취화 특성이 우수한 용접 금속.
- 제1항 또는 제2항에 있어서, 다른 원소로서, 하기 원소 중 적어도 하나를 더 함유하는, 내템퍼링 취화 특성이 우수한 용접 금속.
Cu:1.0% 이하(0%를 포함하지 않음)
Ni:1.0% 이하(0%를 포함하지 않음)
B:0.0050% 이하(0%를 포함하지 않음)
W:0.50% 이하(0%를 포함하지 않음)
Al:0.030% 이하(0%를 포함하지 않음)
Ti:0.020% 이하(0%를 포함하지 않음) - 제1항 또는 제2항에 기재된 용접 금속을 구비한, 용접 구조체.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011254318 | 2011-11-21 | ||
| JPJP-P-2011-254318 | 2011-11-21 | ||
| JPJP-P-2012-037810 | 2012-02-23 | ||
| JP2012037810A JP5798060B2 (ja) | 2011-11-21 | 2012-02-23 | 耐焼戻し脆化特性に優れた溶接金属 |
| PCT/JP2012/080170 WO2013077356A1 (ja) | 2011-11-21 | 2012-11-21 | 耐焼戻し脆化特性に優れた溶接金属 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147013092A Division KR20140084197A (ko) | 2011-11-21 | 2012-11-21 | 내템퍼링 취화 특성이 우수한 용접 금속 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160045902A true KR20160045902A (ko) | 2016-04-27 |
| KR101700077B1 KR101700077B1 (ko) | 2017-01-26 |
Family
ID=48469798
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167009094A Expired - Fee Related KR101700077B1 (ko) | 2011-11-21 | 2012-11-21 | 내템퍼링 취화 특성이 우수한 용접 금속 |
| KR1020147013092A Ceased KR20140084197A (ko) | 2011-11-21 | 2012-11-21 | 내템퍼링 취화 특성이 우수한 용접 금속 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147013092A Ceased KR20140084197A (ko) | 2011-11-21 | 2012-11-21 | 내템퍼링 취화 특성이 우수한 용접 금속 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9505087B2 (ko) |
| EP (1) | EP2783790A4 (ko) |
| JP (1) | JP5798060B2 (ko) |
| KR (2) | KR101700077B1 (ko) |
| CN (1) | CN103945976B (ko) |
| BR (1) | BR112014012077A8 (ko) |
| IN (1) | IN2014CN03584A (ko) |
| WO (1) | WO2013077356A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6084475B2 (ja) * | 2013-02-04 | 2017-02-22 | 株式会社神戸製鋼所 | 溶接金属および溶接構造体 |
| JP6181947B2 (ja) * | 2013-03-07 | 2017-08-16 | 株式会社神戸製鋼所 | 溶接金属 |
| JP6235402B2 (ja) * | 2014-04-17 | 2017-11-22 | 株式会社神戸製鋼所 | 強度、靭性および耐sr割れ性に優れた溶接金属 |
| CN104907733B (zh) * | 2015-07-10 | 2017-10-17 | 中国科学院合肥物质科学研究院 | 一种抗辐照低活化钢气体保护焊用焊丝及其制备方法 |
| CN109789505B (zh) * | 2016-09-30 | 2021-05-04 | 日本制铁株式会社 | 铁素体系耐热钢焊接结构体的制造方法及铁素体系耐热钢焊接结构体 |
| CN109623200A (zh) * | 2019-01-18 | 2019-04-16 | 江苏联捷焊业科技有限公司 | 一种兼具高效性和抗裂性的绞合型埋弧药芯焊丝及其制备方法 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02182378A (ja) | 1989-01-09 | 1990-07-17 | Kawasaki Steel Corp | 高強度Cr―Mo鋼のサブマージアーク溶接施工法 |
| JPH02220797A (ja) | 1989-02-21 | 1990-09-03 | Kobe Steel Ltd | Cr―Mo系低合金鋼用被覆アーク溶接棒 |
| JPH06328292A (ja) | 1993-05-24 | 1994-11-29 | Kobe Steel Ltd | 高強度Cr−Mo鋼用サブマージアーク溶接方法 |
| JPH08150478A (ja) | 1994-09-30 | 1996-06-11 | Kobe Steel Ltd | 高強度Cr−Mo鋼用サブマージアーク溶接方法及び溶接金属 |
| JP2000301378A (ja) | 1999-04-21 | 2000-10-31 | Sumikin Welding Ind Ltd | 高強度Cr−Mo鋼の溶接方法及び溶接材料並びに溶接鋼構造物 |
| JP2002263883A (ja) | 2001-03-13 | 2002-09-17 | Nkk Corp | 低合金耐熱鋼用被覆アーク溶接棒 |
| KR20080077335A (ko) * | 2007-02-19 | 2008-08-22 | 가부시키가이샤 고베 세이코쇼 | 고강도 Cr-Mo 강의 용접 금속 |
| JP2008229718A (ja) | 2007-02-19 | 2008-10-02 | Kobe Steel Ltd | 高強度Cr−Mo鋼の溶接金属 |
| JP2009106949A (ja) | 2007-10-26 | 2009-05-21 | Kobe Steel Ltd | 高強度Cr−Mo鋼の溶接金属 |
| EP2674241A1 (en) * | 2011-02-09 | 2013-12-18 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Weld metal with excellent creep characteristics |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5569396A (en) * | 1995-04-13 | 1996-10-29 | The Babcock & Wilcox Company | Method for making alloying additions to the weld overlay weld pool |
| JP3283773B2 (ja) * | 1996-10-31 | 2002-05-20 | 株式会社神戸製鋼所 | 高強度Cr−Mo鋼の被覆アーク溶接金属及び被覆アーク溶接方法 |
| GB2383336B (en) * | 2001-12-21 | 2005-08-31 | Alstom | Rotor and method for welding an element of a rotor |
| KR100663720B1 (ko) * | 2003-06-10 | 2007-01-02 | 수미도모 메탈 인더스트리즈, 리미티드 | 오스테나이트계강 용접 조인트 |
| JP2006225718A (ja) | 2005-02-17 | 2006-08-31 | Kobe Steel Ltd | 低温靭性および耐SR割れ性に優れた高強度Cr−Mo鋼用溶着金属 |
| KR100910493B1 (ko) * | 2007-12-26 | 2009-07-31 | 주식회사 포스코 | 저온 ctod특성이 우수한 플럭스 코어드 아크용접금속부 |
| JP5685116B2 (ja) * | 2011-03-11 | 2015-03-18 | 株式会社神戸製鋼所 | 耐焼戻し脆化特性に優れた溶接金属 |
| JP5606985B2 (ja) | 2011-04-08 | 2014-10-15 | 株式会社神戸製鋼所 | 耐水素脆化感受性に優れた溶接金属 |
-
2012
- 2012-02-23 JP JP2012037810A patent/JP5798060B2/ja not_active Expired - Fee Related
- 2012-11-21 IN IN3584CHN2014 patent/IN2014CN03584A/en unknown
- 2012-11-21 BR BR112014012077A patent/BR112014012077A8/pt not_active Application Discontinuation
- 2012-11-21 KR KR1020167009094A patent/KR101700077B1/ko not_active Expired - Fee Related
- 2012-11-21 KR KR1020147013092A patent/KR20140084197A/ko not_active Ceased
- 2012-11-21 CN CN201280057244.2A patent/CN103945976B/zh not_active Expired - Fee Related
- 2012-11-21 WO PCT/JP2012/080170 patent/WO2013077356A1/ja not_active Ceased
- 2012-11-21 US US14/350,985 patent/US9505087B2/en not_active Expired - Fee Related
- 2012-11-21 EP EP12851882.6A patent/EP2783790A4/en not_active Withdrawn
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02182378A (ja) | 1989-01-09 | 1990-07-17 | Kawasaki Steel Corp | 高強度Cr―Mo鋼のサブマージアーク溶接施工法 |
| JPH02220797A (ja) | 1989-02-21 | 1990-09-03 | Kobe Steel Ltd | Cr―Mo系低合金鋼用被覆アーク溶接棒 |
| JPH06328292A (ja) | 1993-05-24 | 1994-11-29 | Kobe Steel Ltd | 高強度Cr−Mo鋼用サブマージアーク溶接方法 |
| JPH08150478A (ja) | 1994-09-30 | 1996-06-11 | Kobe Steel Ltd | 高強度Cr−Mo鋼用サブマージアーク溶接方法及び溶接金属 |
| JP2000301378A (ja) | 1999-04-21 | 2000-10-31 | Sumikin Welding Ind Ltd | 高強度Cr−Mo鋼の溶接方法及び溶接材料並びに溶接鋼構造物 |
| JP2002263883A (ja) | 2001-03-13 | 2002-09-17 | Nkk Corp | 低合金耐熱鋼用被覆アーク溶接棒 |
| KR20080077335A (ko) * | 2007-02-19 | 2008-08-22 | 가부시키가이샤 고베 세이코쇼 | 고강도 Cr-Mo 강의 용접 금속 |
| JP2008229718A (ja) | 2007-02-19 | 2008-10-02 | Kobe Steel Ltd | 高強度Cr−Mo鋼の溶接金属 |
| JP2009106949A (ja) | 2007-10-26 | 2009-05-21 | Kobe Steel Ltd | 高強度Cr−Mo鋼の溶接金属 |
| EP2674241A1 (en) * | 2011-02-09 | 2013-12-18 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Weld metal with excellent creep characteristics |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112014012077A2 (pt) | 2017-06-13 |
| EP2783790A4 (en) | 2015-03-11 |
| CN103945976A (zh) | 2014-07-23 |
| BR112014012077A8 (pt) | 2017-06-20 |
| KR101700077B1 (ko) | 2017-01-26 |
| JP5798060B2 (ja) | 2015-10-21 |
| US20140294491A1 (en) | 2014-10-02 |
| WO2013077356A1 (ja) | 2013-05-30 |
| US9505087B2 (en) | 2016-11-29 |
| IN2014CN03584A (ko) | 2015-09-25 |
| KR20140084197A (ko) | 2014-07-04 |
| JP2013128982A (ja) | 2013-07-04 |
| EP2783790A1 (en) | 2014-10-01 |
| CN103945976B (zh) | 2016-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101595636B1 (ko) | 크리프 특성이 우수한 용접 금속 | |
| KR101700077B1 (ko) | 내템퍼링 취화 특성이 우수한 용접 금속 | |
| KR101778422B1 (ko) | 용접 금속 및 이것을 구비한 용접 구조체 | |
| WO2010110387A1 (ja) | 溶接金属並びにその溶接金属によって接合された溶接構造物 | |
| JP2006225718A (ja) | 低温靭性および耐SR割れ性に優れた高強度Cr−Mo鋼用溶着金属 | |
| KR101554405B1 (ko) | 내 템퍼링 취화 특성이 우수한 용접 금속 | |
| KR101749846B1 (ko) | 용접 금속 및 용접 구조체 | |
| JP6235402B2 (ja) | 強度、靭性および耐sr割れ性に優れた溶接金属 | |
| KR20180002791A (ko) | 용접 금속 및 용접 구조체 | |
| JP2005232515A (ja) | 大入熱溶接継手靭性に優れた厚鋼板 | |
| CN103153529B (zh) | 焊接金属及潜弧焊接方法 | |
| JP3842707B2 (ja) | 低合金耐熱鋼用溶接金属 | |
| JP6483540B2 (ja) | ガスシールドアーク溶接用ワイヤ | |
| JP6181947B2 (ja) | 溶接金属 | |
| JP4471449B2 (ja) | 高強度Cr−Mo鋼のMIG溶接又はTIG溶接用ワイヤ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A107 | Divisional application of patent | ||
| A201 | Request for examination | ||
| PA0104 | Divisional application for international application |
St.27 status event code: A-0-1-A10-A16-div-PA0104 St.27 status event code: A-0-1-A10-A18-div-PA0104 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
Fee payment year number: 1 St.27 status event code: A-2-2-U10-U12-oth-PR1002 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20191217 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
Fee payment year number: 4 St.27 status event code: A-4-4-U10-U11-oth-PR1001 |
|
| PC1903 | Unpaid annual fee |
Not in force date: 20210120 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE St.27 status event code: A-4-4-U10-U13-oth-PC1903 |
|
| PC1903 | Unpaid annual fee |
Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20210120 St.27 status event code: N-4-6-H10-H13-oth-PC1903 |