KR20160077286A - 하이드로포밍 방법 - Google Patents
하이드로포밍 방법 Download PDFInfo
- Publication number
- KR20160077286A KR20160077286A KR1020140186041A KR20140186041A KR20160077286A KR 20160077286 A KR20160077286 A KR 20160077286A KR 1020140186041 A KR1020140186041 A KR 1020140186041A KR 20140186041 A KR20140186041 A KR 20140186041A KR 20160077286 A KR20160077286 A KR 20160077286A
- Authority
- KR
- South Korea
- Prior art keywords
- tubular material
- mold
- shape
- replacement
- tubular
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/049—Deforming bodies having a closed end
Landscapes
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
또한, 본 발명의 다른 실시예에 따른 하이드로포밍 방법은 일부에 교체슬리브부가 장착된 금형부에 관형소재를 안착시키는 안착단계, 상기 관형소재의 양단부를 밀폐시키는 밀폐단계, 밀폐된 상기 관형소재로 확관액을 공급하여, 상기 관형소재를 확관시키는 확관단계 및 상기 교체슬리브부를 제거 또는 교체 후에, 상기 관형소재로 확관액을 더 공급하는 교체성형단계를 포함할 수 있다.
Description
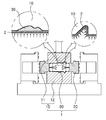
도 2는 본 발명의 하이드로포밍 장치를 도시한 단면도이다.
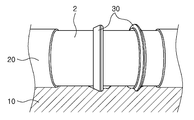
도 3은 본 발명의 하이드로포밍 장치에서 교체슬리브부 주변을 도시한 사시도이다.
도 4는 본 발명의 하이드로포밍 장치에서 교체슬리브부를 도시한 정면도이다.
도 5 및 도 6은 본 발명의 하이드로포밍 장치에서 피스부재를 도시한 도면이다.
10: 금형부 11: 상부금형
12: 하부금형 20: 가압밀폐부
30: 교체슬리브부 31: 피스부재
32: 결합봉 33: 결합홈
Claims (7)
- 관형소재가 안착되며, 내측면에 성형될 형상이 형성되어 제공되는 금형부;
상기 관형소재의 양단부를 밀폐하게 결합되며, 상기 관형소재의 내부로 확관액을 공급하는 가압밀폐부; 및
상기 확관액에 의한 가압력이 상기 관형소재의 일부분에 집중되도록, 상기 금형부의 일부에 교체되게 구비되는 교체슬리브부;
를 포함하는 하이드로포밍 장치. - 제1항에 있어서,
상기 교체슬리브부는,
외측면은 상기 금형부 일부의 내측면 형상에 대응되는 형상으로 형성되며,
내측면은 상기 관형소재가 변형되지 않도록, 평면형상으로 제공되는 것을 특징으로 하는 하이드로포밍 장치. - 제1항에 있어서,
상기 교체슬리브부는,
외측면은 상기 금형부 일부의 내측면 형상에 대응되는 형상으로 형성되며,
내측면은 상기 관형소재의 변형을 단계적으로 지지하도록, 상기 관형소재의 중간 성형 형상으로 형성되어 제공되는 것을 특징으로 하는 하이드로포밍 장치. - 제2항 또는 제3항에 있어서,
상기 교체슬리브부의 외측면은 상기 금형부보다 경도가 작은 소재의 완충재로 형성되어 제공되는 것을 특징으로 하는 하이드로포밍 장치. - 제1항에 있어서,
상기 교체슬리브부는,
분할된 링 형상으로 제공되는 복수 개의 피스부재;
를 포함하며,
각각의 상기 피스부재의 일단부에는 돌출된 결합봉이 구비되고, 타단부에는 상기 결합봉이 삽입되는 결합홈이 구비된 것을 특징으로 하는 하이드로포밍 장치. - 일부에 교체슬리브부가 장착된 금형부에 관형소재를 안착시키는 안착단계;
상기 관형소재의 양단부를 밀폐시키는 밀폐단계;
밀폐된 상기 관형소재로 확관액을 공급하여, 상기 관형소재를 확관시키는 확관단계; 및
상기 교체슬리브부를 제거 또는 교체 후에, 상기 관형소재로 확관액을 더 공급하는 교체성형단계;
를 포함하는 하이드로포밍 방법. - 제6항에 있어서,
상기 교체성형단계는, 상기 관형소재가 상기 금형부에 안착된 상태에서 상기 교체슬리브부의 교체가 가능하도록,
상기 교체슬리브부를 적어도 2 분할 링 형상으로 제공하며, 안착된 상기 관형소재와 상기 금형부 사이의 틈으로 이탈 또는 삽입시키는 것을 특징으로 하는 하이드로포밍 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140186041A KR20160077286A (ko) | 2014-12-22 | 2014-12-22 | 하이드로포밍 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020140186041A KR20160077286A (ko) | 2014-12-22 | 2014-12-22 | 하이드로포밍 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160077286A true KR20160077286A (ko) | 2016-07-04 |
Family
ID=56500761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020140186041A Ceased KR20160077286A (ko) | 2014-12-22 | 2014-12-22 | 하이드로포밍 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20160077286A (ko) |
-
2014
- 2014-12-22 KR KR1020140186041A patent/KR20160077286A/ko not_active Ceased
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102001145B1 (ko) | 냉장고용 도어, 도어의 제조방법, 금속 용기 및 그의 제조방법, 금속 판재의 가공방법, 금속 판재의 가공 장치 | |
| CA2746896A1 (en) | Hydroforming die assembly and method for deforming a tube | |
| JP5853745B2 (ja) | ハイドロフォーム加工による溶接用中空部材の製造方法 | |
| KR101403206B1 (ko) | 소재 벤딩장치 | |
| KR101713254B1 (ko) | 수압을 이용한 엘보우 교정장치 | |
| KR20110035091A (ko) | 토션빔용 금형장치 및 그 제어방법 | |
| CN103920787B (zh) | 一种管件扭力梁的液压成形方法 | |
| CN103313808B (zh) | 使用液压成型来制造大口径产品的装置和方法 | |
| KR20160077286A (ko) | 하이드로포밍 방법 | |
| CN205236803U (zh) | 一种钢制车轮轮辐外圆校整模具 | |
| KR101536447B1 (ko) | 하이드로포밍 장치 및 방법 | |
| KR101674797B1 (ko) | 하이드로포밍 장치 | |
| KR101417348B1 (ko) | 하이드로포밍 장치 | |
| KR101968665B1 (ko) | 파이프의 레벨홈 성형장치 | |
| KR101536473B1 (ko) | 하이드로 포밍용 펀치 장치 | |
| CN104607830B (zh) | Ab兼容辅助支撑的防变形加工工艺 | |
| KR101647217B1 (ko) | 하이드로포밍 장치 및 하이드로포밍 방법 | |
| KR20200019439A (ko) | 슬라이드 쿠션압 보정 기능을 갖는 프레스 장치 | |
| KR101449625B1 (ko) | 유압실린더를 이용한 부품 성형장치 | |
| KR20150091850A (ko) | 중장비 차량 및 농기계용 타이어 림 성형방법 | |
| CN203778597U (zh) | 一种快速模具 | |
| KR20190068770A (ko) | 하이드로 포밍 공정을 적용한 벤조형 리어 액슬 하우징의 제조방법 | |
| CN103894802A (zh) | 一种缩口大孔径回转环加工工艺 | |
| KR20140064200A (ko) | 프레스의 무빙볼스터용 리프팅 실린더 장치 | |
| KR101530853B1 (ko) | 하이드로포밍 금형장치 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
St.27 status event code: N-2-6-B10-B15-exm-PE0601 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18 | Changes to party contact information recorded |
Free format text: ST27 STATUS EVENT CODE: A-3-3-R10-R18-OTH-X000 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |