KR20170010607A - 공작기계의 가공속도 제어시스템 및 제어방법 - Google Patents
공작기계의 가공속도 제어시스템 및 제어방법 Download PDFInfo
- Publication number
- KR20170010607A KR20170010607A KR1020150102456A KR20150102456A KR20170010607A KR 20170010607 A KR20170010607 A KR 20170010607A KR 1020150102456 A KR1020150102456 A KR 1020150102456A KR 20150102456 A KR20150102456 A KR 20150102456A KR 20170010607 A KR20170010607 A KR 20170010607A
- Authority
- KR
- South Korea
- Prior art keywords
- distance
- corner
- conditional expression
- machining
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/08—Control or regulation of cutting velocity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/007—Automatic control or regulation of feed movement, cutting velocity or position of tool or work while the tool acts upon the workpiece
- B23Q15/12—Adaptive control, i.e. adjusting itself to have a performance which is optimum according to a preassigned criterion
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/416—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control of velocity, acceleration or deceleration
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Numerical Control (AREA)
Abstract
Description
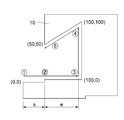
도 2는 본 발명의 실시예에 따른 형상판단부의 판단 과정을 설명하기 위한 예시도.
도 3은 본 발명의 실시예에 따른 공작기계의 가공속도 제어 방법의 플로우 차트.
| 공구(100) 종류 | X축 좌표 | Y축 좌표 |
| G1 | X0 | Y0 |
| G1 | X100 | Y0 |
| G1 | X100 | Y100 |
| G1 | X50 | Y50 |
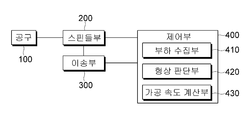
200: 스핀들부 300: 이송부
400: 제어부 410: 부하수집부
420: 형상판단부 430: 가공속도계산부
Claims (13)
- 모재를 가공하는 공구;
상기 공구를 회전시키는 스핀들부;
상기 스핀들부 또는 모재를 이송시키는 이송부;
상기 스핀들부 및 이송부와 연계되며, 가공 부하와 형상을 판단하여 가공 속도를 조절하는 제어부;를 포함하는 공작기계의 가공속도 제어시스템.
- 제1항에 있어서,
상기 제어부는,
가공시 상기 공구의 가공부하를 검출하는 부하수집부;
상기 부하수집부에 의해 검출되는 부하의 변화 및 이송 거리에 근거하여 모재 가공 부위 형상이 변하는 코너부분인지 판단하는 형상판단부; 및
상기 형상판단부의 데이터, 현재 가공속도, 지령된 가공속도 및 설정 데이터에 근거하여 가공속도를 산출하는 가공속도계산부;를 포함하는 공작기계의 가공속도 제어시스템.
- 제2항에 있어서,
상기 형상판단부는 하기 조건식 1에 의해 코너가 시작된 것으로 판단하고, 하기 조건식 2에 의해 코너를 벗어난 것으로 판단하는 공작기계의 가공속도 제어시스템.
<조건식 1>
E > e
<조건식 2>
E < s
여기서, E는 기설정된 직선거리에서 상기 부하수집부에 의해 공구부하가 급격히 증가되는 순간에 공구가 위치한 거리를 뺀 거리, e는 기설정된 직선거리에서 이송할 거리, s는 기설정된 직선거리에서 이송한 거리를 나타낸다.
- 제2항에 있어서,
상기 형상판단부는 하기 조건식 3에 의해 코너가 시작된 것으로 판단하고, 하기 조건식 2에 의해 코너를 벗어난 것으로 판단하는 공작기계의 가공속도 제어시스템.
<조건식 3>
E > e
<조건식 2>
E < s
여기서, E는 기설정된 직선거리에서 공구 직경의 1/3 내지 공구직경 거리를 뺀 거리, e는 기설정된 직선거리에서 이송할 거리, s는 기설정된 직선거리에서 이송한 거리를 나타낸다.
- 제2항에 있어서,
상기 형상판단부는 하기 조건식 4에 의해 코너가 시작된 것으로 판단하고, 하기 조건식 2에 의해 코너를 벗어난 것으로 판단하는 공작기계의 가공속도 제어시스템.
<조건식 4>
E > e, E = D/3/sinθ + D/2/sinθ
<조건식 2>
E < s
여기서, D는 공구의 직경, θ는 코너각, e는 기설정된 직선거리에서 이송할 거리, s는 기설정된 직선거리에서 이송한 거리를 나타낸다.
- 제2항에 있어서,
상기 가공속도계산부는 하기의 조건식 5로써 가공속도를 계산하는 공작기계의 가공속도 제어시스템.
<조건식 5>
Vc= Kp*Lc + Ki*Lc*t + Kd*(Lc-Lp)/t
여기서, Vc는 지령 속도, Kp는 비례게인(proportional gain), Ki는 적분게인(integral gain), Kd는 미분게인(differential gain), Lc는 현재 부하값, Lp는 이전 부하값, t는 계산 주기를 나타낸다.
- 제6항에 있어서,
상기 가공속도계산부는 직선부와 코너부에서 각각 다르게 설정된 Kp, Ki 및 Kd 값을 적용하는 공작기계의 가공속도 제어시스템.
- 속도제어 기능이 온(on)되어 있다면, 부하수집부로써 가공 부하를 수집하고, 형상판단부로써 가공영역이 코너부분인지를 판단하는 단계; 및
가공속도계산부로써 상기 형상판단부의 데이터, 현재 가공속도, 지령된 가공속도 및 설정 데이터에 근거하여 가공속도를 산출하는 단계;를 포함하는 공작기계의 가공속도 제어방법.
- 제8항에 있어서,
상기 가공영역이 코너부분인지를 판단하는 단계는,
현재 가공영역이 미소블록인지 판단하는 단계;
이 후, 미소블록이 아니라면, 현재 블록과 다음 블록이 이루는 각도를 계산하는 단계;
상기 각도가 기설정된 각도 범위 내에 존재하는지 판단하는 단계; 및
이 후, 기설정된 각도 범위인지 여부에 따라 다른 속도 제어 게인 값을 적용하는 단계;를 포함하는 공작기계의 가공속도 제어방법.
- 제8항에 있어서,
상기 가공영역이 코너부분인지를 판단하는 단계는 상기 형상판단부에서 하기 조건식 1에 의해 코너가 시작된 것으로 판단하고, 하기 조건식 2에 의해 코너를 벗어난 것으로 판단하는 공작기계의 가공속도 제어방법.
<조건식 1>
E > e
<조건식 2>
E < s
여기서, E는 기설정된 직선거리에서 상기 부하수집부에 의해 공구부하가 급격히 증가되는 순간에 공구가 위치한 거리를 뺀 거리, e는 기설정된 직선거리에서 이송할 거리, s는 기설정된 직선거리에서 이송한 거리를 나타낸다.
- 제8항에 있어서,
상기 가공영역이 코너부분인지를 판단하는 단계는 상기 형상판단부에서 하기 조건식 3에 의해 코너가 시작된 것으로 판단하고, 하기 조건식 2에 의해 코너를 벗어난 것으로 판단하는 공작기계의 가공속도 제어방법.
<조건식 3>
E > e
<조건식 2>
E < s
여기서, E는 기설정된 직선거리에서 공구 직경의 1/3 내지 공구직경 거리를 뺀 거리, e는 기설정된 직선거리에서 이송할 거리, s는 기설정된 직선거리에서 이송한 거리를 나타낸다.
- 제9항에 있어서,
상기 가공영역이 코너부분인지를 판단하는 단계는 상기 형상판단부에서 하기 조건식 4에 의해 코너가 시작된 것으로 판단하고, 하기 조건식 2에 의해 코너를 벗어난 것으로 판단하는 공작기계의 가공속도 제어방법.
<조건식 4>
E > e, E = D/3/sinθ + D/2/sinθ
<조건식 2>
E < s
여기서, D는 공구의 직경, θ는 코너각, e는 기설정된 직선거리에서 이송할 거리, s는 기설정된 직선거리에서 이송한 거리를 나타낸다.
- 제8항에 있어서,
상기 가공속도를 산출하는 단계에서 상기 가공속도계산부는 하기의 조건식 5로써 가공속도를 계산하는 공작기계의 가공속도 제어방법.
<조건식 5>
Vc= Kp*Lc + Ki*Lc*t + Kd*(Lc-Lp)/t
여기서, Vc는 지령 속도, Kp는 비례게인(proportional gain), Ki는 적분게인(integral gain), Kd는 미분게인(differential gain), Lc는 현재 부하값, Lp는 이전 부하값, t는 계산 주기를 나타낸다.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150102456A KR101714173B1 (ko) | 2015-07-20 | 2015-07-20 | 공작기계의 가공속도 제어시스템 및 제어방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150102456A KR101714173B1 (ko) | 2015-07-20 | 2015-07-20 | 공작기계의 가공속도 제어시스템 및 제어방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170010607A true KR20170010607A (ko) | 2017-02-01 |
| KR101714173B1 KR101714173B1 (ko) | 2017-03-08 |
Family
ID=58109559
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150102456A Active KR101714173B1 (ko) | 2015-07-20 | 2015-07-20 | 공작기계의 가공속도 제어시스템 및 제어방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101714173B1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102607545B1 (ko) * | 2023-09-21 | 2023-11-29 | 김민구 | 공작기계의 cnc 가공 시 절삭속도 자동 제어 방법 및 장치 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05200648A (ja) * | 1992-01-23 | 1993-08-10 | Toshiba Mach Co Ltd | Nc工作機械の主軸速度制御方式 |
| JPH0825178A (ja) * | 1994-05-09 | 1996-01-30 | Toyota Motor Corp | 回転切削工具の切削方法 |
| JPH09292913A (ja) * | 1996-04-26 | 1997-11-11 | Toyoda Mach Works Ltd | Ncデータ作成装置 |
| JP4068321B2 (ja) * | 2001-09-27 | 2008-03-26 | 株式会社ジェイテクト | 加工装置の加工速度設定方法及び加工装置 |
-
2015
- 2015-07-20 KR KR1020150102456A patent/KR101714173B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05200648A (ja) * | 1992-01-23 | 1993-08-10 | Toshiba Mach Co Ltd | Nc工作機械の主軸速度制御方式 |
| JPH0825178A (ja) * | 1994-05-09 | 1996-01-30 | Toyota Motor Corp | 回転切削工具の切削方法 |
| JPH09292913A (ja) * | 1996-04-26 | 1997-11-11 | Toyoda Mach Works Ltd | Ncデータ作成装置 |
| JP4068321B2 (ja) * | 2001-09-27 | 2008-03-26 | 株式会社ジェイテクト | 加工装置の加工速度設定方法及び加工装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102607545B1 (ko) * | 2023-09-21 | 2023-11-29 | 김민구 | 공작기계의 cnc 가공 시 절삭속도 자동 제어 방법 및 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101714173B1 (ko) | 2017-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100221043B1 (ko) | 수치제어장치 | |
| CN103240471B (zh) | 线放电加工机、基于线放电加工机的车刀加工方法 | |
| EP2669755B1 (en) | Machining error computation device, machining error computation method, machining control device and machining control method | |
| CN101063608B (zh) | 工作机械的主轴位置位移及摆动测定装置 | |
| US10788807B2 (en) | Method for compensating milling cutter deflection | |
| US11883973B2 (en) | Cutting apparatus and contact position specifying program | |
| CN105397566B (zh) | 一种加工中心刀具磨损在线检测与智能补偿系统及方法 | |
| CN1781659B (zh) | 控制装置 | |
| US7664565B2 (en) | Method for compensating wear of a finishing tool | |
| US9459166B2 (en) | Cutting resistance analysis device, cutting and machining device equipped with same, and cutting resistance analysis program | |
| CN106525221A (zh) | 振动分析装置 | |
| JP6166300B2 (ja) | 工具と被加工物の干渉チェックが可能な数値制御装置 | |
| KR101503616B1 (ko) | 연삭 가공반 및 연삭 가공 방법 | |
| KR101714173B1 (ko) | 공작기계의 가공속도 제어시스템 및 제어방법 | |
| KR101787347B1 (ko) | 실시간 보정되는 기준절삭부하에 기초한 공작기계의 제어방법 | |
| KR100704050B1 (ko) | 공구의 위치 설정오차 보정방법 | |
| JP6590711B2 (ja) | 製造システムおよび製造方法 | |
| JP5786436B2 (ja) | 数値制御装置および加工方法 | |
| JP6381689B2 (ja) | 曲面を有するワークの加工方法および加工装置 | |
| JP2014061567A (ja) | 工作機械 | |
| Chan et al. | Modeling cutter swept angle at cornering cut | |
| Denkena et al. | Investigations on a predictive process parameter adaptation for machining of hybrid workpieces | |
| JPH0947941A (ja) | Nc工作機械の送り速度制御方法および装置 | |
| JP4878949B2 (ja) | 工作機械の熱変位補正に用いられる熱変位量の演算方法、同熱変位量の演算システム、工作機械の熱変位補正方法、および同熱変位補正システム | |
| JP7829684B2 (ja) | 工作機械の操作方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-3-3-R10-R13-asn-PN2301 St.27 status event code: A-3-3-R10-R11-asn-PN2301 |
|
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| FPAY | Annual fee payment |
Payment date: 20200211 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-5-5-R10-R18-oth-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 8 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 9 |
|
| P14-X000 | Amendment of ip right document requested |
St.27 status event code: A-5-5-P10-P14-nap-X000 |
|
| P16-X000 | Ip right document amended |
St.27 status event code: A-5-5-P10-P16-nap-X000 |
|
| Q16-X000 | A copy of ip right certificate issued |
St.27 status event code: A-4-4-Q10-Q16-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| R11 | Change to the name of applicant or owner or transfer of ownership requested |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R11-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| R14 | Transfer of ownership recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R14-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 10 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 10 |