KR20170020363A - 성형재 제조 방법 및 그 성형재 - Google Patents
성형재 제조 방법 및 그 성형재 Download PDFInfo
- Publication number
- KR20170020363A KR20170020363A KR1020167035456A KR20167035456A KR20170020363A KR 20170020363 A KR20170020363 A KR 20170020363A KR 1020167035456 A KR1020167035456 A KR 1020167035456A KR 20167035456 A KR20167035456 A KR 20167035456A KR 20170020363 A KR20170020363 A KR 20170020363A
- Authority
- KR
- South Korea
- Prior art keywords
- flange portion
- molding material
- metal plate
- punch
- ironing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 41
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 238000000034 method Methods 0.000 claims abstract description 106
- 239000012778 molding material Substances 0.000 claims abstract description 70
- 238000012545 processing Methods 0.000 claims abstract description 60
- 239000002184 metal Substances 0.000 claims abstract description 46
- 238000010409 ironing Methods 0.000 claims abstract description 43
- 238000000465 moulding Methods 0.000 claims abstract description 10
- 230000002093 peripheral effect Effects 0.000 claims description 12
- 238000003825 pressing Methods 0.000 claims description 11
- 235000002918 Fraxinus excelsior Nutrition 0.000 abstract 1
- 239000002956 ash Substances 0.000 abstract 1
- 239000000543 intermediate Substances 0.000 description 21
- 238000012360 testing method Methods 0.000 description 16
- 230000000052 comparative effect Effects 0.000 description 6
- 238000005259 measurement Methods 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 238000005245 sintering Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 229910018134 Al-Mg Inorganic materials 0.000 description 2
- 229910018467 Al—Mg Inorganic materials 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 230000013011 mating Effects 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 230000008719 thickening Effects 0.000 description 2
- 239000010409 thin film Substances 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/21—Deep-drawing without fixing the border of the blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/28—Deep-drawing of cylindrical articles using consecutive dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/30—Deep-drawing to finish articles formed by deep-drawing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/005—Processes combined with methods covered by groups B21D1/00 - B21D31/00 characterized by the material of the blank or the workpiece
- B21D35/006—Blanks having varying thickness, e.g. tailored blanks
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
Abstract
Description
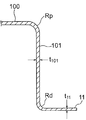
도 2는 도 1의 선Ⅱ-Ⅱ를 따르는 단면도이다.
도 3은 도 1의 성형재를 제조하는 성형재 제조 방법을 나타내는 설명도이다.
도 4는 도 3의 드로잉 아웃 가공에 이용하는 금형을 나타내는 설명도이다.
도 5는 도 4의 금형에 의한 드로잉 아웃 가공을 나타내는 설명도이다.
도 6은 도 4의 펀치를 더욱 상세하게 나타내는 설명도이다.
도 7은 도 3의 제 1 드로잉 가공에 이용하는 금형을 나타내는 설명도이다.
도 8은 도 7의 금형에 의한 제 1 드로잉 가공을 나타내는 설명도이다.
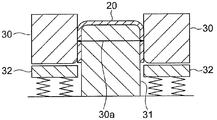
도 9는 도 3의 코이닝 가공에 이용하는 금형을 나타내는 설명도이다.
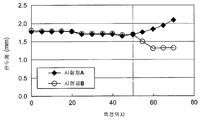
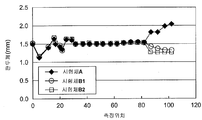
도 10은 아이어닝률을 변경한 경우의 제 1 중간체의 판 두께의 차이를 나타내는 그래프이다.
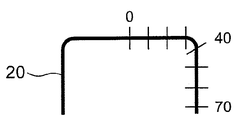
도 11은 도 10의 판 두께 측정 위치를 나타내는 설명도이다.
도 12는 도 10의 각 제 1 중간체로부터 제조된 성형재의 판 두께를 나타내는 그래프이다.
도 13은 도 12의 판 두께 측정 위치를 나타내는 설명도이다.
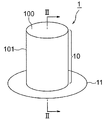
10; 몽통부 11; 플랜지부
20; 제 1 중간체 21; 제 2 중간체
22; 제 3 중간체 30, 40; 다이
30a, 40a; 압입 구멍 31a; 폭 변화부
31, 41; 펀치 32; 쿠션패드
42; 드로잉 슬리브 50; 누름틀
51; 받이틀 100; 천정벽
101; 둘레벽 310; 선단측
311; 후단측
Claims (6)
- 소재 금속판에 대해 적어도 3회의 성형 가공을 실행함으로써, 통형상의 몸통부와 해당 몸통부의 단부에 형성된 플랜지부를 갖는 성형재를 제조하는 성형재 제조 방법으로서,
상기 적어도 3회의 성형 가공에는 적어도 1회의 드로잉 아웃 가공과, 해당 드로잉 아웃 가공 후에 실행되는 적어도 1회의 드로잉 가공과, 해당 드로잉 가공 후에 실행되는 적어도 1회의 코이닝 가공이 포함되어 있고,
상기 드로잉 아웃 가공은 압입 구멍을 갖는 다이와 펀치를 포함하는 금형을 이용해서 실행되고,
상기 펀치의 후단측의 폭이 선단측의 폭보다 넓게 됨으로써, 상기 펀치가 상기 다이의 압입 구멍에 압입된 상태에 있어서의 상기 다이와 상기 펀치의 사이의 클리어런스가 상기 선단측에 비해 상기 후단측에 있어서 좁게 되어 있고,
상기 드로잉 아웃 가공에 있어서 상기 펀치와 함께 상기 소재 금속판이 상기 압입 구멍에 압입됨으로써, 상기 소재 금속판의 상기 플랜지부에 상당하는 영역에 대해 아이어닝 가공이 실행되고,
상기 코이닝 가공은 상기 드로잉 가공에 의해 형성된 플랜지부를 누름틀과 받이틀의 사이에 배치해서 압축하는 성형재 제조 방법. - 제 1 항에 있어서,
상기 아이어닝 가공의 아이어닝률은 50%이하인 성형재 제조 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 코이닝 가공은 상기 드로잉 아웃 가공에 있어서 아이어닝 가공이 실행된 부위에 대해 실행되는 성형재 제조 방법. - 제 1 항 내지 제 3 항 중의 어느 한 항에 있어서,
상기 성형재의 플랜지부의 판 두께가 상기 소재 금속판의 판 두께보다 작게 되어 있는 성형재 제조 방법. - 소재 금속판에 대해 적어도 3회의 성형 가공을 실행함으로써 제조된 성형재로서, 통형상의 몸통부와 해당 몸통부의 단부에 형성된 플랜지부를 갖는 성형재이고, 상기 적어도 3회의 성형 가공에는 적어도 1회의 드로잉 아웃 가공과, 해당 드로잉 아웃 가공 후에 실행되는 적어도 1회의 드로잉 가공과. 해당 드로잉 가공 후에 실행되는 적어도 1회의 코이닝 가공이 포함되어 있고,
상기 드로잉 아웃 가공에 있어서 상기 소재 금속판의 상기 플랜지부에 상당하는 영역에 대해 아이어닝 가공이 실행되는 동시에, 상기 코이닝 가공에 있어서 상기 플랜지부가 누름틀과 받이틀의 사이에서 압축됨으로써, 상기 플랜지부의 판 두께가 상기 몸통부의 둘레벽의 판 두께보다 얇게 되어 있는 성형재. - 소재 금속판에 대해 적어도 3회의 성형 가공을 실행함으로써 제조된 성형재로서, 통형상의 몸통부와 해당 몸통부의 단부에 형성된 플랜지부를 갖는 성형재이고, 상기 적어도 3회의 성형 가공에는 적어도 1회의 드로잉 아웃 가공과, 해당 드로잉 아웃 가공 후에 실행되는 적어도 1회의 드로잉 가공과, 해당 드로잉 가공 후에 실행되는 적어도 1회의 코이닝 가공이 포함되어 있고,
상기 드로잉 아웃 가공에 있어서 상기 소재 금속판의 상기 플랜지부에 상당하는 영역에 대해 아이어닝 가공이 실행되는 동시에, 상기 코이닝 가공에 있어서 상기 플랜지부가 누름틀과 받이틀의 사이에서 압축됨으로써, 상기 플랜지부의 판 두께가 상기 소재 금속판의 판 두께보다 얇게 되어 있는 성형재.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014122298A JP6352065B2 (ja) | 2014-06-13 | 2014-06-13 | 成形材製造方法 |
| JPJP-P-2014-122298 | 2014-06-13 | ||
| PCT/JP2015/053373 WO2015190125A1 (ja) | 2014-06-13 | 2015-02-06 | 成形材製造方法及びその成形材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170020363A true KR20170020363A (ko) | 2017-02-22 |
| KR102268395B1 KR102268395B1 (ko) | 2021-06-23 |
Family
ID=54833236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167035456A Active KR102268395B1 (ko) | 2014-06-13 | 2015-02-06 | 성형재 제조 방법 및 그 성형재 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US11117178B2 (ko) |
| EP (1) | EP3156145B1 (ko) |
| JP (1) | JP6352065B2 (ko) |
| KR (1) | KR102268395B1 (ko) |
| CN (1) | CN106660099B (ko) |
| AU (1) | AU2015272926B2 (ko) |
| BR (1) | BR112016028168B1 (ko) |
| CA (1) | CA2951785C (ko) |
| EA (1) | EA034328B1 (ko) |
| MX (1) | MX390006B (ko) |
| MY (1) | MY176499A (ko) |
| PH (1) | PH12016502366B1 (ko) |
| SG (1) | SG11201609688QA (ko) |
| TW (1) | TWI681826B (ko) |
| WO (1) | WO2015190125A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017145856A1 (ja) * | 2016-02-22 | 2018-03-01 | 日新製鋼株式会社 | 成形材製造方法及びその成形材 |
| WO2017146019A1 (ja) * | 2016-02-23 | 2017-08-31 | 日新製鋼株式会社 | 成形材製造方法及びその成形材 |
| US10894283B2 (en) | 2016-02-24 | 2021-01-19 | Nisshin Steel Co., Ltd. | Molded material production method and molded material |
| KR101920609B1 (ko) * | 2016-03-03 | 2019-02-08 | 닛신 세이코 가부시키가이샤 | 성형재 제조 방법 |
| JP7133803B2 (ja) * | 2018-08-01 | 2022-09-09 | 日立Astemo株式会社 | 回転電機のハウジングの製造方法 |
| JP2024141450A (ja) * | 2023-03-29 | 2024-10-10 | 株式会社デンソー | プレス加工による筐体の製造方法、製造装置、及び、筐体 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100093704A (ko) * | 2009-02-17 | 2010-08-26 | 주식회사 도하인더스트리 | 블라인드 너트 및 그 제조방법 |
| JP2013051765A (ja) | 2011-08-30 | 2013-03-14 | Minebea Motor Manufacturing Corp | Dcモータ |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3682122A (en) * | 1970-09-28 | 1972-08-08 | Aluminum Co Of America | Method and apparatus for forming heat exchange fin collars |
| BE795263A (fr) * | 1972-02-11 | 1973-05-29 | K M Engineering A G | Procede de fabrication sans enlevement de copeaux de recipients en tole d'acier |
| US3855862A (en) * | 1973-04-23 | 1974-12-24 | Continental Can Co | Draw and wall iron process for metal cans |
| US3945231A (en) * | 1973-10-31 | 1976-03-23 | Toyo Seikan Kaisha Limited | Process and apparatus for preparation of thin walled cylindrical vessels |
| US4522049A (en) * | 1983-03-14 | 1985-06-11 | Aluminum Company Of America | Aluminum alloy food can body and method for making same |
| US4562719A (en) * | 1983-09-23 | 1986-01-07 | Verson Allsteel Press Company | Method for drawing heavy wall shells with a multi-step inside edge |
| JPH07106394B2 (ja) * | 1989-05-17 | 1995-11-15 | 東洋製罐株式会社 | 絞りしごき缶の製造方法 |
| US5083449A (en) * | 1989-11-13 | 1992-01-28 | Toyo Seikan Kaisha, Ltd. | Method of redrawing flanged cup |
| US5329799A (en) * | 1992-05-29 | 1994-07-19 | Toyota Jidosha Kabushiki Kaisha | Process and apparatus for press-forming tubular container-like article from strip, including forward and backward ironing steps |
| US5501092A (en) * | 1993-07-14 | 1996-03-26 | Hidaka Seiki Kabushiki Kaisha | Die-punch machine |
| TW252961B (en) * | 1994-02-15 | 1995-08-01 | Toyo Seikan Kaisha Ltd | Method of producing seamless cans |
| JP3579936B2 (ja) | 1994-11-21 | 2004-10-20 | トヨタ自動車株式会社 | 有底筒状製品の成形方法 |
| US6038910A (en) * | 1998-12-30 | 2000-03-21 | Can Industry Products, Inc. | Method and apparatus for forming tapered metal container bodies |
| JP4397503B2 (ja) * | 2000-03-30 | 2010-01-13 | アスモ株式会社 | 回転電機のヨークの製造方法 |
| US6701603B2 (en) * | 2000-12-13 | 2004-03-09 | Asmo Co., Ltd. | Method of manufacturing yoke of electric rotating machine |
| US6386013B1 (en) * | 2001-06-12 | 2002-05-14 | Container Solutions, Inc. | Container end with thin lip |
| JP4328847B2 (ja) * | 2003-11-25 | 2009-09-09 | 株式会社デンソー | 筒状部材の製造方法 |
| JP4628047B2 (ja) * | 2004-09-02 | 2011-02-09 | 東洋製罐株式会社 | 樹脂被覆金属板の絞りしごき加工方法、およびそれを用いた樹脂被覆絞りしごき缶 |
| JP2006326671A (ja) * | 2005-05-30 | 2006-12-07 | Asmo Co Ltd | フランジ付き有底筒体の製造方法、フランジ付き有底筒体、及び回転電機のヨーク |
| KR100655954B1 (ko) * | 2006-01-10 | 2006-12-13 | 박상봉 | 체결보스 및 그 제조방법 |
| KR20080056775A (ko) | 2008-05-21 | 2008-06-23 | 도요 세이칸 가부시키가이샤 | 수지 피복 금속판의 드로잉·아이어닝 가공 방법, 및 그것을사용한 수지 피복 드로잉·아이어닝 캔 |
| CN201693079U (zh) * | 2010-06-30 | 2011-01-05 | 重庆理工大学 | 带正向压力变薄拉深模具 |
| KR101156043B1 (ko) * | 2011-07-28 | 2012-06-19 | 김부욱 | 판재성형공법에 의한 블라인드 너트 제조방법 |
| WO2014092062A1 (ja) * | 2012-12-11 | 2014-06-19 | トピー工業株式会社 | 大中型ホイールディスクの製造方法とその成形品 |
| JP6171570B2 (ja) * | 2013-05-28 | 2017-08-02 | 東洋製罐株式会社 | 有底缶の製造方法 |
| PT3015184T (pt) * | 2014-03-20 | 2018-05-29 | Nisshin Steel Co Ltd | Método de fabrico de material moldado e material moldado |
-
2014
- 2014-06-13 JP JP2014122298A patent/JP6352065B2/ja active Active
-
2015
- 2015-02-06 BR BR112016028168-3A patent/BR112016028168B1/pt active IP Right Grant
- 2015-02-06 AU AU2015272926A patent/AU2015272926B2/en not_active Ceased
- 2015-02-06 WO PCT/JP2015/053373 patent/WO2015190125A1/ja not_active Ceased
- 2015-02-06 EP EP15805752.1A patent/EP3156145B1/en active Active
- 2015-02-06 CA CA2951785A patent/CA2951785C/en not_active Expired - Fee Related
- 2015-02-06 US US15/317,244 patent/US11117178B2/en active Active
- 2015-02-06 MX MX2016016178A patent/MX390006B/es unknown
- 2015-02-06 SG SG11201609688QA patent/SG11201609688QA/en unknown
- 2015-02-06 KR KR1020167035456A patent/KR102268395B1/ko active Active
- 2015-02-06 EA EA201692152A patent/EA034328B1/ru not_active IP Right Cessation
- 2015-02-06 MY MYPI2016704556A patent/MY176499A/en unknown
- 2015-02-06 CN CN201580031735.3A patent/CN106660099B/zh active Active
- 2015-03-18 TW TW104108602A patent/TWI681826B/zh active
-
2016
- 2016-11-28 PH PH12016502366A patent/PH12016502366B1/en unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100093704A (ko) * | 2009-02-17 | 2010-08-26 | 주식회사 도하인더스트리 | 블라인드 너트 및 그 제조방법 |
| JP2013051765A (ja) | 2011-08-30 | 2013-03-14 | Minebea Motor Manufacturing Corp | Dcモータ |
Non-Patent Citations (1)
| Title |
|---|
| 비특허문헌 1: 무라카와 마사오, 외 3 명저 「소성 가공의 기초」, 초판, 산업 도서 주식회사, 1990년 1월 16일, p.104∼107 |
Also Published As
| Publication number | Publication date |
|---|---|
| EA201692152A1 (ru) | 2017-06-30 |
| JP2016002552A (ja) | 2016-01-12 |
| CN106660099B (zh) | 2019-07-30 |
| SG11201609688QA (en) | 2016-12-29 |
| CA2951785C (en) | 2020-08-04 |
| MY176499A (en) | 2020-08-12 |
| TWI681826B (zh) | 2020-01-11 |
| AU2015272926A1 (en) | 2016-12-01 |
| AU2015272926B2 (en) | 2019-08-08 |
| EP3156145A1 (en) | 2017-04-19 |
| EA034328B1 (ru) | 2020-01-28 |
| JP6352065B2 (ja) | 2018-07-04 |
| PH12016502366B1 (en) | 2020-01-31 |
| KR102268395B1 (ko) | 2021-06-23 |
| US20170128998A1 (en) | 2017-05-11 |
| MX390006B (es) | 2025-03-20 |
| US11117178B2 (en) | 2021-09-14 |
| WO2015190125A1 (ja) | 2015-12-17 |
| MX2016016178A (es) | 2017-03-28 |
| CA2951785A1 (en) | 2015-12-17 |
| EP3156145A4 (en) | 2018-02-28 |
| BR112016028168B1 (pt) | 2021-06-08 |
| PH12016502366A1 (en) | 2017-02-13 |
| EP3156145B1 (en) | 2023-04-05 |
| TW201545825A (zh) | 2015-12-16 |
| CN106660099A (zh) | 2017-05-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170020363A (ko) | 성형재 제조 방법 및 그 성형재 | |
| US10391537B2 (en) | Method and system for flanging a metal piece | |
| KR101388850B1 (ko) | 형상 동결성이 우수한 금속 부재의 성형 방법 | |
| RU2668171C2 (ru) | Способ изготовления штампованного изделия и пресс-форма | |
| PH12015501690B1 (en) | Formed material manufacturing method | |
| KR101920608B1 (ko) | 성형재 제조 방법 및 그 성형재 | |
| JP2017196632A (ja) | バーリング加工装置、バーリング加工方法、及びバーリング成形品 | |
| KR101632547B1 (ko) | 성형재 제조 방법 | |
| KR101935759B1 (ko) | 성형재 제조 방법 및 그 성형재 | |
| JP6662113B2 (ja) | 湾曲部を有する部品を成形するプレス金型 | |
| JP6493331B2 (ja) | プレス成形品の製造方法 | |
| WO2018066181A1 (ja) | 成形材製造方法及びその成形材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20161219 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20191118 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20201113 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20210525 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20210617 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20210618 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20240521 Start annual number: 4 End annual number: 4 |