KR20170023968A - 투명한 원통형 물체의 측정을 위한 장치 및 방법 - Google Patents
투명한 원통형 물체의 측정을 위한 장치 및 방법 Download PDFInfo
- Publication number
- KR20170023968A KR20170023968A KR1020177001385A KR20177001385A KR20170023968A KR 20170023968 A KR20170023968 A KR 20170023968A KR 1020177001385 A KR1020177001385 A KR 1020177001385A KR 20177001385 A KR20177001385 A KR 20177001385A KR 20170023968 A KR20170023968 A KR 20170023968A
- Authority
- KR
- South Korea
- Prior art keywords
- vertex
- vertices
- cylindrical object
- image
- digital
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/08—Measuring arrangements characterised by the use of optical techniques for measuring diameters
- G01B11/12—Measuring arrangements characterised by the use of optical techniques for measuring diameters internal diameters
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/60—Analysis of geometric attributes
- G06T7/62—Analysis of geometric attributes of area, perimeter, diameter or volume
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B37/00—Manufacture or treatment of flakes, fibres, or filaments from softened glass, minerals, or slags
- C03B37/01—Manufacture of glass fibres or filaments
- C03B37/02—Manufacture of glass fibres or filaments by drawing or extruding, e.g. direct drawing of molten glass from nozzles; Cooling fins therefor
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/08—Measuring arrangements characterised by the use of optical techniques for measuring diameters
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B5/00—Measuring arrangements characterised by the use of mechanical techniques
- G01B5/003—Measuring of motor parts
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/89—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles
- G01N21/892—Investigating the presence of flaws or contamination in moving material, e.g. running paper or textiles characterised by the flaw, defect or object feature examined
- G01N21/896—Optical defects in or on transparent materials, e.g. distortion, surface flaws in conveyed flat sheet or rod
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/952—Inspecting the exterior surface of cylindrical bodies or wires
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/954—Inspecting the inner surface of hollow bodies, e.g. bores
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N21/00—Investigating or analysing materials by the use of optical means, i.e. using sub-millimetre waves, infrared, visible or ultraviolet light
- G01N21/84—Systems specially adapted for particular applications
- G01N21/88—Investigating the presence of flaws or contamination
- G01N21/95—Investigating the presence of flaws or contamination characterised by the material or shape of the object to be examined
- G01N21/958—Inspecting transparent materials or objects, e.g. windscreens
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B23/00—Telescopes, e.g. binoculars; Periscopes; Instruments for viewing the inside of hollow bodies; Viewfinders; Optical aiming or sighting devices
- G02B23/24—Instruments or systems for viewing the inside of hollow bodies, e.g. fibrescopes
- G02B23/2407—Optical details
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/0002—Inspection of images, e.g. flaw detection
- G06T7/0004—Industrial image inspection
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/10—Segmentation; Edge detection
- G06T7/136—Segmentation; Edge detection involving thresholding
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/10—Segmentation; Edge detection
- G06T7/194—Segmentation; Edge detection involving foreground-background segmentation
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/30—Testing of optical devices, constituted by fibre optics or optical waveguides
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M11/00—Testing of optical apparatus; Testing structures by optical methods not otherwise provided for
- G01M11/30—Testing of optical devices, constituted by fibre optics or optical waveguides
- G01M11/37—Testing of optical devices, constituted by fibre optics or optical waveguides in which light is projected perpendicularly to the axis of the fibre or waveguide for monitoring a section thereof
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04N—PICTORIAL COMMUNICATION, e.g. TELEVISION
- H04N23/00—Cameras or camera modules comprising electronic image sensors; Control thereof
- H04N23/50—Constructional details
- H04N23/555—Constructional details for picking-up images in sites, inaccessible due to their dimensions or hazardous conditions, e.g. endoscopes or borescopes
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Analytical Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Theoretical Computer Science (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Textile Engineering (AREA)
- Optics & Photonics (AREA)
- Quality & Reliability (AREA)
- Geometry (AREA)
- Astronomy & Astrophysics (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Length Measuring Devices By Optical Means (AREA)
Abstract
Description
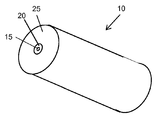
도 1은, 코어 및 피복 층을 보여주는, 예시적 광학적 예비형성물의 개략적 사시도이고;
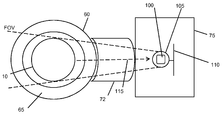
도 2는, 고온 노, 고온 노를 통과하는 예비형성물, 및 예비형성물 직경을 측정하기 위한 장치의 실시예의, 개략적 부분 단면 정면도이며;
도 3은, 노, 예비형성물 및 예비형성물 직경을 측정하기 위한 장치의 개략적 평면도이고;
도 4a, 도 4b 및 도 4c는, 하부 접촉체가 변화하는 폭의 개구를 구비하는, 노의 가열 구역 내의 온도 패턴을 모델링한 결과를 도시하며;
도 5는, 카메라에 의해 수신된 광학적 이미지를 처리하기 위해 사용되는 알고리즘의 처음 3개의 단계의 그래픽 데이터 생성물을 도시하고;
도 6은, 라인들이 그 내부에서 알고리즘의 제3 단계에서의 그레이 스케일 스캐닝을 위해 선택되는, 스캔 창의 대략적 위치를 도시하며;
도 7은, 그레이 레벨 구배 스펙트럼 및 알고리즘의 제4 단계 도중의 그레이 레벨 구배 스펙트럼의 분석에 대한 세부 내용을 도시하고;
도 8은, 광학적 예비형성물의 코어 내의 조인트에 대한 검출 및 측정을 위한 알고리즘에 관련되는 샘플 그래픽 데이터를 도시하며;
도 9는, 광학적 예비형성물의 코어 내의 조인트에 대한 검출 및 측정을 위한 단순한 알고리즘 및 발전된 알고리즘들에 대한 비교 그래픽 데이터를 도시하며; 그리고
도 10은 그레이 레벨 구배 스펙트럼 및, 광학적 예비형성물의 코어 내의 조인트에 대한 검출 및 측정을 위한, 그레이 레벨 구배 스펙트럼의 분석에 대한 세부 내용을 도시한다.
Claims (24)
- 원통형 물체가 자체를 통해 시인 가능한 측방 개구를 구비하는 고온 노 내에서의 투명한 원통형 물체의 제조 도중에, 투명한 원통형 물체를 측정하기 위한 장치로서:
(A) 자체에 고정되는 렌즈 및 감지 및 디지털 기록 장치를 구비하는 디지털 카메라로서, 렌즈는, 노 벽의 개구를 통해 원통형 물체의 광학적 이미지를 수신하며 그리고, 광학적 이미지를 디지털 이미지로 변환하며 그리고 디지털 이미지를 기록하는, 감지 및 디지털 기록 장치로 광학적 이미지를 유도하는 것인, 디지털 카메라;
(B) 감지 및 디지털 기록 장치로부터의 디지털 이미지에 접속하고 해석하며, 그리고 원통형 물체에 대한 측정값을 결정하고 보고하는, 디지털 알고리즘을 갖도록 프로그램된 프로세서
를 포함하는 것인, 투명한 원통형 물체를 측정하기 위한 장치. - 제 1항에 있어서,
투명한 원통형 물체는, 2개 이상의 유리질 재료 층을 포함하는 광 섬유 예비형성물인 것인, 투명한 원통형 물체를 측정하기 위한 장치. - 제 2항에 있어서,
예비형성물은, 굴절률을 갖는 코어 층 및 굴절률을 가지며 코어 층을 둘러싸는 피복 층을 포함하고; 코어 층의 굴절률은 피복 층의 굴절률보다 더 큰 것인, 투명한 원통형 물체를 측정하기 위한 장치. - 제 1항에 있어서,
감지 및 디지털 기록 장치는, 전하-결합 소자("CCD") 이미지 센서를 포함하는 것인, 투명한 원통형 물체를 측정하기 위한 장치. - 제 1항에 있어서,
측정 값은 원통형 물체의 직경을 포함하는 것인, 투명한 원통형 물체를 측정하기 위한 장치. - 제 1항에 있어서,
카메라는, 자체를 통한 원통형 물체의 광학적 이미지의 통과를 위한, 노 벽의 개구와 정렬되는, 입구를 구비하는 유체 밀봉 유체 냉각 하우징 내에 봉함되는 것인, 투명한 원통형 물체를 측정하기 위한 장치. - 제 1항에 있어서,
노 벽의 개구 및 유체 냉각 하우징의 입구를 통해 카메라의 렌즈로 수신되는 광학적 이미지를 유도하기 위한 반사체를 더 포함하는 것인, 투명한 원통형 물체를 측정하기 위한 장치. - 제 1항에 있어서,
노는, 원통형 물체가 가열되는 가운데 그를 통해 통과하는, 상부 환형 흑연 접촉체 및 하부 환형 흑연 접촉체와 함께 가열된 내부 공간을 구비하는, 자켓형 유체 냉각 흑연 노로서, 상부 접촉체 및 하부 접촉체는 각각 환형 벽들을 구비하며 그리고 가열된 내부 공간의 대향 단부들 근처에 놓이고, 원통형 물체가 그를 통해 시인 가능한 측방 개구의 적어도 일부분이, 상부 환형 흑연 접촉체의 환형 벽을 통과하며, 그리고 상부 접촉체 및 하부 접촉체는, 흑연 노의 내부 공간을 그 내부의 원통형 물체와 함께 가열하기 위해, 자체를 통해 전류를 수용하고 전도하는 것인, 자켓형 유체 냉각 흑연 노인 것인, 투명한 원통형 물체를 측정하기 위한 장치. - 원통형 물체가 그를 통해 시인 가능한 측방 개구를 구비하는 고온 노 내에서의 투명한 원통형 물체의 제조 도중에, 투명한 원통형 물체의 직경을 측정하기 위한 방법으로서:
(A) 자체에 고정되는 렌즈를 구비하는 카메라를 사용하여 측방 개구를 통해 방출되는 원통형 물체의 광학적 이미지를 수신하는 단계;
(B) 광학적 이미지를 감지 및 디지털 기록 장치로 유도하는 단계;
(C) 감지 및 디지털 기록 장치를 사용하여, 광학적 이미지를 디지털 이미지로 변환하며, 그리고 디지털 이미지를 기록하는 단계; 및
(D) 알고리즘을 갖도록 프로그램된 프로세서를 사용하여, 디지털 이미지를 해석하며 그리고 원통형 물체의 직경을 결정하는 단계
를 포함하는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 9항에 있어서,
감지 및 디지털 기록 장치는 디지털 카메라 내에 수용되는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 9항에 있어서,
감지 및 디지털 기록 장치는, 전하-결합 소자("CCD") 이미지 센서인 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 9항에 있어서,
노의 측방 개구는, 원통형 물체의 직경 미만의 폭을 구비하는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 9항에 있어서,
광학적 이미지를 유도하는 단계(B)는 추가로, 반사체를 사용하여 실행되는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 9항에 있어서,
알고리즘은:
(1) 둘러싸는 어두운 공간을 제거하기 위해 그리고 단지 노의 측방 개구를 통해 시인 가능했던 밝은 시계 만을 포함하는 잘라낸 디지털 이미지를 생성하기 위해, 디지털 이미지를 잘라내는 단계로서, 잘라낸 디지털 이미지는 높이 및 폭을 구비하는 것인, 디지털 이미지를 잘라내는 단계;
(2) 표준 편차 필터를 사용하여 잘라낸 디지털 이미지로부터 구배 여과된 이미지를 생성하는 단계;
(3) 하나 이상의 좌측 정점, 하나 이상의 우측 정점 및 하나 이상의 부차적 배경 정점을 구비하는 그레이 레벨 구배 스펙트럼을 형성하기 위해, 복수 라인 스캔을 실행하며 이들을 함께 합하는 단계로서, 복수의 구배 라인은, 구배 여과된 이미지의 수직 중심에 인접하며 그리고 구배 여과된 이미지의 전체 폭을 수평으로 가로질러 연장되는, 스캔 영역 내부에서 스캔되는 것인, 복수 라인 스캔을 실행하며 이들을 함께 합하는 단계;
(4) 그레이 레벨 구배 스펙트럼 내의 하나 이상의 좌측 정점 및 하나 이상의 우측 정점 중의 어느 것이, 원통형 물체의 실제 좌측 에지 및 우측 에지를 나타내는지를 식별하는 단계로서:
(a) 그레이 레벨 구배 스펙트럼 상에서, 복수의 좌측 정점을 포괄하는 좌측 정점 창 영역을 선택하며, 그리고 복수의 우측 정점을 포괄하는 우측 정점 창 영역을 선택하고, 별도의 분석을 위해 각각의 창 영역 외부에 부차적 배경 정점들을 남기는 단계;
(b) 추가적인 분석으로부터 부차적 배경 정점들을 제거하는 정점 검출을 위한 기준선을 설정하는 단계로서:
(i) 부차적 배경 정점들 중의 일부분을 동적으로 샘플링하며 그리고 동적 샘플링에 기초하여 노이즈 바닥 레벨을 계산함에 의한;
(ii) 노이즈 바닥 레벨에 임계값을 부가함으로써 기준선을 결정함에 의한;
(iii) 그 후, 상기 기준선 아래의 임의의 정점들을 무시함에 의한
것인, 정점 검출을 위한 기준선을 설정하는 단계;
(c) 원통형 물체의 실제 좌측 에지 및 우측 에지의 위치들에 대한 수치적 값들을 개별적으로 제공하기 위해, 표적 좌측 정점 및 표적 우측 정점을 식별하는 단계로서;
(i) 좌측 정점 창 영역 내의 상기 기준선보다 더 높은 복수의 좌측 정점의 각각을 분석하고, 좌측 정점 창 영역 내의 좌측으로 가장 멀리 위치하게 되는 표적 좌측 정점을 선택하며 그리고 원통형 물체의 실제 좌측 에지와 동등한 수치적 값으로서 표적 좌측 정점의 위치를 기록함에 의한;
(ii) 우측 정점 창 영역 내의 상기 기준선보다 더 높은 복수의 우측 정점의 각각을 분석하고, 우측 정점 창 영역 내의 우측으로 가장 멀리 위치하게 되는 표적 우측 정점을 선택하며 그리고 원통형 물체의 실제 우측 에지와 동등한 수치적 값으로서 표적 우측 정점의 위치를 기록함에 의한
것인, 표적 좌측 정점 및 표적 우측 정점을 식별하는 단계
를 실행함에 의한 것인, 원통형 물체의 실제 좌측 에지 및 우측 에지를 식별하는 단계;
(5) 원통형 물체의 실제 좌측 에지 및 우측 에지의 값들 사이의 차이의 절대 값을 취함에 의해, 예비형성물의 외경을 계산하는 단계; 및
(6) 원통형 물체의 외경을 보고하는 단계
를 포함하는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 14항에 있어서,
단계 (3)에 더하여, 각각의 구배 라인 스캔이, 구배 여과된 이미지의 스캔 영역 내부에 수평 스캔 라인 위치를 설정함에 의해 그리고 설정된 수평 스캔 라인 위치를 따라 이미지의 그레이 레벨을 감지하고 기록함에 의해, 실행되는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 14항에 있어서,
단계 (3)에 더하여, 총 40 내지 50개의 복수 구배 라인 스캔이 실행되는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 14항에 있어서,
단계 (4)(a)에 더하여, 좌측 정점 창 영역은, 복수의 좌측 정점 중의 최고의 하나 상에 중심을 두며 그리고, 우측 정점 창 영역은, 복수의 우측 정점 중의 최고의 하나 상에 중심을 두는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 15항에 있어서,
단계 (4)(b)(ii)에 더하여, 임계값은, {(그레이 레벨 구배 스펙트럼의 최대 정점 높이) - (노이즈 바닥 레벨)} / (사전 결정된 인자)와 동등한 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 15항에 있어서,
잘라낸 디지털 이미지를 생성하기 위해 디지털 이미지를 잘라내는 단계 (1)을 실행한 이후에, 상기 방법은, 잘라낸 디지털 이미지 내의 평균 그레이 레벨을 계산하는 것 및, 평균 그레이 레벨 사전 결정된 임계값 아래일 경우, 알고리즘 진행을 중단하는 것을 더 포함하는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 15항에 있어서,
임계값은, 동적으로 샘플링된 부차적 배경 정점들의 상기 일부분의 평균 높이에 0.5를 곱하여 계산함에 의해 결정되는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 제 14항에 있어서,
좌측 에지의 값에 외경의 1/2을 부가함에 의해, 투명한 원통형 물체의 중심 위치를 결정하는 것을 더 포함하는 것인, 투명한 원통형 물체의 직경을 측정하기 위한 방법. - 원통형 물체가 그를 통해 시인 가능한 측방 개구를 구비하는 고온 노 내에서의 투명한 원통형 물체의 제조 도중에, 투명한 원통형 물체 내부의 조인트 또는 결함을 검출하기 위한 방법으로서:
(A) 자체에 고정되는 렌즈를 구비하는 카메라를 사용하여 측방 개구를 통해 방출되는 원통형 물체의 광학적 이미지를 수신하는 단계;
(B) 광학적 이미지를 감지 및 디지털 기록 장치로 유도하는 단계;
(C) 감지 및 디지털 기록 장치를 사용하여, 광학적 이미지를 디지털 이미지로 변환하며, 그리고 디지털 이미지를 기록하는 단계; 및
(D) 알고리즘을 갖도록 프로그램된 프로세서를 사용하여, 디지털 이미지를 해석하며 그리고 원통형 물체 내부의 조인트 또는 결함의 존재를 결정하는 단계
를 포함하는 것인, 투명한 원통형 물체 내부의 조인트 또는 결함을 검출하기 위한 방법. - 제 22항에 있어서,
알고리즘은:
(1) 둘러싸는 어두운 공간을 제거하기 위해 그리고 단지 노의 측방 개구를 통해 시인 가능했던 밝은 시계 만을 포함하는 잘라낸 디지털 이미지를 생성하기 위해, 디지털 이미지를 잘라내는 단계로서, 잘라낸 디지털 이미지는 높이 및 폭을 구비하는 것인, 디지털 이미지를 잘라내는 단계;
(2) 표준 편차 필터를 사용하여 잘라낸 디지털 이미지로부터 구배 여과된 이미지를 생성하는 단계;
(3) 하나 이상의 좌측 정점, 하나 이상의 우측 정점 및 하나 이상의 부차적 배경 정점을 구비하는 그레이 레벨 구배 스펙트럼을 형성하기 위해, 복수 라인 스캔을 실행하며 이들을 함께 합하는 단계로서, 복수의 구배 라인은, 구배 여과된 이미지의 수직 중심에 인접하며 그리고 구배 여과된 이미지의 전체 폭을 수평으로 가로질러 연장되는, 스캔 영역 내부에서 스캔되는 것인, 복수 라인 스캔을 실행하며 이들을 함께 합하는 단계;
(4) 그레이 레벨 구배 스펙트럼 내의 하나 이상의 좌측 정점 및 하나 이상의 우측 정점 중의 어느 것이, 원통형 물체의 실제 좌측 에지 및 우측 에지를 나타내는지를 식별하는 단계로서:
(a) 그레이 레벨 구배 스펙트럼 상에서, 복수의 좌측 정점을 포괄하는 좌측 정점 창 영역을 선택하며, 그리고 복수의 우측 정점을 포괄하는 우측 정점 창 영역을 선택하고, 별도의 분석을 위해 각각의 창 영역 외부에 부차적 배경 정점들을 남기는 단계;
(b) 추가적인 분석으로부터 부차적 배경 정점들을 제거하는 정점 검출을 위한 기준선을 설정하는 단계로서:
(i) 부차적 배경 정점들 중의 일부분을 동적으로 샘플링하며 그리고 동적 샘플링에 기초하여 노이즈 바닥 레벨을 계산함에 의한;
(ii) 노이즈 바닥 레벨에 임계값을 부가함으로써 기준선을 결정함에 의한;
(iii) 그 후, 상기 기준선 아래의 임의의 정점들을 무시함에 의한
것인, 정점 검출을 위한 기준선을 설정하는 단계;
(c) 원통형 물체의 실제 좌측 에지 및 우측 에지의 위치들에 대한 수치적 값들을 개별적으로 제공하기 위해, 표적 좌측 정점 및 표적 우측 정점을 식별하는 단계로서;
(i) 좌측 정점 창 영역 내의 상기 기준선보다 더 높은 복수의 좌측 정점의 각각을 분석하고, 좌측 정점 창 영역 내의 좌측으로 가장 멀리 위치하게 되는 표적 좌측 정점을 선택하며 그리고 원통형 물체의 실제 좌측 에지와 동등한 수치적 값으로서 표적 좌측 정점의 위치를 기록함에 의한;
(ii) 우측 정점 창 영역 내의 상기 기준선보다 더 높은 복수의 우측 정점의 각각을 분석하고, 우측 정점 창 영역 내의 우측으로 가장 멀리 위치하게 되는 표적 우측 정점을 선택하며 그리고 원통형 물체의 실제 우측 에지와 동등한 수치적 값으로서 표적 우측 정점의 위치를 기록함에 의한
것인, 표적 좌측 정점 및 표적 우측 정점을 식별하는 단계
를 실행함에 의한 것인, 원통형 물체의 실제 좌측 에지 및 우측 에지를 식별하는 단계; 및
(5) 하나 이상의 중간 정점이 실제 좌측 정점과 실제 우측 정점 사이에 존재하는지를 결정하는 단계
를 포함하는 것인, 투명한 원통형 물체 내부의 조인트 또는 결함을 검출하기 위한 방법. - 제 23항에 있어서,
하나 이상의 중간 정점이 실제 좌측 정점과 실제 우측 정점 사이에 존재하는지를 결정하는 단계는:
(1) 실제 좌측 정점과 실제 우측 정점 사이에서 그레이 레벨 구배 스펙트럼의 중앙 창을 선택하는 것;
(2) 중앙 창에 대한 적분 면적을 계산하는 것; 및
(3) 적분 면적이 사전 결정된 값을 초과하는지를 결정하는 것
을 포함하는 것인, 투명한 원통형 물체 내부의 조인트 또는 결함을 검출하기 위한 방법.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2014/042790 WO2015195102A1 (en) | 2014-06-17 | 2014-06-17 | Apparatus and method for measurement of transparent cylindrical articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170023968A true KR20170023968A (ko) | 2017-03-06 |
| KR102233643B1 KR102233643B1 (ko) | 2021-04-01 |
Family
ID=51162961
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177001385A Active KR102233643B1 (ko) | 2014-06-17 | 2014-06-17 | 투명한 원통형 물체의 측정을 위한 장치 및 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10388028B2 (ko) |
| EP (1) | EP3158284B1 (ko) |
| JP (1) | JP6385472B2 (ko) |
| KR (1) | KR102233643B1 (ko) |
| CN (1) | CN107076544B (ko) |
| WO (1) | WO2015195102A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK3247680T3 (da) * | 2015-01-22 | 2020-03-16 | Heraeus Quartz North America Llc | Dannelse af langstrakte glaskomponenter med ringe bøjning under anvendelse af en gribeanordning |
| US20180164226A1 (en) * | 2016-12-08 | 2018-06-14 | Schott Ag | Method for further processing a glass tube semi-finished product |
| DE102016123865A1 (de) | 2016-12-08 | 2018-06-14 | Schott Ag | Verfahren zum Weiterverarbeiten eines Glasrohr-Halbzeugs einschließlich einer thermischen Umformung |
| DE102016124833A1 (de) | 2016-12-19 | 2018-06-21 | Schott Ag | Verfahren zum Herstellen eines Hohlglasprodukts aus einem Glasrohr-Halbzeug mit Markierungen, sowie Verwendungen hiervon |
| DE102016125129A1 (de) | 2016-12-21 | 2018-06-21 | Schott Ag | Verfahren zum Herstellen eines Glasrohr-Halbzeugs oder eines daraus hergestellten Hohlglasprodukts mit Markierungen, sowie Verwendungen hiervon |
| US11841332B2 (en) * | 2019-01-25 | 2023-12-12 | Toray Industries, Inc. | Inspection method and manufacturing method for structure and inspection apparatus and manufacturing apparatus for structure |
| JP7533382B2 (ja) * | 2021-06-30 | 2024-08-14 | 横河電機株式会社 | スペクトル解析装置、スペクトル解析方法、及びスペクトル解析プログラム |
| CN114292021A (zh) * | 2021-12-30 | 2022-04-08 | 南京春辉科技实业有限公司 | 石英光纤拉丝过程中预制棒实时对中调整系统及方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62171932A (ja) * | 1986-01-21 | 1987-07-28 | Mitsubishi Cable Ind Ltd | 光フアイバ母材の延伸炉 |
| JPH06211534A (ja) * | 1993-01-14 | 1994-08-02 | Furukawa Electric Co Ltd:The | 光ファイバの線引き方法 |
| JP2005515399A (ja) * | 2002-01-24 | 2005-05-26 | ヘレウス・テネボ・アクチェンゲゼルシャフト | 抵抗炉 |
Family Cites Families (42)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3982816A (en) | 1974-06-21 | 1976-09-28 | Western Electric Company, Inc. | Method for measuring the parameters of optical fibers |
| US4067651A (en) | 1974-06-21 | 1978-01-10 | Western Electric Company, Inc. | Method for measuring the parameters of optical fibers |
| JPS5311039A (en) | 1976-07-19 | 1978-02-01 | Hitachi Ltd | Controller of diameter of optical fiber |
| US4280827A (en) | 1979-09-04 | 1981-07-28 | Corning Glass Works | System for measuring optical waveguide fiber diameter |
| US4319901A (en) | 1980-12-10 | 1982-03-16 | Owens-Corning Fiberglas Corporation | Electro-optic fiber monitor |
| US4331463A (en) | 1981-06-22 | 1982-05-25 | Gte Laboratories Incorporated | Self-centering apparatus for making optical fibers |
| IT1144279B (it) | 1981-07-06 | 1986-10-29 | Cselt Centro Studi Lab Telecom | Procedimento ed apparecchiatura per la misura del diametro di fibre ottiche |
| FR2595814A1 (fr) | 1986-03-14 | 1987-09-18 | Bertin & Cie | Procede et dispositif de mesure du diametre d'une fibre, en particulier d'une fibre optique |
| AU585728B2 (en) | 1986-08-15 | 1989-06-22 | Sumitomo Electric Industries, Ltd. | Method and apparatus of measuring outer diameter and structure of optical fiber |
| FR2679646B1 (fr) | 1991-07-08 | 1995-03-10 | France Telecom | Dispositif de mesure, sans contact, du diametre d'un objet sensiblement cylindrique, par exemple une fibre optique. |
| US5264909A (en) | 1991-11-22 | 1993-11-23 | Hughes Aircraft Company | Measurement of optical fiber diameter |
| US5352395A (en) * | 1992-07-17 | 1994-10-04 | Phillips Petroleum Company | Carbon and ceramic-containing layers for use in sintering of silicon nitride article |
| US5298047A (en) | 1992-08-03 | 1994-03-29 | At&T Bell Laboratories | Method of making a fiber having low polarization mode dispersion due to a permanent spin |
| EP0598349B1 (en) | 1992-11-19 | 1998-07-29 | Shin-Etsu Quartz Products Co., Ltd. | Process for manufacturing a large sized quartz glass tube, a preform and an optical fiber |
| US5443610A (en) | 1994-01-29 | 1995-08-22 | Corning Incorporated | Apparatus for controlling fiber diameter during drawing |
| JP2799291B2 (ja) * | 1994-06-07 | 1998-09-17 | 動力炉・核燃料開発事業団 | 炉内検査装置 |
| DE19536960A1 (de) * | 1995-10-04 | 1996-03-21 | Heraeus Quarzglas | Verfahren und Vorrichtung zum Herstellen eines Bauteils aus Glas durch Ziehen aus einem Rohling |
| JP3159116B2 (ja) | 1997-04-11 | 2001-04-23 | 住友電気工業株式会社 | ガラス母材の延伸機および延伸方法 |
| FR2766481B1 (fr) | 1997-07-24 | 1999-09-24 | Alsthom Cge Alcatel | Dispositif de fibrage d'une fibre optique comportant un capteur de diametre a precision de mesure amelioree |
| JP3859189B2 (ja) | 1998-11-09 | 2006-12-20 | 信越石英株式会社 | 光ファイバ用母材の製造方法 |
| DE19852704A1 (de) | 1998-11-16 | 2000-05-18 | Heraeus Quarzglas | Verfahren zur Herstellung einer Vorform für eine optische Faser und für die Durchführung des Verfahrens geeignetes Substratrohr |
| JP2000162152A (ja) | 1998-11-30 | 2000-06-16 | Sumitomo Wiring Syst Ltd | 透明線条体の検査装置 |
| US6661502B1 (en) | 1999-10-28 | 2003-12-09 | Fitel Usa Corp. | Method and apparatus for measuring the diameter and/or eccentricity of a coating layer of a coated optical fiber |
| JP2003513267A (ja) | 1999-10-29 | 2003-04-08 | ピレリー・カビ・エ・システミ・ソチエタ・ペル・アツィオーニ | 光ファイバーに与えられたねじれを測定する方法およびこの方法を用いて光ファイバーを処理する手順 |
| DE60119741D1 (de) * | 2000-06-27 | 2006-06-22 | Univ Catholique De Louvain Lou | Vermessung zylindrischer objekte mit hilfe von laser-telemetrie |
| EP1356682A4 (en) * | 2001-01-30 | 2005-07-20 | Greene Tweed Inc | MONITORING SYSTEM FOR A DEFINITIVE ENVIRONMENT |
| US6542665B2 (en) * | 2001-02-17 | 2003-04-01 | Lucent Technologies Inc. | GRIN fiber lenses |
| US6816243B2 (en) | 2001-03-05 | 2004-11-09 | Omniguide Communications | Optical waveguide monitoring |
| JP4104924B2 (ja) | 2002-07-08 | 2008-06-18 | 東レエンジニアリング株式会社 | 光学的測定方法およびその装置 |
| US6791678B2 (en) | 2002-07-23 | 2004-09-14 | Fitel Usa Corp. | System and method for obtaining spin and mechanical twist data during optical fiber draw |
| KR100441156B1 (ko) * | 2002-08-31 | 2004-07-19 | 엘지전선 주식회사 | 광섬유에 인가되는 스핀을 모니터링하는 방법 및 양방향스핀의 대칭성을 확보하기 위한 광섬유 제조방법 |
| US7057735B2 (en) | 2002-11-14 | 2006-06-06 | Fitel U.S.A. Corp. | Method for measuring the optical and physical thickness of optically transparent objects |
| US7292758B2 (en) | 2003-07-14 | 2007-11-06 | Massachusetts Institute Of Technology | Optoelectronic fiber photodetector |
| JP4022769B2 (ja) * | 2003-11-20 | 2007-12-19 | 住友電気工業株式会社 | ガラスパイプ加工方法 |
| JP4233098B2 (ja) | 2005-05-31 | 2009-03-04 | 信越化学工業株式会社 | 光ファイバ用母材の構造測定方法と測定装置 |
| US7921675B2 (en) | 2007-11-16 | 2011-04-12 | Corning Incorporated | Methods for making optical fiber preforms and microstructured optical fibers |
| JP5041425B2 (ja) | 2008-03-05 | 2012-10-03 | 古河電気工業株式会社 | 光ファイバ母材の延伸装置および光ファイバ母材の製造方法 |
| EP2415719B1 (en) * | 2009-03-30 | 2015-08-19 | Toyo Seikan Group Holdings, Ltd. | Method for controlling diameter of grin lens fiber and fiber drawing equipment |
| CN101891380B (zh) * | 2010-07-13 | 2012-07-04 | 长飞光纤光缆有限公司 | 一种大尺寸光纤预制棒及其光纤的制造方法 |
| JP5205443B2 (ja) | 2010-12-08 | 2013-06-05 | 株式会社フジクラ | 光ファイバ素線の製造装置 |
| CN102374849B (zh) * | 2011-09-22 | 2013-11-20 | 清华大学 | 一种高温有氧加载光学测量系统 |
| CN102538691B (zh) * | 2011-12-31 | 2014-04-16 | 太原理工大学 | 一种用图像识别技术测量高温钢管直径的方法 |
-
2014
- 2014-06-17 EP EP14737122.3A patent/EP3158284B1/en active Active
- 2014-06-17 WO PCT/US2014/042790 patent/WO2015195102A1/en not_active Ceased
- 2014-06-17 US US15/310,605 patent/US10388028B2/en active Active
- 2014-06-17 KR KR1020177001385A patent/KR102233643B1/ko active Active
- 2014-06-17 JP JP2016573891A patent/JP6385472B2/ja active Active
- 2014-06-17 CN CN201480079938.5A patent/CN107076544B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62171932A (ja) * | 1986-01-21 | 1987-07-28 | Mitsubishi Cable Ind Ltd | 光フアイバ母材の延伸炉 |
| JPH06211534A (ja) * | 1993-01-14 | 1994-08-02 | Furukawa Electric Co Ltd:The | 光ファイバの線引き方法 |
| JP2005515399A (ja) * | 2002-01-24 | 2005-05-26 | ヘレウス・テネボ・アクチェンゲゼルシャフト | 抵抗炉 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017522551A (ja) | 2017-08-10 |
| CN107076544A (zh) | 2017-08-18 |
| CN107076544B (zh) | 2020-09-15 |
| WO2015195102A1 (en) | 2015-12-23 |
| US10388028B2 (en) | 2019-08-20 |
| EP3158284A1 (en) | 2017-04-26 |
| JP6385472B2 (ja) | 2018-09-05 |
| US20170084050A1 (en) | 2017-03-23 |
| EP3158284B1 (en) | 2022-03-16 |
| KR102233643B1 (ko) | 2021-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102233643B1 (ko) | 투명한 원통형 물체의 측정을 위한 장치 및 방법 | |
| US12383958B2 (en) | Monitoring system and method of identification of anomalies in a 3D printing process | |
| EP3014238B1 (en) | Method for detecting defects in a rod-shaped transparent object | |
| CN109483107A (zh) | 一种基于多源信息融合的焊缝智能在线检测装置 | |
| CN103134599A (zh) | 激光金属直接成形中熔池状态实时监测方法和系统 | |
| CA2145718C (en) | Optical inspection of container dimensional parameters | |
| KR102388575B1 (ko) | 유리판의 검사 방법 및 그 제조 방법 및 유리판의 검사 장치 | |
| KR102128214B1 (ko) | 광섬유 모재의 기하학적 속성을 결정하기 위한 방법 및 장치 | |
| CN102608126A (zh) | 一种高温连铸坯表面缺陷在线检测方法和装置 | |
| CN105891228A (zh) | 基于机器视觉的光纤外观缺陷检测及外径测量装置 | |
| KR101483169B1 (ko) | 마이크로구조의 광섬유 제조방법과 마이크로구조의 광섬유의 온라인 제어 방법 및 시스템 | |
| Peng et al. | Development of a multi-sensor system for defects detection in additive manufacturing | |
| Peng et al. | Detection and characterization of defects in additive manufacturing by polarization-based imaging system | |
| Foglia et al. | An inspection system for pharmaceutical glass tubes | |
| US6668034B2 (en) | Method of inspecting an operation of sealed closure by welding the end of a filling channel traversing the upper plug of a nuclear fuel rod | |
| CN110823920A (zh) | 一种内孔侧壁表面缺陷采集装置、检测系统及方法 | |
| EP2591341B1 (en) | Improved method for analyzing a gemstone | |
| CN118518674A (zh) | 一种异型坯钢种表面监测装置、方法 | |
| EP0096829B1 (en) | Apparatus for determining the refractive-index profile of optical fibres and optical-fibre preforms | |
| US5329133A (en) | Method of automatically determining flaws of an object of examination | |
| KR100877647B1 (ko) | 광섬유 인선공정에서 광섬유 클래드층의 보이드 결함 감시장치 및 그 방법 | |
| EP2084112B1 (en) | Process for manufacturing a low-attenuation optical fiber | |
| JP2541396B2 (ja) | 溶接監視装置 | |
| KR20000038765A (ko) | 스캔레이저와 씨씨디 카메라를 이용한 슬라브의 싸이즈 측정방법 | |
| Scime et al. | Viability of data analytics to ascertain component performance for additive manufacturing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20170117 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20190603 Comment text: Request for Examination of Application |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20200824 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20210222 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20210324 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20210325 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20240315 Start annual number: 4 End annual number: 4 |