KR20170061606A - 박형의 SiC 웨이퍼의 제조 방법 및 박형의 SiC 웨이퍼 - Google Patents
박형의 SiC 웨이퍼의 제조 방법 및 박형의 SiC 웨이퍼 Download PDFInfo
- Publication number
- KR20170061606A KR20170061606A KR1020160155808A KR20160155808A KR20170061606A KR 20170061606 A KR20170061606 A KR 20170061606A KR 1020160155808 A KR1020160155808 A KR 1020160155808A KR 20160155808 A KR20160155808 A KR 20160155808A KR 20170061606 A KR20170061606 A KR 20170061606A
- Authority
- KR
- South Korea
- Prior art keywords
- sic wafer
- vapor pressure
- thickness
- etching
- sic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images













Classifications
-
- H01L21/02378—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10D—INORGANIC ELECTRIC SEMICONDUCTOR DEVICES
- H10D62/00—Semiconductor bodies, or regions thereof, of devices having potential barriers
- H10D62/80—Semiconductor bodies, or regions thereof, of devices having potential barriers characterised by the materials
- H10D62/83—Semiconductor bodies, or regions thereof, of devices having potential barriers characterised by the materials being Group IV materials, e.g. B-doped Si or undoped Ge
- H10D62/832—Semiconductor bodies, or regions thereof, of devices having potential barriers characterised by the materials being Group IV materials, e.g. B-doped Si or undoped Ge being Group IV materials comprising two or more elements, e.g. SiGe
- H10D62/8325—Silicon carbide
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P14/00—Formation of materials, e.g. in the shape of layers or pillars
- H10P14/20—Formation of materials, e.g. in the shape of layers or pillars of semiconductor materials
- H10P14/29—Formation of materials, e.g. in the shape of layers or pillars of semiconductor materials characterised by the substrates
- H10P14/2901—Materials
- H10P14/2902—Materials being Group IVA materials
- H10P14/2904—Silicon carbide
-
- H01L21/02002—
-
- H01L21/02293—
-
- H01L21/0475—
-
- H01L21/20—
-
- H01L21/306—
-
- H01L21/7806—
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P14/00—Formation of materials, e.g. in the shape of layers or pillars
- H10P14/20—Formation of materials, e.g. in the shape of layers or pillars of semiconductor materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P14/00—Formation of materials, e.g. in the shape of layers or pillars
- H10P14/60—Formation of materials, e.g. in the shape of layers or pillars of insulating materials
- H10P14/63—Formation of materials, e.g. in the shape of layers or pillars of insulating materials characterised by the formation processes
- H10P14/6326—Deposition processes
- H10P14/6349—Deposition of epitaxial materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P50/00—Etching of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P50/00—Etching of wafers, substrates or parts of devices
- H10P50/20—Dry etching; Plasma etching; Reactive-ion etching
- H10P50/24—Dry etching; Plasma etching; Reactive-ion etching of semiconductor materials
- H10P50/242—Dry etching; Plasma etching; Reactive-ion etching of semiconductor materials of Group IV materials
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P50/00—Etching of wafers, substrates or parts of devices
- H10P50/60—Wet etching
- H10P50/64—Wet etching of semiconductor materials
- H10P50/642—Chemical etching
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P52/00—Grinding, lapping or polishing of wafers, substrates or parts of devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P90/00—Preparation of wafers not covered by a single main group of this subclass, e.g. wafer reinforcement
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P90/00—Preparation of wafers not covered by a single main group of this subclass, e.g. wafer reinforcement
- H10P90/12—Preparing bulk and homogeneous wafers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P90/00—Preparation of wafers not covered by a single main group of this subclass, e.g. wafer reinforcement
- H10P90/12—Preparing bulk and homogeneous wafers
- H10P90/124—Preparing bulk and homogeneous wafers by processing the backside of the wafers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P90/00—Preparation of wafers not covered by a single main group of this subclass, e.g. wafer reinforcement
- H10P90/12—Preparing bulk and homogeneous wafers
- H10P90/126—Preparing bulk and homogeneous wafers by chemical etching
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P95/00—Generic processes or apparatus for manufacture or treatments not covered by the other groups of this subclass
- H10P95/11—Separation of active layers from substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W46/00—Marks applied to devices, e.g. for alignment or identification
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W46/00—Marks applied to devices, e.g. for alignment or identification
- H10W46/401—Marks applied to devices, e.g. for alignment or identification for identification or tracking
Landscapes
- Crystals, And After-Treatments Of Crystals (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Grinding Of Cylindrical And Plane Surfaces (AREA)
- Drying Of Semiconductors (AREA)
Abstract
[과제] 크랙 등이 생기지 않는 방법으로 SiC 웨이퍼를 얇게 함과 아울러, SiC 웨이퍼의 두께의 조정 후의 연마를 생략할 수 있는 박형의 SiC 웨이퍼의 제조 방법을 제공한다.
[해결 수단] 이 박형의 SiC 웨이퍼(40)의 제조 방법에서는, 잉곳(4)으로부터 잘라내어진 후의 SiC 웨이퍼(40)에 대해서, Si증기압하에서 가열함으로써 표면을 에칭하는 Si증기압 에칭을 행함으로써, 두께를 100㎛ 이하까지 작게 하는 박화 공정을 포함하고 있다.
[해결 수단] 이 박형의 SiC 웨이퍼(40)의 제조 방법에서는, 잉곳(4)으로부터 잘라내어진 후의 SiC 웨이퍼(40)에 대해서, Si증기압하에서 가열함으로써 표면을 에칭하는 Si증기압 에칭을 행함으로써, 두께를 100㎛ 이하까지 작게 하는 박화 공정을 포함하고 있다.
Description
본 발명은, 주로, SiC 웨이퍼에 박화(薄化) 공정을 행하여 박형의 SiC 웨이퍼를 제조하는 방법 및 박형의 SiC 웨이퍼에 관한 것이다.
최근에는, 반도체 디바이스의 소형화 및 온(on) 저항의 저감 등을 목적으로 하여, 박형의 SiC 웨이퍼가 요구되고 있다. 특허 문헌 1, 2, 및, 비특허 문헌 1은, SiC 웨이퍼를 얇게 하기 위한 처리에 대해 기재되어 있다. 예를 들면 비특허 문헌 1에는, 다이아몬드 휠 등을 이용하여 SiC 웨이퍼를 기계적으로 연삭(硏削)하여, SiC 웨이퍼를 얇게 하는 것이 기재되어 있다.
특허 문헌 3에는, SiC 웨이퍼를 Si증기압하에서 가열함으로써 에칭을 행하는 Si증기압 에칭이 기재되어 있다. 특허 문헌 3에서는, 기계적으로 연삭 및 연마된 SiC 웨이퍼에 Si증기압 에칭을 행함으로써, 기계 연마 등에 의한 표면의 거칠음(roughness)을 평탄화하는 처리가 기재되어 있다.
비특허 문헌 2 및 비특허 문헌 3에는, 플라즈마 CVM(Chemical Vaporization Machining)에 의해 SiC 웨이퍼의 표면을 제거하는 처리가 기재되어 있다. 비특허 문헌 2에서는, 기계적으로 연삭 및 연마된 SiC 웨이퍼에 플라즈마 CVM을 행함으로써, SiC 웨이퍼를 약 60μm까지 얇게 하는 처리가 기재되어 있다.
특허 문헌 4에는, 미리, 종결정(種結晶)에 레이저 가공, 다이아몬드 칼날구(刃具)에 의한 절삭 가공, 드라이 에칭, 또는 이온 주입 등에 의해서 각인(刻印)을 형성해 두고, 종결정으로부터 SiC 웨이퍼를 형성할 때에 상기 각인이 유지되는 구성이 기재되어 있다.
비특허 문헌 1 : Roland Rupp et al,"Performance of a 650V SiC diode with reduced chip thickness", Material Science Forum, vol 717-720, 2012년, pp. 921-924
비특허 문헌 2 : Yu Okada et al,"Thinning of a two-inch silicon carbide wafer by plasma chemical vaporization machining using a slit electrode", Material Science Forum, vol 778-720, 2014년, pp.750-753
비특허 문헌 3 : Yasuhisa Sano et al,"Polishing Characteristics of 4H-SiC Si-face and C-face by Plasma Chemical Vaporization Machining", Material Science Forum, vol 556-557, 2007년, pp.757-760
그러나, 특허 문헌 1, 2, 및, 비특허 문헌 1과 같이 기계적으로 연삭을 행하는 경우, 연삭을 행할 때에 SiC 웨이퍼로의 가압에 의해, 연삭 속도를 빠르게 하지만, 그것에 의해 SiC 웨이퍼에 가공 데미지 및 응력이 걸려, 결정(結晶)에 변형 등이 생기는 원인이 된다. 그 결과, SiC 웨이퍼에 변질층이 형성되거나, SiC 웨이퍼가 갈라지거나 할 가능성이 있다. 또, 비특허 문헌 1에는, 기계적으로 연삭을 행하여 두께가 110μm 이하가 된 경우, 헤어라인(hairline) 크랙이 형성되기 때문에, 기계적으로 연삭을 행하는 경우는 110μm가 가공 한계인 것이 기재되어 있다. 또, 기계적으로 연삭을 행하는 경우, 표면 거칠기가 커지기 때문에, 그 후에, 기계 연마, 화학 기계 연마 등의 공정이 필요하게 된다.
특허 문헌 3에서는, SiC 웨이퍼의 두께에 대해 전혀 기재되어 있지 않다. 또, 특허 문헌 3에서는, SiC 웨이퍼를 얇게 하기 위한 것이 아니라, SiC 웨이퍼의 표면 거칠기를 제거하기 위해서 Si증기압 에칭이 행하여져 있다. 다른 말로 하면, 기계적으로 연삭함으로써 이미 두께가 조정된 SiC 웨이퍼에 대해서, Si증기압 에칭이 행하여져 있다.
비특허 문헌 2에서는, 특허 문헌 3과 마찬가지로, 기계적으로 연삭된 후의 SiC 웨이퍼에 대해서, 플라즈마 CVM을 행하는 방법이 개시되어 있다. 일반적으로 플라즈마 CVM은, Si증기압 에칭과 비교하여, 에칭 속도가 느리기 때문에, SiC 웨이퍼를 얇게 할 때에 시간이 걸려 버린다.
본 발명은 이상의 사정을 감안하여 이루어진 것이며, 그 주요한 목적은, 크랙 등이 생기지 않는 방법에 의해 SiC 웨이퍼를 얇게 함과 아울러, SiC 웨이퍼의 두께의 조정 후의 연마를 생략할 수 있는 박형의 SiC 웨이퍼의 제조 방법을 제공하는 것에 있다.
본 발명의 해결하려고 하는 과제는 이상과 같으며, 다음에 이 과제를 해결하기 위한 수단과 그 효과를 설명한다.
본 발명의 제1 관점에 의하면, 잉곳으로부터 잘라내어진 후의 SiC 웨이퍼에 대해서, Si증기압하에서 가열함으로써 표면을 에칭하는 Si증기압 에칭을 행함으로써, 두께를 100μm 이하까지 작게 하는 박화(薄化) 공정을 포함하는 박형의 SiC 웨이퍼의 제조 방법이 제공된다.
이것에 의해, Si증기압 에칭에서는 에칭시에 SiC 웨이퍼에 가공 데미지 및 응력이 걸리지 않기 때문에, 100μm 이하까지 SiC 웨이퍼를 얇게 해도 헤어라인 크랙 등이 생기지 않는다. 또, Si증기압 에칭을 행함으로써, 표면이 분자 레벨로 평탄화되므로, 연마 공정이 불필요해진다. 또한, Si증기압 에칭은 고속으로 행하는 것도 가능하기 때문에, SiC 웨이퍼를 큰 폭으로 얇게 하는 경우라도 단시간에 박화 공정을 행할 수 있다.
게다가, Si증기압 에칭을 이용하여 두께를 작게 한 SiC 웨이퍼는, 기계 연마를 이용하여 두께를 작게 한 SiC 웨이퍼보다도 강도가 높다. 그 때문에, SiC 웨이퍼의 박화에 의한 강도의 저하를 보충할 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에 있어서는, 상기 박화 공정에서는, 상기 잉곳으로부터 잘라내어진 후이며, 상기 SiC 웨이퍼의 두께를 조정하기 위한 기계적인 연삭이 행하여져 있지 않은 상기 SiC 웨이퍼에 대해서, 상기 Si증기압 에칭을 행하는 것이 바람직하다.
이것에 의해, 두께를 조정하기 위한 기계적인 연삭을 행하는 대신에, Si증기압 에칭을 행할 수 있으므로, 공정수를 줄일 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에 있어서는, 상기 박화 공정에서는, 상기 잉곳으로부터 잘라낼 때에 형성된 상기 SiC 웨이퍼의 표면 거칠음을 제거하면서, 상기 SiC 웨이퍼의 두께를 작게 하는 것이 바람직하다.
이것에 의해, 잉곳으로부터 잘라내어진 후, 연삭 및 연마 등의 처리가 그다지 행하여져 있지 않은 SiC 웨이퍼에 대해서, Si증기압 에칭을 행하여 박화 및 표면의 평탄화를 행할 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에 있어서는, 상기 박화 공정에서는, 상기 SiC 웨이퍼의 두께를 100μm 이상 제거하는 것이 바람직하다.
이것에 의해, Si증기압 에칭은 고속으로 행하는 것도 가능하기 때문에, SiC 웨이퍼를 100μm 이상 제거하는 경우라도, 상기까지의 공정의 가공 데미지를 완전하게 제거하면서, 단시간에 박화 공정을 행할 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에 있어서는, 상기 박화 공정에서 행하는 상기 Si증기압 에칭은, 피처리면의 에칭 속도가 500nm/min 이상인 것이 바람직하다.
이것에 의해, Si증기압 에칭은, 적절한 조건하에서 행하면 500nm/min 이상의 속도가 가능해지기 때문에, SiC 웨이퍼를 큰 폭으로 얇게 하는 경우라도 단시간에 박화 공정을 행할 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에 있어서는, 이하와 같이 하는 것이 바람직하다. 즉, 상기 SiC 웨이퍼의 면(面) 중, 에피택셜층(epitaxial層)을 형성하기 위한 면을 주면(主面)으로 했을 때에, 상기 박화 공정에서는, 상기 SiC 웨이퍼의 주면, 및, 상기 주면의 이면의 양쪽 모두가 에칭된다.
이것에 의해, 주면 및 이면의 양쪽 모두의 표면 거칠음을 동시에 제거할 수 있다. 또, 양면을 동시에 에칭함으로써, 고속으로 에칭을 행할 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에 있어서는, 상기 박화 공정에서는, 표면이 소정의 형상으로 제거됨으로써 정보를 나타내는 각인이 형성된 상기 SiC 웨이퍼에 대해서, 상기 Si증기압 에칭을 행하는 것이 바람직하다.
이것에 의해, Si증기압 에칭에서는, 기계적인 연마 및 연삭과 달리, SiC 웨이퍼의 표면으로부터 움푹 패여 있는 부분도 에칭할 수 있으므로, 박화 공정을 행해도 각인을 남길 수 있다. 따라서, 박형의 SiC 웨이퍼에 각인을 형성하지 않아도 되기 때문에, 박형의 SiC 웨이퍼의 갈라짐을 방지할 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에서는, 상기 박화 공정 전에, 상기 SiC 웨이퍼에 상기 각인을 형성하는 각인 형성 공정이 행하여지는 것이 바람직하다.
이것에 의해, 위에서 설명한 바와 같이 Si증기압 에칭에서는 박화 공정 후에도 각인이 남기 때문에, 각인 형성 공정을 박화 공정 전에 행할 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에 있어서는, 상기 박화 공정에서는, 상기 SiC 웨이퍼의 위치에 따라 에칭량을 다르게 하도록, 상기 Si증기압 에칭을 행하는 것이 바람직하다.
이것에 의해, Si증기압 에칭에서는, 조건에 따라 SiC 웨이퍼의 각 부의 에칭량을 제어할 수 있으므로, 소망의 형상의 SiC 웨이퍼를 제조할 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에 있어서는, 상기 박화 공정에서는, 상기 SiC 웨이퍼의 중앙부의 두께보다도 외부 가장자리부의 두께가 두껍게 되도록 상기 Si증기압 에칭을 행하는 것이 바람직하다.
이것에 의해, SiC 웨이퍼의 기계적 강도를 향상시킬 수 있다.
상기의 박형의 SiC 웨이퍼의 제조 방법에 있어서는, 상기 박화 공정에서는, 상기 SiC 웨이퍼의 두께를 작게 함과 아울러, 상기 SiC 웨이퍼의 면취(面取)를 행하는 것이 바람직하다.
이것에 의해, 박화 공정 뿐만 아니라 외주면의 처리도 Si증기압 에칭에 의해 행할 수 있다.
본 발명의 제2 관점에 의하면, 잉곳으로부터 잘라내어진 후의 SiC 웨이퍼에 대해서, 기계적인 연삭에 의해 두께를 작게 한 후에, Si증기압하에서 가열함으로써 표면을 에칭하는 Si증기압 에칭을 행하여 두께를 더 작게 함으로써, 두께를 100μm 이하까지 작게 하는 박화 공정을 포함하는 박형의 SiC 웨이퍼의 제조 방법이 제공된다.
이것에 의해, 잘라냄 및 기계적인 연삭 후에 Si증기압 에칭을 행한 경우라도, 표면이 분자 레벨로 평탄화되므로, 연마 공정이 불필요하고 강도가 높은 SiC 웨이퍼를 제조할 수 있다.
본 발명의 제3 관점에 의하면, 표면이 소정의 형상으로 제거됨으로써 정보를 나타내는 각인(刻印)이 형성되어 있고 두께가 100μm 이하인 박형의 SiC 웨이퍼가 제공된다.
종래에서는, 기계적인 연삭에 의해 박화 공정을 행하고 있었기 때문에, 박화 공정 전에 각인을 형성하고 있었던 경우, 박화 공정시에 각인도 제거된다. 한편으로, 박화 공정 후의 박형의 SiC 웨이퍼에 각인을 형성하는 경우, SiC 웨이퍼가 갈라져 버린다. 이 점, Si증기압 에칭을 행함으로써, 각인이 형성된 박형의 SiC 웨이퍼를 실현할 수 있다.
상기의 SiC 웨이퍼에서는, 이하의 구성으로 하는 것이 바람직하다. 즉, 에피택셜층을 형성하기 전의 웨이퍼이다. 나노 인덴테이션법(nano indentation法)을 이용하고, 하중을 500mN 또는 압입량을 1μm로 한 조건에서 표면을 계측한 경도가 27GPa 이상의 부분이 포함되어 있다.
상기의 SiC 웨이퍼에서는, 이하의 구성으로 하는 것이 바람직하다. 즉, 표면에 에피택셜층이 형성되어 있다. 나노 인덴테이션법을 이용하고, 하중을 500mN 또는 압입량을 1μm로 한 조건에서 에피택셜층의 표면을 계측한 경도가 29.5GPa 이상의 부분이 포함되어 있다.
상기의 SiC 웨이퍼에서는, 이하의 구성으로 하는 것이 바람직하다. 즉, 에피택셜층을 형성하기 전의 웨이퍼이다. 나노 인덴테이션법을 이용하고, 하중을 500mN 또는 압입량을 1μm로 한 조건에서 표면을 계측한 경도가, 화학 기계 연마를 행한 후의 SiC 웨이퍼보다도 높다.
이상과 같은 Si증기압 에칭을 이용한 SiC 웨이퍼는, 종래의 화학 기계 연마를 이용한 SiC 웨이퍼와 비교하여 강도가 높기 때문에, SiC 웨이퍼의 박화에 의한 강도의 저하를 보강할 수 있다.
도 1은 본 발명의 Si증기압 에칭에서 이용하는 고온 진공로(眞空爐)의 개요를 설명하는 도면.
도 2는 종래의 에피택셜 형성용 SiC 웨이퍼의 제조 공정을 모식적으로 나타내는 도면.
도 3은 본 실시 형태의 에피택셜 형성용 SiC 웨이퍼의 제조 공정을 모식적으로 나타내는 도면.
도 4는 Si면 및 C면에서의 Si증기압 에칭 전후의 모습을 나타내는 현미경 사진.
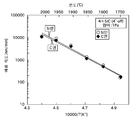
도 5는 Si면(面) 및 C면에서의 에칭 속도와 온도의 관계를 나타내는 그래프.
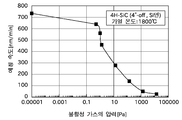
도 6은 불활성 가스의 압력과 에칭 속도의 관계를 나타내는 그래프.
도 7은 Si증기압 에칭 전에서의, 각인의 현미경 사진과, 각인의 폭 및 깊이의 측정 결과를 나타내는 그래프.
도 8은 Si증기압 에칭 후에서의, 각인의 현미경 사진과, 각인의 폭 및 깊이의 측정 결과를 나타내는 그래프.
도 9는 제1 변형예의 에피택셜 형성용 SiC 웨이퍼의 제조 공정을 모식적으로 나타내는 도면.
도 10은 Si증기압 에칭 전에서의 SiC 웨이퍼의 두께의 분포를 나타내는 그래프.
도 11은 Si증기압 에칭 후에서의 SiC 웨이퍼의 두께의 분포를 나타내는 그래프.
도 12는 제2 변형예의 에피택셜 형성용 SiC 웨이퍼의 제조 공정을 모식적으로 나타내는 도면.
도 13은 Si증기압 에칭 후에서의 에칭량의 분포를 나타내는 그래프.
도 14는 화학 기계 연마 후의 SiC 웨이퍼와, Si증기압 에칭 후의 SiC 웨이퍼에, 나노 인덴테이션법에 의한 경도 계측을 행한 결과의 와이불(weibull) 분포를 나타내는 도면.
도 15는 화학 기계 연마 후에 에피택셜층을 형성한 SiC 웨이퍼와, Si증기압 에칭 후에 에피택셜층을 형성한 SiC 웨이퍼에, 나노 인덴테이션법에 의한 경도 계측을 행한 결과의 와이불 분포를 나타내는 도면.
도 2는 종래의 에피택셜 형성용 SiC 웨이퍼의 제조 공정을 모식적으로 나타내는 도면.
도 3은 본 실시 형태의 에피택셜 형성용 SiC 웨이퍼의 제조 공정을 모식적으로 나타내는 도면.
도 4는 Si면 및 C면에서의 Si증기압 에칭 전후의 모습을 나타내는 현미경 사진.
도 5는 Si면(面) 및 C면에서의 에칭 속도와 온도의 관계를 나타내는 그래프.
도 6은 불활성 가스의 압력과 에칭 속도의 관계를 나타내는 그래프.
도 7은 Si증기압 에칭 전에서의, 각인의 현미경 사진과, 각인의 폭 및 깊이의 측정 결과를 나타내는 그래프.
도 8은 Si증기압 에칭 후에서의, 각인의 현미경 사진과, 각인의 폭 및 깊이의 측정 결과를 나타내는 그래프.
도 9는 제1 변형예의 에피택셜 형성용 SiC 웨이퍼의 제조 공정을 모식적으로 나타내는 도면.
도 10은 Si증기압 에칭 전에서의 SiC 웨이퍼의 두께의 분포를 나타내는 그래프.
도 11은 Si증기압 에칭 후에서의 SiC 웨이퍼의 두께의 분포를 나타내는 그래프.
도 12는 제2 변형예의 에피택셜 형성용 SiC 웨이퍼의 제조 공정을 모식적으로 나타내는 도면.
도 13은 Si증기압 에칭 후에서의 에칭량의 분포를 나타내는 그래프.
도 14는 화학 기계 연마 후의 SiC 웨이퍼와, Si증기압 에칭 후의 SiC 웨이퍼에, 나노 인덴테이션법에 의한 경도 계측을 행한 결과의 와이불(weibull) 분포를 나타내는 도면.
도 15는 화학 기계 연마 후에 에피택셜층을 형성한 SiC 웨이퍼와, Si증기압 에칭 후에 에피택셜층을 형성한 SiC 웨이퍼에, 나노 인덴테이션법에 의한 경도 계측을 행한 결과의 와이불 분포를 나타내는 도면.
다음으로, 도면을 참조하여 본 발명의 실시 형태를 설명한다. 먼저, 도 1을 참조하여, 본 실시 형태의 가열 처리에서 이용하는 고온 진공로(10)에 대해 설명한다.
도 1에 나타내는 바와 같이, 고온 진공로(10)는, 본(本)가열실(21)과, 예비 가열실(22)을 구비하고 있다. 본가열실(21)은, 적어도 표면이 단결정 4H-SiC 등으로 구성되는 SiC 웨이퍼(40)(단결정 SiC 기판)를 1000℃ 이상 2300℃ 이하의 온도로 가열할 수 있다. 예비 가열실(22)은, SiC 웨이퍼(40)를 본가열실(21)에서 가열하기 전에 예비 가열을 행하기 위한 공간이다.
본가열실(21)에는, 진공 형성용 밸브(23)와, 불활성 가스 주입용 밸브(24)와, 진공계(眞空計)(25)가 접속되어 있다. 진공 형성용 밸브(23)는, 본가열실(21)의 진공도(眞空度)를 조정할 수 있다. 불활성 가스 주입용 밸브(24)는, 본가열실(21) 내의 불활성 가스(예를 들면 Ar가스)의 압력을 조정할 수 있다. 진공계(25)는, 본가열실(21) 내의 진공도를 측정할 수 있다.
본가열실(21)의 내부에는, 히터(26)가 구비되어 있다. 또, 본가열실(21)의 측벽 및 천정에는 도면에서 생략한 열반사 금속판이 고정되어 있고, 이 열반사 금속판은, 히터(26)의 열을 본가열실(21)의 중앙부를 향해서 반사시키도록 구성되어 있다. 이것에 의해, SiC 웨이퍼(40)를 강력하게 또한 균등하게 가열하여, 1000℃ 이상 2300℃ 이하의 온도까지 승온시킬 수 있다. 또, 히터(26)로서는, 예를 들면, 저항 가열식 히터 또는 고주파 유도(誘導) 가열식 히터를 이용할 수 있다.
고온 진공로(10)는, 도가니(수용 용기)(30)에 수용된 SiC 웨이퍼(40)에 대해서 가열을 행한다. 도가니(30)는, 적절한 지지대 등에 얹어져 있고, 이 지지대가 움직임으로써, 적어도 예비 가열실로부터 본가열실까지 이동 가능하게 구성되어 있다. 도가니(30)는, 서로 감합(嵌合, 끼워 맞춤) 가능한 상부 용기(31)와 하부 용기(32)를 구비하고 있다. 도가니(30)의 하부 용기(32)는, SiC 웨이퍼(40)의 주면(主面) 및 이면(裏面)(결정면으로 표현하면, (0001)면 및 (000-1)면(Si면(面) 및 C면))의 양쪽 모두를 노출시키도록, 상기 SiC 웨이퍼(40)를 지지할 수 있다. 여기서, 주면은, SiC 웨이퍼(40)의 면(面) 중 면적이 가장 큰 2면(도 1의 상면 및 하면) 중 일방이며, 후공정에서 에피택셜층이 형성되는 면이다. 이면은, 주면의 뒤측의 면이다.
도가니(30)는, SiC 웨이퍼(40)가 수용되는 내부 공간의 벽면(상면, 측면, 저면)을 구성하는 부분에서, 외부측으로부터 내부 공간측의 순서로, 탄탈층(Ta), 탄탈카바이드층(TaC 및 Ta2C), 및 탄탈 실리사이드층(TaSi2 또는 Ta5Si3 등)으로 구성되어 있다.
이 탄탈 실리사이드층은, 가열을 행함으로써, 내부 공간에 Si를 공급한다. 또, 도가니(30)에는 탄탈층 및 탄탈카바이드층이 포함되기 때문에, 주위의 C증기를 거두어 들일 수 있다. 이것에 의해, 가열시에 내부 공간 내를 고순도의 Si 분위기로 할 수 있다. 또, 탄탈 실리사이드층을 마련하는 것을 대신하여, 고체의 Si 등을 내부 공간에 배치해도 좋다. 이 경우, 가열시에 고체의 Si가 승화함으로써, 내부 공간 내를 고순도의 Si 분위기로 할 수 있다.
SiC 웨이퍼(40)를 가열할 때에는, 먼저, 도 1의 쇄선으로 나타내는 바와 같이 도가니(30)를 고온 진공로(10)의 예비 가열실(22)에 배치하여, 적절한 온도(예를 들면 약 800℃)로 예비 가열한다. 다음으로, 미리 설정 온도(예를 들면, 약 1800℃)까지 승온시켜 둔 본가열실(21)로 도가니(30)를 이동시킨다. 그 후, 압력 등을 조정하면서 SiC 웨이퍼(40)를 가열한다. 또, 예비 가열을 생략해도 괜찮다.
다음으로, 본 실시 형태에서 행하는 Si증기압 에칭에 대해 설명한다. 본 실시 형태에서는, 오프각(off角)을 가지는 SiC 웨이퍼(40)를 도가니(30)에 수용하고, 고순도의 Si증기압하에서 1500℃ 이상 2200℃ 이하, 바람직하게는 1600℃ 이상 2000℃ 이하의 온도 범위에서 고온 진공로(10)를 이용하여 가열을 행한다. 이 조건에서 SiC 웨이퍼(40)가 가열됨으로써, 표면이 에칭됨과 아울러 상기 표면이 평탄화 되어 간다. 이 Si증기압 에칭시에는, 이하에 나타내는 반응이 행하여진다. 간단하게 설명하면, SiC 웨이퍼(40)가 Si증기압하에서 가열됨으로써, SiC 웨이퍼(40)의 SiC가 열분해 및 Si와의 화학 반응에 의해서 Si2C 또는 SiC2 등이 되어 승화함과 아울러, Si 분위기하의 Si가 SiC 웨이퍼(40)의 표면에서 C와 결합하여 자체 조직화가 일어나 평탄화된다.
(1) SiC(s) → Si(v)I + C(s)I
(2) 2SiC(s) → Si(v)II + SiC2(v)
(3) SiC(s) + Si(v)I+II → Si2C(v)
다음으로, 잉곳(4)으로부터, 에피택셜 형성용 SiC 웨이퍼(40)를 제조하는 공정에 대해 설명한다. 먼저, 종래의 제조 공정에 대해 도 2를 참조하여 설명한다.
도 2에 나타내는 바와 같이, 먼저 다이아몬드 와이어 등의 절단 수단에 의해서 잉곳(4)을 소정의 간격으로 절단함으로써, 잉곳(4)으로부터 복수의 SiC 웨이퍼(40)를 잘라낸다(웨이퍼 잘라냄 공정). 이와 같이 하여 잘라내어진 SiC 웨이퍼(40)(슬라이스 웨이퍼 상태)의 주면 및 이면에는, 절단시에 형성된 큰 표면 거칠음이 존재하고 있다. 도 2에서는, 이 SiC 웨이퍼(40)의 사시도와 단면도가 모식적으로 나타내어져 있다.
다음으로, SiC 웨이퍼(40)의 외주면(두께 방향으로 평행한 면, 주면과 수직 또는 대략 수직인 면)에 대해서, 기계 가공 등에 의해 면취를 행한다(외주면 가공 공정). 이 면취는, 도 2에 나타내는 바와 같이 외주면에 소정의 원호를 형성하는 라운딩(rounding) 면취라도 좋고, 소정의 각도로 경사지게 잘라내는 면취라도 좋다.
다음으로, SiC 웨이퍼(40)의 주면 또는 이면에 대해서, 다이아몬드 휠 등에 의해 기계적인 연삭이 행하여진다(박화 공정). 박화 공정은, SiC 웨이퍼(40)를 소망의 두께로 하기 위해서 행하는 공정이다. 기계적인 연삭에 의해 박화 공정을 행하는 경우, 여전히 SiC 웨이퍼(40)의 표면은 거친 상태 그대로이다. 따라서, 기계 연마 공정 및 화학 기계 연마 공정을 행하여, SiC 웨이퍼(40)의 표면을 평탄화한다.
그 후, SiC 웨이퍼(40)의 표면(주면 또는 이면)에 예를 들면, 레이저를 조사하여 상기 표면을 선택적으로 제거함(선택적으로 홈을 형성함)으로써, 각인(41)을 형성한다. 각인(41)은, SiC 웨이퍼(40)를 식별하기 위한 정보(구체적으로는, 문자, 기호, 바코드 등)이다. 이상에 의해, 에피택셜층을 형성하기 전의 SiC 웨이퍼(환언하면, 에피택셜층을 형성하기 위한 SiC 웨이퍼, 혹은, 에피 레디(epi ready) 웨이퍼)가 제조된다. 또, 에피택셜 형성용 SiC 웨이퍼(40)의 제조 방법은 여러가지이며, 상기에서 설명한 것은 일례이다.
여기서, 최근에는, 반도체 디바이스의 소형화 및 온(on) 저항의 저감 등을 목적으로 하여, 박형(예를 들면 두께가 100μm 이하)의 SiC 웨이퍼(40)가 요구되고 있다. 그러나, 이 종래의 방법에 의해 박형의 SiC 웨이퍼(40)를 제조하는 경우, 이하에 나타내는 과제가 존재한다. 즉, 박형의 SiC 웨이퍼(40)를 제조하는 경우, 박화 공정에 의해 얇아질 때까지 SiC 웨이퍼(40)를 연삭할 필요가 있다. 그러나, 비특허 문헌 1에 기재된 바와 같이, 기계적인 연삭에 의해서는 두께가 110μm 이하가 되면 크랙이 발생하기 때문에, 박형의 SiC 웨이퍼(40)를 형성할 수 없다. 만일 박형의 SiC 웨이퍼(40)를 형성할 수 있었던 경우라도, 기계 연마 공정에 의해 SiC 웨이퍼(40)에 압력이 걸림으로써, SiC 웨이퍼(40)에 변질층이 형성되거나, SiC 웨이퍼(40)가 갈라지거나 할 가능성이 있다. 게다가, 박형의 SiC 웨이퍼(40)에 각인(41)을 형성하는 경우에도, SiC 웨이퍼(40)가 갈라질 가능성이 있다. 그러나, 박화 공정 전에 각인(41)을 형성한 경우, 박화 공정에 의해서 각인(41)의 홈 이외의 부분이 연삭되므로, 각인(41)이 소실된다. 이와 같이, 종래의 방법에서는, 박형의 SiC 웨이퍼(40)(특히 각인(41)이 새겨진 SiC 웨이퍼(40))를 제조하는 것은 곤란했었다.
이것에 대해, 본 실시 형태에서는, 에피택셜 형성용 박형의 SiC 웨이퍼(40)를 간단히 또한 확실히 제조할 수 있다. 이하, 본 실시 형태의 박형의 SiC 웨이퍼(40)의 제조 방법에 대해 도 3을 참조하여 설명한다.
본 실시 형태의 제조 방법은, 종래예와 마찬가지로, 처음에 웨이퍼 잘라냄 공정과 외주면 가공 공정을 행한다. 그 후, 각인 형성 공정을 행한다. 종래예에서는, 마지막에 각인 형성 공정을 행하고 있었지만, 본 실시 형태에서는, 박화 공정 전에 각인 형성 공정을 행한다. 또, 본 실시 형태의 웨이퍼 잘라냄 공정, 외주면 가공 공정, 각인 형성 공정은, 종래예에서 설명한 바와 같다.
그 후, 각인(41)이 형성된 SiC 웨이퍼(40)를 도가니(30)에 수용하고, 고온 진공로(10)를 이용하여 SiC 웨이퍼(40)에 대해서 Si증기압 에칭을 행한다(박화 공정도). 이 박화 공정에서는, SiC 웨이퍼(40)의 두께가 100㎛ 이하(바람직하게는 70㎛ 이하)가 될 때까지 Si증기압 에칭을 행하고, 기계적인 연삭에 의한 박화 공정을 행하지 않는다(환언하면, 두께를 조정하기 위한 기계적인 연삭을 행하지 않은 SiC 웨이퍼(40)에 대해서 Si증기압 에칭을 행한다). 두께에 대해 상세하게 설명하면, SiC 웨이퍼(40)의 두께에는 편차가 존재하지만, 평균의 두께가 100㎛ 이하 등이라는 의미이다. 또, SiC 웨이퍼(40)의 일부만을 두껍게 남기는 경우는, SiC 웨이퍼(40)의 중앙부(즉 에피택셜층이 형성되거나 반도체 디바이스가 형성되거나 하는 부분)에서의 두께가 100㎛ 이하 등이라는 의미이다. 또, 표면에 홈이 형성됨으로써, 반도체 디바이스의 칩 사이즈 등으로 분할된 SiC 웨이퍼(40)의 경우는, 홈이 형성되어 있는 부분이 아니라, 그것 이외의 부분(에피택셜층이 형성되거나 반도체 디바이스가 형성되거나 하는 부분)의 두께를 나타낸다.
이하, Si증기압 에칭에 의해 박화 공정을 행하는 주된 3개의 이점에 대해 간단히 설명한다. (1) Si증기압 에칭은, 표면을 분자 레벨로 평탄화하면서 에칭하기 위해, 나중의 연마 공정이 불필요해진다. (2) Si증기압 에칭은, 상세는 후술하지만, 조건 등을 변경함으로써 에칭 속도를 제어할 수 있다. 따라서, SiC 웨이퍼(40)를 고속(예를 들면 500nm/min)으로 에칭하는 것도 가능하다. 특히, 본 실시 형태에서는 SiC 웨이퍼(40)의 주면(主面)과 이면(裏面)을 동시에 에칭하기 때문에, 매우 빨리 SiC 웨이퍼(40)를 100㎛ 이하로 할 수 있다. 주면과 이면을 동시에 에칭함으로써, 양면의 평탄화를 동시에 행할 수 있는 이점도 존재한다(플라즈마 CVM에서는, SiC 웨이퍼의 양면을 동시에 가공할 수 없기 때문에, SiC 웨이퍼의 편면(片面)을 충분히 평탄화할 수 없는 결점이 있고, 비특허 문헌 3에는 그 모습이 나타내어져 있다). (3) Si증기압 에칭은, 기상(氣相) 에칭이기 때문에, 각인(41)으로서 형성된 홈의 저부도 에칭된다. 따라서, 본 실시 형태에서는, 박화 공정을 행한 후에도 각인(41)을 남길 수 있다. 또, 특허 문헌 3에서는, 기계적인 연삭 공정에 의해서 SiC 웨이퍼(40)의 두께가 조정된 후로서, 기계 연마가 더 행하여진 후에 Si증기압 에칭을 행하고 있기 때문에, 본 실시 형태와는 용도가 다르다. 또, 에칭 속도 및 에칭량도 크게 다르다고 생각되어진다.
다음으로, 위에서 설명한 효과를 실험 데이터 등에 근거하여 상세하게 설명한다. 먼저, Si증기압 에칭에 의한 평탄화에 대해 도 4를 참조하여 설명한다.
도 4는, Si면 및 C면에서의 Si증기압 에칭 전후의 모습을 나타내는 현미경 사진이다. 이 현미경 사진으로부터는, Si증기압 에칭을 행함으로써, Si면 및 C면의 양쪽 모두에서, 잘라낼 때의 표면 거칠음 등이 제거되고 평탄화되어 있는 것을 알 수 있다. 따라서, 본 실시 형태에서는, SiC 웨이퍼의 두께를 작게 하는 처리와, 표면 거칠음을 제거하는 처리를 동시에 행할 수 있다. 본 실시 형태에서는, Si면 및 C면의 양쪽 모두에 에칭을 행하기 때문에, Si면 및 C면의 각각이 피처리면에 해당한다. 또, 도 5에 기재된 표면 거칠기의 변화로부터도, 표면이 평탄화되어 있는 것을 알 수 있다. Si증기압 에칭을 행함으로써, 화학 기계 연마를 행하는 경우 이상으로 표면을 평탄화할 수 있다.
다음으로, Si증기압 에칭의 에칭 속도를 제어하는 것에 대하여 도 5 및 도 6을 참조하여 설명한다.
SiC 웨이퍼(40)의 에칭 속도를 제어하는 파라미터 중 하나는, 가열 온도이다. 도 5는, 소정의 환경하에서, 가열 온도를 1750℃ 내지 2000℃ 근방까지 변화시켰을 때의 에칭 속도의 변화를 나타내는 아레니우스(Arrhenius) 플롯 그래프이다. 에칭 속도의 변화는, Si면과 C면에 대해서 개별로 플롯되어 있다. 이 그래프로부터는, 가열 온도가 높아질수록, 에칭 속도가 빨라지는 것을 알 수 있다. 또, 이 그래프의 가로축은 온도의 역수(逆數)이며, 이 그래프의 세로축은 에칭 속도를 대수(對數) 표시하고 있다. 도 5에 나타내는 바와 같이, 이 그래프는 직선으로 되어 있기 때문에, 예를 들면 가열 온도를 변경했을 때의 에칭 속도를 추측하는 것이 가능하다.
SiC 웨이퍼(40)의 에칭 속도를 제어하는 다른 파라미터는, 불활성 가스의 압력이다. 도 6은, 불활성 가스의 압력과 에칭 속도와의 관계를 나타내는 그래프이다. 이 그래프로부터는, 불활성 가스의 압력이 높아질수록 에칭 속도가 저하되는 것을 알 수 있다. 예를 들면, 가열 온도가 1800℃인 경우에서는, 압력을 1Pa 이하로 함으로써 일방의 면(도 6에서는 Si면)의 에칭 속도를 500nm/min 정도 이상으로 할 수 있다. 또, 압력을 10Pa 이상으로 함으로써, 에칭 속도를 300nm/min 정도 이하로 할 수 있다. 에칭량이 적은 경우는, 에칭 속도를 느리게 함으로써, 에칭량을 정확하게 추측할 수 있다. 또, 처음에 에칭 속도가 빠른 조건으로 에칭을 행하고, 일단 SiC 웨이퍼(40)의 두께를 계측하여 필요한 에칭량을 계산하며, 다음으로 에칭 속도가 느린 조건으로 에칭량을 정확하게 제어하면서 에칭을 행해도 좋다.
또, SiC 웨이퍼(40)의 에칭 속도는, 예를 들면 Si의 공급원에 의해서도 변화한다. 예를 들면, 도가니(30)의 내부에 고체의 Si(Si 펠릿(pellet))을 배치하는 경우, 배치하는 수 및 위치 등에 의해서 Si의 공급 용이성이 변화한다. Si가 쉽게 공급됨으로써, SiC 웨이퍼(40)의 에칭 속도를 빠르게 할 수 있다.
다음으로, Si증기압 에칭을 행해도 각인(41)이 남는 것에 대하여 도 7 및 도 8을 참조하여 설명한다.
도 7은, Si증기압 에칭 전에서의, (a) 각인(41)의 현미경 사진과, (b) 각인의 폭 및 깊이의 측정 결과를 나타내는 그래프이다. 이 실험에서는, Si증기압 에칭 전(박화 공정 전)의 SiC 웨이퍼(40)의 두께는 350㎛이다. 도 7의 (a) 및 도 7의 (b)로부터 분명한 바와 같이, Si증기압 에칭 전의 각인(41)은 깊이 방향의 편차가 크다. 또, 도 7로부터는 읽어내어지지 않지만, 레이저 가공을 행하는 것에 의한 변질층이 존재한다.
도 8은, Si증기압 에칭 후에서의, (a) 각인(41)의 현미경 사진과, (b) 각인의 폭 및 깊이의 측정 결과를 나타내는 그래프이다. 이 실험에서는, Si증기압 에칭 후(박화 공정 후)의 SiC 웨이퍼(40)의 두께는 65㎛이다. 도 8의 (a) 및 도 8의 (b)로부터 분명한 바와 같이, 약 300㎛의 에칭을 행했음에도 불구하고, 각인(41)은 잔존하고 있다. Si증기압 에칭의 전후에서 각인(41)의 폭은 거의 변하지 않고, 깊이에 대해서도 평탄화된 것에 의해 깊이 평균은 조금 저하됐지만, 각인(41)으로서 충분한 깊이로 남아 있다. 또, 도 8로부터는 읽어내어지지 않지만, Si증기압 에칭에 의해, 레이저 가공을 행하는 것에 의한 변질층이 제거되어 있다.
이와 같이, 본 실시 형태에서는, 박화 공정을 행해도 각인(41)을 남길 수 있으므로, 박화 공정 후에 각인(41)을 형성하여 SiC 웨이퍼(40)가 갈라지는 것을 방지할 수 있다.
다음으로, 도 9 내지 도 11을 참조하여, 상기의 실시 형태의 제1 변형예를 설명한다. 또, 본변형예의 설명에서는, 앞에서 설명한 실시 형태와 동일 또는 유사의 부재에는 도면에 동일한 부호를 부여하고, 설명을 생략하는 경우가 있다.
상기의 실시 형태에서는, 박화 공정에 의해 SiC 웨이퍼(40)가 균일하게 에칭 되었지만, 제1 변형예에서는 SiC 웨이퍼(40)의 위치(특히 피처리면의 표면을 따르는 방향에서의 위치)에 따라 에칭량을 다르게 하고 있다. 구체적으로는, 제1 변형예의 박화 공정에서는, SiC 웨이퍼(40)의 외부 가장자리부의 에칭량을, 다른 부분(예를 들면 에피택셜 형성 부분, 중심부)의 에칭량보다도 적게 하고 있다. 그 결과, 도 9에 나타내는 바와 같이, 외부 가장자리부의 두께가 다른 부분의 두께보다도 큰 SiC 웨이퍼(40)가 제조된다. 외부 가장자리부에는 반도체 디바이스는 형성되어 있지 않으므로, 수율은 저하되지 않는다. 외부 가장자리부의 두께를 크게 함으로써, SiC 웨이퍼(40)의 기계적 강도를 향상시킬 수 있으므로, 수율을 향상시킬 수 있다.
도 10 및 도 11은, 제1 변형예의 가공이 가능한 것을 실증한 실험 결과를 나타내는 그래프이다. 도 10 및 도 11은, 외부 가장자리부의 에칭량을 다른 부분보다도 적게 하여 Si증기압 에칭(박화 공정)을 행한 실험의 결과를 나타내고 있다. 도 10의 (a)는, SiC 웨이퍼(40)의 두께를 측정한 방향을 설명하는 도면이다. 도 10의 (b)는, 도 10의 (a)의 각 방향에서의, Si증기압 에칭 전의 SiC 웨이퍼(40)의 두께를 나타내는 그래프이다. 도 10의 (b)에 나타내는 바와 같이, Si증기압 에칭 전의 SiC 웨이퍼(40)는, 외부 가장자리부의 두께가 다른 부분보다도 약간 작지만 기본적으로는 평탄하다.
도 11은, 도 10의 (a)의 각 방향에서의, Si증기압 에칭 후(박화 공정 후)의 SiC 웨이퍼(40)의 두께를 나타내는 그래프이다. SiC 웨이퍼(40)의 외부 가장자리부와 다른 부분에서 환경을 다르게 함으로써, 도 11에 나타내는 바와 같이, 외부 가장자리부의 에칭량을 다른 부분보다도 작게 할 수 있다. 따라서, 기계적 강도가 뛰어난 박형의 SiC 웨이퍼(40)를 제조할 수 있다. 또, 제1 변형예에서는, SiC 웨이퍼(40)의 박화 공정과, 외부 가장자리부의 두께 형성 공정을 동시에 행했지만, 따로 행해도 괜찮다.
다음으로, 도 12 및 도 13을 참조하여, 상기의 실시 형태의 제2 변형예를 설명한다. 또, 본 변형예의 설명에서는, 앞에서 설명한 실시 형태와 동일 또는 유사의 부재에는 도면에 동일한 부호를 부여하고, 설명을 생략하는 경우가 있다.
상기의 실시 형태에서는, 기계 가공 등에 의해 외주면 가공 공정을 행했지만, 제2 변형예에서는, 도 12에 나타내는 바와 같이, Si증기압 에칭에 의해 외주면 가공 공정을 행한다. 또, 제2 변형예에서, 외주면 가공 공정은 박화 공정 후에 행하지만, 상기의 실시 형태와 마찬가지로, 웨이퍼 잘라냄 공정과 각인 형성 공정의 사이에서 행해도 괜찮다.
제1 변형예와 마찬가지로, SiC 웨이퍼(40)의 주위의 환경을 균일하게 하지 않고, 예를 들면 가열 온도 등에 분포를 갖게 함으로써, 에칭량에도 분포를 갖게 할 수 있다. 제2 변형예에서는, 외부 가장자리부의 에칭량을 적게 하면서, 외측(즉, 외주면)의 에칭량을 외부 가장자리부보다도 더 많이 하고 있다. 이것에 의해, 도 12에 나타내는 바와 같이, 보강을 위해서 외부 가장자리부의 두께를 크게 하면서, Si증기압 에칭을 이용하여 SiC 웨이퍼(40)의 면취(面取)를 행할 수 있다.
도 13은, 제2 변형예의 가공이 가능한 것을 실증한 실험 결과를 나타내는 그래프이다. 도 13은, 도 10의 (a)의 각 방향에서의, Si증기압 에칭 후에서의 에칭량의 분포를 나타내는 그래프이다. 도 13의 그래프로부터는, 도 11의 그래프와 마찬가지로, 외부 가장자리부의 에칭량이 중앙부 등 보다도 적은(외부 가장자리부의 두께가 큰) 것을 알 수 있다. 게다가, 도 13의 그래프에서는, 측정 위치의 단부 근방에서 에칭량이 가장 적게 되고, 또한 단부측에서는 에칭량이 약간 많게 되어 있다. 이것에 의해, SiC 웨이퍼(40)의 측정 위치의 단부(외주면)가 에칭되어 있고, 외주면이 면취되어 있는 것을 알 수 있다.
다음으로, 도 14를 참조하여, Si증기압 에칭 후의 SiC 웨이퍼의 경도와, 화학 기계 연마 후의 SiC 웨이퍼의 경도와의 차이에 대해 설명한다. 도 14는, 화학 기계 연마 후의 SiC 웨이퍼와 Si증기압 에칭 후의 SiC 웨이퍼에 나노 인덴테이션법에 의한 경도 계측을 행한 결과의 와이불 분포를 나타내는 도면이다.
이 실험에서는,[11-20]방향에 대한 오프각이 4도인 4H-SiC의 SiC 웨이퍼의 표면을 경도의 계측 대상으로 했다. SiC 웨이퍼의 표면(주면)은, 반도체 소자를 형성하는 면이며, 이번 실험에서는, Si면, 즉 (0001)면이다. 또, 일방의 SiC 웨이퍼는, 기계 연마 후에 표면이 화학 기계 연마되어 있다. 타방의 SiC 웨이퍼는, 기계 연마 후에, 1850℃에서의 Si증기압 에칭에 의해 표면으로부터 40㎛가 제거되어 있다. 또, 본 발명에서는 Si증기압 에칭에 의해 박화 공정을 행하는 구성이지만, 본 실험(후술의 도 15의 실험도 동일)에서는 SiC 웨이퍼의 표면의 경도를 계측하는 것이 목적이기 때문에, 기계 연마 후에 Si증기압 에칭을 행하고 있다.
경도의 계측 방법으로서는, 공지의 나노 인덴테이션법을 이용했다. 구체적으로는, 계측 대상인 2개의 SiC 웨이퍼에 500mN의 하중을 부여함으로써, 압입량을 1㎛정도로 했다. 즉, 이번의 계측에서는, SiC 웨이퍼의 표면의 경도를 계측하고 있게 된다. 그리고, 하중/접촉 투영 면적을 구함으로써, 경도[GPa]를 구한다. 이 계측을 복수회 행한 결과의 와이불 분포가 도 14에 나타내어져 있다.
도 14에는, Si증기압 에칭 후의 SiC 웨이퍼는, 화학 기계 연마 후의 SiC 웨이퍼보다도 단단한 것이 나타내어져 있다. 이번 실험의 결과에서는, Si증기압 에칭을 행한 경우로 한정하며, 경도가 27GPa 이상으로 되어 있다(환언하면, 적어도 일부의 경도가 27GPa 이상이다). 당연하지만, 27.5GPa, 28GPa 이상이 되는 것도, Si증기압 에칭을 행한 SiC 웨이퍼뿐이다. 또, 다른 관점으로부터 설명하면, 이 확률 분포에서 50%가 될 때의 경도를 비교하면, 화학 기계 연마 후의 SiC 웨이퍼가 약 26GPa인데 비해, Si증기압 에칭 후의 SiC 웨이퍼는 약 28GPa이다. 이와 같이, Si증기압 에칭을 행함으로써, 확률 분포에서 50%가 될 때의 경도를, 26GPa보다 크게(보다 구체적으로는, 26GPa, 27GPa, 27.5GPa 이상)으로 할 수 있다.
이와 같이, Si증기압 에칭을 이용함으로써, 화학 기계 연마를 이용하는 경우와 비교하여, 경도가 높은 SiC 웨이퍼를 제조할 수 있다. 이것에 의해, 본 실시 형태와 같이 두께를 100㎛ 이하까지 작게 하는 경우에도, SiC 웨이퍼에 충분한 강도를 갖게 할 수 있다. 이와 같이 경도가 높아지는 이유로서는, 화학 기계 연마를 행한 SiC 웨이퍼보다도, Si증기압 에칭을 행한 SiC 웨이퍼의 쪽이 결정 결함이 적게 되기 때문이라고 생각되어진다. 또, Si증기압 에칭을 행한 SiC 웨이퍼는, 수소 에칭을 행한 SiC 웨이퍼보다도, 경도가 높아지는 것이 출원인들의 실험에 의해 실증되어 있다. 게다가, 굽힘 강도에서, Si증기압 에칭 후의 SiC 웨이퍼는, 기계 연마 후의 SiC 웨이퍼보다도 높은 것이 출원인들의 실험에 의해 실증되어 있다.
다음으로, 도 15를 참조하여, 상기의 2종류의 SiC 웨이퍼의 에피택셜층을 더 형성한 상태에서, 마찬가지로 나노 인덴테이션법에 의해 경도를 계측한 결과를 설명한다. 도 15는, 기계 연마를 행하고, 화학 기계 연마를 더 행한 후에 에피택셜층을 형성한 SiC 웨이퍼와, 기계 연마를 행하고, Si증기압 에칭을 더 행한 후에 에피택셜층을 형성한 SiC 웨이퍼에 나노 인덴테이션법에 의한 경도 계측을 행한 결과의 와이불 분포를 나타내는 도면이다.
본 실시 형태의 방법에서는, 표면의 약 1㎛의 경도가 계측되고 있기 때문에, 도 15의 계측 결과는, 에피택셜층의 경도를 나타내고 있다고 판단할 수 있다. 도 15에는, Si증기압 에칭 후에 형성한 에피택셜층은, 화학 기계 연마 후에 형성한 에피택셜층보다도 단단한 것이 나타내어져 있다. 이번의 실험의 결과에서는, Si증기압 에칭 후의 형성한 에피택셜층에 한정되며, 경도가 29.5GPa 이상으로 되어 있다(환언하면, 적어도 일부의 경도가 29.5GPa이다). 당연하지만, 30GPa, 30.5Pa 이상이 되는 것도, Si증기압 에칭 후의 에피택셜층뿐이다. 또, 다른 관점으로부터 설명하면, 이 확률 분포에서 50%가 될 때의 경도를 비교하면, 화학 기계 연마 후에 형성한 에피택셜층이 약 28GPa인데 비해, Si증기압 에칭 후에 형성한 에피택셜층은 약 29.5GPa이다. 이와 같이, Si증기압 에칭을 행함으로써, 확률 분포에서 50%가 될 때의 경도를, 28GPa보다 크게(보다 구체적으로는, 28.5GPa, 29GPa, 29.5GPa 이상)하는 것이 가능하다.
이와 같이 에피택셜층에 대해서도 경도의 차이가 생기는 이유로서는, 화학 기계 연마를 행한 SiC 웨이퍼보다도, Si증기압 에칭을 행한 SiC 웨이퍼의 쪽이 결정 결함이 적게 되기 때문에, 에피택셜층으로 전파하는 결정 결함의 수도 적게 되기 때문이라고 생각되어진다.
이상으로 설명한 바와 같이, 본 실시 형태의 박형의 SiC 웨이퍼(40)의 제조 방법에서는, 잉곳(4)으로부터 잘라내어진 후의 SiC 웨이퍼(40)에 대해서, Si증기압 에칭을 행함으로써, 두께를 100㎛ 이하까지 작게 하는 박화 공정을 포함한다.
이것에 의해, Si증기압 에칭에서는 에칭시에 SiC 웨이퍼(40)에 가공 데미지 및 응력이 걸리지 않기 때문에, 100㎛ 이하까지 SiC 웨이퍼를 얇게 해도 헤어라인 크랙 등이 생기지 않는다. 또, Si증기압 에칭을 행함으로써, 표면이 분자 레벨로 평탄화되므로, 연마 공정이 불필요해진다. 또는, Si증기압 에칭은 고속으로 행하는 것도 가능하기 때문에, SiC 웨이퍼(40)를 큰 폭으로 얇게 하는 경우라도 단시간에 박화 공정을 행할 수 있다.
이상으로 본 발명의 바람직한 실시 형태 및 변형예를 설명했지만, 상기의 구성은 예를 들면 이하와 같이 변경할 수 있다.
도 3 등에서 설명한 제조 공정은 일례이며, 공정의 순서를 바꿔 넣거나, 일부의 공정을 생략하거나, 다른 공정을 추가하거나 할 수 있다. 또, 상기 실시 형태 및 변형예에서는, 박화 공정은 Si증기압 에칭만에 의해 행하여지지만, 이것을 대신하여, 박화 공정을 기계적인 연삭과 Si증기압 에칭에 의해 행할 수도 있다. 이 경우, 먼저 기계적인 연삭을 행하고, 다음으로 Si증기압 에칭을 행함으로써, 잘라낼 때 및 기계적인 연삭시에 생긴 가공 데미지를 없앨 수 있으므로, 상기 실시 형태 등의 SiC 웨이퍼(40)와 동일한 강도를 가지는 SiC 웨이퍼를 제조할 수 있다. 또, 가공 데미지를 없애기 위해서는, Si증기압 에칭을 이용하여 SiC 웨이퍼의 표면으로부터 적어도 20㎛(더 바람직하게는 적어도 50㎛) 에칭하는 것이 바람직하다.
상기에서 설명한 온도 조건 및 압력 조건 등은 일례이며, 적절히 변경할 수 있다. 또, 위에서 설명한 고온 진공로(10) 이외의 가열 장치를 이용하거나, 다결정의 SiC 웨이퍼(40)를 이용하거나, 도가니(30)와 다른 형상 또는 소재의 용기를 이용하거나 해도 괜찮다. 예를 들면, 수용 용기의 외형은 원기둥 모양으로 한정되지 않고, 입방체 모양 또는 직방체 모양이라도 좋다.
4 : 잉곳
10 : 고온 진공로
30 : 도가니 40 : SiC 웨이퍼
41 : 각인
30 : 도가니 40 : SiC 웨이퍼
41 : 각인
Claims (17)
- 잉곳(ingot)으로부터 잘라내어진 후의 SiC 웨이퍼에 대해서, Si증기압하에서 가열함으로써 표면을 에칭하는 Si증기압 에칭을 행함으로써, 두께를 100㎛ 이하까지 작게 하는 박화(薄化) 공정을 포함하는 것을 특징으로 하는 박형(薄型)의 SiC 웨이퍼의 제조 방법.
- 청구항 1에 있어서,
상기 박화 공정에서는, 상기 잉곳으로부터 잘라내어진 후이며, 상기 SiC 웨이퍼의 두께를 조정하기 위한 기계적인 연삭(硏削)이 행하여져 있지 않은 상기 SiC 웨이퍼에 대해서, 상기 Si증기압 에칭을 행하는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 청구항 1에 있어서,
상기 박화 공정에서는, 상기 잉곳으로부터의 잘라낼 때에 형성된 상기 SiC 웨이퍼의 표면 거칠음을 제거하면서, 상기 SiC 웨이퍼의 두께를 작게 하는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 청구항 1에 있어서,
상기 박화 공정에서는, 상기 SiC 웨이퍼의 두께를 100㎛ 이상 제거하는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 청구항 1에 있어서,
상기 박화 공정에서는, 피처리면의 에칭 속도가 500nm/min 이상의 Si증기압 에칭이 적어도 행하여지는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 청구항 1에 있어서,
상기 SiC 웨이퍼의 면(面) 중, 에피택셜층(epitaxial層)을 형성하기 위한 면을 주면(主面)으로 했을 때에,
상기 박화 공정에서는, 상기 SiC 웨이퍼의 주면, 및, 상기 주면의 이면(裏面)의 양쪽 모두가 에칭되는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 청구항 1에 있어서,
상기 박화 공정에서는, 표면이 소정의 형상으로 제거됨으로써 정보를 나타내는 각인(刻印)이 형성된 상기 SiC 웨이퍼에 대해서, 상기 Si증기압 에칭을 행하는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 청구항 7에 있어서,
상기 박화 공정 전에, 상기 SiC 웨이퍼에 상기 각인을 형성하는 각인 형성 공정이 행하여지는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 청구항 1 내지 청구항 8 중 어느 한 항에 있어서,
상기 박화 공정에서는, 상기 SiC 웨이퍼의 위치에 따라 에칭량을 다르게 하도록, 상기 Si증기압 에칭을 행하는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 청구항 9에 있어서,
상기 박화 공정에서는, 상기 SiC 웨이퍼의 중앙부의 두께보다도 외부 가장자리부의 두께가 두껍게 되도록, 또한 상기 중앙부의 두께가 100㎛ 이하가 되도록 상기 Si증기압 에칭을 행하는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 청구항 9에 있어서,
상기 박화 공정에서는, 상기 SiC 웨이퍼의 두께를 작게 함과 아울러, 상기 SiC 웨이퍼의 면취(面取, 모따기)를 행하는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법. - 잉곳으로부터 잘라내어진 후의 SiC 웨이퍼에 대해서, 기계적인 연삭에 의해 두께를 작게 한 후에, Si증기압하에서 가열함으로써 표면을 에칭하는 Si증기압 에칭을 행하여 두께를 더 작게 함으로써, 두께를 100㎛ 이하까지 작게 하는 박화 공정을 포함하는 것을 특징으로 하는 박형의 SiC 웨이퍼의 제조 방법.
- 표면이 소정의 형상으로 제거됨으로써 정보를 나타내는 각인이 형성되어 있고, 두께가 100㎛ 이하인 박형인 것을 특징으로 하는 SiC 웨이퍼.
- 청구항 13에 있어서,
에피택셜층을 형성하기 전의 웨이퍼이며,
나노 인덴테이션법(nano indentation法)을 이용하고, 하중을 500mN 또는 압입량을 1㎛로 한 조건에서 표면을 계측한 경도가 27GPa 이상의 부분이 포함되어 있는 것을 특징으로 하는 SiC 웨이퍼. - 청구항 13에 있어서,
표면에 에피택셜층이 형성되어 있고,
나노 인덴테이션법을 이용하고, 하중을 500mN 또는 압입량을 1㎛로 한 조건에서 에피택셜층의 표면을 계측한 경도가 29.5GPa 이상의 부분이 포함되어 있는 것을 특징으로 하는 SiC 웨이퍼. - 청구항 13에 있어서,
에피택셜층을 형성하기 전의 웨이퍼이며,
나노 인덴테이션법을 이용하고, 하중을 500mN 또는 압입량을 1㎛로 한 조건에서 표면을 계측한 경도가, 화학 기계 연마를 행한 후의 SiC 웨이퍼보다도 높은 것을 특징으로 하는 SiC 웨이퍼. - 청구항 13에 있어서,
중앙부와 외부 가장자리부를 포함하여 구성되어 있고, 상기 중앙부의 두께보다도 상기 외부 가장자리부의 두께가 두꺼운 것을 특징으로 하는 SiC 웨이퍼.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2015-231063 | 2015-11-26 | ||
| JP2015231063 | 2015-11-26 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170061606A true KR20170061606A (ko) | 2017-06-05 |
Family
ID=59060447
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160155808A Withdrawn KR20170061606A (ko) | 2015-11-26 | 2016-11-22 | 박형의 SiC 웨이퍼의 제조 방법 및 박형의 SiC 웨이퍼 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US20170236905A1 (ko) |
| JP (1) | JP2017105697A (ko) |
| KR (1) | KR20170061606A (ko) |
| TW (1) | TWI746468B (ko) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102236397B1 (ko) * | 2020-11-27 | 2021-04-02 | 에스케이씨 주식회사 | 탄화규소 웨이퍼 및 이를 적용한 반도체 소자 |
| KR102236394B1 (ko) * | 2020-11-27 | 2021-04-02 | 에스케이씨 주식회사 | 탄화규소 웨이퍼 및 이를 적용한 반도체 소자 |
| CN114589563A (zh) * | 2022-03-07 | 2022-06-07 | 湖南大学 | 一种延性域加工尺度可控的超精密磨削方法 |
| KR20230087527A (ko) | 2020-10-14 | 2023-06-16 | 스미또모 가가꾸 가부시키가이샤 | 경화성 조성물 및 경화막 |
| KR20230088390A (ko) | 2020-10-14 | 2023-06-19 | 스미또모 가가꾸 가부시키가이샤 | 경화성 조성물 |
| KR20230096008A (ko) | 2020-10-29 | 2023-06-29 | 스미또모 가가꾸 가부시키가이샤 | 경화성 조성물 |
| US12320033B2 (en) | 2020-09-22 | 2025-06-03 | Senic Inc. | Silicon carbide wafer and method of preparing the same |
| KR20250156724A (ko) | 2023-02-27 | 2025-11-03 | 스미또모 가가꾸 가부시키가이샤 | 경화성 조성물 및 경화막 |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6232329B2 (ja) * | 2014-03-31 | 2017-11-15 | 東洋炭素株式会社 | SiC種結晶の加工変質層の除去方法、SiC種結晶及びSiC基板の製造方法 |
| JP6268277B2 (ja) * | 2014-03-31 | 2018-01-24 | 東洋炭素株式会社 | SiC基板の表面処理方法、SiC基板の製造方法、及び半導体の製造方法 |
| EP3450595B1 (en) * | 2016-04-28 | 2021-07-14 | Kwansei Gakuin Educational Foundation | Vapour-phase epitaxial growth method, and method for producing substrate equipped with epitaxial layer |
| WO2019167337A1 (ja) * | 2018-03-01 | 2019-09-06 | 住友電気工業株式会社 | 炭化珪素基板 |
| TW202007801A (zh) * | 2018-07-25 | 2020-02-16 | 日商東洋炭素股份有限公司 | SiC晶圓之製造方法 |
| JP7300247B2 (ja) * | 2018-07-25 | 2023-06-29 | 株式会社デンソー | SiCウェハの製造方法 |
| JP7311953B2 (ja) * | 2018-07-25 | 2023-07-20 | 株式会社デンソー | SiCウェハの製造方法 |
| JP7406914B2 (ja) * | 2018-07-25 | 2023-12-28 | 株式会社デンソー | SiCウェハ及びSiCウェハの製造方法 |
| JP7228348B2 (ja) * | 2018-07-25 | 2023-02-24 | 株式会社デンソー | SiCウェハの製造方法 |
| CN112513348B (zh) * | 2018-07-25 | 2023-11-14 | 株式会社电装 | SiC晶片和SiC晶片的制造方法 |
| JP7217100B2 (ja) * | 2018-07-25 | 2023-02-02 | 株式会社デンソー | SiCウェハの製造方法 |
| JP7534579B2 (ja) | 2019-03-05 | 2024-08-15 | 学校法人関西学院 | SiCエピタキシャル基板の製造方法及びその製造装置 |
| CN113825863B (zh) * | 2019-05-17 | 2024-03-22 | 住友电气工业株式会社 | 碳化硅衬底 |
| JP7274154B2 (ja) * | 2019-08-06 | 2023-05-16 | 株式会社デンソー | SiC基板の製造方法 |
| WO2021060367A1 (ja) * | 2019-09-27 | 2021-04-01 | 学校法人関西学院 | SiC基板の製造方法 |
| CN111403273B (zh) * | 2020-03-12 | 2022-06-14 | 上海华力集成电路制造有限公司 | 晶圆减薄工艺方法 |
| EP3943645A1 (en) * | 2020-07-21 | 2022-01-26 | SiCrystal GmbH | Sic crystalline substrates with an optimal orientation of lattice planes for fissure reduction and method of producing same |
| TWI818416B (zh) * | 2021-03-24 | 2023-10-11 | 環球晶圓股份有限公司 | 晶圓 |
| US11837632B2 (en) | 2021-03-24 | 2023-12-05 | Globalwafers Co., Ltd. | Wafer |
| TWM618520U (zh) * | 2021-05-14 | 2021-10-21 | 日揚科技股份有限公司 | 硬質材料加工裝置及其系統 |
| JP7198881B2 (ja) * | 2021-05-14 | 2023-01-04 | 日揚科技股▲分▼有限公司 | 硬質材料加工システム |
| US20230052218A1 (en) * | 2021-07-29 | 2023-02-16 | Globalwafers Co., Ltd. | METHOD OF SiC WAFER PROCESSING |
| JP7736528B2 (ja) | 2021-11-11 | 2025-09-09 | 株式会社ディスコ | SiC基板の製造方法 |
| CN116936344B (zh) * | 2023-07-24 | 2025-08-26 | 江苏邑文微电子科技有限公司 | 一种半导体材料的减薄抛光方法及减薄抛光装置 |
| US20250372382A1 (en) * | 2024-05-31 | 2025-12-04 | Wolfspeed, Inc. | Treatments for Improving Fracture Strength for Semiconductor Workpiece |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW310445B (ko) * | 1993-06-24 | 1997-07-11 | Tokyo Electron Co Ltd | |
| KR20130086057A (ko) * | 2005-09-16 | 2013-07-30 | 크리 인코포레이티드 | 실리콘 카바이드 전력 소자들을 그 상에 가지는 반도체 웨이퍼들의 가공방법들 |
| US8993460B2 (en) * | 2013-01-10 | 2015-03-31 | Novellus Systems, Inc. | Apparatuses and methods for depositing SiC/SiCN films via cross-metathesis reactions with organometallic co-reactants |
| JP6155866B2 (ja) * | 2012-07-10 | 2017-07-05 | 日立金属株式会社 | 高融点材料単結晶基板への識別マークの形成方法、及び高融点材料単結晶基板 |
| US9018639B2 (en) * | 2012-10-26 | 2015-04-28 | Dow Corning Corporation | Flat SiC semiconductor substrate |
| JP6080075B2 (ja) * | 2013-06-13 | 2017-02-15 | 学校法人関西学院 | SiC基板の表面処理方法 |
| JP6282512B2 (ja) * | 2014-03-31 | 2018-02-21 | 東洋炭素株式会社 | SiC基板の潜傷深さ推定方法 |
-
2016
- 2016-10-13 JP JP2016201928A patent/JP2017105697A/ja active Pending
- 2016-10-14 TW TW105133290A patent/TWI746468B/zh not_active IP Right Cessation
- 2016-11-22 KR KR1020160155808A patent/KR20170061606A/ko not_active Withdrawn
- 2016-11-23 US US15/360,498 patent/US20170236905A1/en not_active Abandoned
-
2017
- 2017-11-14 US US15/812,293 patent/US20180069084A1/en not_active Abandoned
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12320033B2 (en) | 2020-09-22 | 2025-06-03 | Senic Inc. | Silicon carbide wafer and method of preparing the same |
| KR20230087527A (ko) | 2020-10-14 | 2023-06-16 | 스미또모 가가꾸 가부시키가이샤 | 경화성 조성물 및 경화막 |
| KR20230088390A (ko) | 2020-10-14 | 2023-06-19 | 스미또모 가가꾸 가부시키가이샤 | 경화성 조성물 |
| KR20230096008A (ko) | 2020-10-29 | 2023-06-29 | 스미또모 가가꾸 가부시키가이샤 | 경화성 조성물 |
| KR102236397B1 (ko) * | 2020-11-27 | 2021-04-02 | 에스케이씨 주식회사 | 탄화규소 웨이퍼 및 이를 적용한 반도체 소자 |
| KR102236394B1 (ko) * | 2020-11-27 | 2021-04-02 | 에스케이씨 주식회사 | 탄화규소 웨이퍼 및 이를 적용한 반도체 소자 |
| CN114589563A (zh) * | 2022-03-07 | 2022-06-07 | 湖南大学 | 一种延性域加工尺度可控的超精密磨削方法 |
| KR20250156724A (ko) | 2023-02-27 | 2025-11-03 | 스미또모 가가꾸 가부시키가이샤 | 경화성 조성물 및 경화막 |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI746468B (zh) | 2021-11-21 |
| US20180069084A1 (en) | 2018-03-08 |
| JP2017105697A (ja) | 2017-06-15 |
| US20170236905A1 (en) | 2017-08-17 |
| TW201742103A (zh) | 2017-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170061606A (ko) | 박형의 SiC 웨이퍼의 제조 방법 및 박형의 SiC 웨이퍼 | |
| EP3128535B1 (en) | Surface treatment method for sic substrates and semiconductor production method | |
| JP6232329B2 (ja) | SiC種結晶の加工変質層の除去方法、SiC種結晶及びSiC基板の製造方法 | |
| TWI659463B (zh) | 碳化矽基板之蝕刻方法及收容容器 | |
| EP3222759A1 (en) | Surface treatment method for sic substrate | |
| CN114303232B (zh) | SiC衬底的制造方法 | |
| TW202022176A (zh) | 碳化矽晶圓以及碳化矽晶圓的製造方法 | |
| CN112585724B (zh) | SiC芯片的制造方法 | |
| JP7300247B2 (ja) | SiCウェハの製造方法 | |
| JP7228348B2 (ja) | SiCウェハの製造方法 | |
| JP7311953B2 (ja) | SiCウェハの製造方法 | |
| CN112930422A (zh) | 器件制作用晶圆的制造方法 | |
| JP7705016B2 (ja) | SiC基板の製造方法 | |
| JP7217100B2 (ja) | SiCウェハの製造方法 | |
| JP5934633B2 (ja) | 単結晶SiC基板の表面処理方法及び単結晶SiC基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| PC1203 | Withdrawal of no request for examination |
St.27 status event code: N-1-6-B10-B12-nap-PC1203 |
|
| WITN | Application deemed withdrawn, e.g. because no request for examination was filed or no examination fee was paid | ||
| P22-X000 | Classification modified |
St.27 status event code: A-2-2-P10-P22-nap-X000 |