KR20170073703A - 부직포 성분과 폼 재료 성분을 포함하는 시트 커버의 적층용 텍스타일 복합 재료 - Google Patents
부직포 성분과 폼 재료 성분을 포함하는 시트 커버의 적층용 텍스타일 복합 재료 Download PDFInfo
- Publication number
- KR20170073703A KR20170073703A KR1020177015686A KR20177015686A KR20170073703A KR 20170073703 A KR20170073703 A KR 20170073703A KR 1020177015686 A KR1020177015686 A KR 1020177015686A KR 20177015686 A KR20177015686 A KR 20177015686A KR 20170073703 A KR20170073703 A KR 20170073703A
- Authority
- KR
- South Korea
- Prior art keywords
- component
- foam material
- nonwoven
- fibers
- textile composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/08—Interconnection of layers by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60N—SEATS SPECIALLY ADAPTED FOR VEHICLES; VEHICLE PASSENGER ACCOMMODATION NOT OTHERWISE PROVIDED FOR
- B60N2/00—Seats specially adapted for vehicles; Arrangement or mounting of seats in vehicles
- B60N2/58—Seat coverings
- B60N2/5891—Seat coverings characterised by the manufacturing process; manufacturing seat coverings not otherwise provided for
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/44—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling
- D04H1/46—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres
- D04H1/498—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties the fleeces or layers being consolidated by mechanical means, e.g. by rolling by needling or like operations to cause entanglement of fibres entanglement of layered webs
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/10—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically
- D04H3/102—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between yarns or filaments made mechanically by needling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0223—Vinyl resin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0223—Vinyl resin fibres
- B32B2262/0238—Vinyl halide, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0246—Acrylic resin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0292—Polyurethane fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0264—Polyester
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0278—Polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/022—Foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/10—Fibres of continuous length
- B32B2305/20—Fibres of continuous length in the form of a non-woven mat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/51—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2375/00—Polyureas; Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2601/00—Upholstery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/003—Interior finishings
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Aviation & Aerospace Engineering (AREA)
- Transportation (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
- Seats For Vehicles (AREA)
- Mattresses And Other Support Structures For Chairs And Beds (AREA)
- Woven Fabrics (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
Abstract
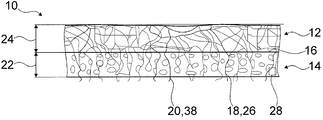
본 발명은 적어도 하나의 부직포 성분(12) 및 적어도 하나의 폼 재료 성분(14)를 갖는 시트 커버의 적층을위한 적층용 텍스타일 복합 재료, 특히 텍스타일 복합 재료에 기초하며, 상기 부직포 성분(12)과 폼 재료 성분(14)이 기계적으로 연결된 것을 특징으로 하는 부직포 성분(12).
부직포 성분(12)과 폼 재료 성분(14)을 서로 니들링하고, 부직포 성분(12)과 폼 재료 성분(14) 사이의 유지력이, 폼 - 부직포 분리 력은 1N보다 크다.
Description
도 2는 개략적으로 본 발명에 따라 적층용 텍스타일 복합 재료 상에 배치된 본 발명에 따른 시트 커버의 가죽과 함께 본 발명에 따른 적층용 텍스타일 복합 재료의 단면도, 및
도 3은 본 발명에 따른 적층용 텍스타일 복합 재료에 배치된 가죽과 개략적으로 가죽에 배치된 본 발명에 따른 시트 커버의 가죽 보강재와 함께 본 발명에 따른 적층용 텍스타일 복합 재료의 단면도.
14: 폼 재료 성분 16: 연결 표면
18: 섬유 20: 섬유
22: 폼 재료 두께 24: 부직포 두께
26: 기능성 섬유 28: 위조 방지 유닛
30: 시트 커버 32: 추가 재료
34: 보강재 36: 연결 성분
38: 바인더 섬유
Claims (14)
- 적어도 하나의 부직포 성분(12)과 상기 부직포 성분과 연결된 적어도 하나의 폼 재료 성분(14)를 갖는 적층용 텍스타일 복합물질 특히 시트커버의 적층용 텍스타일 복합물질에 있어서,
상기 부직포 성분(12)과 상기 폼 재료 성분(14)이 서로 기계적으로 연결되고, 상기 부직포 성분(12)과 상기 폼 재료 성분(14)이 니들링되며,
폼-부직 분리력에 대항하여 작용하는 부직포 성분(12)와 폼 재료 성분(14) 사이의 유지력이 1 N보다 큰 것 인 것을 특징으로 하는 적층용 텍스타일 복합 재료. - 제 1항에 있어서, 상기 부직포 성분(12)과 상기 폼 재료 성분(14)이 서로 니들링되고, 폼 재료 성분(14)의 총 연결 표면(16)의 상기 적어도 5% 이상이 부직포 성분(12)의 섬유(18, 20)에 의해 천공되는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 제 1항 또는 제 2항에 있어서, 부직포 성분(12)과 폼 재료 성분(14)이 서로 니들링되고, 폼 재료 성분(14)의 총 연결 표면(16)의 상기 적어도 15% 이상이 부직포 성분(12)의 섬유(18, 20)에 의해 천공되는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 전항 중 어느 한 항에 있어서, 상기 부직포 성분(12) 및 상기 폼 재료 성분(14)이 서로 니들링되고, 폼 재료 성분(14)의 연결 표면(16)의 1cm2 당 부직포 구성 요소(12)의 적어도 2 개의 섬유(18, 20)가 폼 재료 구성 요소(14)로 들어가는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 전항 중 어느 한 항에 있어서, 상기 부직포 성분(12)과 상기 폼 재료 성분(14)는 서로 니들링되고, 폼 재료 성분(14, 20)내로 들어가는 적어도 대부분의 부직포 성분(14)이 폼 재료 성분(14)의 최대 폼 재료 두께(22)의 적어도 50 %까지 폼 재료 성분(14)내로 연장되는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 전항 중 어느 한 항에 있어서, 부직포 성분(12)의 최대 부직포 두께(24)에 대한 폼 재료 성분(14)의 최대 폼 재료 두께(22)의 비율이 적어도 1 이상인 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 전항 중 어느 한 항에 있어서, 상기 부직포 성분(12)은 50 dtex 이하의 선형 질량 밀도 값을 갖는 적어도 하나의 기능성 섬유(26)를 포함하는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 제 7 항에 있어서, 기능성 섬유(26)가 중공 섬유로 구현되는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 전항 중 어느 한 항에 있어서, 폼 재료 성분(14)은 10 kg/m3 이상의 부피 중량을 갖는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 전항 중 어느 한 항에 있어서, 적어도 하나의 위조 방지 유닛(28)을 특징으로 하는 적층용 텍스타일 복합 재료.
- 제 10항에 있어서, 위조 방지 유닛(28)이 적어도 부직포 성분(12) 및/또는 폼 재료 성분(14)에 실질적으로 비분리 방식으로 연결되는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 제 10 항 또는 제 11 항에 있어서, 위조 방지 유닛(28)이 전자 위조 방지 유닛으로 구현되는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 제 10 항 또는 제 11 항에 있어서, 위조 방지 유닛(28)은 기계적 위조 방지 유닛으로 구현되는 것을 특징으로 하는 적층용 텍스타일 복합 재료.
- 적어도 부분적으로 전항 중 어느 한 항에 따른 적층용 텍스타일 복합 재료로 구현되는 시트 커버.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014116354.0 | 2014-11-10 | ||
| DE102014116354.0A DE102014116354A1 (de) | 2014-11-10 | 2014-11-10 | Kaschierungstextilverbundmaterial |
| PCT/EP2015/074617 WO2016074906A1 (de) | 2014-11-10 | 2015-10-23 | Kaschierungstextilverbundmaterial enthaltend eine vliesstoffkomponente und eine schaumstoffkomponente |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170073703A true KR20170073703A (ko) | 2017-06-28 |
| KR101844729B1 KR101844729B1 (ko) | 2018-05-14 |
Family
ID=54545075
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177015686A Expired - Fee Related KR101844729B1 (ko) | 2014-11-10 | 2015-10-23 | 부직포 구성요소와 폼 재료 구성요소를 포함하는 시트 커버의 적층용 텍스타일 복합 재료 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US10894383B2 (ko) |
| EP (1) | EP3218182B1 (ko) |
| JP (1) | JP6227848B1 (ko) |
| KR (1) | KR101844729B1 (ko) |
| CN (1) | CN107810107B (ko) |
| DE (2) | DE102014116354A1 (ko) |
| WO (1) | WO2016074906A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3368295A1 (en) * | 2015-10-30 | 2018-09-05 | Adient Luxembourg Holding S.à r.l. | Cover and method for producing a cover |
| JP6997563B2 (ja) * | 2017-09-08 | 2022-01-17 | 株式会社イノアックコーポレーション | 透湿防水シート及び衣料用生地 |
| DK180904B1 (en) * | 2018-12-21 | 2022-06-21 | Ecco Sko As | A leather-based footwear |
| DE102019110494A1 (de) * | 2019-04-23 | 2020-10-29 | Adler Pelzer Holding Gmbh | Absorptiver vernadelter Schichtverbund |
| CN111648035B (zh) * | 2020-06-13 | 2023-10-27 | 郑西双 | Es纤维芯材制品及其制备方法 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1294916U (ko) | ||||
| US3451885A (en) * | 1962-07-09 | 1969-06-24 | Union Carbide Corp | Needled composite web and method of making the same |
| NL295050A (ko) * | 1962-07-09 | |||
| US3352739A (en) * | 1962-11-09 | 1967-11-14 | Reeves Bros Inc | Foam and fiber combination product and method of making same |
| BE668528A (ko) * | 1964-08-19 | 1900-01-01 | ||
| NL137642C (ko) * | 1966-07-05 | |||
| US3532588A (en) * | 1967-04-12 | 1970-10-06 | Kendall & Co | Needled nonwoven textile laminate |
| DE8003911U1 (de) * | 1980-02-14 | 1980-07-17 | Johann Borgers Gmbh & Co Kg, 4290 Bocholt | Bahn- oder plattenfoermige polsterauflage fuer sitze, lehnen, verkleidungen o.dgl. |
| EP0088191A3 (en) * | 1982-03-08 | 1986-02-19 | Imperial Chemical Industries Plc | Polyester fibrefill blend |
| US4426414A (en) * | 1982-09-08 | 1984-01-17 | Beacon Manufacturing Company | Laminated non-woven fabric |
| DE3335669C2 (de) * | 1983-09-30 | 1986-05-07 | Konrad Hornschuch Ag, 7119 Weissbach | Hinterspritzbares bahnförmiges Kunststoff-Verbundmaterial und Verfahren zu seiner Herstellung |
| US5298321A (en) * | 1991-07-05 | 1994-03-29 | Toyo Boseki Kabushiki Kaisha | Recyclable vehicular cushioning material and seat |
| US5646077A (en) * | 1993-01-07 | 1997-07-08 | Unitika Ltd | Binder fiber and nonwoven fabrics using the fiber |
| US5882794A (en) * | 1994-09-30 | 1999-03-16 | E. I. Du Pont De Nemours And Company | Synthetic fiber cross-section |
| DE19542210C2 (de) * | 1995-11-13 | 1997-11-27 | Sandler Helmut Helsa Werke | Polsterteil, insbes. Sitzpolster |
| US6030907A (en) * | 1996-07-29 | 2000-02-29 | Sowa Chemical Co., Ltd. | Composite substrate for plastic reinforcement, and fiber-reinforced plastic using such composite substrate |
| US5974150A (en) * | 1997-09-30 | 1999-10-26 | Tracer Detection Technology Corp. | System and method for authentication of goods |
| WO2000022217A1 (fr) | 1998-10-14 | 2000-04-20 | Teijin Limited | Textile non tisse et cuir synthetique obtenu avec ce textile |
| EP1018702B1 (de) * | 1999-01-04 | 2010-04-14 | X-ident technology GmbH | Verbundmaterialeinheiten mit transponder |
| US6102482A (en) * | 1999-05-07 | 2000-08-15 | Collins & Aikman Products Co. | Lightweight suspension panel for vehicle seats and door panels |
| JP4204716B2 (ja) * | 1999-10-15 | 2009-01-07 | 株式会社クラレ | 自立性多孔性繊維集積体およびその製造方法 |
| DE19956319A1 (de) * | 1999-11-23 | 2001-06-13 | Wolfgang Sannwald | Textiles Flächengebilde mit magnetischen oder magnetisierbaren Fasern, Verfahren zur Herstellung eines derartigen textilen Flächengebildes sowie Verwendung eines derartigen textilen Flächengebildes |
| DE29921499U1 (de) * | 1999-12-07 | 2001-04-12 | Johnson Controls GmbH, 51399 Burscheid | Einrichtung zum Abdecken eines Spaltes zwischen einer Rückenlehne und einem unteren Sitzteil eines Fahrzeugsitzes |
| DE10019370C2 (de) * | 2000-04-18 | 2002-02-14 | Sandler Helmut Helsa Werke | Sitzkomfortsystem, insbesondere für ein Kraftfahrzeug |
| US7279065B1 (en) * | 2001-01-30 | 2007-10-09 | L&P Property Management Company | Method for forming bi-layered fiber and foam carpet underlay |
| US20040103970A1 (en) | 2001-06-29 | 2004-06-03 | Mabrouk Quederni | Air-laid web with hollow synthetic fibers |
| US20080131648A1 (en) * | 2003-06-23 | 2008-06-05 | Solid Water Holdings | Waterproof/breathable, moisture transfer, soft shell alpine boots and snowboard boots, insert liners and footbeds |
| DE20213228U1 (de) | 2002-08-23 | 2002-10-31 | Carcoustics Tech Center GmbH & Co.KG, 51381 Leverkusen | Mehrlagiges Schall- und Wärmeisolationsteil |
| JP5385529B2 (ja) * | 2004-04-22 | 2014-01-08 | ハイランド インダストリーズ,インコーポレーテッド | スペーサファブリック |
| DE102004051929A1 (de) * | 2004-10-25 | 2006-04-27 | Trocellen Gmbh | Elektrisch leitfähige Laminate aus Vliesen und einer elastischen Dämmschicht |
| JP5003028B2 (ja) * | 2006-06-15 | 2012-08-15 | 東洋紡績株式会社 | 発泡ウレタン補強材 |
| US20080070465A1 (en) * | 2006-09-18 | 2008-03-20 | Thomas Cobbett Wiles | High loft nonwoven for foam replacement |
| KR100883033B1 (ko) | 2007-12-03 | 2009-02-09 | 한일이화주식회사 | 자동차 내장용 천정재 기재 |
| DE202009015059U1 (de) * | 2009-11-05 | 2010-01-21 | Weller, Jürgen | Verbundmaterial |
| JP5780040B2 (ja) * | 2010-08-31 | 2015-09-16 | 東レ株式会社 | 研磨布およびその製造方法 |
| DE202010018588U1 (de) * | 2010-10-01 | 2017-12-15 | Sandler Ag | Mehrschichtiges Vliesverbundmaterial mit elastischen Eigenschaften |
| FR2979308B1 (fr) * | 2011-08-24 | 2013-09-27 | Faurecia Automotive Ind | Ensemble d'insonorisation, notamment pour un vehicule automobile |
| US9314995B2 (en) * | 2013-03-15 | 2016-04-19 | National Nonwovens Inc. | Composites comprising nonwoven structures and foam |
-
2014
- 2014-11-10 DE DE102014116354.0A patent/DE102014116354A1/de not_active Withdrawn
- 2014-11-10 DE DE202014010385.2U patent/DE202014010385U1/de not_active Expired - Lifetime
-
2015
- 2015-10-23 CN CN201580072543.7A patent/CN107810107B/zh not_active Expired - Fee Related
- 2015-10-23 EP EP15794833.2A patent/EP3218182B1/de active Active
- 2015-10-23 JP JP2017531144A patent/JP6227848B1/ja not_active Expired - Fee Related
- 2015-10-23 US US15/525,332 patent/US10894383B2/en not_active Expired - Fee Related
- 2015-10-23 KR KR1020177015686A patent/KR101844729B1/ko not_active Expired - Fee Related
- 2015-10-23 WO PCT/EP2015/074617 patent/WO2016074906A1/de not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| CN107810107B (zh) | 2020-06-09 |
| CN107810107A (zh) | 2018-03-16 |
| WO2016074906A1 (de) | 2016-05-19 |
| EP3218182B1 (de) | 2018-10-17 |
| JP2017536272A (ja) | 2017-12-07 |
| DE202014010385U1 (de) | 2015-06-17 |
| EP3218182A1 (de) | 2017-09-20 |
| DE102014116354A1 (de) | 2016-05-12 |
| US20180050514A1 (en) | 2018-02-22 |
| KR101844729B1 (ko) | 2018-05-14 |
| US10894383B2 (en) | 2021-01-19 |
| JP6227848B1 (ja) | 2017-11-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101844729B1 (ko) | 부직포 구성요소와 폼 재료 구성요소를 포함하는 시트 커버의 적층용 텍스타일 복합 재료 | |
| JP7201579B2 (ja) | 平面状複合材料 | |
| US12485643B2 (en) | Planar composite material | |
| US12558866B2 (en) | Liner for upholstered furniture | |
| US12280722B2 (en) | Interior trim for a motor vehicle, comprising a headliner and a stiffening frame and method for their manufacture | |
| JP2015017339A (ja) | 耐着氷・防音緩衝材及びその製造方法並びにそれを用いた車両用外装材 | |
| KR101856917B1 (ko) | 부직포 성분과 폼 재료 성분을 포함하는 시트 커버의 적층용 텍스타일 복합 재료 | |
| ES2728779T3 (es) | Estructura laminada de dos capas | |
| KR20170137794A (ko) | 직물 복합 재료 | |
| KR102200418B1 (ko) | 에어백 쿠션 및 그 제조방법 | |
| JPH06207362A (ja) | 繊維材料 | |
| KR20160072666A (ko) | 차량 시트용 쿠션커버지 | |
| JP4908916B2 (ja) | 自動車用内装基材 | |
| KR20250164499A (ko) | 루프 라이닝 구조 | |
| JPH0823796A (ja) | ネット状繊維成形体及びその製造方法 | |
| JP2011102025A (ja) | 防刃材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PA0302 | Request for accelerated examination |
St.27 status event code: A-1-2-D10-D17-exm-PA0302 St.27 status event code: A-1-2-D10-D16-exm-PA0302 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20250328 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| H13 | Ip right lapsed |
Free format text: ST27 STATUS EVENT CODE: N-4-6-H10-H13-OTH-PC1903 (AS PROVIDED BY THE NATIONAL OFFICE); TERMINATION CATEGORY : DEFAULT_OF_REGISTRATION_FEE Effective date: 20250328 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20250328 |