KR20170077192A - 강 시트 바에 성형 공정을 가함으로써 부품을 제조하는 방법 - Google Patents
강 시트 바에 성형 공정을 가함으로써 부품을 제조하는 방법 Download PDFInfo
- Publication number
- KR20170077192A KR20170077192A KR1020177014382A KR20177014382A KR20170077192A KR 20170077192 A KR20170077192 A KR 20170077192A KR 1020177014382 A KR1020177014382 A KR 1020177014382A KR 20177014382 A KR20177014382 A KR 20177014382A KR 20170077192 A KR20170077192 A KR 20170077192A
- Authority
- KR
- South Korea
- Prior art keywords
- manufacturing
- component
- plate
- temperature
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/04—Stamping using rigid devices or tools for dimpling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/02—Punching blanks or articles with or without obtaining scrap; Notching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/001—Shaping combined with punching, e.g. stamping and perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/02—Hardening articles or materials formed by forging or rolling, with no further heating beyond that required for the formation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/26—Methods of annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
-
- C21D8/005—
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
- C21D9/48—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals deep-drawing sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
- C21D2221/02—Edge parts
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2261/00—Machining or cutting being involved
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Materials Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Heat Treatment Of Articles (AREA)
- Laser Beam Processing (AREA)
- Metal Rolling (AREA)
Abstract
Description
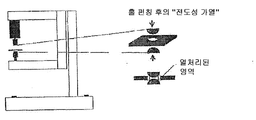
도 2는 전단-충격에 의해 절단된 에지의 도전성 열처리를 위한 시험 설비이고,
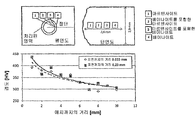
도 3은 전단-충격에 의해 절단된 에지의 전도성 열처리 후에 코팅되지 않은 샘플 HDT780C에 대한 ISO 16630에 따른 홀 팽창 시험의 결과이고,
도 4는 레이저에 의한 전단-충격에 의해 절단된 에지의 열처리 후에 용융 코팅된 샘플 HCT780CD 및 코팅되지 않은 샘플 HDT780C에 대한 ISO 16630에 따른 홀 팽창 시험의 결과이고,
도 5는 본 발명에 따라 열처리된 절단된 에지에 대한 미세구조 및 경도 추이이다.
Claims (15)
- 기계적으로 절단되거나 펀칭된, 그리고 높은 성형성 및 감소된 균열 민감도의 에지를 갖는 플레이트를 실온에서 강으로부터 성형함으로써 부품을 제조하는 방법으로서,
먼저 실온에서 스트립 또는 금속 플레이트로부터 상기 플레이트가 절단되고, 당면한 상황에 따라, 예를 들면, 상기 시트 금속 또는 상기 플레이트 상에 리세스 또는 천공을 얻기 위한 펀칭 또는 절단 작업과 같은 추가의 제조 단계가 수행되고, 후속하여 이렇게 제조된 플레이트가 실온에서 하나 이상의 단계에서 부품으로 성형되고, 상기 부품으로의 성형에 무관하게, 그리고 적절한 크기로 상기 플레이트의 절단 후 및 선택적인 추가의 펀칭이나 절단 작업 후의 임의의 시점에서, 상기 절단 또는 펀칭 작업에 의해 변형 경화된, 그리고 상기 부품의 제조 중에 후속 냉간 성형을 받는 상기 시트 금속의 에지 영역이 600℃ 이상의 온도까지 가열되고, 상기 온도 노출 시간은 10 초 이하인,
부품의 제조 방법. - 제 1 항에 있어서,
상기 온도 노출 시간은 0.02 내지 10 초인,
부품의 제조 방법. - 제 2 항에 있어서,
상기 온도 노출 시간은 0.1 내지 2 초인,
부품의 제조 방법. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
변형 경화된 시트 금속의 에지 영역의 가열은 600℃ 내지 고상선 온도까지 수행되는,
부품의 제조 방법. - 제 4 항에 있어서,
상기 변형 경화된 시트 금속의 에지 영역의 가열은 Ac1의 온도 내지 상기 고상선 온도까지 실시되는,
부품의 제조 방법. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 가열은 유도 가열, 전도 가열, 복사 가열, 또는 레이저 조사에 의해 성형 온도까지 수행되는,
부품의 제조 방법. - 제 6 항에 있어서,
상기 가열은 저항 용접 장치 또는 레이저에 의해 수행되는,
부품의 제조 방법. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 플레이트는 일단계 또는 다단계로 성형되는,
부품의 제조 방법. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 시트 금속 플레이트는 유기 코팅 및/또는 금속 코팅을 갖는,
부품의 제조 방법. - 제 9 항에 있어서,
상기 금속 코팅은 Zn 및/또는 Mn 및/또는 Al 및/또는 Si를 함유하는,
부품의 제조 방법. - 제 1 항 내지 제 10 항 중 어느 한 항에 있어서,
상기 시트 금속의 에지로부터 출발하는 상기 플레이트의 평면 방향으로의 열처리는 상기 시트 금속의 두께에 최대로 대응하는 영역에서 실시되는,
부품의 제조 방법. - 제 1 항 내지 제 11 항 중 어느 한 항에 있어서,
상기 열처리 부위의 주위 영역은 산화로부터 보호되는,
부품의 제조 방법. - 제 1 항 내지 제 12 항 중 어느 한 항에 있어서,
산화로부터의 보호를 위해 상기 열처리 주위 영역은 적어도 열 영향 중에 불활성 기체로 세척되는,
부품의 제조 방법. - 제 13 항에 있어서,
상기 열처리의 부위의 주위 영역은 상기 열 열향 전 및/또는 상기 열 영향 후에 불활성 기체로 추가로 세척되는,
부품의 제조 방법. - 실온에서 부품으로 성형하기 위한 강으로 제조된 플레이트의 용도로서,
상기 플레이트는 스트립 또는 금속 플레이트로부터 실온에서 적절한 크기로 기계적으로 절단되고, 리세스나 천공을 얻기 위한 추가의 펀칭 또는 절단 작업이 실온에서 선택적으로 수행되고, 부품으로의 성형 전에, 변형 경화된 상기 절단되거나 펀칭된 시트 금속의 에지는 0.02 내지 10 초 또는 0.1 내지 2 초의 시간에 걸쳐 600℃ 이상의 열처리를 받는,
강으로 제조된 플레이트의 용도.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102014016614.7 | 2014-10-31 | ||
| DE102014016614.7A DE102014016614A1 (de) | 2014-10-31 | 2014-10-31 | Verfahren zur Herstellung eines Bauteils durch Umformen einer Platine aus Stahl |
| PCT/DE2015/100414 WO2016066155A1 (de) | 2014-10-31 | 2015-10-06 | Verfahren zur herstellung eines bauteils durch umformen einer platine aus stahl |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170077192A true KR20170077192A (ko) | 2017-07-05 |
| KR102469605B1 KR102469605B1 (ko) | 2022-11-21 |
Family
ID=54359651
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177014382A Active KR102469605B1 (ko) | 2014-10-31 | 2015-10-06 | 강 시트 바에 성형 공정을 가함으로써 부품을 제조하는 방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20170333971A1 (ko) |
| EP (1) | EP3212348B1 (ko) |
| KR (1) | KR102469605B1 (ko) |
| CN (1) | CN107208170B (ko) |
| DE (1) | DE102014016614A1 (ko) |
| ES (1) | ES2701869T3 (ko) |
| MX (1) | MX381095B (ko) |
| RU (1) | RU2701810C2 (ko) |
| WO (1) | WO2016066155A1 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016107152B4 (de) | 2016-04-18 | 2017-11-09 | Salzgitter Flachstahl Gmbh | Bauteil aus pressformgehärtetem, auf Basis von Aluminium beschichtetem Stahlblech und Verfahren zur Herstellung eines solchen Bauteils und dessen Verwendung |
| DE102016121902A1 (de) | 2016-11-15 | 2018-05-17 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung von Fahrwerksteilen aus mikrolegiertem Stahl mit verbesserter Kaltumformbarkeit |
| DE102016121905A1 (de) | 2016-11-15 | 2018-05-17 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung von Radschüsseln aus Dualphasenstahl mit verbesserter Kaltumformbarkeit |
| DE102017103743A1 (de) * | 2017-02-23 | 2018-08-23 | Salzgitter Flachstahl Gmbh | Verfahren zur optimierten Herstellung eines Bauteils mit zumindest einem Nebenformelement |
| DE102017103729A1 (de) | 2017-02-23 | 2018-08-23 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines Bauteils durch Weiterformen einer vorgeformten Kontur |
| CN111565863A (zh) * | 2017-12-25 | 2020-08-21 | 杰富意钢铁株式会社 | 冲压成型品的制造方法 |
| EP3685933B1 (en) * | 2019-01-25 | 2021-09-08 | Toyota Jidosha Kabushiki Kaisha | Method for processing steel plate |
| JP7052743B2 (ja) * | 2019-01-25 | 2022-04-12 | トヨタ自動車株式会社 | 鋼板の成形加工方法および打ち抜き加工機 |
| CN113474100B (zh) * | 2019-02-27 | 2023-06-16 | 杰富意钢铁株式会社 | 冷压用的钢板的制造方法及冲压部件的制造方法 |
| EP4054777B1 (en) * | 2019-11-08 | 2023-09-13 | Autotech Engineering S.L. | A forming sheet metal part for a vehicle frame and corresponding production method |
| JP7673410B2 (ja) | 2021-01-13 | 2025-05-09 | トヨタ自動車株式会社 | 成形加工方法 |
| CN119489322B (zh) * | 2025-01-17 | 2025-04-25 | 山西鼎荣冷弯型钢有限公司 | 一种高速公路护栏不锈钢高频焊管冷弯成型加工工艺 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090235715A1 (en) * | 2008-03-15 | 2009-09-24 | Elringklinger Ag | Method for selectively forming (plastic working) at least one region of a sheet metal layer made from a sheet of spring steel, and a device for carrying out this method |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2063832C1 (ru) * | 1994-07-20 | 1996-07-20 | Александр Николаевич Жученко | Способ изготовления плоских изделий с выступами типа рельсовых подкладок |
| DE19619034C2 (de) * | 1995-07-18 | 1998-01-22 | Mannesmann Ag | Verfahren zur Verbesserung der Umformbarkeit bei der Herstellung von Bauteilen aus Leichtmetallband |
| US6143241A (en) * | 1999-02-09 | 2000-11-07 | Chrysalis Technologies, Incorporated | Method of manufacturing metallic products such as sheet by cold working and flash annealing |
| RU2230621C2 (ru) * | 2002-03-26 | 2004-06-20 | Оренбургский государственный университет | Способ изготовления гнутых деталей и устройство для его осуществления |
| DE102004038626B3 (de) * | 2004-08-09 | 2006-02-02 | Voestalpine Motion Gmbh | Verfahren zum Herstellen von gehärteten Bauteilen aus Stahlblech |
| BRPI0907450A2 (pt) * | 2008-02-07 | 2016-10-18 | Bluescope Steel Ltd | métodos para formar um revestimento de uma liga de al-zn-si-mg resistente à corrosão |
| JP5565785B2 (ja) * | 2009-03-05 | 2014-08-06 | 株式会社デルタツーリング | 構造材 |
| DE102009049155B4 (de) | 2009-10-12 | 2017-01-05 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Ermittlung der Kantenrissempfindlichkeit eines Blechmaterials und Vorrichtung zum Herstellen eines Prüflings aus diesem Blechmaterial |
| SE1100523A1 (sv) * | 2011-07-06 | 2013-01-02 | Gestamp Hardtech Ab | Sätt att varmforma och härda ett tunnplåtsämne |
| JP5327410B1 (ja) * | 2011-09-30 | 2013-10-30 | 新日鐵住金株式会社 | 耐衝撃特性に優れた高強度溶融亜鉛めっき鋼板およびその製造方法、並びに、高強度合金化溶融亜鉛めっき鋼板およびその製造方法 |
| DE102011054865B4 (de) * | 2011-10-27 | 2016-05-12 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Kraftfahrzeugkarosseriebauteils sowie Kraftfahrzeugkarosseriebauteil |
| DE102011054866A1 (de) * | 2011-10-27 | 2013-05-02 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Kraftfahrzeugkarosseriebauteils sowie Kraftfahrzeugkarosseriebauteil |
| DE102011121904B4 (de) | 2011-12-21 | 2025-06-12 | Volkswagen Aktiengesellschaft | Verfahren zur scherenden Bearbeitung von Blechen mit einer anschließenden Umformung sowie ein hierzu bestimmtes Schneidwerkzeug |
| DE102012006941B4 (de) * | 2012-03-30 | 2013-10-17 | Salzgitter Flachstahl Gmbh | Verfahren zur Herstellung eines Bauteils aus Stahl durch Warmumformen |
| DE102014001979A1 (de) * | 2014-02-17 | 2015-08-20 | Wisco Tailored Blanks Gmbh | Verfahren zum Laserschweißen eines oder mehrerer Werkstücke aus härtbarem Stahl im Stumpfstoß |
-
2014
- 2014-10-31 DE DE102014016614.7A patent/DE102014016614A1/de not_active Withdrawn
-
2015
- 2015-10-06 ES ES15786860T patent/ES2701869T3/es active Active
- 2015-10-06 CN CN201580059268.5A patent/CN107208170B/zh active Active
- 2015-10-06 RU RU2017118583A patent/RU2701810C2/ru active
- 2015-10-06 KR KR1020177014382A patent/KR102469605B1/ko active Active
- 2015-10-06 WO PCT/DE2015/100414 patent/WO2016066155A1/de not_active Ceased
- 2015-10-06 EP EP15786860.5A patent/EP3212348B1/de active Active
- 2015-10-06 US US15/523,191 patent/US20170333971A1/en not_active Abandoned
- 2015-10-06 MX MX2017005563A patent/MX381095B/es unknown
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090235715A1 (en) * | 2008-03-15 | 2009-09-24 | Elringklinger Ag | Method for selectively forming (plastic working) at least one region of a sheet metal layer made from a sheet of spring steel, and a device for carrying out this method |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2017005563A (es) | 2017-12-14 |
| RU2701810C2 (ru) | 2019-10-01 |
| CN107208170A (zh) | 2017-09-26 |
| CN107208170B (zh) | 2019-06-14 |
| MX381095B (es) | 2025-03-12 |
| KR102469605B1 (ko) | 2022-11-21 |
| EP3212348B1 (de) | 2018-09-12 |
| ES2701869T3 (es) | 2019-02-26 |
| US20170333971A1 (en) | 2017-11-23 |
| RU2017118583A3 (ko) | 2019-04-24 |
| RU2017118583A (ru) | 2018-11-30 |
| EP3212348A1 (de) | 2017-09-06 |
| WO2016066155A1 (de) | 2016-05-06 |
| DE102014016614A1 (de) | 2016-05-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102469605B1 (ko) | 강 시트 바에 성형 공정을 가함으로써 부품을 제조하는 방법 | |
| JP7299956B2 (ja) | プレス焼入れのための鋼板を製造する方法及びプレス焼入れのためのレーザ溶接ブランクを製造する方法 | |
| KR101482917B1 (ko) | 매우 높은 기계적 저항성을 갖는 열간 성형된 사전 용접된 강 부품, 및 제조 방법 | |
| CN101426612B (zh) | 由滚轧的涂镀板制造具有良好机械特性的焊接部件的方法 | |
| US20070163683A1 (en) | Method for producing a component by reshaping a plate, and device for carrying out said method | |
| EP3290533B1 (en) | Structural component of a vehicle and manufacturing method | |
| US20120060982A1 (en) | Method of producing press-hardened structural parts | |
| CN111107960A (zh) | 用于接合两个坯件的方法以及获得的坯件和产品 | |
| KR20200087229A (ko) | 프레스 성형품의 제조 방법 | |
| US10900110B2 (en) | Method for the hot forming of a steel component | |
| US12053815B2 (en) | Method for the production of chassis parts from micro-alloyed steel with improved cold formability | |
| US20100319426A1 (en) | Method for producing press-hardened components for motor vehicles | |
| KR102386137B1 (ko) | 예비성형된 윤곽을 더 성형하여 부품을 제조하는 방법 | |
| KR101719446B1 (ko) | 프레스 성형품 및 그 제조 방법 | |
| CA2999634C (en) | Method for producing a zinc-coated steel component for a vehicle | |
| JP2019111567A (ja) | プレス成形品の製造方法 | |
| US20180216204A1 (en) | Method for producing a press-quenched component, and press mold | |
| CN113474100B (zh) | 冷压用的钢板的制造方法及冲压部件的制造方法 | |
| KR101738985B1 (ko) | 열간 성형된 차량용 강부품 및 제조방법 | |
| KR102276701B1 (ko) | 적어도 하나의 보조 성형 요소를 갖는 부품의 최적화된 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |