KR20170079131A - 용접용 토치 - Google Patents
용접용 토치 Download PDFInfo
- Publication number
- KR20170079131A KR20170079131A KR1020150189354A KR20150189354A KR20170079131A KR 20170079131 A KR20170079131 A KR 20170079131A KR 1020150189354 A KR1020150189354 A KR 1020150189354A KR 20150189354 A KR20150189354 A KR 20150189354A KR 20170079131 A KR20170079131 A KR 20170079131A
- Authority
- KR
- South Korea
- Prior art keywords
- arc
- torch body
- welding
- torch
- tungsten electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/24—Features related to electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/003—Cooling means for welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/164—Arc welding or cutting making use of shielding gas making use of a moving fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/167—Arc welding or cutting making use of shielding gas and of a non-consumable electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/32—Accessories
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Optics & Photonics (AREA)
- Arc Welding In General (AREA)
Abstract
본 발명에 의한 용접용 토치에 의하면, 용접시 기초 소재와 용가재 간의 희석율을 최소화할 수 있고, 용가재가 보다 안정적으로 일정한 양만큼 공급될 수 있는 이점이 있다.
Description
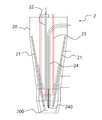
도 2는 본 발명에 의한 용접용 토치의 주요 구성을 보인 도면.
20 : 토치 바디부
21 : 텅스텐 전극봉
22 : 가스 유로
23 : 냉각수 유로
24 : 용가재 공급부
200 : 아크 발생부
240 : 용가재
Claims (5)
- 일단부에 소재의 용접을 위한 아크가 형성될 수 있는 공간인 아크 발생부가 형성되는 토치 바디부;
일단부가 상기 아크 발생부에 위치될 수 있도록 상기 토치 바디부의 내부에 설치되어, 상기 아크가 발생될 수 있도록 전기가 인가되는 텅스텐 전극봉;
상기 토치 바디부의 내부에 설치되어, 상기 아크가 원활하게 발생될 수 있도록 상기 아크 발생부를 향하여 불활성 기체가 토출될 수 있도록 안내하는 가스 유로;
상기 아크 발생부에 인접한 상기 토치 바디부의 내부에 설치되어, 상기 아크에 의하여 가열된 상기 토치 바디부를 냉각하기 위한 냉각수가 유동하는 냉각수 유로; 및
상기 토치 바디부의 내부에 설치되어, 상기 아크 발생부로 용가재가 공급될 수 있도록 안내하는 용가재 공급부;를 포함하여,
상기 용가재가 상기 아크에 의하여 용융되어 상기 소재의 표면에 뿌려질 수 있는 것을 특징으로 하는 용접용 토치. - 제 1 항에 있어서,
상기 텅스텐 전극봉은, 상기 용가재 공급부로부터 공급되는 용가재를 기준으로 대칭되게 위치하는 복수개로 구비되는 것을 특징으로 하는 용접용 토치. - 제 2 항에 있어서,
상기 용가재 공급부는 상기 아크 발생부의 중앙부에 위치되고, 상기 텅스텐 전극봉은 상기 용가재를 기준으로 방사상으로 위치되는 것을 특징으로 하는 용접용 토치. - 제 1 항에 있어서,
상기 용가재 공급부에는 상기 용가재 공급부에 진동을 가하는 진동부가 구비되고,
상기 용가재 공급부를 통하여 상기 용가재가 공급되는 경우에 상기 진동부가 작동하여 상기 용가재가 말리는 현상이 최소화될 수 있는 것을 특징으로 하는 용접용 토치. - 제 1 항에 있어서,
상기 용가재 공급부를 통하여 상기 용가재가 단위 시간당 일정한 양으로 공급되는 것을 특징으로 하는 용접용 토치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150189354A KR101764032B1 (ko) | 2015-12-30 | 2015-12-30 | 용접용 토치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020150189354A KR101764032B1 (ko) | 2015-12-30 | 2015-12-30 | 용접용 토치 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170079131A true KR20170079131A (ko) | 2017-07-10 |
| KR101764032B1 KR101764032B1 (ko) | 2017-08-02 |
Family
ID=59355155
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020150189354A Expired - Fee Related KR101764032B1 (ko) | 2015-12-30 | 2015-12-30 | 용접용 토치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR101764032B1 (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109262117A (zh) * | 2018-10-17 | 2019-01-25 | 广东福维德焊接股份有限公司 | 一种高效冷却的锁孔效应tig深熔焊焊枪 |
| CN109352135A (zh) * | 2018-11-29 | 2019-02-19 | 陕西燎原净化设备有限公司 | 一种金属滤芯连接环焊接设备 |
| CN111112894A (zh) * | 2020-01-08 | 2020-05-08 | 昆山天马精密机械有限公司 | 一种用于汽车零件电极焊接的螺纹水道冷却装置及方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102110706B1 (ko) | 2019-02-25 | 2020-05-13 | 김인태 | 다중 모드 용접이 가능한 용접 시스템 및 용접 방법 |
| KR102315992B1 (ko) * | 2019-12-07 | 2021-10-21 | 디에스미래기술(주) | 고밀도 tig 아크 용접 토치 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5414571B2 (ja) * | 2010-02-27 | 2014-02-12 | 日鐵住金溶接工業株式会社 | 移行式プラズマトーチ組体,プラズマ溶接装置およびプラズマ溶接方法 |
-
2015
- 2015-12-30 KR KR1020150189354A patent/KR101764032B1/ko not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109262117A (zh) * | 2018-10-17 | 2019-01-25 | 广东福维德焊接股份有限公司 | 一种高效冷却的锁孔效应tig深熔焊焊枪 |
| CN109262117B (zh) * | 2018-10-17 | 2023-12-22 | 广东福维德焊接股份有限公司 | 一种高效冷却的锁孔效应tig深熔焊焊枪 |
| CN109352135A (zh) * | 2018-11-29 | 2019-02-19 | 陕西燎原净化设备有限公司 | 一种金属滤芯连接环焊接设备 |
| CN111112894A (zh) * | 2020-01-08 | 2020-05-08 | 昆山天马精密机械有限公司 | 一种用于汽车零件电极焊接的螺纹水道冷却装置及方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101764032B1 (ko) | 2017-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101764032B1 (ko) | 용접용 토치 | |
| JP3200387U (ja) | 溶接パッドルと共にコンシューマブルを用いるシステム | |
| EP3126083B1 (en) | Method and system to use ac welding waveform and enhanced consumable to improve welding of galvanized workpiece | |
| US9718147B2 (en) | Method and system to start and use combination filler wire feed and high intensity energy source for root pass welding of the inner diameter of clad pipe | |
| ES2302306T3 (es) | Soldadura en estado solido o soldadura tig con transferencia de metal mediante puente liquido. | |
| EP2726242B1 (en) | Metal cored welding method and system using rotating electrode | |
| EP3342523B1 (en) | Welding methods and arc welding device | |
| JP2019162646A (ja) | 溶接装置 | |
| KR102001171B1 (ko) | 육성 용접 장치 | |
| CN105312739B (zh) | 一种适用于窄间隙坡口的tig焊接装置及其焊接方法 | |
| RU2660541C1 (ru) | Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | |
| US1553543A (en) | Arc welding | |
| SK18895A3 (en) | Method of longitudinal welding of pipes with flat steel and device for its realization | |
| KR102058698B1 (ko) | 아르곤 용접기용 토치 | |
| KR20140070836A (ko) | 자동 용접장치 및 이를 이용한 용접방법 | |
| KR100770748B1 (ko) | 미그 용접용 와이어 히팅장치 | |
| KR101846814B1 (ko) | 용접팁 | |
| RU2660503C1 (ru) | Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | |
| JPH07227674A (ja) | 多電極溶接方法並びにこの方法を実施するための電極構造体、トーチ及び装置 | |
| JP6792196B2 (ja) | 溶接装置及び溶接方法 | |
| KR101667273B1 (ko) | Tig 용접을 위한 와이어 송급장치 | |
| KR101135237B1 (ko) | 반자동 플라즈마 용접토치 | |
| JP2016163903A (ja) | 狭開先用トーチノズルおよび溶接方法 | |
| KR102046607B1 (ko) | 티그용접용 c형 용가재 송급기구 | |
| JP2010051998A (ja) | 半自動アーク溶接機トーチ用ノズル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
St.27 status event code: A-0-1-A10-A12-nap-PA0109 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| R17-X000 | Change to representative recorded |
St.27 status event code: A-3-3-R10-R17-oth-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U11-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| P14-X000 | Amendment of ip right document requested |
St.27 status event code: A-5-5-P10-P14-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| P16-X000 | Ip right document amended |
St.27 status event code: A-5-5-P10-P16-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| P14-X000 | Amendment of ip right document requested |
St.27 status event code: A-5-5-P10-P14-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| P16-X000 | Ip right document amended |
St.27 status event code: A-5-5-P10-P16-nap-X000 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R14-asn-PN2301 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 6 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 7 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20240727 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20240727 |