KR20170087505A - 폴리아릴렌설파이드 수지 조성물 및 인서트 성형품 - Google Patents
폴리아릴렌설파이드 수지 조성물 및 인서트 성형품 Download PDFInfo
- Publication number
- KR20170087505A KR20170087505A KR1020177017445A KR20177017445A KR20170087505A KR 20170087505 A KR20170087505 A KR 20170087505A KR 1020177017445 A KR1020177017445 A KR 1020177017445A KR 20177017445 A KR20177017445 A KR 20177017445A KR 20170087505 A KR20170087505 A KR 20170087505A
- Authority
- KR
- South Korea
- Prior art keywords
- polyarylene sulfide
- resin composition
- sulfide resin
- insert
- molded article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L81/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen or carbon only; Compositions of polysulfones; Compositions of derivatives of such polymers
- C08L81/02—Polythioethers; Polythioether-ethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
- B29C45/14426—Coating the end of wire-like or rod-like or cable-like or blade-like or belt-like articles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L33/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Compositions of derivatives of such polymers
- C08L33/04—Homopolymers or copolymers of esters
- C08L33/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, which oxygen atoms are present only as part of the carboxyl radical
- C08L33/062—Copolymers with monomers not covered by C08L33/06
- C08L33/068—Copolymers with monomers not covered by C08L33/06 containing glycidyl groups
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01M—TESTING STATIC OR DYNAMIC BALANCE OF MACHINES OR STRUCTURES; TESTING OF STRUCTURES OR APPARATUS, NOT OTHERWISE PROVIDED FOR
- G01M3/00—Investigating fluid-tightness of structures
- G01M3/02—Investigating fluid-tightness of structures by using fluid or vacuum
- G01M3/04—Investigating fluid-tightness of structures by using fluid or vacuum by detecting the presence of fluid at the leakage point
- G01M3/06—Investigating fluid-tightness of structures by using fluid or vacuum by detecting the presence of fluid at the leakage point by observing bubbles in a liquid pool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2081/00—Use of polymers having sulfur, with or without nitrogen, oxygen or carbon only, in the main chain, as moulding material
- B29K2081/04—Polysulfides, e.g. PPS, i.e. polyphenylene sulfide or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3431—Telephones, Earphones
- B29L2031/3437—Cellular phones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3475—Displays, monitors, TV-sets, computer screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3481—Housings or casings incorporating or embedding electric or electronic elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/36—Plugs, connectors, or parts thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2381/00—Characterised by the use of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing sulfur with or without nitrogen, oxygen, or carbon only; Polysulfones; Derivatives of such polymers
- C08J2381/04—Polysulfides
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2423/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2423/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2423/10—Homopolymers or copolymers of propene
- C08J2423/14—Copolymers of propene
Landscapes
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Engineering & Computer Science (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
(A) 폴리아릴렌설파이드 수지와, (B) 분립상 충전제와, (C) 섬유상 충전제와, α,β-불포화산의 글리시딜에스테르에서 유래하는 구성단위를 포함하는 (D) 에폭시기 함유 올레핀계 공중합체, 를 함유하고, 당해 조성물의 전체질량에 대한, α,β-불포화산의 글리시딜에스테르에서 유래하는 구성단위의 질량 비율, 및 표면 거칠기(Ra)가 0.05㎛인 금형을 이용하여 소정의 조건으로 사출 성형된 성형품의, 수지의 유동 방향의 수축율과 수지의 유동 방향에 대하여 직각 방향의 수축율과의 평균치와, 표면 거칠기가, 각각 소정의 범위내로 조정된 폴리아릴렌설파이드 수지 조성물을 이용한다.
Description
도 2는, 인서트 성형품이 장착된 상태의 기밀 시험기의 단면의 개략을 나타내는 도이다.
도 3은, 실시예에 있어서의 성형 수축율의 측정 상황을 나타내는 도이다. 도에서 수치의 단위는 mm이다.
도 4는, 실시예에 있어서의 표면 거칠기의 측정 상황을 나타내는 도이다. 도에서 수치의 단위는 mm이다.


2 인서트 성형품
3 기밀 시험기 본체
4 기밀 시험기 뚜껑
10 O링
11 증류수
12 라인
Claims (10)
- (A) 폴리아릴렌설파이드 수지와, (B) 분립상 충전제와, (C) 섬유상 충전제와, (D) 에폭시기 함유 올레핀계 공중합체, 를 함유하는 폴리아릴렌설파이드 수지 조성물로서,
상기 (D) 에폭시기 함유 올레핀계 공중합체가, α-올레핀에서 유래하는 구성단위와, α,β-불포화산의 글리시딜에스테르에서 유래하는 구성단위를 포함하고,
상기 폴리아릴렌설파이드 수지 조성물의 전체질량에 대한, 상기 α,β-불포화산의 글리시딜에스테르에서 유래하는 구성단위의 질량 비율이 0.04질량% 이상이고,
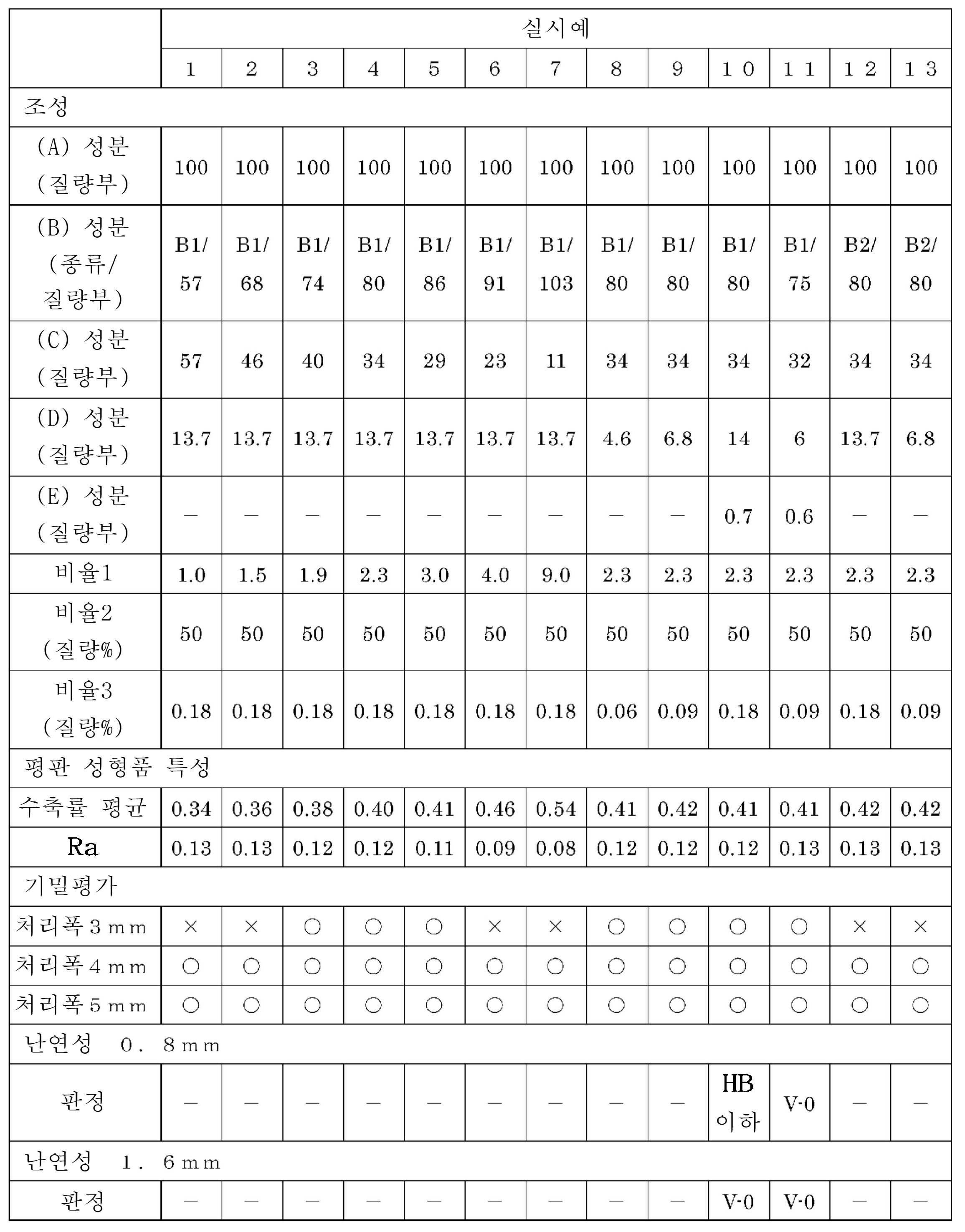
표면 거칠기가 JIS B0601에 준거한 산술 평균 거칠기(Ra)로서 0.05㎛인 금형을 이용하여, 실린더 온도 320℃, 금형 온도 150℃, 보압력 60MPa의 조건으로 80mm×80mm×2mm의 성형품을 사출 성형하는 경우에, 수지의 유동 방향의 수축율과 수지의 유동 방향에 대하여 직각 방향의 수축율과의 평균치가 0.60% 이하이고, 표면 거칠기가 JIS B0601에 준거한 산술 평균 거칠기(Ra)로서 0.13㎛ 이하인 성형품을 제공하는, 폴리아릴렌설파이드 수지 조성물. - 제1항에 있어서,
표면 거칠기가 상기 산술 평균 거칠기(Ra)로서 0.05㎛인 금형을 이용하여, 실린더 온도 320℃, 금형 온도 150℃, 보압력 60MPa의 조건으로 80mm×80mm×2mm의 성형품을 사출 성형하는 경우에, 수지의 유동 방향의 수축율과 수지의 유동 방향에 대하여 직각 방향의 수축율과의 평균치가 0.44% 이하이고, 표면 거칠기가 상기 산술 평균 거칠기(Ra)로서 0.12㎛ 이하인 성형품을 제공하는, 폴리아릴렌설파이드 수지 조성물. - 제1항 또는 제2항에 있어서,
상기 (B) 분립상 충전제의 레이저 회절·산란법으로 측정한 평균 입자 지름(50%d)이, 1~400㎛인 폴리아릴렌설파이드 수지 조성물. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 (B) 분립상 충전제가, 글라스 비즈 또는 탄산칼슘인 폴리아릴렌설파이드 수지 조성물. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 (C) 섬유상 충전제가, 글라스 섬유인 폴리아릴렌설파이드 수지 조성물. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 (D) 에폭시기 함유 올레핀계 공중합체가, (메타)아크릴산에스테르에서 유래하는 구성단위를 포함하는 폴리아릴렌설파이드 수지 조성물. - 제1항 내지 제6항 중 어느 한 항에 있어서,
실리콘 오일 및 실리콘 고무에서 선택되는 1종 이상의 (E) 규소 화합물을 더 함유하는 폴리아릴렌설파이드 수지 조성물. - 제1항 내지 제7항 중 어느 한 항에 기재된 폴리아릴렌설파이드 수지 조성물을 이용하여, 인서트 성형에 의해 인서트 부재와 일체적으로 성형하여 이루어지는 인서트 성형품.
- 제8항에 있어서,
상기 인서트 부재가 금속으로 이루어지는, 인서트 성형품. - 제8항 또는 제9항에 있어서,
기체 또는 액체를 차단하는 기능을 갖는 인서트 성형품.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2014/084579 WO2016103470A1 (ja) | 2014-12-26 | 2014-12-26 | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170087505A true KR20170087505A (ko) | 2017-07-28 |
| KR101909692B1 KR101909692B1 (ko) | 2018-10-18 |
Family
ID=55434744
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177017445A Expired - Fee Related KR101909692B1 (ko) | 2014-12-26 | 2014-12-26 | 폴리아릴렌설파이드 수지 조성물 및 인서트 성형품 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3239240B1 (ko) |
| JP (1) | JP5876624B1 (ko) |
| KR (1) | KR101909692B1 (ko) |
| CN (1) | CN107109058B (ko) |
| WO (1) | WO2016103470A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025239636A1 (ko) * | 2024-05-13 | 2025-11-20 | 도레이첨단소재 주식회사 | 폴리페닐렌 설파이드 수지 조성물, 폴리페닐렌 설파이드 수지 컴파운드 및 성형품 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6937315B2 (ja) * | 2016-10-31 | 2021-09-22 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 |
| EP3326835A1 (de) | 2016-11-25 | 2018-05-30 | Akzenta Paneele + Profile GmbH | Trägermaterial für ein dekoriertes wand- oder bodenpaneel |
| WO2019208706A1 (ja) * | 2018-04-27 | 2019-10-31 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 |
| CN109401317B (zh) * | 2018-09-30 | 2021-10-22 | 联泓(江苏)新材料研究院有限公司 | 一种耐高温彩色改性聚苯硫醚材料及其制备方法和应用 |
| CN113039244B (zh) * | 2018-12-24 | 2023-06-20 | 东丽先端材料研究开发(中国)有限公司 | 聚苯硫醚树脂组合物及其成型品 |
| US20220177700A1 (en) * | 2019-02-25 | 2022-06-09 | Kuraray Co., Ltd. | Waterproof component, electronic equipment comprising same, waterproofing method using insert-molded body, and waterproofing method for electronic equipment |
| WO2020175390A1 (ja) * | 2019-02-25 | 2020-09-03 | 株式会社クラレ | 防水部品およびそれを備えた電子機器、インサート成形体を用いる防水方法ならびに電子機器の防水方法 |
| JP6993390B2 (ja) * | 2019-09-27 | 2022-01-13 | ポリプラスチックス株式会社 | 車載カメラ用ケーシング部材及びその製造方法 |
| EP4638601A1 (en) * | 2022-12-23 | 2025-10-29 | Envalior B.V. | Pps composition, process for preparation, process for producing an article, and article made of the composition |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11335556A (ja) * | 1998-05-25 | 1999-12-07 | Matsushita Electric Works Ltd | ポリアリーレンスルフィド樹脂組成物およびその製造方法、ならびにポリアリーレンスルフィド樹脂組成物成形品 |
| KR20050053510A (ko) * | 2003-12-03 | 2005-06-08 | 폴리플라스틱스 가부시키가이샤 | 인서트 성형품 |
| JP2014133407A (ja) | 2012-12-14 | 2014-07-24 | Polyplastics Co | 金属樹脂複合成形体用インサート金属部材及び金属樹脂複合成形体 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6121156A (ja) * | 1984-07-09 | 1986-01-29 | Dainippon Ink & Chem Inc | ポリアリ−レンスルフイド樹脂組成物 |
| JP2730811B2 (ja) * | 1991-07-30 | 1998-03-25 | ポリプラスチックス株式会社 | ブロー成形用ポリアリーレンサルファイド樹脂組成物及びその中空成形品 |
| JP3892114B2 (ja) * | 1997-07-04 | 2007-03-14 | ポリプラスチックス株式会社 | ポリアリーレンサルファイド樹脂成形品とポリカーボネートフィルムとの複合成形品 |
| JP2002003716A (ja) * | 2000-06-16 | 2002-01-09 | Toray Ind Inc | ポリフェニレンスルフィド樹脂組成物及び射出成形品 |
| JP3993002B2 (ja) * | 2001-10-05 | 2007-10-17 | ポリプラスチックス株式会社 | インサート成形品 |
| JP2011016942A (ja) * | 2009-07-09 | 2011-01-27 | Tosoh Corp | ポリアリーレンスルフィド樹脂組成物 |
| JP5418102B2 (ja) * | 2009-09-17 | 2014-02-19 | 東ソー株式会社 | 樹脂製筐体 |
| KR101591486B1 (ko) * | 2009-12-10 | 2016-02-03 | 포리프라스틱 가부시키가이샤 | 폴리아릴렌 설파이드계 수지 조성물 및 인서트 성형품 |
-
2014
- 2014-12-26 CN CN201480084387.1A patent/CN107109058B/zh not_active Expired - Fee Related
- 2014-12-26 EP EP14909074.8A patent/EP3239240B1/en active Active
- 2014-12-26 WO PCT/JP2014/084579 patent/WO2016103470A1/ja not_active Ceased
- 2014-12-26 KR KR1020177017445A patent/KR101909692B1/ko not_active Expired - Fee Related
- 2014-12-26 JP JP2015534702A patent/JP5876624B1/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11335556A (ja) * | 1998-05-25 | 1999-12-07 | Matsushita Electric Works Ltd | ポリアリーレンスルフィド樹脂組成物およびその製造方法、ならびにポリアリーレンスルフィド樹脂組成物成形品 |
| KR20050053510A (ko) * | 2003-12-03 | 2005-06-08 | 폴리플라스틱스 가부시키가이샤 | 인서트 성형품 |
| JP2014133407A (ja) | 2012-12-14 | 2014-07-24 | Polyplastics Co | 金属樹脂複合成形体用インサート金属部材及び金属樹脂複合成形体 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2025239636A1 (ko) * | 2024-05-13 | 2025-11-20 | 도레이첨단소재 주식회사 | 폴리페닐렌 설파이드 수지 조성물, 폴리페닐렌 설파이드 수지 컴파운드 및 성형품 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107109058A (zh) | 2017-08-29 |
| JP5876624B1 (ja) | 2016-03-02 |
| EP3239240A1 (en) | 2017-11-01 |
| KR101909692B1 (ko) | 2018-10-18 |
| EP3239240A4 (en) | 2017-12-20 |
| WO2016103470A1 (ja) | 2016-06-30 |
| JPWO2016103470A1 (ja) | 2017-04-27 |
| EP3239240B1 (en) | 2020-04-29 |
| CN107109058B (zh) | 2020-06-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101909692B1 (ko) | 폴리아릴렌설파이드 수지 조성물 및 인서트 성형품 | |
| KR102070981B1 (ko) | 금속 수지 복합 성형체 및 그 제조방법 | |
| KR102064024B1 (ko) | 폴리페닐렌 설파이드용 붕소-함유 핵 형성제 | |
| KR101915731B1 (ko) | 액정성 수지 조성물 및 인서트 성형품 | |
| JP6325295B2 (ja) | インサート成形用樹脂組成物、それを用いた金属樹脂複合成形体、及びその製造方法 | |
| KR20050053510A (ko) | 인서트 성형품 | |
| CN109890898B (zh) | 聚芳硫醚系树脂组合物和嵌入成型品 | |
| CN110050034B (zh) | 聚芳硫醚系树脂组合物和嵌件成型品 | |
| JP2020109135A (ja) | ポリアリーレンサルファイド系樹脂組成物及びインサート成形品 | |
| WO2020054772A1 (ja) | ポリアリーレンスルフィド樹脂組成物、成形品及びインサート成形品 | |
| CN111971344B (zh) | 聚芳硫醚系树脂组合物和嵌入成型品 | |
| JP2016124885A (ja) | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 | |
| JP6522280B2 (ja) | インサート成形用樹脂組成物、それを用いた金属樹脂複合成形体、及びその製造方法 | |
| JP7465639B2 (ja) | ポリアリーレンサルファイド樹脂成形品 | |
| JP2016124884A (ja) | ポリアリーレンサルファイド樹脂組成物及びインサート成形品 | |
| KR102070984B1 (ko) | 금속 수지 복합 성형체 및 그 제조방법 | |
| CN104072992A (zh) | 嵌件成型用树脂组合物、使用其的金属树脂复合成型体及其制造方法 | |
| JP2023026340A (ja) | ポリアリーレンサルファイド樹脂組成物、並びに金属樹脂複合成形体及びその製造方法 | |
| JP2023101325A (ja) | ポリアリーレンサルファイド樹脂組成物、並びに金属樹脂複合成形体及びその製造方法 | |
| JP2024108192A (ja) | ポリアリーレンスルフィド樹脂組成物 | |
| WO2021060096A1 (ja) | 車載カメラ用ケーシング部材 | |
| JP2605071C (ko) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| FPAY | Annual fee payment |
Payment date: 20210915 Year of fee payment: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20220930 Year of fee payment: 5 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20231013 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20231013 |
|
| PN2301 | Change of applicant |
St.27 status event code: A-5-5-R10-R13-asn-PN2301 St.27 status event code: A-5-5-R10-R11-asn-PN2301 |
|
| R11 | Change to the name of applicant or owner or transfer of ownership requested |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R11-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |
|
| R13 | Change to the name of applicant or owner recorded |
Free format text: ST27 STATUS EVENT CODE: A-5-5-R10-R13-ASN-PN2301 (AS PROVIDED BY THE NATIONAL OFFICE) |