KR20170097715A - 절단 시스템 - Google Patents
절단 시스템 Download PDFInfo
- Publication number
- KR20170097715A KR20170097715A KR1020177019865A KR20177019865A KR20170097715A KR 20170097715 A KR20170097715 A KR 20170097715A KR 1020177019865 A KR1020177019865 A KR 1020177019865A KR 20177019865 A KR20177019865 A KR 20177019865A KR 20170097715 A KR20170097715 A KR 20170097715A
- Authority
- KR
- South Korea
- Prior art keywords
- plate
- sheet
- series
- cutting system
- slots
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
- B23K26/0884—Devices involving movement of the laser head in at least one axial direction in at least two axial directions in at least three axial directions, e.g. manipulators, robots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/142—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor for the removal of by-products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K37/00—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass
- B23K37/04—Auxiliary devices or processes, not specially adapted for a procedure covered by only one of the other main groups of this subclass for holding or positioning work
- B23K37/0426—Fixtures for other work
- B23K37/0435—Clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/06—Arrangements for positively actuating jaws
- B25B5/12—Arrangements for positively actuating jaws using toggle links
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/16—Details, e.g. jaws, jaw attachments
- B25B5/163—Jaws or jaw attachments
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
- H01R43/16—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors for manufacturing contact members, e.g. by punching and by bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/18—Sheet panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/38—Conductors
-
- B23K2201/18—
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Manufacturing & Machinery (AREA)
- Robotics (AREA)
- Laser Beam Processing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Rotary Switch, Piano Key Switch, And Lever Switch (AREA)
Abstract
Description
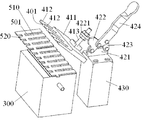
도 1은 본 발명의 예시적인 실시예에 따른 절단 시스템의 예시적인 사시도이며, 여기서 고정 디바이스는 재료 플레이트의 시트가 가압되는 잠금 상태에 있다.
도 2는 도 1의 절단 시스템의 지지대 및 고정 디바이스를 도시하는 예시적인 사시도이며, 여기서 고정 디바이스는 재료 플레이트의 시트가 방출되는 잠금해제 상태에 있다.
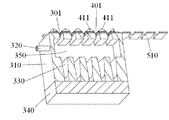
도 3은 도 1의 절단 시스템의 지지대 및 고정 디바이스의 단면도이며, 여기서 고정 디바이스는 재료 플레이트의 시트가 가압되는 잠금 상태에 있다.
Claims (17)
- 절단 시스템으로서,
이동 기구;
상기 이동 기구 상에 장착되는 레이저 절단기;
절단될 재료 플레이트의 시트(sheet)를 자신 위에서 지지하도록 구성되는 지지대(support table); 및
상기 절단될 재료 플레이트의 시트를 상기 지지대 상에 고정하도록 구성되는 고정 디바이스를 포함하고,
상기 고정 디바이스는 인접한 톱니-형 피처들(tooth-like features) 사이에 규정되는 톱니 슬롯(tooth slot)과 더불어 일련의(a row of) 톱니-형 피처들을 갖는 가압 플레이트(pressing plate)를 포함하고,
상기 레이저 절단기로 상기 재료 플레이트의 시트를 절단하는 동안, 상기 일련의 톱니-형 피처들은 상기 지지대 상에서 상기 재료 플레이트의 시트를 가압하고, 상기 이동 기구는 단일 절단 프로세스에 의해 상기 재료 플레이트의 시트로부터, 상기 일련의 톱니-형 피처들에 대응하는 일련의 워크피스들(work pieces)을 절단하도록 상기 톱니 슬롯들의 에지들을 따라 이동하게 상기 레이저 절단기의 레이저 헤드를 구동하는,
절단 시스템.
- 제 1 항에 있어서,
상기 재료 플레이트의 시트는 금속 플레이트의 스트립(strip)인,
절단 시스템.
- 제 1 항에 있어서,
상기 일련의 톱니-형 피처들은 크기 및 형상의 면에서 서로 동일하여, 상기 재료 플레이트의 시트로 제조된 상기 일련의 워크피스들이 크기 및 형상의 면에서 서로 동일한,
절단 시스템.
- 제 1 항에 있어서,
상기 일련의 톱니-형 피처들은 크기 및 형상의 면에서 서로 상이하여, 상기 재료 플레이트의 시트로 제조된 상기 일련의 워크피스들이 크기 및 형상의 면에서 서로 상이한,
절단 시스템.
- 제 1 항에 있어서,
상기 고정 디바이스는, 상기 가압 플레이트 상에 가압력을 부과하여 상기 가압 플레이트로 상기 지지대 상에서 상기 재료 플레이트의 시트를 가압하도록 구성된 힘 부과 기구(force exerting mechanism)을 더 포함하는,
절단 시스템.
- 제 5 항에 있어서,
상기 힘 부과 기구는,
정적인 베이스(stationary base) 상에 고정되고 제 1 단부 및 제 2 단부를 갖는 제 1 연동 플레이트(linking plate);
제 1 코너, 제 2 코너 및 제 3 코너를 갖는 제 2 연동 플레이트 ― 상기 제 2 연동 플레이트의 제 1 코너는 상기 제 1 연동 플레이트의 제 1 단부에 피봇 가능하게(pivotally) 연결됨 ― ;
제 1 단부 및 제 2 단부를 갖는 제 3 연동 플레이트 ― 상기 제 3 연동 플레이트의 제 1 단부는 상기 제 1 연동 플레이트의 제 2 단부에 피봇 가능하게 연결됨 ― ; 및
핸들을 포함하고,
상기 핸들의 하나의 저부측은 상기 제 2 연동 플레이트의 제 2 코너에 피봇 가능하게 연결되고, 상기 핸들의 다른 저부측은 상기 제 3 연동 플레이트의 제 2 단부에 피봇 가능하게 연결되고;
상기 가압 플레이트는 상기 제 2 연동 플레이트의 제 3 코너에 고정 연결되며, 상기 가압력은 상기 핸들을 회전시킴으로써 상기 가압 플레이트에 부과되는,
절단 시스템.
- 제 6 항에 있어서,
상기 힘 부과 기구는 상기 재료 플레이트의 시트가 가압되는 잠금 상태와 상기 재료 플레이트의 시트가 방출되는(released) 잠금해제 상태 사이에서 전환되도록 구성되는,
절단 시스템.
- 제 7 항에 있어서,
상기 힘 부과 기구가 상기 잠금 상태로 전환될 때, 상기 힘 부과 기구의 제 2 연동 플레이트 및 제 3 연동 플레이트는 상기 힘 부과 기구를 상기 잠금 상태로 유지하도록 마찰에 의해 서로 맞물리는(engaged),
절단 시스템.
- 제 8 항에 있어서,
상기 힘 부과 기구가 상기 잠금 상태로 전환될 때, 상기 핸들은 상기 가압 플레이트에 대해 실질적으로 평행한 수평 포지션으로 회전되고 유지되는,
절단 시스템.
- 제 6 항에 있어서,
상기 가압 플레이트는 연결 로드(connection rod)가 제공되어 있는 플레이트 본체를 포함하고, 상기 연결 로드는 스레드식 단부(threaded end)를 갖고;
연결 부재가 상기 제 2 연동 플레이트의 제 3 코너 상에 제공되고 관통 구멍을 갖도록 형성되고; 그리고
상기 연결 로드의 스레드식 단부는 상기 연결 부재의 관통 구멍을 통과하고 상기 연결 부재의 양 측들 상에서 나사 결합되는 2개의 너트들에 의해 상기 연결 부재 상에 잠금되는,
절단 시스템.
- 제 5 항에 있어서,
상기 힘 부과 기구는 에어(air) 실린더 또는 유압 실린더를 포함하고, 상기 에어 실린더 또는 상기 유압 실린더의 피스톤 로드는 상기 가압 플레이트 상에 가압력을 직접 부과하는,
절단 시스템.
- 제 1 항에 있어서,
상기 지지대는 챔버가 형성되어 있는 본체를 포함하고;
상기 가압 플레이트의 일련의 톱니 슬롯들에 대응하는 일련의 재료 하강 슬롯들(material dropping slots)이 상기 챔버의 최상부(top) 벽에 형성되고;
상기 챔버의 최상부 벽에 있는 상기 일련의 재료 하강 슬롯들을 통해, 상기 재료 플레이트의 시트로부터 절단된 폐기 재료가 상기 챔버 내로 떨어지고, 상기 재료 플레이트의 시트를 절단하는 동안 생성된 연기 및 먼지가 상기 챔버 내로 들어가는,
절단 시스템.
- 제 12 항에 있어서,
상기 챔버로부터 상기 연기 및 먼지를 흡입하도록, 상기 챔버의 측벽으로부터 상기 챔버 내로 연장되는 진공 흡입관을 갖는 진공 흡입기(vacuum sucker)를 더 포함하는,
절단 시스템.
- 제 13 항에 있어서,
상기 일련의 재료 하강 슬롯들에 대응하는 일련의 재료 수집 슬롯들이 상기 챔버의 저부 벽에 형성되고; 그리고
상기 재료 하강 슬롯들을 통해 상기 챔버로 떨어지는 폐기 재료는 상기 재료 수집 슬롯들에서 수집되는,
절단 시스템.
- 제 14 항에 있어서,
상기 재료 수집 슬롯은 상기 재료 하강 슬롯을 마주하는 더 큰 개구 및 상기 더 큰 개구에 반대편에 더 작은 개구를 갖는 트럼펫 형상(trumpet shape)을 나타내는,
절단 시스템.
- 제 15 항에 있어서,
상기 지지대는 상기 지지대의 본체의 저부 상에 제공된 저부 커버를 더 포함하고,
상기 재료 수집 슬롯들에서 수집된 상기 폐기 재료는 상기 저부 커버가 개방된 후에 상기 재료 수집 슬롯들의 더 작은 개구들을 통해 배출되는,
절단 시스템.
- 제 1 항에 있어서,
상기 이동 기구는 다-자유도 로봇(multi-freedom robot)을 포함하고, 상기 레이저 절단기는 상기 다-자유도 로봇의 단부 아암(end arm) 상에 장착되는,
절단 시스템.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201410791172.5 | 2014-12-18 | ||
| CN201410791172.5A CN105750737B (zh) | 2014-12-18 | 2014-12-18 | 切割系统 |
| PCT/IB2015/059732 WO2016098047A1 (en) | 2014-12-18 | 2015-12-17 | Cutting system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170097715A true KR20170097715A (ko) | 2017-08-28 |
| KR102501154B1 KR102501154B1 (ko) | 2023-02-16 |
Family
ID=55173866
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177019865A Active KR102501154B1 (ko) | 2014-12-18 | 2015-12-17 | 절단 시스템 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US10702957B2 (ko) |
| EP (1) | EP3233363B1 (ko) |
| JP (1) | JP6425802B2 (ko) |
| KR (1) | KR102501154B1 (ko) |
| CN (1) | CN105750737B (ko) |
| WO (1) | WO2016098047A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108056488A (zh) * | 2018-01-02 | 2018-05-22 | 深圳润丰投资咨询有限公司 | 一种饲料颗粒加工装置 |
| JP7002677B2 (ja) * | 2018-11-13 | 2022-01-20 | 本田技研工業株式会社 | レーザ加工装置 |
| CN113695827A (zh) * | 2021-09-26 | 2021-11-26 | 深圳市铭镭激光设备有限公司 | 一种侧板焊接压紧机构 |
| CN114871670B (zh) * | 2022-05-20 | 2025-09-19 | 山东海帝新能源科技有限公司 | 一种新型方形电池组铝钯焊接治具 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05245681A (ja) * | 1992-03-06 | 1993-09-24 | Fuji Heavy Ind Ltd | レーザ加工装置 |
| JPH08243777A (ja) * | 1995-03-13 | 1996-09-24 | Hideo Nakagawa | 金属フイルタ−の切断加工方法及びその装置 |
| KR101040660B1 (ko) * | 2011-01-14 | 2011-06-10 | (주)스페이스원 | 집진 효율을 향상시킨 cnc 플라즈마 모형 절단기 |
| KR20130069202A (ko) * | 2011-12-16 | 2013-06-26 | 주식회사 성우하이텍 | 레이저 용접용 지그 장치 |
Family Cites Families (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2456100A (en) * | 1945-06-04 | 1948-12-14 | Justice W Wood | Toggle clamp |
| US3924844A (en) * | 1974-07-29 | 1975-12-09 | Wright Barry Corp | Toggle clamp lock |
| US4382728A (en) * | 1979-10-25 | 1983-05-10 | The Boeing Company | Workpiece retaining pressure-foot assembly for orthogonally movable machine tool |
| US4335873A (en) * | 1980-05-21 | 1982-06-22 | C. J. Edwards Company | Toggle bolt clamp |
| DE3816692A1 (de) * | 1988-05-17 | 1989-11-30 | Matthias Fischer | Federnder drucktopf insbesondere fuer kniehebelspanner |
| CN2112471U (zh) * | 1991-11-20 | 1992-08-12 | 国家建筑材料工业局南京玻璃纤维研究设计院 | 全自动激光焊接铂合金漏板的夹具 |
| JPH08192289A (ja) * | 1995-01-12 | 1996-07-30 | Toshiba Corp | レーザ加工装置 |
| US5922225A (en) * | 1996-03-06 | 1999-07-13 | Blake; Ronald J. | Apparatus for reducing vaporized material deposits during laser cutting |
| US5763852A (en) * | 1996-09-04 | 1998-06-09 | W.A. Whitney Co. | Punch press with auxillary high-energy thermal cutting device and improved slag collection system |
| US5924685A (en) * | 1997-06-16 | 1999-07-20 | Webb; Robert M. | Adjustable clamp |
| US5906760A (en) * | 1997-11-04 | 1999-05-25 | Robb; David K. | Exhaust system for a laser cutting device |
| GB2332637B (en) * | 1997-12-25 | 2000-03-08 | Matsushita Electric Industrial Co Ltd | Apparatus and method for processing |
| EP1148588A3 (en) * | 2000-01-31 | 2001-11-14 | Tyco Electronics AMP GmbH | Contact socket |
| US6455805B1 (en) * | 2001-01-17 | 2002-09-24 | Advanced Micro Devices, Inc. | Tray mask plate for laser-trimming apparatus |
| WO2003051571A1 (en) * | 2001-12-18 | 2003-06-26 | Meir Chen | System and method for cutting and applying metal configurations to another metal surface |
| EP1535702B1 (en) * | 2002-07-25 | 2011-08-03 | Nishimura Press Kougyousho Co., Ltd. | Clamp device |
| NL1021622C2 (nl) * | 2002-10-10 | 2004-04-14 | Wemo Nederland Bv | Lasersnijinrichting voor het bewerken van in hoofdzaak plaatvormige producten. |
| EP1433571B1 (de) * | 2002-12-28 | 2005-08-10 | Heinrich Kipp Werk Spanntechnik + Normelemente | Spannvorrichtung |
| US20060118529A1 (en) * | 2003-01-21 | 2006-06-08 | Tatsuhiko Aoki | Laser cutting device, laser cutting method, and laser cutting system |
| US7857020B2 (en) * | 2004-07-30 | 2010-12-28 | Black & Decker Inc. | Jig apparatus |
| CN2764548Y (zh) * | 2005-01-24 | 2006-03-15 | 彩虹集团电子股份有限公司 | 一种激光焊接压板 |
| US20060249228A1 (en) * | 2005-05-06 | 2006-11-09 | Hart Design, Inc. | Dovetail jig |
| DE102005035846A1 (de) * | 2005-07-30 | 2007-02-08 | GM Global Technology Operations, Inc., Detroit | Andruckvorrichtung für ein Spannsystem |
| US7648131B2 (en) * | 2005-11-04 | 2010-01-19 | Delaware Capital Foundation, Inc. | Horizontal hold down clamp |
| US20080121310A1 (en) * | 2006-11-20 | 2008-05-29 | Grisley Kenneth M | Joint Making Jig |
| CN101681240B (zh) * | 2007-02-13 | 2013-01-02 | 保罗·H·奈 | 个人作用器机器 |
| WO2009009187A1 (en) * | 2007-06-15 | 2009-01-15 | Johnson Controls - Saft Advanced Power Solutions Llc | Laser cutting system |
| CN201136098Y (zh) * | 2007-12-10 | 2008-10-22 | 西北有色金属研究院 | 精密短管成型装置 |
| KR20100102698A (ko) * | 2008-02-08 | 2010-09-24 | 히다치 가세고교 가부시끼가이샤 | 광배선 인쇄 기판의 제조 방법 및 광배선 인쇄 회로 기판 |
| CN101804510A (zh) * | 2009-02-14 | 2010-08-18 | 陈新建 | 激光雕刻(切割)机双漏斗型中压式排烟装置 |
| CN201483155U (zh) * | 2009-07-29 | 2010-05-26 | 比亚迪股份有限公司 | 激光加工装置 |
| CN101777640B (zh) * | 2010-02-10 | 2014-06-11 | 奇瑞汽车股份有限公司 | 动力电池极片激光切割装置 |
| CN201807839U (zh) * | 2010-09-06 | 2011-04-27 | 北京东明兴业科技有限公司 | 手机下滑板与螺母激光焊接夹具 |
| CN101972893B (zh) * | 2010-10-29 | 2015-04-15 | 武汉金运激光股份有限公司 | 一种激光切割机工作台 |
| CN102642089B (zh) * | 2011-02-18 | 2014-12-31 | 深圳市吉阳自动化科技有限公司 | 一种极片激光切割机 |
| CN102152008A (zh) * | 2011-03-22 | 2011-08-17 | 无锡太博泵业有限公司 | 叶轮焊接用模具 |
| CN202037425U (zh) * | 2011-03-22 | 2011-11-16 | 无锡太博泵业有限公司 | 叶轮焊接用模具 |
| CN202021443U (zh) * | 2011-03-22 | 2011-11-02 | 无锡太博泵业有限公司 | 一种叶轮焊接用模具 |
| CN102139416A (zh) * | 2011-03-22 | 2011-08-03 | 无锡太博泵业有限公司 | 一种叶轮焊接用模具 |
| CN202015918U (zh) * | 2011-03-29 | 2011-10-26 | 三星高新电机(天津)有限公司 | 印刷电路板制品整列托盘 |
| CN102284796B (zh) * | 2011-06-07 | 2015-03-11 | 大族激光科技产业集团股份有限公司 | 在盖膜上加工窗口的方法 |
| CN102554818A (zh) * | 2011-12-08 | 2012-07-11 | 苏州工业园区高登威科技有限公司 | 带有滑轨定位判断功能的安装夹具 |
| CN202726323U (zh) * | 2012-06-26 | 2013-02-13 | 常州华日升反光材料股份有限公司 | 一种薄板激光焊接工作台 |
| CN203236513U (zh) * | 2013-01-15 | 2013-10-16 | 吉祥资源科技股份有限公司 | 回收的透析管切割装置 |
| CN103177836B (zh) * | 2013-03-16 | 2016-07-13 | 东莞市安培龙电子科技有限公司 | 采用陶瓷薄膜制造的热敏电阻及其制造方法 |
| CN104175005B (zh) * | 2013-05-28 | 2017-10-03 | 日本车辆制造株式会社 | 薄板保持装置 |
| CN203390458U (zh) * | 2013-07-31 | 2014-01-15 | 广东欧珀移动通信有限公司 | 一种数码产品金属外壳焊接治具 |
| CN203712075U (zh) * | 2014-02-27 | 2014-07-16 | 长沙星沙机床有限公司 | 一种激光加工机床 |
| CN203817635U (zh) * | 2014-03-27 | 2014-09-10 | 深圳市大族激光科技股份有限公司 | 具有吸附结构的激光加工装置 |
| CN203918241U (zh) * | 2014-04-21 | 2014-11-05 | 东莞市盛雄激光设备有限公司 | 一种激光切割夹具 |
| CN104096980B (zh) * | 2014-06-26 | 2016-01-20 | 长春光华微电子设备工程中心有限公司 | 激光切割真空吸附平台 |
-
2014
- 2014-12-18 CN CN201410791172.5A patent/CN105750737B/zh active Active
-
2015
- 2015-12-17 KR KR1020177019865A patent/KR102501154B1/ko active Active
- 2015-12-17 EP EP15825849.1A patent/EP3233363B1/en active Active
- 2015-12-17 JP JP2017515143A patent/JP6425802B2/ja not_active Expired - Fee Related
- 2015-12-17 WO PCT/IB2015/059732 patent/WO2016098047A1/en not_active Ceased
-
2017
- 2017-06-14 US US15/622,706 patent/US10702957B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05245681A (ja) * | 1992-03-06 | 1993-09-24 | Fuji Heavy Ind Ltd | レーザ加工装置 |
| JPH08243777A (ja) * | 1995-03-13 | 1996-09-24 | Hideo Nakagawa | 金属フイルタ−の切断加工方法及びその装置 |
| KR101040660B1 (ko) * | 2011-01-14 | 2011-06-10 | (주)스페이스원 | 집진 효율을 향상시킨 cnc 플라즈마 모형 절단기 |
| KR20130069202A (ko) * | 2011-12-16 | 2013-06-26 | 주식회사 성우하이텍 | 레이저 용접용 지그 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6425802B2 (ja) | 2018-11-21 |
| EP3233363B1 (en) | 2020-10-07 |
| JP2017529244A (ja) | 2017-10-05 |
| EP3233363A1 (en) | 2017-10-25 |
| US10702957B2 (en) | 2020-07-07 |
| CN105750737B (zh) | 2018-01-09 |
| KR102501154B1 (ko) | 2023-02-16 |
| US20170274483A1 (en) | 2017-09-28 |
| CN105750737A (zh) | 2016-07-13 |
| WO2016098047A1 (en) | 2016-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7068150B2 (ja) | ハンド、ロボットシステム及びワーク取り出し方法 | |
| KR20170097715A (ko) | 절단 시스템 | |
| US4162641A (en) | Automatic loading and unloading for numerically controlled turret punch | |
| JP5954937B2 (ja) | ファスナー打ち込み装置 | |
| EP3625001B1 (en) | Workpiece gripping device | |
| KR840006156A (ko) | 조합된 전단 및 펀치 프레스 | |
| EP3639994B1 (en) | Cutting machine to cut panels made of wood or the like | |
| CN110062684A (zh) | 用于划分板形工件的方法和设备 | |
| EP3639957A1 (en) | Cutting machine to cut panels made of wood or the like | |
| DE102011018857B4 (de) | Einrichtung zum Abtragen eines Plattenstapels | |
| US11492205B1 (en) | Conveyor system | |
| EP3263324A1 (en) | A machine for forming boxes | |
| KR200490110Y1 (ko) | 재사용이 가능한 t홈 커버 | |
| KR20010071110A (ko) | 유니버설 이젝션 공구 | |
| JPS6234657Y2 (ko) | ||
| KR101451034B1 (ko) | 작업대 연결장치 | |
| CN113664577B (zh) | 夹具 | |
| JP2006035380A (ja) | 工作機械用固定治具 | |
| EP3401278A1 (en) | Drawing device and drawing method | |
| JP4198425B2 (ja) | ダンボールシートの切断加工装置 | |
| EP2944408A1 (en) | Machine for cutting wood or plastic panels | |
| JP2008290802A (ja) | 切り出し方法及びその装置 | |
| WO2018038224A1 (ja) | ブランク材分離装置及びこれを用いたブランク材分離システム | |
| JP2019011776A (ja) | カム装置、ピックアンドプレースユニット | |
| TWI417157B (zh) | Gripping device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| D13-X000 | Search requested |
St.27 status event code: A-1-2-D10-D13-srh-X000 |
|
| D14-X000 | Search report completed |
St.27 status event code: A-1-2-D10-D14-srh-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E90F | Notification of reason for final refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 4 |