KR20170105108A - 유체 공급 구멍을 갖춘 유체 방출 장치 - Google Patents
유체 공급 구멍을 갖춘 유체 방출 장치 Download PDFInfo
- Publication number
- KR20170105108A KR20170105108A KR1020177023603A KR20177023603A KR20170105108A KR 20170105108 A KR20170105108 A KR 20170105108A KR 1020177023603 A KR1020177023603 A KR 1020177023603A KR 20177023603 A KR20177023603 A KR 20177023603A KR 20170105108 A KR20170105108 A KR 20170105108A
- Authority
- KR
- South Korea
- Prior art keywords
- fluid
- fluid ejection
- die
- substrate
- ejection device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000012530 fluid Substances 0.000 title claims abstract description 367
- 239000000758 substrate Substances 0.000 claims abstract description 62
- 238000000465 moulding Methods 0.000 claims description 36
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims description 29
- 229910052710 silicon Inorganic materials 0.000 claims description 29
- 239000010703 silicon Substances 0.000 claims description 29
- 238000000034 method Methods 0.000 claims description 19
- 238000007599 discharging Methods 0.000 claims 1
- 239000000463 material Substances 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 238000003491 array Methods 0.000 description 6
- 230000001681 protective effect Effects 0.000 description 6
- 238000007639 printing Methods 0.000 description 5
- PQHZWWBJPCNNGI-UHFFFAOYSA-N 1,3,5-trichloro-2-(2,5-dichlorophenyl)benzene Chemical compound ClC1=CC=C(Cl)C(C=2C(=CC(Cl)=CC=2Cl)Cl)=C1 PQHZWWBJPCNNGI-UHFFFAOYSA-N 0.000 description 4
- 239000004593 Epoxy Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 230000004888 barrier function Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000004448 titration Methods 0.000 description 2
- 238000010146 3D printing Methods 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 239000003814 drug Substances 0.000 description 1
- 229940079593 drug Drugs 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- -1 for example Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 230000000116 mitigating effect Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000012778 molding material Substances 0.000 description 1
- 239000013618 particulate matter Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 150000003071 polychlorinated biphenyls Chemical class 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 238000005549 size reduction Methods 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000012876 topography Methods 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/19—Ink jet characterised by ink handling for removing air bubbles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14016—Structure of bubble jet print heads
- B41J2/14032—Structure of the pressure chamber
- B41J2/1404—Geometrical characteristics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1601—Production of bubble jet print heads
- B41J2/1603—Production of bubble jet print heads of the front shooter type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
- B41J2/1634—Manufacturing processes machining laser machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1637—Manufacturing processes molding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14403—Structure thereof only for on-demand ink jet heads including a filter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14419—Manifold
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Optics & Photonics (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
- Nozzles (AREA)
Abstract
Description
도 1은 예시적인 유체 방출 장치의 횡단면도이며,
도 2는 예시적인 성형 유체 방출 장치의 일부분을 도시하는 정면도이며,
도 3은 도 2의 점선 A-A에 따라 취한 도 2의 예시적인 성형 유체 방출 장치의 횡단면도이며,
도 4는 도 3의 점선 B-B에 따라 취한 도 2의 예시적인 성형 유체 방출 장치의 바닥으로부터의 횡단면도를 도시하며,
도 5는 도 2의 점선 C-C에 따라 취한 도 2의 예시적인 성형 유체 방출 장치의 횡단면도이며,
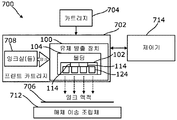
도 6은 성형 유체 방출 장치의 예를 포함하는 프린트 카트리지를 갖춘 예시적인 프린터를 도시하는 블록선도이며,
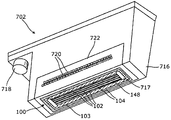
도 7은 성형 유체 방출 장치의 예를 포함하는 예시적인 프린트 카트리지의 사시도를 도시하며,
도 8은 성형 유체 방출 장치의 예를 포함하는 다른 예시적인 프린트 카트리지의 사시도를 도시하며,
도 9는 성형 유체 방출 장치의 예를 포함하는 매체 폭(media-wide) 유체 방출 조립체를 갖춘 다른 예시적인 프린터를 도시하는 블록선도이며,
도 10은 유체 방출 장치를 포함하는 예시적인 유체 방출 조립체를 도시하는 사시도이며,
도 11은 도 10의 예시적인 유체 방출 조립체를 도시하는 사시 단면도이다.
Claims (15)
- 유체 방출 장치로서,
유체를 분배하는 유체 층 및 유체 층이 형성되는 전면과 유체를 수용하는 배면을 갖춘 기판을 가지는 유체 방출 다이,
기판을 관통하고, 유체 공급 구멍들 사이의 리브에 의해 분리되며, 각각 배면으로부터 유체 층으로 유체를 안내하는 유체 공급 구멍의 어레이, 및
유체 공급 구멍의 어레이의 하류에 있는 그리고 상기 어레이에 평행한, 유체 층 내의 액적 발생기의 어레이를 포함하는
유체 방출 장치. - 제 1 항에 있어서,
몰딩, 및
유체를 기판의 배면으로부터 유체 공급 구멍으로 이송하는, 몰딩 내의 세장형 채널을 포함하며, 상기 리브가 채널을 가로질러 연장하는
유체 방출 장치. - 제 2 항에 있어서,
상기 몰딩을 가로질러 측면으로 서로 평행하게 배열되는 복수의 유체 방출 다이를 포함하는
유체 방출 장치. - 제 3 항의 복수의 유체 방출 장치를 포함하는 유체 방출 조립체로서,
각각의 장치는 복수의 다이를 평행하게 포함하며, 상기 장치는 인접한 장치의 단부 부분이 중첩되는 평행하고 엇갈린 구성으로 몰딩을 따라서 배열되는
유체 방출 조립체. - 제 2 항의 복수의 유체 방출 장치를 포함하는 유체 방출 조립체로서,
인쇄 회로 기판이 상기 유체 방출 다이 주위의 유체 방출 장치에 장착되는
유체 방출 조립체. - 제 1 항에 있어서,
상기 유체 층 내에 형성되는 매니폴드를 더 포함하며, 별개의 유체 공급 구멍이 매니폴드 내로 개방되며, 상기 매니폴드가 유체를 액적 발생기로 공급하도록 적어도 하나의 액적 발생기를 따라 연장하는
유체 방출 장치. - 제 1 항에 있어서,
상기 다이는 폭이 약 150 내지 550 μ인
유체 방출 장치. - 제 1 항에 있어서,
각각의 액적 발생기는:
방출 챔버,
상기 방출 챔버와 매니폴드 사이의 입구,
상기 방출 챔버 위의 노즐, 및
상기 챔버로부터 노즐을 통해 유체를 방출시키기 위한 챔버 내부의 방출 소자를 포함하는
유체 방출 장치. - 제 8 항에 있어서,
상기 기판은 벌크 실리콘으로 만들어지며, 상기 방출 소자는 벌크 실리콘 기판 상에 배치되는
유체 방출 장치. - 제 8 항에 있어서,
상기 방출 챔버로의 입구가 잘록하여 입구의 최대 폭이 방출 챔버의 직경보다 더 작은
유체 방출 장치. - 제 10 항에 있어서,
상기 입구의 최대 폭은 방출 챔버의 직경의 2/3보다 더 작은
유체 방출 장치. - 제 6 항에 있어서,
각각의 입구의 외부에 그리고 입구에 인접하여 매니폴드 내에 위치되는 기둥 구조물을 포함하는
유체 방출 장치. - 제 6 항에 있어서,
각각의 실리콘 리브 상의 매니폴드 내에 위치되는 기둥 구조물을 포함하는
유체 방출 장치. - 제 1 항에 있어서,
각각의 유체 공급 구멍은 테이퍼져서 실리콘 기판의 전면에 있는 개구가 실리콘 기판의 배면에 있는 그의 개구보다 더 작으며, 개구가 테이퍼진 공급 구멍과 대응하도록 실리콘 기판의 전면으로부터 배면으로 연장할 때 각각의 실리콘 리브가 좁아지는
유체 방출 장치. - 유체 방출 조립체로서,
몰딩, 및
상기 몰딩에 장착되는 적어도 하나의 유체 방출 다이를 포함하며,
상기 각각의 다이는,
다이의 배면을 형성하는 벌크 실리콘 기판,
상기 벌크 실리콘 기판의 전면에 있는 적어도 1 열의 액적 발생기,
상기 1 열의 액적 발생기로 유체를 이송하기 위해서 기판을 관통하고 기판을 따라 길이 방향으로 이격되고 상기 1 열의 액적 발생기에 평행한 적어도 1 열의 유체 공급 구멍, 및
상기 유체 공급 구멍들 사이에 개재되는 벌크 실리콘 리브를 포함하며,
상기 몰드가 유체를 유체 공급 구멍으로 이송하도록 기판의 배면에 채널을 포함하는
유체 방출 조립체.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2015/017998 WO2016137490A1 (en) | 2015-02-27 | 2015-02-27 | Fluid ejection device with fluid feed holes |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197012538A Division KR102193259B1 (ko) | 2015-02-27 | 2015-02-27 | 유체 공급 구멍을 갖춘 유체 방출 장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170105108A true KR20170105108A (ko) | 2017-09-18 |
Family
ID=56789617
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197012538A Expired - Fee Related KR102193259B1 (ko) | 2015-02-27 | 2015-02-27 | 유체 공급 구멍을 갖춘 유체 방출 장치 |
| KR1020177023603A Ceased KR20170105108A (ko) | 2015-02-27 | 2015-02-27 | 유체 공급 구멍을 갖춘 유체 방출 장치 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197012538A Expired - Fee Related KR102193259B1 (ko) | 2015-02-27 | 2015-02-27 | 유체 공급 구멍을 갖춘 유체 방출 장치 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US10112408B2 (ko) |
| EP (1) | EP3233500B1 (ko) |
| JP (1) | JP2018506455A (ko) |
| KR (2) | KR102193259B1 (ko) |
| CN (2) | CN109080265B (ko) |
| BR (1) | BR112017018055B1 (ko) |
| ES (1) | ES2902251T3 (ko) |
| PL (1) | PL3233500T3 (ko) |
| TW (1) | TWI603855B (ko) |
| WO (1) | WO2016137490A1 (ko) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3233500B1 (en) * | 2015-02-27 | 2021-12-01 | Hewlett-Packard Development Company, L.P. | Fluid ejection device with fluid feed holes |
| US11230055B2 (en) | 2016-10-07 | 2022-01-25 | Hewlett-Packard Development Company, L.P. | Additive manufacturing system fluid ejector |
| WO2018084827A1 (en) | 2016-11-01 | 2018-05-11 | Hewlett-Packard Development Company, L.P. | Fluid ejection device |
| CN113022137B (zh) | 2017-03-15 | 2022-08-23 | 惠普发展公司,有限责任合伙企业 | 流体喷射管芯 |
| US11110453B2 (en) * | 2017-04-07 | 2021-09-07 | Hewlett-Packard Development Company, L.P. | Microfluidic devices |
| WO2018199896A1 (en) | 2017-04-24 | 2018-11-01 | Hewlett-Packard Development Company, L.P. | Fluid ejection die |
| CN110461575B (zh) | 2017-05-01 | 2021-10-01 | 惠普发展公司,有限责任合伙企业 | 用于形成模制板的方法和流体喷射装置 |
| CN110891792B (zh) * | 2017-07-31 | 2021-06-01 | 惠普发展公司,有限责任合伙企业 | 具有封闭式横向通道的流体喷射装置 |
| CN110891793B (zh) | 2017-07-31 | 2021-04-09 | 惠普发展公司,有限责任合伙企业 | 具有封闭式横向通道的流体喷射管芯 |
| US11390075B2 (en) | 2017-09-20 | 2022-07-19 | Hewlett-Packard Development Company, L.P. | Fluidic dies |
| JP6945058B2 (ja) * | 2017-10-19 | 2021-10-06 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | 流体ダイ |
| JP2021514876A (ja) | 2018-03-12 | 2021-06-17 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | ノズル配列および供給孔 |
| JP6992191B2 (ja) | 2018-03-12 | 2022-01-13 | ヒューレット-パッカード デベロップメント カンパニー エル.ピー. | 流体吐出ダイ |
| JP6970304B2 (ja) | 2018-03-12 | 2021-11-24 | ヒューレット−パッカード デベロップメント カンパニー エル.ピー.Hewlett‐Packard Development Company, L.P. | ノズル構成および供給チャネル |
| WO2019177573A1 (en) * | 2018-03-12 | 2019-09-19 | Hewlett-Packard Development Company, L.P. | Nozzle arrangements |
| EP3781405B1 (en) * | 2018-09-27 | 2024-08-28 | Hewlett-Packard Development Company, L.P. | Carriers including fluid ejection dies |
| US11285731B2 (en) | 2019-01-09 | 2022-03-29 | Hewlett-Packard Development Company, L.P. | Fluid feed hole port dimensions |
| WO2020222766A1 (en) * | 2019-04-29 | 2020-11-05 | Hewlett-Packard Development Company, L.P. | Fluidic dies with conductive members |
| WO2021054931A1 (en) | 2019-09-16 | 2021-03-25 | Hewlett-Packard Development Company, L.P. | Circulation paths for fluid dispensing devices |
| GB2593770B (en) * | 2020-04-02 | 2022-10-05 | Ttp Plc | Micro-nozzle |
| US11577513B2 (en) | 2020-10-06 | 2023-02-14 | Funai Electric Co., Ltd. | Photoimageable nozzle member for reduced fluid cross-contamination and method therefor |
| CN116490368B (zh) * | 2020-10-23 | 2025-03-07 | 惠普发展公司,有限责任合伙企业 | 射流模具中散置的射流元件和电路元件 |
| GB202104736D0 (en) * | 2021-04-01 | 2021-05-19 | Ttp Plc | Micro-nozzle |
| CN113394150B (zh) * | 2021-07-01 | 2022-01-11 | 杭州中为光电技术有限公司 | 硅片输送分散装置 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5463413A (en) | 1993-06-03 | 1995-10-31 | Hewlett-Packard Company | Internal support for top-shooter thermal ink-jet printhead |
| US5912685A (en) | 1994-07-29 | 1999-06-15 | Hewlett-Packard Company | Reduced crosstalk inkjet printer printhead |
| US5666143A (en) | 1994-07-29 | 1997-09-09 | Hewlett-Packard Company | Inkjet printhead with tuned firing chambers and multiple inlets |
| US5734399A (en) | 1995-07-11 | 1998-03-31 | Hewlett-Packard Company | Particle tolerant inkjet printhead architecture |
| US6007188A (en) | 1997-07-31 | 1999-12-28 | Hewlett-Packard Company | Particle tolerant printhead |
| JP2006281780A (ja) * | 2005-03-31 | 2006-10-19 | Oce Technologies Bv | インクジェットプリンタ |
| US8096643B2 (en) | 2007-10-12 | 2012-01-17 | Hewlett-Packard Development Company, L.P. | Fluid ejection device |
| US8109607B2 (en) * | 2008-03-10 | 2012-02-07 | Hewlett-Packard Development Company, L.P. | Fluid ejector structure and fabrication method |
| JP2009220528A (ja) * | 2008-03-18 | 2009-10-01 | Toshiba Tec Corp | インクジェットヘッド |
| US8733902B2 (en) | 2008-05-06 | 2014-05-27 | Hewlett-Packard Development Company, L.P. | Printhead feed slot ribs |
| JP5430167B2 (ja) * | 2009-02-06 | 2014-02-26 | キヤノン株式会社 | 液体吐出ヘッド |
| JP5388615B2 (ja) * | 2009-02-06 | 2014-01-15 | キヤノン株式会社 | インクジェット記録ヘッド |
| US8496317B2 (en) * | 2009-08-11 | 2013-07-30 | Eastman Kodak Company | Metalized printhead substrate overmolded with plastic |
| US8205965B2 (en) * | 2010-07-20 | 2012-06-26 | Hewlett-Packard Development Company, L.P. | Print bar structure |
| JP5826008B2 (ja) * | 2011-12-02 | 2015-12-02 | キヤノン株式会社 | インクジェット記録ヘッド、並びに該インクジェット記録ヘッドを用いた記録方法および吸引方法 |
| WO2014018008A1 (en) * | 2012-07-24 | 2014-01-30 | Hewlett-Packard Company, L.P. | Fluid ejection device with particle tolerant thin-film extension |
| JP6066638B2 (ja) * | 2012-09-12 | 2017-01-25 | キヤノン株式会社 | 液体吐出ヘッド |
| EP3330087A1 (en) * | 2013-02-28 | 2018-06-06 | Hewlett-Packard Development Company, L.P. | Molded fluid flow structure |
| BR112015020862B1 (pt) * | 2013-02-28 | 2021-05-25 | Hewlett-Packard Development Company, L.P. | barra de impressão moldada |
| US9446587B2 (en) * | 2013-02-28 | 2016-09-20 | Hewlett-Packard Development Company, L.P. | Molded printhead |
| JP6202869B2 (ja) * | 2013-04-17 | 2017-09-27 | キヤノン株式会社 | 液体吐出ヘッド |
| US9776407B2 (en) * | 2013-04-30 | 2017-10-03 | Hewlett-Packard Development Company, L.P. | Fluid ejection device with ink feedhole bridge |
| EP3233500B1 (en) * | 2015-02-27 | 2021-12-01 | Hewlett-Packard Development Company, L.P. | Fluid ejection device with fluid feed holes |
-
2015
- 2015-02-27 EP EP15883583.5A patent/EP3233500B1/en active Active
- 2015-02-27 WO PCT/US2015/017998 patent/WO2016137490A1/en not_active Ceased
- 2015-02-27 KR KR1020197012538A patent/KR102193259B1/ko not_active Expired - Fee Related
- 2015-02-27 CN CN201810938923.XA patent/CN109080265B/zh not_active Expired - Fee Related
- 2015-02-27 ES ES15883583T patent/ES2902251T3/es active Active
- 2015-02-27 JP JP2017545574A patent/JP2018506455A/ja active Pending
- 2015-02-27 US US15/545,013 patent/US10112408B2/en active Active
- 2015-02-27 BR BR112017018055-3A patent/BR112017018055B1/pt active IP Right Grant
- 2015-02-27 PL PL15883583T patent/PL3233500T3/pl unknown
- 2015-02-27 KR KR1020177023603A patent/KR20170105108A/ko not_active Ceased
- 2015-02-27 CN CN201580075034.XA patent/CN107206791B/zh active Active
-
2016
- 2016-01-25 TW TW105102211A patent/TWI603855B/zh not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| US10112408B2 (en) | 2018-10-30 |
| TWI603855B (zh) | 2017-11-01 |
| EP3233500A4 (en) | 2018-09-12 |
| US20180015732A1 (en) | 2018-01-18 |
| CN109080265A (zh) | 2018-12-25 |
| BR112017018055A2 (pt) | 2021-07-13 |
| BR112017018055B1 (pt) | 2023-02-14 |
| TW201630754A (zh) | 2016-09-01 |
| KR20190049935A (ko) | 2019-05-09 |
| EP3233500A1 (en) | 2017-10-25 |
| ES2902251T3 (es) | 2022-03-25 |
| PL3233500T3 (pl) | 2022-01-31 |
| EP3233500B1 (en) | 2021-12-01 |
| CN107206791A (zh) | 2017-09-26 |
| WO2016137490A1 (en) | 2016-09-01 |
| CN107206791B (zh) | 2018-09-07 |
| KR102193259B1 (ko) | 2020-12-22 |
| CN109080265B (zh) | 2020-10-27 |
| JP2018506455A (ja) | 2018-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102193259B1 (ko) | 유체 공급 구멍을 갖춘 유체 방출 장치 | |
| US10532580B2 (en) | Fluid ejection apparatus with vertical inlet/outlet and fluid pump | |
| EP3421240B1 (en) | Liquid ejection head and liquid ejection apparatus | |
| US6561632B2 (en) | Printhead with high nozzle packing density | |
| US6922203B2 (en) | Barrier/orifice design for improved printhead performance | |
| CN108349254B (zh) | 打印头 | |
| KR20080089244A (ko) | 액체 토출 헤드 및 액체 토출 장치 | |
| CN107825850B (zh) | 喷墨头、喷墨记录装置以及喷墨头的制造方法 | |
| JP6853309B2 (ja) | 流体供給孔を有する流体噴射装置 | |
| US11565521B2 (en) | Fluid ejection device with a portioning wall | |
| EP2170614B1 (en) | Fluid ejection device | |
| CN113272146B (zh) | 流体供给孔端口尺寸 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20170824 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20181210 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20190304 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20181210 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |
|
| A107 | Divisional application of patent | ||
| J201 | Request for trial against refusal decision | ||
| PA0104 | Divisional application for international application |
Comment text: Divisional Application for International Patent Patent event code: PA01041R01D Patent event date: 20190430 |
|
| PJ0201 | Trial against decision of rejection |
Patent event date: 20190430 Comment text: Request for Trial against Decision on Refusal Patent event code: PJ02012R01D Patent event date: 20190304 Comment text: Decision to Refuse Application Patent event code: PJ02011S01I Appeal kind category: Appeal against decision to decline refusal Appeal identifier: 2019101001472 Request date: 20190430 |
|
| J301 | Trial decision |
Free format text: TRIAL NUMBER: 2019101001472; TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20190430 Effective date: 20200629 |
|
| PJ1301 | Trial decision |
Patent event code: PJ13011S01D Patent event date: 20200629 Comment text: Trial Decision on Objection to Decision on Refusal Appeal kind category: Appeal against decision to decline refusal Request date: 20190430 Decision date: 20200629 Appeal identifier: 2019101001472 |