KR20170109342A - 클리어 파일 제조용 히팅 프레스장치 - Google Patents
클리어 파일 제조용 히팅 프레스장치 Download PDFInfo
- Publication number
- KR20170109342A KR20170109342A KR1020160033345A KR20160033345A KR20170109342A KR 20170109342 A KR20170109342 A KR 20170109342A KR 1020160033345 A KR1020160033345 A KR 1020160033345A KR 20160033345 A KR20160033345 A KR 20160033345A KR 20170109342 A KR20170109342 A KR 20170109342A
- Authority
- KR
- South Korea
- Prior art keywords
- heater
- heating
- folded
- jig
- clear file
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/52—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C2043/3602—Moulds for making articles of definite length, i.e. discrete articles with means for positioning, fastening or clamping the material to be formed or preforms inside the mould
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Sheet Holders (AREA)
Abstract
Description
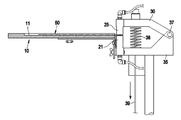
도 2는 클리어 파일을 접음라인을 따라 접기 위해 지그에 배치한 상태를 보여주는 도 1의 히팅 프레스장치의 개략적인 측면도.
도 3은 도 2의 히팅 프레스장치에서 클리어 파일을 접음라인을 따라 접도록 상부 히팅플레이트와 하부 히팅플레이트가 접촉된 상태를 보여주는 측면도.
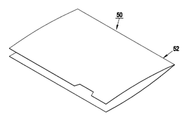
도 4는 히팅 프레스장치에 의해 PET 클리어파일이 완전히 접혀지도록 점음라인을 따라 가접힘된 것을 보여주는 클리어 파일의 개략적인 사시도.
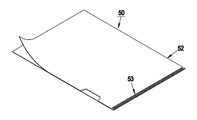
도 5는 본 발명의 히팅 프레스장치에 의해 PET 클리어 파일을 접음라인을 따라 완전히 접은 상태의 사시도.
11 : 요홈부 20 : 히팅 프레스
21 : 하부히터 25 : 상부 히터
26 : 냉각수 유로 26 : 냉각수 유로
30, 35 : 홀더 37 : 힌지
38 : 스프링
Claims (4)
- 프레스할 클리어 파일이 배치되는 지그(10)와, 그 일측에 인접하여 배치되어 클리어 파일의 접음부를 히팅 프레스하는 히팅 프레스(20)를 포함하며,
상기 지그(10)는 클리어 파일의 크기에 대응된 사각으로서 히팅 프레스(20) 쪽은 개방된 요홈부(11)가 형성되어 있고,
상기 히팅 프레스(20)는 고정된 하부 히터(21)와, 그 하부히터에 대해 이격된 위치와 접촉되는 위치로 이동가능하게 배치되는 상부 히터(25)를 구비하여 가접힘된 클리어 파일의 접힘부를 가열 및 가압하여 완전히 접히도록 하는 것을 특징으로 하는 클리어 파일 제조용 히팅 프레스장치.
- 제 1항에 있어서,
상기 상부와 하부 히터(21, 25)에는 열선이 내장되어 있고, 상기 상부와 하부 히터들 각각은 상부에 냉각수단으로서 하부 히터(21)의 하부에 냉각수 유로(23)가 형성되어 그 상측에 배치된 히터부(24)를 소정 온도로 유지토록 하고, 상부 히터(25)의 상부에 냉각수 유로(26)가 형성되어 그 하측에 배치된 히터부(27)를 소정 온도로 유지되게 구성된 것을 특징으로 하는 클리어 파일 제조용 히팅 프레스장치.
- 제 2항에 있어서,
상기 히팅 프레스(20)의 하부와 상부 히터들은 각각 하부와 상부의 홀더(30, 35)들에 의해 지지되며, 상기 상하 홀더들은 반대쪽 단부에서 힌지(37)로 연결되고, 하부 히터는 고정된 반면 상부 히터는 하부 히터에 대해 스프링(38)에 의해 이격된 상태에서 접음작업시 당김부재(39)에 의해 상부 홀더(35)가 하방으로 당겨져 상부 히터가 하부 히터와 접촉되어 그 사이에 배치된 클리어 파일의 가접힘부분을 완전히 접히도록 된 것을 특징으로 하는 클리어 파일 제조용 히팅 프레스장치.
- 제 1항에 있어서,
상기 히팅 프레스는 상부와 하부 히터에 의한 가열 온도가 70~245℃ 사이 범위에서, 상부와 하부 히터들이 클리어 파일에 대해 30~150kgf의 힘으로 0.1~3초간 가압하도록 된 것을 특징으로 하는 클리어 파일 제조용 히팅 프레스장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160033345A KR20170109342A (ko) | 2016-03-21 | 2016-03-21 | 클리어 파일 제조용 히팅 프레스장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160033345A KR20170109342A (ko) | 2016-03-21 | 2016-03-21 | 클리어 파일 제조용 히팅 프레스장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170109342A true KR20170109342A (ko) | 2017-09-29 |
Family
ID=60035379
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160033345A Ceased KR20170109342A (ko) | 2016-03-21 | 2016-03-21 | 클리어 파일 제조용 히팅 프레스장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170109342A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111674020A (zh) * | 2020-07-01 | 2020-09-18 | 杭州富阳明洋实业有限公司 | 一种pvc文件夹多功能生产线及生产工艺 |
-
2016
- 2016-03-21 KR KR1020160033345A patent/KR20170109342A/ko not_active Ceased
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111674020A (zh) * | 2020-07-01 | 2020-09-18 | 杭州富阳明洋实业有限公司 | 一种pvc文件夹多功能生产线及生产工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TW557254B (en) | Bookbinding device and method | |
| EP0886583B1 (en) | Desktop binder and tape with aligning means | |
| JP5931555B2 (ja) | 箔押し装置 | |
| US10597249B2 (en) | Method and apparatus for stacker module for automated composite-based additive manufacturing machine | |
| US11203174B2 (en) | Method for production of a female embossing tool, a female embossing tool, and an embossing module equipped therewith | |
| GB2241487A (en) | Bags for liquids and their manufacture | |
| ITBS20120012A1 (it) | Apparato e metodo per la formatura di contenitori in materiale cartaceo | |
| KR20170109342A (ko) | 클리어 파일 제조용 히팅 프레스장치 | |
| CN102862317A (zh) | 纸餐盒成型装置及成型方法 | |
| KR101796514B1 (ko) | 클리어 파일 제조방법 | |
| US6685414B1 (en) | Scoring of bound sheets in imaging systems | |
| US9744788B2 (en) | Stamp-face platemaking device, medium holder, and medium holder manufacturing method | |
| KR20120083326A (ko) | 적층 재료 및 제조 방법 | |
| US6599073B1 (en) | Desktop book binder having means for aligning sheets to be bound with a preformed binding materials | |
| KR100873988B1 (ko) | 책 표지의 제조방법 및 이를 이용한 제본방법 | |
| US20090139186A1 (en) | Retractable Clip Press | |
| CN109366864A (zh) | 异型注压塑件的模内贴标装置及其方法 | |
| JP2008279602A (ja) | 書類ホルダー | |
| KR100897805B1 (ko) | 판지의 컬링 성형 장치 및 그 판지로 제조되는 포장상자 | |
| CN104441929A (zh) | 印面制版装置、介质保持件以及介质保持件制造方法 | |
| JP5764961B2 (ja) | 冊子の製造方法及び冊子の製造装置 | |
| CN212267909U (zh) | 塑料袋折叠机构及塑料袋包装装置 | |
| US20090193768A1 (en) | Machine for Covering Various Types of Articles | |
| JP3183924B2 (ja) | プラスチック枚葉シートの加工装置 | |
| JP5091637B2 (ja) | 被印字体、包装体、包装体の印字方法、商品の生産履歴追求方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20160321 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20170220 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20180220 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20171130 Comment text: Final Notice of Reason for Refusal Patent event code: PE06011S02I Patent event date: 20170220 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |