KR20170133392A - 열경화성 수지 조성물의 사출성형 방법 - Google Patents
열경화성 수지 조성물의 사출성형 방법 Download PDFInfo
- Publication number
- KR20170133392A KR20170133392A KR1020177030217A KR20177030217A KR20170133392A KR 20170133392 A KR20170133392 A KR 20170133392A KR 1020177030217 A KR1020177030217 A KR 1020177030217A KR 20177030217 A KR20177030217 A KR 20177030217A KR 20170133392 A KR20170133392 A KR 20170133392A
- Authority
- KR
- South Korea
- Prior art keywords
- resin composition
- thermosetting resin
- temperature
- injection molding
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/72—Heating or cooling
- B29C45/7207—Heating or cooling of the moulded articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/78—Measuring, controlling or regulating of temperature
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0053—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor combined with a final operation, e.g. shaping
- B29C45/0055—Shaping
- B29C2045/0058—Shaping removing material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/18—Feeding the material into the injection moulding apparatus, i.e. feeding the non-plastified material into the injection unit
- B29C45/1816—Feeding auxiliary material, e.g. colouring material
- B29C2045/1833—Feeding auxiliary material, e.g. colouring material recycling sprues or runners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/009—Shaping techniques involving a cutting or machining operation after shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/10—Thermosetting resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2227—Oxides; Hydroxides of metals of aluminium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2237—Oxides; Hydroxides of metals of titanium
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/24—Acids; Salts thereof
- C08K3/26—Carbonates; Bicarbonates
- C08K2003/265—Calcium, strontium or barium carbonate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/01—Magnetic additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/40—Glass
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Separation, Recovery Or Treatment Of Waste Materials Containing Plastics (AREA)
Abstract
[해결방법] 먼저, 열경화성 수지 조성물을 경화 반응이 완료되지 않은 상태에서 금형으로 사출한다. 이어서, 열경화성 수지 조성물을 금형 내에서 반경화 상태가 될 때까지 냉각한다. 이어서, 열경화성 수지 조성물을 반경화물 상태에서 금형으로부터 분리한다. 그 후, 열경화성 수지 조성물을, 제품이 되는 부분과 불필요한 부분으로 나눈다. 이어서. 제품이 되는 부분을 별도로 가열하고, 열경화성 수지 조성물의 열경화 반응을 진행시킨다. 불필요한 부분은, 재생 원료로서 이용된다. 바람직한 양태에서는, 먼저, 불필요한 부분을 분쇄한다. 이어서, 이 분쇄물을 신품의 열경화성 수지 조성물과 혼합한다. 그리고, 이 혼합물을 이용해 새롭게 사출성형을 실시한다.
Description
도 2는 본 실시형태의 열경화성 수지 조성물의 사출성형 방법을 설명하는 공정도이다.
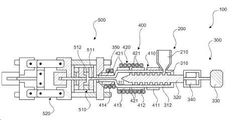
도 3은 본 실시형태의 열경화성 수지 조성물의 사출성형 방법에 사용되는 사출성형기의 실시형태를 나타내는 단면 모식도이다.
도 4는 각종 사출성형기에서 실린더의 온도 제어를 실시한 경우의, 수지 조성물의 온도 변화를 나타내는 그래프이다.
| 실린더 본체의 설정 온도 (℃) | 노즐 설정온도 (℃) | 금형온도(℃) | 금형온도 (℃) |
|||
| 상류부 | 중류부 | 하류부 | ||||
| 비교예 1-1, 2-1 | 90 | 100 | 90 | 130 | 12 | 14 |
| 비교예 1-2, 2-2 | 90 | 105 | 90 | 135 | 12 | 14 |
| 비교예 1-3, 2-3 | 90 | 105 | 95 | 135 | 12 | 14 |
| 비교예 1-4, 2-4 | 90 | 105 | 95 | 135 | 12 | 14 |
| 비교예 1-5, 2-5 | 90 | 105 | 125 | 140 | 12 | 14 |
| 비교예 1-6, 2-6 | 90 | 105 | 100 | 135 | 12 | 14 |
| 실시예 1-1, 2-1 | 115 | 115 | 100 | 110 | 12 | 14 |
| 실시예 1-2, 2-2 | 90 | 105 | 95 | 115 | 12 | 40 |
| 실시예 1-3, 2-3 | 90 | 105 | 95 | 115 | 12 | 20 |
| 실시예 1-4, 2-4 | 90 | 105 | 6 | 115 | 24 | 24 |
| 실시예 1-5, 2-5 | 0 | 0 | 0 | 115 | 24 | 24 |
| 실시예 1-6, 2-6 | 90 | 90 | 95 | 105 | 20 | 20 |
| 실시예 1-7, 2-7 | 90 | 90 | 90 | 105 | 23 | 23 |
| 연속 사출 | 양품율(良品率) | |
| 비교예 1-1 | 연속 사출 불가 | - |
| 비교예 1-2 | 연속 사출 불가 | - |
| 비교예 1-3 | 연속 사출 불가 | - |
| 비교예 1-4 | 연속 사출 불가 | - |
| 비교예 1-5 | 연속 사출 불가 | - |
| 비교예 1-6 | 연속 사출 불가 | - |
| 실시예 1-1 | 연속 사출 가능 | △ |
| 실시예 1-2 | 연속 사출 가능 | △ |
| 실시예 1-3 | 연속 사출 가능 | ○ |
| 실시예 1-4 | 연속 사출 가능 | △ |
| 실시예 1-5 | 연속 사출 가능 | △ |
| 실시예 1-6 | 고연속 사출 가능 | ○ |
| 실시예 1-7 | 고연속 사출 가능 | ◎ |
| 연속 사출 | 양품율(良品率) | |
| 비교예 2-1 | 연속 사출 불가 | - |
| 비교예 2-2 | 연속 사출 불가 | - |
| 비교예 2-3 | 연속 사출 불가 | - |
| 비교예 2-4 | 연속 사출 불가 | - |
| 비교예 2-5 | 연속 사출 불가 | - |
| 비교예 2-6 | 연속 사출 불가 | - |
| 실시예 2-1 | 연속 사출 가능 | △ |
| 실시예 2-2 | 연속 사출 가능 | △ |
| 실시예 2-3 | 연속 사출 가능 | ○ |
| 실시예 2-4 | 연속 사출 가능 | △ |
| 실시예 2-5 | 연속 사출 가능 | △ |
| 실시예 2-6 | 고연속 사출 가능 | ○ |
| 실시예 2-7 | 고연속 사출 가능 | ◎ |
200 수지 조성물 공급부
210 호퍼
300 사출부
310 실린더
311 내부공간
312 본체
320 스크류
330 스크류 회전장치
340 스크류 이동장치
350 노즐
400 온도조절부
410 히터
411 상류부 히터
412 중류부 히터
413 하류부 히터
414 노즐 히터
420 냉각기
421 냉각파이프
500 금형설치부
510 금형
511 유로(流路)
512 충진부
520 개폐장치
Claims (11)
- 열경화성 수지 조성물의 사출성형 방법에 있어서,
열경화성 수지 조성물을 경화 반응이 완료되지 않은 상태에서 금형으로 사출하고,
사출한 상기 열경화성 수지 조성물을 반경화물 상태에서, 상기 금형으로부터 분리하는 것을 특징으로 하는, 열경화성 수지 조성물의 사출성형 방법. - 제1항에 있어서, 상기 열가소성 수지 조성물을 상기 금형 내에서 반경화물 상태로 하는 것인, 열경화성 수지 조성물의 사출성형 방법.
- 제1항 또는 제2항에 있어서, 상기 열경화성 수지 조성물을 사출한 후 상기 금형으로부터 분리하기 전에 상기 열경화성 수지 조성물을 상기 금형 내에서 고체가 될 때까지 냉각하는 것인, 열경화성 수지 조성물의 사출성형 방법.
- 제3항에 있어서, 고체가 된 상기 열경화성 수지 조성물을 상기 금형으로부터 분리하고, 이 열경화성 수지 조성물을 제품이 되는 부분과 불필요한 부분으로 나누는 것인, 열경화성 수지 조성물의 사출성형 방법.
- 제4항에 있어서, 상기 제품이 되는 부분을 가열하여 열경화성 수지 조성물의 열경화 반응을 진행시키는 것인, 열경화성 수지 조성물의 사출성형 방법.
- 제4항 또는 제5항에 있어서, 상기 불필요한 부분을 재생원료로서 사용하는, 열경화성 수지 조성물의 사출성형 방법.
- 제6항에 있어서, 상기 불필요한 부분을 분쇄하여 이 분쇄물을 새로운 열경화성 수지 조성물과 혼합하고, 이 혼합물을 사용하여 사출성형을 실시하는 것인, 열경화성 수지 조성물의 사출성형 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 열경화성 수지 조성물이 실린더로부터 상기 금형으로 사출되고, 당해 실린더 내에서는 상기 열경화성 수지 조성물이 당해 수지 조성물의 경화 온도보다 낮은 온도로 유지되는 것인, 열경화성 수지 조성물의 사출성형 방법.
- 제8항에 있어서, 상기 실린더가, 본체와 당해 본체의 선단부에 설치된 노즐을 가지며,
당해 본체의 온도가, 상기 열경화성 수지 조성물의 경화 반응 개시 온도 보다 20 내지 30℃ 낮게 설정되어 있는 것인, 열경화성 수지 조성물의 사출성형 방법. - 제9항에 있어서, 상기 노즐의 온도가, 상기 본체의 온도보다 10 내지 20℃ 높게 설정되어 있는 것인, 열경화성 수지 조성물의 사출성형 방법.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 열경화성 수지 조성물의 온도가 당해 수지 조성물의 경화 온도 보다 50℃ 이상 낮은 온도가 된 후부터, 상기 열경화성 수지 조성물을 상기 금형으로부터 분리하는 것인, 열경화성 수지 조성물의 사출성형 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015087029 | 2015-04-21 | ||
| JPJP-P-2015-087029 | 2015-04-21 | ||
| PCT/JP2016/062237 WO2016171099A1 (ja) | 2015-04-21 | 2016-04-18 | 熱硬化性樹脂組成物の射出成型方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170133392A true KR20170133392A (ko) | 2017-12-05 |
| KR102414093B1 KR102414093B1 (ko) | 2022-06-28 |
Family
ID=57143943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177030217A Active KR102414093B1 (ko) | 2015-04-21 | 2016-04-18 | 열경화성 수지 조성물의 사출성형 방법 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11407159B2 (ko) |
| JP (1) | JP6513188B2 (ko) |
| KR (1) | KR102414093B1 (ko) |
| CN (1) | CN107530928B (ko) |
| TW (1) | TWI732756B (ko) |
| WO (1) | WO2016171099A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7345298B2 (ja) * | 2019-07-08 | 2023-09-15 | ソマール株式会社 | 成形品取出し装置、成形品取出し方法、この成形品取出し装置を用いた成形品の製造方法、および付属部除去装置 |
| JP7757712B2 (ja) * | 2021-10-29 | 2025-10-22 | セイコーエプソン株式会社 | 射出成形システム |
| EP4324881A4 (en) * | 2022-06-30 | 2024-02-28 | Hengdian Group DMEGC Magnetics Co., Ltd. | INJECTION MOLDED MAGNETIC MATERIAL AND PREPARATION METHOD THEREFOR |
| KR102724080B1 (ko) * | 2022-09-06 | 2024-10-31 | 진흥공업 주식회사 | 폴리프로필렌 재생 소재를 활용한 마블 무늬 사출성형방법 |
| US20250178255A1 (en) * | 2023-11-30 | 2025-06-05 | Pratt & Whitney Canada Corp. | Resin molding process |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10511323A (ja) * | 1994-12-23 | 1998-11-04 | アモコ・コーポレイション | 半導体をカプセル封入するのに有用なプレフォームをつくるための改良方法 |
| JP2002240094A (ja) * | 2001-02-20 | 2002-08-28 | Denso Corp | 射出成形装置 |
| JP2006233141A (ja) * | 2005-02-28 | 2006-09-07 | Sumitomo Bakelite Co Ltd | フェノール樹脂成形材料 |
| JP2009208307A (ja) * | 2008-03-03 | 2009-09-17 | Dainippon Printing Co Ltd | プリプレグ用剥離紙 |
| JP2014173063A (ja) * | 2013-03-12 | 2014-09-22 | Kyocera Chemical Corp | 電子・電気部品の製造方法および電子・電気部品 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3859406A (en) * | 1968-04-11 | 1975-01-07 | Shell Oil Co | Production of cellular articles by injection molding |
| GB1202102A (en) * | 1968-04-11 | 1970-08-12 | Shell Int Research | The manufacture of cellular plastics articles, and machinery therefor |
| GB9501108D0 (en) * | 1995-01-20 | 1995-03-08 | Evans Rowland F | Mould heating method and heated mould |
| US5885514A (en) * | 1996-12-09 | 1999-03-23 | Dana Corporation | Ambient UVL-curable elastomer mold apparatus |
| JP3914129B2 (ja) * | 2002-10-11 | 2007-05-16 | 住友重機械工業株式会社 | 半硬化の平板樹脂の成形装置及びその成形方法 |
| JP2005324483A (ja) * | 2004-05-17 | 2005-11-24 | Nok Corp | 射出成形用ノズル |
| JP2006019912A (ja) * | 2004-06-30 | 2006-01-19 | Kyocera Kinseki Corp | 弾性表面波素子の製造方法及びそのフォトマスク |
| JP2006199812A (ja) * | 2005-01-20 | 2006-08-03 | Nichias Corp | 導電性エポキシ樹脂組成物及び燃料電池用セパレータ |
| JP4229972B2 (ja) * | 2005-08-04 | 2009-02-25 | ヤマト化工株式会社 | 熱硬化性樹脂成形品の製造方法及び装置 |
| TW200718478A (en) | 2005-09-28 | 2007-05-16 | Sipix Imaging Inc | In mold manufacturing of an object comprising a functional element |
| EP2046890B1 (en) * | 2006-06-07 | 2020-11-11 | Henkel AG & Co. KGaA | Foamable compositions based on epoxy resins and polyesters |
| US8268956B2 (en) * | 2006-12-08 | 2012-09-18 | Ems-Chemie Ag | Transparent mold made of a polyamide molding material |
| JP5077640B2 (ja) * | 2006-12-28 | 2012-11-21 | コニカミノルタアドバンストレイヤー株式会社 | 光学素子の製造方法、中間部材及び光学素子 |
| WO2008081660A1 (ja) * | 2006-12-28 | 2008-07-10 | Konica Minolta Opto, Inc. | 光学素子の製造方法、中間部材及び光学素子 |
| JP5379743B2 (ja) * | 2010-05-19 | 2013-12-25 | 大成プラス株式会社 | 積層板及びその製造方法 |
| US20120277900A1 (en) * | 2011-04-29 | 2012-11-01 | Mold-Masters (2007) Limited | Injection molding assembly having processing circuit |
| JP5830327B2 (ja) | 2011-09-22 | 2015-12-09 | 株式会社キーエンス | 三次元造形装置、三次元造形方法、三次元造形装置用の設定データ作成装置、三次元造形装置用の設定データ作成プログラム並びにコンピュータで読み取り可能な記録媒体 |
| HK1210740A1 (en) * | 2012-06-11 | 2016-05-06 | 迈图高新材料集团 | Method for producing plastic compound molded bodies |
| JP2016020452A (ja) * | 2014-07-15 | 2016-02-04 | 富士ゼロックス株式会社 | 樹脂組成物及び樹脂成形体 |
| US10457806B2 (en) * | 2014-07-18 | 2019-10-29 | Sabic Global Technologies B.V. | Methods of forming dynamic cross-linked polymer compositions |
-
2016
- 2016-04-18 JP JP2017514110A patent/JP6513188B2/ja active Active
- 2016-04-18 US US15/568,403 patent/US11407159B2/en active Active
- 2016-04-18 CN CN201680022945.0A patent/CN107530928B/zh active Active
- 2016-04-18 WO PCT/JP2016/062237 patent/WO2016171099A1/ja not_active Ceased
- 2016-04-18 KR KR1020177030217A patent/KR102414093B1/ko active Active
- 2016-04-20 TW TW105112268A patent/TWI732756B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10511323A (ja) * | 1994-12-23 | 1998-11-04 | アモコ・コーポレイション | 半導体をカプセル封入するのに有用なプレフォームをつくるための改良方法 |
| JP2002240094A (ja) * | 2001-02-20 | 2002-08-28 | Denso Corp | 射出成形装置 |
| JP2006233141A (ja) * | 2005-02-28 | 2006-09-07 | Sumitomo Bakelite Co Ltd | フェノール樹脂成形材料 |
| JP2009208307A (ja) * | 2008-03-03 | 2009-09-17 | Dainippon Printing Co Ltd | プリプレグ用剥離紙 |
| JP2014173063A (ja) * | 2013-03-12 | 2014-09-22 | Kyocera Chemical Corp | 電子・電気部品の製造方法および電子・電気部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6513188B2 (ja) | 2019-05-15 |
| KR102414093B1 (ko) | 2022-06-28 |
| TWI732756B (zh) | 2021-07-11 |
| JPWO2016171099A1 (ja) | 2018-03-29 |
| WO2016171099A1 (ja) | 2016-10-27 |
| US20180099445A1 (en) | 2018-04-12 |
| CN107530928B (zh) | 2020-09-04 |
| CN107530928A (zh) | 2018-01-02 |
| TW201641253A (zh) | 2016-12-01 |
| US11407159B2 (en) | 2022-08-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170133392A (ko) | 열경화성 수지 조성물의 사출성형 방법 | |
| US5698152A (en) | Resin tablet for sealing semiconductor | |
| CN105860424A (zh) | 一种规则粒状酚醛模塑料及其制备方法 | |
| CN104369255B (zh) | 一种环氧树脂热固性复合材料的注射成型方法 | |
| JPH0337494B2 (ko) | ||
| US20060226393A1 (en) | Plastic magnet precursor, production method for the same, and plastic magnet | |
| US7704438B2 (en) | Process for producing a permanently magnetic molding | |
| US2770842A (en) | Injection molding of polytetrafluoroethylene | |
| JPS588626A (ja) | 熱硬化性材料のランナ−レス射出圧縮成形装置 | |
| CN106947209A (zh) | 高光无痕abs/pmma材料及其制备方法 | |
| EP0799118B1 (en) | Improved process for making preforms useful for encapsulating semiconductors | |
| CN106270367B (zh) | 覆膜砂用无氨酚醛树脂及其制备方法 | |
| US5645787A (en) | Process for producing semiconductor devices using resin tablets | |
| KR20150142661A (ko) | 합성수지와 비중체를 이용한 중량체 및 그 제조장치 | |
| KR100790800B1 (ko) | 에폭시 몰딩 컴파운드 파우더의 블록킹 및 유동 특성저하를 방지하는 방법 | |
| JP6958206B2 (ja) | 熱硬化性樹脂組成物の成形品の製造方法 | |
| JP6888509B2 (ja) | 成形装置 | |
| CN104164074B (zh) | 一种阻燃型注塑材料 | |
| CN104552782A (zh) | 一种注塑机用多头射嘴 | |
| KR101651670B1 (ko) | 밸런스 웨이트의 제조방법 | |
| CN104164094B (zh) | 一种阻燃型注塑材料 | |
| KR101697182B1 (ko) | 전선용 애자 | |
| CN119912806A (zh) | 一种可气辅成型聚酰胺复合材料及其制备方法 | |
| KR20180046489A (ko) | 폐합성수지를 이용한 엘리베이터의 웨이트용 주물 제조장치, 이를 이용한 제조방법 및 이에 의해 제조되는 제조물 | |
| KR0185119B1 (ko) | 스텝너트의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20171019 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| A302 | Request for accelerated examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210415 Comment text: Request for Examination of Application |
|
| PA0302 | Request for accelerated examination |
Patent event date: 20210415 Patent event code: PA03022R01D Comment text: Request for Accelerated Examination |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20210805 Patent event code: PE09021S01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20211201 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20220418 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20220623 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20220624 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration |