KR20170133449A - 포장체 및 포장 방법 - Google Patents
포장체 및 포장 방법 Download PDFInfo
- Publication number
- KR20170133449A KR20170133449A KR1020177031527A KR20177031527A KR20170133449A KR 20170133449 A KR20170133449 A KR 20170133449A KR 1020177031527 A KR1020177031527 A KR 1020177031527A KR 20177031527 A KR20177031527 A KR 20177031527A KR 20170133449 A KR20170133449 A KR 20170133449A
- Authority
- KR
- South Korea
- Prior art keywords
- sheet
- box
- cylindrical sheet
- display
- display portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 45
- 238000004806 packaging method and process Methods 0.000 title claims description 24
- 230000007246 mechanism Effects 0.000 claims description 50
- 230000002265 prevention Effects 0.000 claims description 16
- 238000005304 joining Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 description 64
- 238000005520 cutting process Methods 0.000 description 9
- 238000013461 design Methods 0.000 description 8
- 230000008602 contraction Effects 0.000 description 6
- 238000001816 cooling Methods 0.000 description 6
- 238000003825 pressing Methods 0.000 description 6
- 239000005022 packaging material Substances 0.000 description 4
- 238000003860 storage Methods 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- -1 polyethylene Polymers 0.000 description 3
- 230000035939 shock Effects 0.000 description 3
- 229920006257 Heat-shrinkable film Polymers 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 238000011144 upstream manufacturing Methods 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000000123 paper Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/002—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers in shrink films
- B65D75/004—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers in shrink films with auxiliary packaging elements, e.g. protective pads or frames, trays
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/02—Enclosing successive articles, or quantities of material between opposed webs
- B65B9/026—Enclosing successive articles, or quantities of material between opposed webs the webs forming a curtain
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B41/00—Supplying or feeding container-forming sheets or wrapping material
- B65B41/12—Feeding webs from rolls
- B65B41/16—Feeding webs from rolls by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D53/00—Sealing or packing elements; Sealings formed by liquid or plastics material
- B65D53/02—Collars or rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/002—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers in shrink films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D77/00—Packages formed by enclosing articles or materials in preformed containers, e.g. boxes, cartons, sacks or bags
- B65D77/003—Articles enclosed in rigid or semi-rigid containers, the whole being wrapped
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G21/00—Arrangements not provided for by groups G03G13/00 - G03G19/00, e.g. cleaning, elimination of residual charge
- G03G21/16—Mechanical means for facilitating the maintenance of the apparatus, e.g. modular arrangements
- G03G21/18—Mechanical means for facilitating the maintenance of the apparatus, e.g. modular arrangements using a processing cartridge, whereby the process cartridge comprises at least two image processing means in a single unit
- G03G21/1803—Arrangements or disposition of the complete process cartridge or parts thereof
- G03G21/181—Manufacturing or assembling, recycling, reuse, transportation, packaging or storage
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Buffer Packaging (AREA)
- Packages (AREA)
- Packaging Of Annular Or Rod-Shaped Articles, Wearing Apparel, Cassettes, Or The Like (AREA)
- Electrophotography Configuration And Component (AREA)
- Basic Packing Technique (AREA)
- Wrappers (AREA)
Abstract
Description
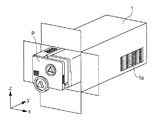
도 2는 실시예 1에서의 카트리지 P를 수납하기 위한 상자(1)를 나타내는 사시도이다.
도 3에서, (a) 및 (b)는 본 발명의 변형예 1에서의 카트리지의 포장체(10)를 각각 나타내는 사시도이다.
도 4에서, (a) 및 (b)는 실시예 1에서의 포장 방법(제조 방법)의 시트 래핑(wrapping) 공정 S2를 나타내는 개략도이다.
도 5에서, (a) 및 (b)는 실시예 1에서의 포장 방법의 시트 래핑 공정 S2를 나타내는 개략도이다.
도 6에서, (a) 내지 (f)는 실시예 1에서의 포장 방법의 수축 공정 S3을 나타내는 개략도이다.
도 7에서, (a) 및 (b)는 실시예 1에서의 포장 방법의 수축 공정 S3을 나타내는 개략도이다.
Claims (16)
- 피수납물(object-to-be-accommodated)을 수납하기 위한 구조체; 및
상기 구조체를 덮기 위한 원통형 시트를 포함하며,
상기 원통형 시트는 열 수축성을 갖는 제1 부분 및 상기 제1 부분의 탄성보다 더 높은 탄성을 갖는 제2 부분을 포함하고, 상기 제1 부분은 표시부를 갖고,
상기 표시부는 상기 구조체의 미리 정해진 방향을 따라 연장되는 면 상에 제공되고,
상기 제1 부분 및 상기 제2 부분의 자유 단부는 상기 구조체의 상기 미리 정해진 방향과 교차하는, 상기 구조체의 단부면을 둘러싸도록 수축하는, 포장체. - 제1항에 있어서,
상기 제2 부분은 열 수축성을 갖는, 포장체. - 제1항 또는 제2항에 있어서,
상기 구조체는 외측면에 제2 표시부를 포함하고,
상기 원통형 시트는, 상기 제2 표시부를 볼 수 있는 투명부를 부분적으로 포함하는, 포장체. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 피수납물은 화상 형성 장치에 사용하기 위한 카트리지인, 포장체. - 피수납물을 수납하기 위한 구조체와, 상기 구조체를 덮기 위한 원통형 시트로서 열 수축성을 갖는 제1 부분 및 상기 제1 부분의 탄성보다 높은 탄성을 갖는 제2 부분을 포함하는 원통형 시트를 포함하는 포장체의 포장 방법으로서,
상기 포장 방법은,
상기 제1 부분 및 상기 제2 부분을 서로 접합하는 제1 단계;
표시부가 상기 구조체의 제1 방향을 따라 연장되는 면 상에 위치되도록, 상기 제1 부분과 상기 제2 부분을 래핑(wrapping)한 후, 상기 제2 부분에 장력이 작용되는 상태에서 상기 제1 부분과 상기 제2 부분을 접합함으로써 상기 원통형 시트를 형성하는 제2 단계; 및
상기 구조체의 상기 제1 방향과 교차하는 단부면을 둘러싸도록 상기 제1 부분 및 상기 제2 부분의 자유 단부를 수축시키는 제3 단계를 포함하는, 포장 방법. - 제5항에 있어서,
상기 구조체의 외측면에 제2 표시부를 형성하는 제4 단계를 더 포함하고,
상기 제1 부분으로서 투명부를 부분적으로 포함하는 시트가 이용되고, 상기 제1 단계에서 상기 투명부를 통해 상기 구조체의 상기 제2 표시부를 볼 수 있도록, 상기 제1 부분이 배치되는, 포장 방법. - 제5항 또는 제6항에 있어서,
상기 제2 부분은 열 수축성을 갖는, 포장 방법. - 제5항 내지 제7항 중 어느 한 항에 있어서,
상기 피수납물은 화상 형성 장치에 사용되는 카트리지인, 포장 방법. - 피수납물을 수납하기 위한 구조체와, 상기 구조체의 방향을 따라 연장되는 면을 덮고 표시부를 포함하고 열 수축성을 일부 갖는 원통형 시트를 포함하는 포장체의 포장 방법으로서,
상기 표시부가 상기 제1 방향을 따라 연장되는 면 상에 위치되도록 상기 원통형 시트 내에 상기 구조체를 제공하는 제1 단계; 및
수직 방향에 대하여 하부에 위치되는 상기 구조체의 바닥과 접촉하는 부분으로부터 상기 제1 방향으로 연장되는 부분을 지지 부재에 의해 상기 수직 방향에 대해 상방으로 지지하면서, 상기 구조체의 단부면을 둘러싸도록 가열 수단에 의해 상기 원통형 시트를 수축시키는 제2 단계를 포함하는, 포장 방법. - 제9항에 있어서,
상기 제2 단계에서, 처리될 상기 구조체의, 상기 제1 방향과 교차하는 단부면 근방에, 상기 원통형 시트로의 열 전달을 억제하기 위한 수축 방지 기구가 제공되고, 이어서 상기 구조체가 처리되는, 포장 방법. - 제10항에 있어서,
상기 구조체의 상기 단부면의 상기 근방에, 상기 제1 방향과 교차하는 방향에 대해, 상기 구조체, 상기 원통형 시트 및 상기 수축 방지 기구가 이 순서대로 배치되는, 포장 방법. - 제11항에 있어서,
상기 수축 방지 기구가 상기 원통형 시트에 대해 간격을 갖고 배치되는, 포장 방법. - 제9항 내지 제12항 중 어느 한 항에 있어서,
상기 원통형 시트는 상기 표시부와 열수축성을 갖는 제1 부분과, 상기 제1 부분의 탄성보다 높은 탄성을 갖는 제2 부분을 포함하는, 포장 방법. - 제13항에 있어서,
상기 구조체의 외측면에 제2 표시부를 형성하는 제3 단계를 더 포함하고,
상기 제1 부분으로서, 투명부를 부분적으로 포함하는 시트가 이용되고, 상기 제1 단계에서, 상기 투명부를 통해 상기 구조체의 상기 제2 표시부를 볼 수 있도록, 상기 제1 부분이 배치되는, 포장 방법. - 제13항 또는 제14항에 있어서,
상기 제2 부분은 열 수축성을 갖고,
상기 제2 단계에서, 상기 제1 부분 및 상기 제2 부분의 자유 단부는 상기 제1 방향과 교차하는 단부면을 둘러싸도록 열 수축되는, 포장 방법. - 제9항 내지 제15항 중 어느 한 항에 있어서,
상기 피수납물은 화상 형성 장치에 사용되는 카트리지인, 포장 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2015-140584 | 2015-07-14 | ||
| JP2015140584A JP6742702B2 (ja) | 2015-07-14 | 2015-07-14 | 包装体および包装方法 |
| PCT/JP2016/071465 WO2017010577A2 (en) | 2015-07-14 | 2016-07-14 | Packing member and packing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170133449A true KR20170133449A (ko) | 2017-12-05 |
| KR101959656B1 KR101959656B1 (ko) | 2019-03-18 |
Family
ID=56894218
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177031527A Active KR101959656B1 (ko) | 2015-07-14 | 2016-07-14 | 포장체 및 포장 방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10752416B2 (ko) |
| EP (1) | EP3322645A2 (ko) |
| JP (1) | JP6742702B2 (ko) |
| KR (1) | KR101959656B1 (ko) |
| CN (2) | CN110304345B (ko) |
| BR (1) | BR112017022510B1 (ko) |
| PH (1) | PH12018500104B1 (ko) |
| RU (1) | RU2679393C1 (ko) |
| WO (1) | WO2017010577A2 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10889396B2 (en) * | 2015-11-25 | 2021-01-12 | Sangjo Park | Vegetable binding packing material having air columns, vegetable binding packing device using same, and method therefor |
| JP2018043769A (ja) * | 2016-09-15 | 2018-03-22 | 株式会社東芝 | 紙葉類結束装置 |
| JP6633713B2 (ja) * | 2017-10-20 | 2020-01-22 | 大日本除蟲菊株式会社 | 容器入り製品 |
| JP7278686B2 (ja) * | 2018-11-07 | 2023-05-22 | 大日本除蟲菊株式会社 | 害虫防除用エアゾール又はスプレー製品、及び拡張現実表示システム |
| US11584558B2 (en) | 2018-12-12 | 2023-02-21 | Medtronic Vascular, Inc. | Shrink-formed package |
| US12269637B2 (en) * | 2020-05-07 | 2025-04-08 | Polycerf, Inc. | Handle for heat shrink film |
| JP7297315B2 (ja) * | 2020-08-28 | 2023-06-26 | 株式会社フジキカイ | 包装装置 |
| JP7830068B2 (ja) * | 2021-10-13 | 2026-03-16 | キヤノン株式会社 | 包材 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3892057A (en) * | 1973-10-11 | 1975-07-01 | Ici Ltd | Packaging method and apparatus |
| US4641488A (en) * | 1983-07-06 | 1987-02-10 | Garr Ernest J | Apparatus and method for wrapping packages with heat shrinkable material |
| JP2003267438A (ja) * | 2002-03-18 | 2003-09-25 | Canon Inc | 液体収納容器の包装構造およびその開封方法 |
| US20120157350A1 (en) * | 2005-09-13 | 2012-06-21 | Affymetrix, Inc. | Brownian Microbarcodes for Bioassays |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3353326A (en) * | 1965-02-01 | 1967-11-21 | Reynolds Metals Co | Method of making a carrying case for bottles or the like |
| GB1062348A (en) * | 1965-03-13 | 1967-03-22 | Gen Refractories Ltd | Improvements in or relating to the wrapping of refractory shapes and masses |
| US3338404A (en) * | 1965-03-16 | 1967-08-29 | Reynolds Metals Co | Opening means for plastic film encased package constructions |
| US3525428A (en) * | 1968-06-10 | 1970-08-25 | Du Pont | Multiple container package |
| US3566752A (en) * | 1968-08-12 | 1971-03-02 | Gen Cigar Co | Method of forming a tear strip on a packaging sheet |
| US3557516A (en) * | 1968-10-30 | 1971-01-26 | Reynolds Metals Co | Method of making a package construction |
| US3585777A (en) * | 1969-10-02 | 1971-06-22 | Phillips Petroleum Co | Apparatus and method for packaging a plurality of articles |
| US3756395A (en) * | 1972-01-17 | 1973-09-04 | R Ganz | Shrink pack and method and apparatus for making the same |
| US3756397A (en) | 1972-06-05 | 1973-09-04 | R Ganz | Shrink pack construction and method |
| US3834525A (en) | 1972-08-10 | 1974-09-10 | Ganz Brothers Inc | Shrink-package construction |
| US4207221A (en) * | 1972-09-13 | 1980-06-10 | Owens-Illinois, Inc. | Degradable plastic composition containing unsaturated wax |
| US3978874A (en) * | 1975-06-23 | 1976-09-07 | Schmidt Sr Jacob | Heat sensitive film shrinking machine |
| US4365456A (en) * | 1976-05-05 | 1982-12-28 | The Mead Corporation | Method of and apparatus for packaging |
| US4296861A (en) * | 1979-08-10 | 1981-10-27 | The Coca-Cola Company | Elastic band and handle structure for forming packages of groups of containers |
| US4289236A (en) * | 1979-09-26 | 1981-09-15 | Ganz Brothers, Inc. | Case can package and method of forming same |
| US4403463A (en) * | 1979-10-26 | 1983-09-13 | Danti Bernard R | Packaging in extensible bands |
| US4304332A (en) * | 1979-10-26 | 1981-12-08 | Danti Bernard R | Package |
| JPS607284Y2 (ja) * | 1982-02-01 | 1985-03-11 | 日本包装機械株式会社 | フイルムのマ−ク位置合わせ包装装置 |
| FR2571687B1 (fr) * | 1984-10-12 | 1987-04-24 | Minnesota Mining & Mfg | Procede d'emballage sous pellicule retractable avec poignee de transport, pellicule pour sa mise en oeuvre et colis realise avec une telle pellicule, suivant ce procede |
| FR2524422A1 (fr) * | 1982-04-02 | 1983-10-07 | Cerf Alain | Fardelage sous film plastique, retractable, permettant de laisser a nu une partie de l'objet emballe, dispositif pour sa realisation et paquets ainsi obtenus |
| JPS63272680A (ja) * | 1987-04-30 | 1988-11-10 | Fuji Seal Kogyo Kk | 商品集積包装体及びその製造方法 |
| JP3490755B2 (ja) * | 1993-12-27 | 2004-01-26 | 大倉工業株式会社 | ケ−ス入り商品の包装方法 |
| US5771662A (en) * | 1996-06-28 | 1998-06-30 | Douglas Machine Limited Liability Company | Apparatus and methods for producing shrink wrap packaging |
| JP3252254B2 (ja) * | 1997-06-10 | 2002-02-04 | 株式会社フジキカイ | 包装物品のフィルム加熱収縮装置 |
| JP2002087460A (ja) * | 2000-09-14 | 2002-03-27 | Fuji Seal Inc | 包装体及び熱収縮性包装材 |
| JP2002225924A (ja) * | 2001-02-01 | 2002-08-14 | Nissan Kikoo:Kk | 集積製品の包装物 |
| US6591583B2 (en) | 2001-04-25 | 2003-07-15 | Hewlett-Packard Development Company, L.P. | Method of finishing sheet metal goods |
| JP4688091B2 (ja) * | 2001-05-02 | 2011-05-25 | 株式会社フジシールインターナショナル | オーバーシュリンク包装装置 |
| ITBO20010726A1 (it) * | 2001-11-27 | 2003-05-27 | Aetna Group Spa | Metodo per la realizzazione di una confezione di prodotti e apparecchiatura attuante tale metodo |
| US6880313B1 (en) * | 2001-12-28 | 2005-04-19 | Gateway Manufacturing, Inc. | Method for bundling multiple articles together while obscuring individual identification codes and related assembly |
| US7237671B2 (en) * | 2003-09-16 | 2007-07-03 | General Mills, Inc. | Multiple packaged good article package |
| US7032360B2 (en) * | 2003-10-29 | 2006-04-25 | Douglas Machine, Inc. | Apparatus and methods for producing shrink wrap packaging |
| JP2005112466A (ja) * | 2003-11-19 | 2005-04-28 | Sanyo Product Co Ltd | 遊技盤の梱包方法及びそのシステム |
| CN1796241B (zh) * | 2004-12-22 | 2010-04-28 | 华为技术有限公司 | 防锈剂的包装方法及包装袋和包装盒 |
| JP4763550B2 (ja) * | 2006-08-22 | 2011-08-31 | 三菱樹脂株式会社 | ストレッチシュリンク積層フィルムおよびその製造方法 |
| WO2008090362A1 (en) * | 2007-01-26 | 2008-07-31 | Stephenson John H | Bag in box container having a protective outer covering and method of manufacturing same |
| JP2008265866A (ja) * | 2007-03-28 | 2008-11-06 | Kikuchi Sheet Kogyo Kk | 荷崩れ防止バンド、及びひも状部材の保持装置 |
| JP2008260556A (ja) | 2007-04-12 | 2008-10-30 | Konica Minolta Business Technologies Inc | 梱包資材 |
| US10189621B2 (en) | 2007-05-21 | 2019-01-29 | Cryovac, Inc. | Bag made from high-strength heat-shrinkable film exhibiting directional tear, and process utilizing same |
| KR101431178B1 (ko) | 2007-09-13 | 2014-08-20 | 삼성전자주식회사 | 현상제 저장체 포장 유닛, 현상제 저장체의 포장 용기, 및현상제 저장체의 포장방법 |
| US8424272B2 (en) * | 2007-09-17 | 2013-04-23 | Alain Cerf | Apparatus and process for wrapping an article with a heat shrink film having a strip that acts as a handle |
| DE102008020522A1 (de) * | 2008-04-23 | 2009-10-29 | Krones Ag | Gebinde mit Tragegriff und Einrichtung und Verfahren zu dessen Herstellung |
| DE102009003653A1 (de) * | 2009-03-23 | 2010-09-30 | Krones Ag | Schrumpfgebinde und Verfahren zu dessen Herstellung |
| US9821923B2 (en) * | 2010-11-04 | 2017-11-21 | Georgia-Pacific Consumer Products Lp | Method of packaging product units and a package of product units |
| JP6813273B2 (ja) * | 2016-03-17 | 2021-01-13 | 株式会社フジシールインターナショナル | 包装構造 |
-
2015
- 2015-07-14 JP JP2015140584A patent/JP6742702B2/ja active Active
-
2016
- 2016-07-14 KR KR1020177031527A patent/KR101959656B1/ko active Active
- 2016-07-14 EP EP16763335.3A patent/EP3322645A2/en not_active Withdrawn
- 2016-07-14 WO PCT/JP2016/071465 patent/WO2017010577A2/en not_active Ceased
- 2016-07-14 US US15/570,423 patent/US10752416B2/en active Active
- 2016-07-14 CN CN201910601220.2A patent/CN110304345B/zh active Active
- 2016-07-14 RU RU2018105264A patent/RU2679393C1/ru active
- 2016-07-14 CN CN201680031234.XA patent/CN107735322A/zh not_active Withdrawn
- 2016-07-14 BR BR112017022510-7A patent/BR112017022510B1/pt active IP Right Grant
-
2018
- 2018-01-12 PH PH12018500104A patent/PH12018500104B1/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3892057A (en) * | 1973-10-11 | 1975-07-01 | Ici Ltd | Packaging method and apparatus |
| US4641488A (en) * | 1983-07-06 | 1987-02-10 | Garr Ernest J | Apparatus and method for wrapping packages with heat shrinkable material |
| JP2003267438A (ja) * | 2002-03-18 | 2003-09-25 | Canon Inc | 液体収納容器の包装構造およびその開封方法 |
| US20120157350A1 (en) * | 2005-09-13 | 2012-06-21 | Affymetrix, Inc. | Brownian Microbarcodes for Bioassays |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180354694A1 (en) | 2018-12-13 |
| WO2017010577A2 (en) | 2017-01-19 |
| EP3322645A2 (en) | 2018-05-23 |
| PH12018500104A1 (en) | 2018-07-23 |
| JP2017019549A (ja) | 2017-01-26 |
| CN110304345A (zh) | 2019-10-08 |
| CN110304345B (zh) | 2022-05-03 |
| KR101959656B1 (ko) | 2019-03-18 |
| BR112017022510A2 (pt) | 2018-07-17 |
| PH12018500104B1 (en) | 2018-07-23 |
| JP6742702B2 (ja) | 2020-08-19 |
| US10752416B2 (en) | 2020-08-25 |
| RU2679393C1 (ru) | 2019-02-07 |
| CN107735322A (zh) | 2018-02-23 |
| WO2017010577A3 (en) | 2017-03-23 |
| BR112017022510B1 (pt) | 2022-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101959656B1 (ko) | 포장체 및 포장 방법 | |
| JP2004001893A (ja) | パッケージ及び梱包方法 | |
| JP5159795B2 (ja) | カバーテープのレコード巻体の包装方法および包装体 | |
| JP6059850B2 (ja) | 転倒インジケーター及びそれを備えた包装箱 | |
| JP5209423B2 (ja) | ペリクル梱包構造体 | |
| JP6569877B2 (ja) | フィルムとプレートを用いた梱包システム、梱包箱、及び梱包方法 | |
| JP6772929B2 (ja) | 梱包材 | |
| JP2008013197A (ja) | 商品の包装方法 | |
| JP7029330B2 (ja) | 包装装置及び包装構造 | |
| US20130192169A1 (en) | Apparatus and methods for printer system filter packaging | |
| JP2007106418A (ja) | ガラス板の梱包体 | |
| JP4460997B2 (ja) | 包装容器 | |
| WO2008041711A1 (en) | Display member transfer case | |
| JPH11292015A (ja) | 書籍等の梱包方法 | |
| CN223188056U (zh) | 玻璃管集成物捆包体 | |
| JP5104433B2 (ja) | 包装体 | |
| JP2008030776A (ja) | 商品包装体およびその形成方法 | |
| JP6466029B2 (ja) | 梱包体と梱包方法 | |
| JP2008074460A (ja) | 商品包装体 | |
| JP2024172392A (ja) | シュリンク包装体とその包装方法 | |
| JP2013209111A (ja) | 熱収縮フィルムを用いた包装方法 | |
| FI90331C (fi) | Menetelmä massatavaran pakkaamiseksi suurpakkaukseen ja massatavaralletarkoitettu suurpakkaus | |
| JP2008030777A (ja) | 商品包装体およびその形成方法 | |
| JP5629806B2 (ja) | 梱包材 | |
| KR200393941Y1 (ko) | 스크래치 방지용 제품 포장지 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0105 | International application |
Patent event date: 20171031 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20180706 Patent event code: PE09021S01D |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20181227 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20190312 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20190312 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20220223 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20240226 Start annual number: 6 End annual number: 6 |