KR20170134532A - 복합재료, 복합재료의 제조방법 및 성형품의 제조방법 - Google Patents
복합재료, 복합재료의 제조방법 및 성형품의 제조방법 Download PDFInfo
- Publication number
- KR20170134532A KR20170134532A KR1020177031119A KR20177031119A KR20170134532A KR 20170134532 A KR20170134532 A KR 20170134532A KR 1020177031119 A KR1020177031119 A KR 1020177031119A KR 20177031119 A KR20177031119 A KR 20177031119A KR 20170134532 A KR20170134532 A KR 20170134532A
- Authority
- KR
- South Korea
- Prior art keywords
- thermoplastic resin
- fiber
- continuous
- resin
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
- B29C70/205—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres the structure being shaped to form a three-dimensional configuration
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F5/00—Orthopaedic methods or devices for non-surgical treatment of bones or joints; Nursing devices ; Anti-rape devices
- A61F5/01—Orthopaedic devices, e.g. long-term immobilising or pressure directing devices for treating broken or deformed bones such as splints, casts or braces
- A61F5/0102—Orthopaedic devices, e.g. long-term immobilising or pressure directing devices for treating broken or deformed bones such as splints, casts or braces specially adapted for correcting deformities of the limbs or for supporting them; Ortheses, e.g. with articulations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/14—Making preforms characterised by structure or composition
- B29B11/16—Making preforms characterised by structure or composition comprising fillers or reinforcement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/22—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two-dimensional [2D] structure
- B29C70/226—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in at least two directions forming a two-dimensional [2D] structure the structure comprising mainly parallel filaments interconnected by a small number of cross threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/047—Reinforcing macromolecular compounds with loose or coherent fibrous material with mixed fibrous material
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/40—Yarns in which fibres are united by adhesives; Impregnated yarns or threads
- D02G3/402—Yarns in which fibres are united by adhesives; Impregnated yarns or threads the adhesive being one component of the yarn, i.e. thermoplastic yarn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/10—Moulding of mats
- B27N3/12—Moulding of mats from fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/06—Polyamides derived from polyamines and polycarboxylic acids
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Composite Materials (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Heart & Thoracic Surgery (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Vascular Medicine (AREA)
- Biomedical Technology (AREA)
- Orthopedic Medicine & Surgery (AREA)
- Nursing (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
본 발명의 복합재료는, 섬유성분으로서, 연속강화섬유(A)와 연속열가소성 수지섬유(B)를 포함하는 혼섬사와, 상기 혼섬사를 보형하는 열가소성 수지섬유(C)를 포함하고, 상기 열가소성 수지섬유(C)를 구성하는 열가소성 수지의 융점이 상기 연속열가소성 수지섬유(B)를 구성하는 열가소성 수지의 융점보다 15℃ 이상 높은 것을 특징으로 한다.
Description
도 2는 본 발명에 있어서의, 혼섬사의 배열상태를 나타내는 이미지도이다.
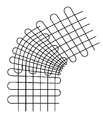
도 3은 본 발명에 있어서의, 혼섬사를 입체적으로 배열할 때의 혼섬사의 상태를 나타내는 이미지도이다.
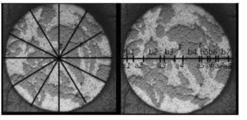
도 4는 분산도의 측정방법에 있어서의 화상처리의 일 예를 나타내는 도면이다.
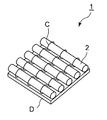
도 5는 본 발명의 복합재료의 실시형태의 일 예를 나타내는 도면이다.
도 6은 본 발명의 복합재료의 실시형태의 다른 일 예를 나타내는 개념도이다.
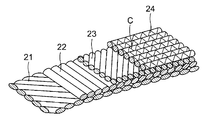
도 7은 본 발명의 복합재료의 실시형태의 또 다른 일 예를 나타내는 도면이다.


2, 21~25: 혼섬사
31~36: 혼섬사로 구성되는 층
C: 열가소성 수지섬유(C)
D: 수지필름(D)
Claims (18)
- 섬유성분으로서, 연속강화섬유(A)와 연속열가소성 수지섬유(B)를 포함하는 혼섬사와, 상기 혼섬사를 보형하는 열가소성 수지섬유(C)를 포함하고, 상기 열가소성 수지섬유(C)를 구성하는 열가소성 수지의 융점이 상기 연속열가소성 수지섬유(B)를 구성하는 열가소성 수지의 융점보다 15℃ 이상 높은, 복합재료.
- 제1항에 있어서,
상기 연속열가소성 수지섬유(B)를 구성하는 열가소성 수지가 폴리아미드 수지인, 복합재료.
- 제1항에 있어서,
상기 연속열가소성 수지섬유(B)를 구성하는 열가소성 수지가 디아민 유래의 구성단위와 디카르본산 유래의 구성단위를 포함하고, 디아민 유래의 구성단위의 50몰% 이상이 자일릴렌디아민에서 유래하는 폴리아미드 수지인, 복합재료.
- 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 열가소성 수지섬유(C)를 구성하는 열가소성 수지가 폴리아미드 수지인, 복합재료.
- 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 혼섬사는, 기재 상에 배열되며, 상기 열가소성 수지섬유(C)로 스티칭하여 보형되어 있는, 복합재료.
- 제5항에 있어서,
상기 기재는, 열가소성 수지필름(D)인, 복합재료.
- 제6항에 있어서,
상기 열가소성 수지필름(D)을 구성하는 열가소성 수지의 융점이 상기 연속열가소성 수지섬유(B)를 구성하는 열가소성 수지의 융점보다, 15℃ 이상 높은, 복합재료.
- 제6항 또는 제7항에 있어서,
상기 열가소성 수지필름(D)이 폴리아미드 수지를 포함하는, 복합재료.
- 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 연속강화섬유(A)는, 탄소섬유, 아라미드섬유 및 유리섬유 중 적어도 1종인, 복합재료.
- 제1항 내지 제8항 중 어느 한 항에 있어서,
상기 연속강화섬유(A)는, 탄소섬유인, 복합재료.
- 제1항 내지 제10항 중 어느 한 항에 있어서,
상기 열가소성 수지섬유(C)를 구성하는 열가소성 수지의 융점은, 상기 연속열가소성 수지섬유(B)를 구성하는 열가소성 수지의 융점보다, 15~100℃ 높은, 복합재료.
- 제1항 내지 제11항 중 어느 한 항에 있어서,
상기 혼섬사 중의 연속강화섬유(A)의 분산도가 60~100%인, 복합재료.
- 제1항 내지 제12항 중 어느 한 항에 있어서,
복수개의 혼섬사가 일방향으로 층상으로 병렬하고 있으며, 상기 층상의 혼섬사 상에, 복수개의 혼섬사가 상기 혼섬사의 병렬방향에 대하여, 10°~90°의 방향으로, 층상으로 병렬하고 있으며, 상기 열가소성 수지섬유(C)가 상기 층상의 혼섬사를 보형하고 있는, 복합재료.
- 제1항 내지 제13항 중 어느 한 항에 있어서,
상기 복합재료가 논크림프 패브릭인, 복합재료.
- 제1항 내지 제14항 중 어느 한 항에 있어서,
상기 혼섬사는, 연속강화섬유(A) 및 연속열가소성 수지섬유(B) 중 적어도 일방의 처리제에 의해, 속상으로 되어 있는, 복합재료.
- 제1항 내지 제15항 중 어느 한 항에 있어서,
의료용 장구 형성용인, 복합재료.
- 기재와, 기재 상에 배열하고 있는 혼섬사를, 열가소성 수지섬유(C)로 스티칭하는 것을 포함하고, 상기 혼섬사는, 섬유성분으로서, 연속강화섬유(A)와 연속열가소성 수지섬유(B)를 포함하고, 상기 열가소성 수지섬유(C)를 구성하는 열가소성 수지의 융점이 상기 연속열가소성 수지섬유(B)를 구성하는 열가소성 수지의 융점보다 15℃ 이상 높은, 복합재료의 제조방법.
- 제1항 내지 제16항 중 어느 한 항에 기재된 복합재료를, 상기 열가소성 수지섬유(C)를 구성하는 열가소성 수지의 융점보다 낮은 온도에서 성형하는 것을 포함하는, 성형품의 제조방법.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015077031 | 2015-04-03 | ||
| JPJP-P-2015-077031 | 2015-04-03 | ||
| JP2015228440A JP6659322B2 (ja) | 2015-04-03 | 2015-11-24 | 複合材料、複合材料の製造方法および成形品の製造方法 |
| JPJP-P-2015-228440 | 2015-11-24 | ||
| PCT/JP2016/060891 WO2016159340A1 (ja) | 2015-04-03 | 2016-04-01 | 複合材料、複合材料の製造方法および成形品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170134532A true KR20170134532A (ko) | 2017-12-06 |
| KR102385582B1 KR102385582B1 (ko) | 2022-04-12 |
Family
ID=57006147
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177031119A Active KR102385582B1 (ko) | 2015-04-03 | 2016-04-01 | 복합재료, 복합재료의 제조방법 및 성형품의 제조방법 |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR102385582B1 (ko) |
| WO (1) | WO2016159340A1 (ko) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6350774B1 (ja) * | 2016-11-16 | 2018-07-04 | 三菱瓦斯化学株式会社 | 成形品の製造方法 |
| WO2018168490A1 (ja) | 2017-03-15 | 2018-09-20 | 三菱瓦斯化学株式会社 | 材料、材料の製造方法、部分溶着材料、複合材料および成形品の製造方法 |
| JP6507203B2 (ja) | 2017-07-13 | 2019-04-24 | フドー株式会社 | 成形品の製造方法および製造装置 |
| JP7177433B2 (ja) | 2018-09-03 | 2022-11-24 | 国立大学法人東海国立大学機構 | 巻取体および巻取体の製造方法 |
| EP4005788A4 (en) * | 2019-07-30 | 2022-09-14 | Mitsubishi Gas Chemical Company, Inc. | PROCESS FOR MAKING A MOLDED PRODUCT AND COMPOSITE |
| WO2021019928A1 (ja) | 2019-07-30 | 2021-02-04 | 三菱瓦斯化学株式会社 | 成形品の製造方法および複合材料 |
| JP7487865B2 (ja) | 2020-02-27 | 2024-05-21 | 国立大学法人東海国立大学機構 | ホース、ホースの製造方法、および、油圧式ポンプ |
| JP2025041188A (ja) * | 2023-09-13 | 2025-03-26 | 国立大学法人東海国立大学機構 | 複合材料、成形品、および、成形品の製造方法 |
| WO2025158762A1 (ja) * | 2024-01-22 | 2025-07-31 | 三菱瓦斯化学株式会社 | 混繊糸、織物および成形品の製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02112916A (ja) * | 1988-10-21 | 1990-04-25 | Toyobo Co Ltd | 繊維強化熱可塑性コンポジットの成形方法 |
| JPH08157610A (ja) * | 1994-12-01 | 1996-06-18 | Asahi Fiber Glass Co Ltd | 長繊維強化材及びガラス繊維強化ポリアミド樹脂組成物 |
| JP2009019202A (ja) * | 2007-06-12 | 2009-01-29 | Toray Ind Inc | 成形材料、プリフォームおよび繊維強化樹脂 |
| JP2010017934A (ja) | 2008-07-10 | 2010-01-28 | Kurabo Ind Ltd | 強化繊維糸シートを有する補強用不織基布 |
| JP2011207198A (ja) | 2010-03-31 | 2011-10-20 | Hiroshima Prefecture | 繊維強化熱可塑性樹脂プリプレグの積層方法 |
| JP2014169411A (ja) | 2013-03-05 | 2014-09-18 | Mitsubishi Rayon Co Ltd | プリプレグ、及びその製造方法 |
| JP2014173196A (ja) | 2013-03-06 | 2014-09-22 | Gifu Univ | 混繊糸、織物および編み物、複合材料、並びに、複合材料の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2640240B2 (ja) * | 1988-04-13 | 1997-08-13 | 日本石油株式会社 | ロープの製造法 |
| JP3178562B2 (ja) * | 1993-01-29 | 2001-06-18 | 東洋紡績株式会社 | 熱可塑性コンポジット用ヤーン |
| JPH06238014A (ja) * | 1993-02-19 | 1994-08-30 | Toyobo Co Ltd | ラケットフレーム |
| JP6372996B2 (ja) * | 2013-11-20 | 2018-08-15 | 旭化成株式会社 | 複合材料成型体の製造方法 |
| EP3129203A1 (en) * | 2014-04-08 | 2017-02-15 | SABIC Global Technologies B.V. | Method of making a composite preform |
| JP5885223B1 (ja) * | 2014-09-10 | 2016-03-15 | 国立大学法人岐阜大学 | 混繊糸の製造方法、混繊糸、巻取体、および、織物 |
-
2016
- 2016-04-01 KR KR1020177031119A patent/KR102385582B1/ko active Active
- 2016-04-01 WO PCT/JP2016/060891 patent/WO2016159340A1/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02112916A (ja) * | 1988-10-21 | 1990-04-25 | Toyobo Co Ltd | 繊維強化熱可塑性コンポジットの成形方法 |
| JPH08157610A (ja) * | 1994-12-01 | 1996-06-18 | Asahi Fiber Glass Co Ltd | 長繊維強化材及びガラス繊維強化ポリアミド樹脂組成物 |
| JP2009019202A (ja) * | 2007-06-12 | 2009-01-29 | Toray Ind Inc | 成形材料、プリフォームおよび繊維強化樹脂 |
| JP2010017934A (ja) | 2008-07-10 | 2010-01-28 | Kurabo Ind Ltd | 強化繊維糸シートを有する補強用不織基布 |
| JP2011207198A (ja) | 2010-03-31 | 2011-10-20 | Hiroshima Prefecture | 繊維強化熱可塑性樹脂プリプレグの積層方法 |
| JP2014169411A (ja) | 2013-03-05 | 2014-09-18 | Mitsubishi Rayon Co Ltd | プリプレグ、及びその製造方法 |
| JP2014173196A (ja) | 2013-03-06 | 2014-09-22 | Gifu Univ | 混繊糸、織物および編み物、複合材料、並びに、複合材料の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2016159340A1 (ja) | 2016-10-06 |
| KR102385582B1 (ko) | 2022-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107405796B (zh) | 复合材料、复合材料的制造方法和成型品的制造方法 | |
| KR20170134532A (ko) | 복합재료, 복합재료의 제조방법 및 성형품의 제조방법 | |
| KR102522336B1 (ko) | 입체구조물의 제조방법 및 3d프린터용 필라멘트 | |
| TWI571542B (zh) | Mixed yarn and its manufacturing method and fabric | |
| JP6602552B2 (ja) | 成形体の製造方法 | |
| KR101761147B1 (ko) | 혼섬사의 제조방법, 혼섬사, 권취체 및 직물 | |
| KR102109905B1 (ko) | 직물 및 이를 성형하여 이루어지는 성형품 | |
| KR20150124947A (ko) | 혼섬사, 직물 및 편물, 복합재료, 그리고, 복합재료의 제조방법 | |
| KR20150127040A (ko) | 복합섬유, 직물, 편물 및 복합재료 | |
| JP7228178B2 (ja) | 材料および成形品の製造方法 | |
| TWI651189B (zh) | 材料、材料之製造方法、部分熔接材料、複合材料及成形品之製造方法 | |
| JP6806292B1 (ja) | 成形品の製造方法および複合材料 | |
| WO2021019928A1 (ja) | 成形品の製造方法および複合材料 | |
| WO2025158762A1 (ja) | 混繊糸、織物および成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 5 |
|
| U11 | Full renewal or maintenance fee paid |
Free format text: ST27 STATUS EVENT CODE: A-4-4-U10-U11-OTH-PR1001 (AS PROVIDED BY THE NATIONAL OFFICE) Year of fee payment: 5 |