KR20170138440A - 재료를 제거하는 것에 의해 공구를 가공하기 위한 방법 및 디바이스 - Google Patents
재료를 제거하는 것에 의해 공구를 가공하기 위한 방법 및 디바이스 Download PDFInfo
- Publication number
- KR20170138440A KR20170138440A KR1020177030136A KR20177030136A KR20170138440A KR 20170138440 A KR20170138440 A KR 20170138440A KR 1020177030136 A KR1020177030136 A KR 1020177030136A KR 20177030136 A KR20177030136 A KR 20177030136A KR 20170138440 A KR20170138440 A KR 20170138440A
- Authority
- KR
- South Korea
- Prior art keywords
- tool
- model
- contour
- parameter
- data set
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
- B23Q17/0904—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool before or after machining
- B23Q17/0919—Arrangements for measuring or adjusting cutting-tool geometry in presetting devices
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/402—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by control arrangements for positioning, e.g. centring a tool relative to a hole in the workpiece, additional detection means to correct position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/24—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves
- B23Q17/248—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves using special electromagnetic means or methods
- B23Q17/249—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves using special electromagnetic means or methods using image analysis, e.g. for radar, infrared or array camera images
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
- G01B11/25—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures by projecting a pattern, e.g. one or more lines, moiré fringes on the object
- G01B11/2518—Projection by scanning of the object
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by monitoring or safety
- G05B19/4065—Monitoring tool breakage, life or condition
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Program-control systems
- G05B19/02—Program-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form
- G05B19/4093—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part program, for the NC machine
- G05B19/40937—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of program data in numerical form characterised by part programming, e.g. entry of geometrical information as taken from a technical drawing, combining this with machining and material information to obtain control information, named part program, for the NC machine concerning programming of machining or material parameters, pocket machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q2717/00—Arrangements for indicating or measuring
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/35—Nc in input of data, input till input file format
- G05B2219/35519—Machining data and tool data
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/50—Machine tool, machine tool null till machine tool work handling
- G05B2219/50214—Refurbish, refinish, reprofile, recondition, restore, rebuild profile
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Human Computer Interaction (AREA)
- Automation & Control Theory (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Radar, Positioning & Navigation (AREA)
- Remote Sensing (AREA)
- Electromagnetism (AREA)
- Optics & Photonics (AREA)
- Geometry (AREA)
- Numerical Control (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
도 1은 재료를 제거하는 것에 의해 공구를 가공하기 위한 디바이스의 예시적인 실시예의 블록도;
도 2는 재료를 제거하는 것에 의해 공구를 가공하기 위한 방법의 예시적인 실시예의 흐름도;
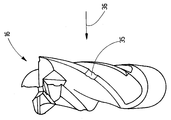
도 3은 마모되지 않은 공구의 사시도;
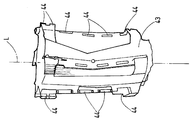
도 4는 사용되어 마모된 상태의 도 3의 공구를 도시한 도면;
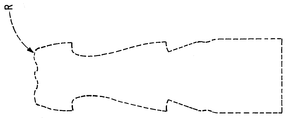
도 5는 공구 데이터 세트의 기준 외형을 나타내는 개략도;
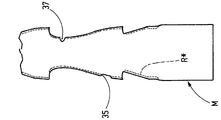
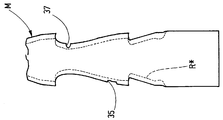
도 6 내지 도 8은 도 5의 기준 외형 뿐만 아니라 측정된 데이터에 의해 기록된 도 4의 공구의 3차원 가상 공구 모델을 나타내는 개략도;
도 9는 추가의 제조 공정에 의해 층들로 제조된 공구의 개략 측면도;
도 10은 코팅이 제공된 초경 일체형 공구의 개략 측면도;
도 11은 도 10의 영역 XI의 상세도;
도 12는 캐리어 뿐만 아니라 캐리어 상에 배열된 절삭 플레이트들을 포함하는 예시적인 공구를 도시한 도면; 및
도 13은 도 12의 공구 상의 특정 위치에 있지 않은 절삭 플레이트의 개략도 및 종래의 방법에서 필요한 절삭 플레이트 상의 접촉 지점들의 개략도.
17 측정 유닛 18 가공 유닛
19 제어 유닛 20 메모리 유닛
23 측정 디바이스 24 3D 스캐너
25 레이저 빔 26 카메라
29 공구 홀더 30 가공 공구, 로터리 드라이브
31 연삭 디스크 32 레이저
35 오목부 36 화살표
37 노치 40 층
41 초경 일체형 금속 코어 42 코팅
52a 라운딩된 영역 42b 금속 체적
43 캐리어 44 절삭 플레이트
44i 절삭 플레이트의 실제 위치 44s 절삭 플레이트의 필요한 위치
AW 축 방향 각도 위치 D 회전축
M 3차원 가상 공구 모델 MP 모델 파라미터
R 기준 외형 SK 필요한 공구 외형
V 방법 V1 제1 단계
V2 제2 단계 V3 제3 단계
V4 제4 단계 V5 제5 단계
V6 제6 단계 V7 제7 단계
V8 제8 단계 V9 제9 단계
V10 제10 단계 WD 공구 데이터 기록
WP 공구 파라미터
Claims (16)
- 재료를 제거하는 것에 의해 공구(16)를 가공하기 위한 방법(V)으로서,
- 3차원으로 상기 공구(16)의 측정을 수행하고, 3차원 측정의 측정 데이터에 기초하여 상기 공구(16)의 3차원 가상 공구 모델(M)을 생성하는 단계;
- 몇 개의 공구 데이터 세트(WD)들에, 상기 공구(16)의 각각의 하나의 기준 외형(R) 및/또는 상기 공구(16)의 하나의 특성에 대응하는 적어도 하나의 공구 파라미터(MP)를 제공하는 단계로서, 각각의 공구 데이터 세트(WD)는 각각 하나의 가공 프로그램(PR)에 할당되는, 상기 단계;
- 각각의 기준 외형(R)과 상기 3차원 가상 공구 모델(M)을 비교 및/또는 상기 가상 공구 모델(M)의 함수로서 결정되고 상기 공구(16)의 특성에 대응하는 모델 파라미터(MP)를 저장된 공구 데이터 세트(WD)의 각각의 공구 파라미터(MP)와 비교하는 단계;
- 상기 3차원 공구 모델(M) 및/또는 적어도 하나의 모델 파라미터(MP)에 대응하는 공구 데이터 세트(WD)를 선택하거나, 또는 상기 3차원 가상 공구 모델(M) 및/또는 적어도 하나의 모델 파라미터(MP)에 대응하는 공구 데이터 세트(WD)를 생성하고 선택하는 단계;
- 상기 재료의 제거가 가능한 최소인 한계 조건 하에서 상기 3차원 가상 공구 모델(M)에, 상기 공구 데이터 세트(WD)에 기초하여 결정되거나 또는 상기 공구 데이터 세트(WD)에 포함된 기준 외형(R)을 맞추는 것에 의해 필요한 공구 외형(SK)을 생성하는 단계;
- 상기 필요한 공구 외형(SK)에 대응하는 실제 공구 외형을 생성하기 위하여 재료를 제거하는 것에 의해 상기 공구(16)를 가공하는 단계를 포함하는 방법. - 제1항에 있어서, 마모 또는 손상된 절삭 공구(16)를 재가공하기 위해 준비되는 것을 특징으로 하는 방법.
- 제1항 또는 제2항에 있어서, 추가의 제조 공정에 의해 제조된 공구 블랭크를 가공하기 위하여 준비되는 것을 특징으로 하는 방법.
- 제1항 내지 제3항 중 한 항에 있어서, 코팅(42)이 제공되는 초경 일체형 공구를 가공하기 위해 준비되는 것을 특징으로 하는 방법.
- 제1항 내지 제4항 중 한 항에 있어서, 캐리어(43), 및 상기 캐리어(43) 상에 배열된 적어도 하나의 절삭 블레이드(44)를 포함하는 공구(16)를 가공하기 위해 준비되는 것을 특징으로 하는 방법.
- 제5항에 있어서, 하나 이상의 절삭 플레이트(44)들의 반경 방향 외부 가장자리의 과정(course)은 상기 필요한 공구 외형(SK)의 함수로서 가공 유닛(18)에 의해 교정되는 것을 특징으로 하는 방법.
- 제1항 내지 제6항 중 한 항에 있어서, 상기 공구 데이터 세트(WD)와 상기 3차원 가상 공구 모델(M)의 비교 동안, 상기 가상 공구 모델(M)에 대한 좌표계의 적어도 하나의 축을 중심으로 하는 기준 외형(R)의 시프트 및/또는 회전이 수행되는 것을 특징으로 하는 방법.
- 제1항 내지 제7항 중 한 항에 있어서, 상기 필요한 공구 외형(SK)의 생성 동안, 상기 기준 외형(R)은 적어도 하나 이상의 섹션들에서 시프팅 및/또는 회전 및/또는 스케일링되는 것을 특징으로 하는 방법.
- 제1항 내지 제8항 중 한 항에 있어서, 상기 필요한 공구 외형(SK)의 생성 동안, 적어도 하나의 지정된 특성의 유지가 적어도 하나의 추가적인 한계 조건으로서 상기 공구에 대해 지정되는 것을 특징으로 하는 방법.
- 제1항 내지 제9항 중 한 항에 있어서, 상기 필요한 공구 외형(SK)과 상기 3차원 가상 공구 모델(M) 사이의 차이는 제거될 재료의 체적을 형성하는 것을 특징으로 하는 방법.
- 제1항 내지 제10항 중 한 항에 있어서, 각각의 공구 데이터 세트(WD)는 기준 외형(R) 뿐만 아니라 적어도 하나의 공구 파라미터(WP)를 포함하는 것을 특징으로 하는 방법.
- 제11항에 있어서, 하나의 공구 데이터 세트(WD)의 선택 전에 상기 비교 동안, 먼저 상기 적어도 하나의 모델 파라미터(MP)는 상기 적어도 하나의 공구 파라미터(WP)와 비교되고, 상기 기준 외형(R)과 상기 3차원 가상 공구 모델(M)의 비교는 적어도 하나의 모델 파라미터(MP)가 상기 적어도 하나의 공구 파라미터(WD)에 일치하는 이러한 공구 데이터 세트(WD)들을 위해서만 수행되는 것을 특징으로 하는 방법.
- 제1항 내지 제12항 중 한 항에 있어서, 상기 3차원 공구 모델(M)의 사용에 의한 적어도 하나의 모델 파라미터(MP)의 결정은,
- 측정 프로그램을 생성 및/또는 선택하는 단계로서, 상기 측정 프로그램은 상기 가상 공구 모델(M)을 통한 적어도 하나의 절삭 평면, 및 결정될 상기 적어도 하나의 모델 파라미터(MP)가 상기 적어도 하나의 절삭 평면과 상기 3차원 가상 공구 모델(M) 사이의 적어도 하나의 절삭 외형에 의해 결정될 수 있도록 하는 하나의 측정 과제를 지정하는, 상기 단계;
- 상기 측정 프로그램을 시작하고, 상기 적어도 하나의 절삭 평면에서 상기 3차원 가상 공구 모델(M)의 적어도 하나의 절삭 외형에 의해 상기 적어도 하나의 모델 파라미터(MP)를 결정하는 단계를 포함하는 것을 특징으로 하는 방법. - 제13항에 있어서, 상기 모델 파라미터(MP)로서, 절삭 각도 및/또는 여유각, 및/또는 쐐기각 및/또는 블레이드들의 수 및/또는 각도 피치 및/또는 공구의 길이 및/또는 코어 지름 및/또는 비틀림의 각도 및/또는 절삭날에서의 모서리 반경이 결정되는 것을 특징으로 하는 방법.
- 제1항 내지 제14항 중 한 항에 있어서, 상기 3차원 가상 공구 모델(M)은,
- 몇 개의 방향으로부터 상기 공구(16)를 평가하고 도트 클라우드(PW)의 형태로 측정 데이터를 생성하고;
- 공구 클라우드(PW)에 기초하여 상기 공구(16)의 3차원 가상 공구 모델(M)을 생성하는 것과 같이 생성되는 것을 특징으로 하는 방법. - 재료를 제거하는 것에 의해 공구(16)를 가공하기 위한 디바이스(15)로서,
재료를 제거하는 것에 의해 상기 공구(16)를 가공하도록 준비되는 가공 유닛(18),
상기 공구(16)의 3차원 가상 공구 모델(M)의 생성을 위한 측정 데이터를 생성하도록 준비되는 적어도 하나의 측정 디바이스(23),
상기 공구(16)의 기준 외형(R) 및/또는 상기 공구(16)의 특성에 대응하는 적어도 하나의 공구 파라미터(MP)를 각각 포함하는 메모리 유닛(20)으로서, 각각의 하나의 가공 프로그램(PR)에 각각 할당되는 몇개의 공구 데이터 세트(WD)들이 저장되는, 상기 메모리 유닛(20), 및
- 상기 적어도 하나의 측정 디바이스(23)에 의해 3차원으로 상기 공구(16)의 측정을 수행하는 단계;
- 상기 측정 디바이스(23)의 측정 데이터에 기초하여 상기 공구(16)의 3차원 가상 공구 모델(M)을 생성하는 단계;
- 각각의 기준 외형(R)과 상기 3차원 가상 공구 모델(M)을 비교 및/또는 상기 가상 공구 모델(M)의 함수로서 결정되고 상기 공구(16)의 특성에 대응하는 모델 파라미터(MP)를 저장된 공구 데이터 세트(WD)의 각각의 공구 파라미터(MP)와 비교하는 단계;
- 상기 3차원 공구 모델(M) 및/또는 적어도 하나의 모델 파라미터(MP)에 대응하는 공구 데이터 세트(WD)를 선택하거나, 또는 상기 3차원 가상 공구 모델(M) 및/또는 적어도 하나의 모델 파라미터(MP)에 대응하는 공구 데이터 세트(WD)를 생성하고 선택하는 단계;
- 상기 재료의 제거가 가능한 최소인 한계 조건 하에서 상기 3차원 가상 공구 모델(M)에, 상기 공구 데이터 세트(WD)에 기초하여 결정되거나 또는 상기 공구 데이터 세트(WD)에 포함된 기준 외형(R)을 맞추는 것에 의해 필요한 공구 외형(SK)을 생성하는 단계; 및
- 상기 필요한 공구 외형(SK)에 대응하는 실제 공구 외형을 생산하기 위해 재료를 제거하는 것에 의해 상기 공구(16)를 가공하는 단계를 수행하거나 또는 제어하도록 준비된 제어 유닛(19)을 포함하는 디바이스.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015105999.1 | 2015-04-20 | ||
| DE102015105999.1A DE102015105999B4 (de) | 2015-04-20 | 2015-04-20 | Verfahren und Vorrichtung zur materialabtragenden Bearbeitung eines Werkzeuges |
| PCT/EP2016/057685 WO2016169782A1 (de) | 2015-04-20 | 2016-04-08 | Verfahren und vorrichtung zur materialabtragenden bearbeitung eines werkzeuges |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170138440A true KR20170138440A (ko) | 2017-12-15 |
| KR102081572B1 KR102081572B1 (ko) | 2020-02-26 |
Family
ID=55858740
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177030136A Expired - Fee Related KR102081572B1 (ko) | 2015-04-20 | 2016-04-08 | 재료를 제거하는 것에 의해 공구를 가공하기 위한 방법 및 디바이스 |
Country Status (16)
| Country | Link |
|---|---|
| US (1) | US10401827B2 (ko) |
| EP (1) | EP3285961B1 (ko) |
| JP (1) | JP6659723B2 (ko) |
| KR (1) | KR102081572B1 (ko) |
| CN (1) | CN107529334B (ko) |
| AU (1) | AU2016251428B2 (ko) |
| DE (1) | DE102015105999B4 (ko) |
| DK (1) | DK3285961T3 (ko) |
| ES (1) | ES2717192T3 (ko) |
| HU (1) | HUE042613T2 (ko) |
| PL (1) | PL3285961T3 (ko) |
| PT (1) | PT3285961T (ko) |
| SI (1) | SI3285961T1 (ko) |
| TR (1) | TR201903568T4 (ko) |
| TW (1) | TWI680027B (ko) |
| WO (1) | WO2016169782A1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200070905A (ko) * | 2018-12-10 | 2020-06-18 | (주) 에스비네트워크 | 나사 형상의 절삭 가공품의 표면 불량 검사 장치 및 검사 방법 |
| KR102177726B1 (ko) * | 2019-05-15 | 2020-11-12 | 한국기계연구원 | 가공품 검사 장치 및 검사 방법 |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015105999B4 (de) * | 2015-04-20 | 2016-11-10 | Walter Maschinenbau Gmbh | Verfahren und Vorrichtung zur materialabtragenden Bearbeitung eines Werkzeuges |
| CA2930079A1 (en) * | 2016-05-12 | 2017-11-12 | Skatescribe Corporation | Methods of customizing ice blades and their use |
| WO2019043488A1 (en) * | 2017-08-31 | 2019-03-07 | Freedom Automation Solutions Llp | PRECIOUS STONE POLISHING ROBOT AUTOMATIC |
| EP3511101B1 (de) * | 2018-01-10 | 2020-09-23 | Klingelnberg GmbH | Verfahren zum prüfen eines schleifwerkzeugs und entsprechende vorrichtung |
| DE102018101407B4 (de) * | 2018-01-23 | 2024-04-18 | Walter Maschinenbau Gmbh | Werkzeugmaschine und Verfahren zur Vorbereitung einer Bearbeitung eines spanabtragenden Rotationswerkzeugs |
| CN111890123B (zh) * | 2019-05-06 | 2022-02-08 | 四川大学 | 一种刀具前刀面轴向倾角在机检测计算方法 |
| CH716246A1 (fr) * | 2019-06-03 | 2020-12-15 | Watch Out Sa | Module d'usinage et machine-outil comprenant une unité de suivi de l'usure de l'outil, et procédés de détection de la position, du profil et de l'usure de l'outil. |
| CN110315431B (zh) * | 2019-06-05 | 2021-09-03 | 广州文冲船厂有限责任公司 | 一种构件打磨轨迹生成方法、装置和设备 |
| DE102019127520C5 (de) * | 2019-10-12 | 2024-03-07 | KAPP NILES GmbH & Co. KG | Verfahren zum Schleifen der Verzahnung eines Zahnrads |
| CN110716494B (zh) * | 2019-11-13 | 2020-11-17 | 中国航发动力股份有限公司 | 刀具参数识别法和基于刀具参数的摆线加工参数优化方法 |
| CN111159825B (zh) * | 2019-12-16 | 2022-03-22 | 西北工业大学 | 一种薄壁叶片切削轨迹参数优化方法 |
| EP3904824B1 (de) * | 2020-04-28 | 2024-09-11 | Carl Zeiss Industrielle Messtechnik GmbH | Verfahren und vorrichtung zur vermessung eines bauteils, verfahren zur qualitätsprüfung und verfahren zur herstellung eines bauteils |
| DE102020114158A1 (de) | 2020-05-27 | 2021-12-02 | E. Zoller GmbH & Co. KG Einstell- und Messgeräte | Optisches Mess- und/oder Einstellverfahren und optisches Werkzeugeinstell- und/oder Werkzeugmessgerät |
| DE102020117316A1 (de) | 2020-07-01 | 2022-01-05 | Homag Gmbh | Verfahren zum Überwachen und Steuern einer Werkzeugmaschine und Werkzeugmaschine |
| JP6901612B1 (ja) * | 2020-07-28 | 2021-07-14 | Dmg森精機株式会社 | 画像処理装置及び工作機械 |
| EP3955072A1 (de) * | 2020-08-13 | 2022-02-16 | Siemens Aktiengesellschaft | Vorrichtung und verfahren zum bearbeiten eines werkstücks |
| US11730575B2 (en) * | 2020-09-10 | 2023-08-22 | James R. Glidewell Dental Ceramics, Inc. | Milling burs and systems and methods for performing quality control of the same |
| CN112729039A (zh) * | 2020-10-27 | 2021-04-30 | 天津市计量监督检测科学研究院 | 一种螺纹规用计量校准方法 |
| JP7647304B2 (ja) * | 2021-04-30 | 2025-03-18 | 村田機械株式会社 | 工具刃先成形装置及び工具刃先成形方法 |
| JP7574731B2 (ja) * | 2021-04-30 | 2024-10-29 | トヨタ自動車株式会社 | 測定装置 |
| TWI817487B (zh) * | 2021-05-13 | 2023-10-01 | 日商芝浦機械股份有限公司 | 檢測工具的形狀的裝置及檢測工具的形狀的方法 |
| JP7646011B2 (ja) | 2021-08-10 | 2025-03-14 | 三菱電機株式会社 | 計測装置、付加加工システムおよび切削加工システム |
| CN114589631B (zh) * | 2022-01-10 | 2023-04-07 | 黄山飞黄精密齿轮刀具制造有限公司 | 一种数控铲磨床控制系统和方法 |
| EP4349527A1 (en) * | 2022-10-06 | 2024-04-10 | Rollomatic S.A. | Method for grinding small rotary cutting tools by a grinding machine |
| CN117047569B (zh) * | 2023-09-25 | 2026-03-31 | 江苏宏宝工具有限公司 | 基于传感器数据交互的工具钳打磨方法及装置 |
| NO20240673A1 (en) * | 2024-06-21 | 2025-12-22 | Conoptica As | Determining radial withdrawal and cutter edge geometry of a cutter on a rotating tool |
| CN119387731A (zh) * | 2024-09-12 | 2025-02-07 | 依润特工业智能科技(苏州)有限公司 | 一种塑胶模具的加工控制方法及系统 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150028007A1 (en) * | 2011-10-19 | 2015-01-29 | Walter Maschinenbau Gmbh | Method and device for machining a rotary tool with a plurality of cutting bodies |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54152281A (en) | 1978-05-22 | 1979-11-30 | Mitsubishi Metal Corp | Surface-coated tool component and manufacturing method |
| DE4026942A1 (de) * | 1990-08-25 | 1992-02-27 | Zeiss Carl Fa | Verfahren zur beruehrungslosen vermessung von objektoberflaechen |
| JP3666947B2 (ja) | 1995-09-19 | 2005-06-29 | キヤノン株式会社 | Ncデータ作成装置及びその補正データ作成方法 |
| DE19749940C5 (de) | 1997-11-11 | 2010-05-20 | Boehringer Werkzeugmaschinen Gmbh | Verfahren zur verwendungsfähigen Fertigbearbeitung von Kurbelwellen |
| JP2000099122A (ja) * | 1998-09-24 | 2000-04-07 | Nissan Motor Co Ltd | Camシステム用最大非干渉回転体決定装置 |
| JP3378834B2 (ja) | 1999-07-08 | 2003-02-17 | 川崎重工業株式会社 | 仕上げ加工方法および装置 |
| JP4088491B2 (ja) | 2002-08-01 | 2008-05-21 | 株式会社アマダエンジニアリングセンター | ドリルの自動研磨加工装置およびその方法 |
| US6912446B2 (en) * | 2002-10-23 | 2005-06-28 | General Electric Company | Systems and methods for automated sensing and machining for repairing airfoils of blades |
| JP2004322287A (ja) | 2003-04-28 | 2004-11-18 | Utsunomiya Seisakusho:Kk | 切削工具用再研磨装置 |
| US7577491B2 (en) | 2005-11-30 | 2009-08-18 | General Electric Company | System and method for extracting parameters of a cutting tool |
| JP2008062369A (ja) | 2006-09-11 | 2008-03-21 | Tungaloy Corp | 穴あけ工具に取り付けられるチップの製造方法、並びに穴あけ工具の製造方法および穴あけ工具 |
| US7768655B2 (en) | 2006-12-20 | 2010-08-03 | General Electric Company | Methods and system for measuring an object |
| JP2008196989A (ja) | 2007-02-14 | 2008-08-28 | General Electric Co <Ge> | 切削工具のパラメータを抽出するためのシステム及び方法 |
| CN101246506A (zh) * | 2007-02-16 | 2008-08-20 | 通用电气公司 | 提取刀具参数的系统和方法 |
| EP2254728B1 (en) * | 2008-02-19 | 2019-09-11 | Rolls-Royce Corporation | System and method for repairing objects |
| JP5391658B2 (ja) | 2008-11-18 | 2014-01-15 | 株式会社Ihi | 欠損部の補修方法及び欠損部の補修システム |
| DE102009030644B4 (de) * | 2009-06-25 | 2011-02-03 | Gottfried Wilhelm Leibniz Universität Hannover | Berührungslose Erfassungseinrichtung |
| EP2317075B1 (en) * | 2009-10-30 | 2013-01-02 | Alstom Technology Ltd | Method for repairing a gas turbine component |
| CN102581700B (zh) | 2012-02-28 | 2014-10-15 | 上海大学 | 视频与激光融合的旋转刀具在线自动检测装置 |
| JP5383853B2 (ja) | 2012-04-04 | 2014-01-08 | 三菱重工業株式会社 | 工具形状測定装置、及び工具形状測定方法 |
| CN102901443B (zh) * | 2012-06-05 | 2016-01-20 | 深圳深蓝精机有限公司 | 刀具自动检测设备 |
| DE102012106139B4 (de) * | 2012-07-09 | 2015-06-11 | Hochschule Reutlingen | Verfahren und Vorrichtung zur Ermittlung eines Werkzeugverschleißes in einer Werkzeugmaschine zur geometrisch bestimmten Zerspanung |
| DE102012106193A1 (de) | 2012-07-10 | 2014-01-16 | Tekno-Medical Optik-Chirurgie Gmbh | Wundhaken |
| JP5616478B1 (ja) | 2013-04-18 | 2014-10-29 | ファナック株式会社 | ワークを搬送するロボットを備えるロボットシステム |
| CN103586740B (zh) | 2013-10-31 | 2016-04-06 | 东华大学 | 一种微细精密加工刀具工作形貌在位检测方法 |
| US10226895B2 (en) * | 2013-12-03 | 2019-03-12 | Autodesk, Inc. | Generating support material for three-dimensional printing |
| DE102015105999B4 (de) * | 2015-04-20 | 2016-11-10 | Walter Maschinenbau Gmbh | Verfahren und Vorrichtung zur materialabtragenden Bearbeitung eines Werkzeuges |
-
2015
- 2015-04-20 DE DE102015105999.1A patent/DE102015105999B4/de not_active Expired - Fee Related
-
2016
- 2016-04-08 DK DK16719021.4T patent/DK3285961T3/en active
- 2016-04-08 HU HUE16719021A patent/HUE042613T2/hu unknown
- 2016-04-08 ES ES16719021T patent/ES2717192T3/es active Active
- 2016-04-08 EP EP16719021.4A patent/EP3285961B1/de active Active
- 2016-04-08 US US15/568,204 patent/US10401827B2/en active Active
- 2016-04-08 PT PT16719021T patent/PT3285961T/pt unknown
- 2016-04-08 CN CN201680022811.9A patent/CN107529334B/zh not_active Expired - Fee Related
- 2016-04-08 WO PCT/EP2016/057685 patent/WO2016169782A1/de not_active Ceased
- 2016-04-08 PL PL16719021T patent/PL3285961T3/pl unknown
- 2016-04-08 TR TR2019/03568T patent/TR201903568T4/tr unknown
- 2016-04-08 SI SI201630204T patent/SI3285961T1/sl unknown
- 2016-04-08 JP JP2017554558A patent/JP6659723B2/ja not_active Expired - Fee Related
- 2016-04-08 KR KR1020177030136A patent/KR102081572B1/ko not_active Expired - Fee Related
- 2016-04-08 AU AU2016251428A patent/AU2016251428B2/en not_active Ceased
- 2016-04-18 TW TW105111969A patent/TWI680027B/zh not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20150028007A1 (en) * | 2011-10-19 | 2015-01-29 | Walter Maschinenbau Gmbh | Method and device for machining a rotary tool with a plurality of cutting bodies |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200070905A (ko) * | 2018-12-10 | 2020-06-18 | (주) 에스비네트워크 | 나사 형상의 절삭 가공품의 표면 불량 검사 장치 및 검사 방법 |
| KR102177726B1 (ko) * | 2019-05-15 | 2020-11-12 | 한국기계연구원 | 가공품 검사 장치 및 검사 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3285961B1 (de) | 2019-02-20 |
| AU2016251428B2 (en) | 2019-05-16 |
| ES2717192T3 (es) | 2019-06-19 |
| TWI680027B (zh) | 2019-12-21 |
| DE102015105999B4 (de) | 2016-11-10 |
| JP2018516178A (ja) | 2018-06-21 |
| KR102081572B1 (ko) | 2020-02-26 |
| AU2016251428A1 (en) | 2017-12-07 |
| CN107529334B (zh) | 2020-03-13 |
| PT3285961T (pt) | 2019-04-02 |
| EP3285961A1 (de) | 2018-02-28 |
| WO2016169782A1 (de) | 2016-10-27 |
| DK3285961T3 (en) | 2019-04-08 |
| SI3285961T1 (sl) | 2019-07-31 |
| TR201903568T4 (tr) | 2019-04-22 |
| PL3285961T3 (pl) | 2019-08-30 |
| US10401827B2 (en) | 2019-09-03 |
| DE102015105999A1 (de) | 2016-10-20 |
| JP6659723B2 (ja) | 2020-03-04 |
| CN107529334A (zh) | 2017-12-29 |
| TW201703916A (zh) | 2017-02-01 |
| HUE042613T2 (hu) | 2019-07-29 |
| US20180143611A1 (en) | 2018-05-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102081572B1 (ko) | 재료를 제거하는 것에 의해 공구를 가공하기 위한 방법 및 디바이스 | |
| Yilmaz et al. | A repair and overhaul methodology for aeroengine components | |
| JP5804367B2 (ja) | 加工誤差予測方法、加工誤差予測装置、工具経路修正方法及び工具経路修正装置 | |
| KR102445605B1 (ko) | 궤도 산출 프로그램, 가공 장치, 궤도 산출 방법, 공구 및 가공물품 | |
| EP4075216B1 (en) | Tool path generation method, tool path generation device, and machine tool control device | |
| JP2013054431A5 (ko) | ||
| JP7446055B2 (ja) | 切削工具を製造するための方法及び機械設備 | |
| EP3201706B1 (en) | Machining method by turning at least one surface of an ophthalmic lens, using a turning machine having at least one geometrical defect | |
| JP2019107763A5 (ko) | ||
| CN109614740A (zh) | 基于三维设计软件求解螺旋曲面磨削接触线的方法及系统 | |
| CN115167275B (zh) | 一种无干涉刀轴方向获得方法及刀具轨迹规划方法 | |
| JP2001022422A (ja) | 仕上げ加工方法および仕上げ加工装置 | |
| JP6679599B2 (ja) | 機械部品の製造方法、機械部品の製造装置、回転対称面の加工方法、記録媒体およびプログラム | |
| Fan | Cutting speed modelling in ball nose milling applications | |
| Avrampos et al. | Coverage in planar surface polishing by trochoidal tool paths | |
| JP2002346899A (ja) | 曲面加工法及び加工装置 | |
| JP6838056B2 (ja) | 切れ刃の軌道を補正する方法、記録媒体およびプログラム | |
| JP7740065B2 (ja) | プロセッサシステム、加工経路生成方法およびプログラム | |
| JP6175096B2 (ja) | 機械部品の製造方法、機械部品の製造装置、回転対称面の加工方法、記録媒体およびプログラム | |
| JP2025531856A (ja) | 切断工具を加工する方法および該方法を実施する加工装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20240221 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20240221 |