KR20190132425A - 높은 부식성 또는 침식성이 있는 산업용 적용들에서의 사용을 위한 세라믹 재료 조립체 - Google Patents
높은 부식성 또는 침식성이 있는 산업용 적용들에서의 사용을 위한 세라믹 재료 조립체 Download PDFInfo
- Publication number
- KR20190132425A KR20190132425A KR1020197030563A KR20197030563A KR20190132425A KR 20190132425 A KR20190132425 A KR 20190132425A KR 1020197030563 A KR1020197030563 A KR 1020197030563A KR 20197030563 A KR20197030563 A KR 20197030563A KR 20190132425 A KR20190132425 A KR 20190132425A
- Authority
- KR
- South Korea
- Prior art keywords
- rotor shaft
- hydraulic fracturing
- highly corrosive
- ceramic
- industrial components
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32458—Vessel
- H01J37/32477—Vessel characterised by the means for protecting vessels or internal parts, e.g. coatings
- H01J37/32495—Means for protecting the vessel against plasma
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04F—PUMPING OF FLUID BY DIRECT CONTACT OF ANOTHER FLUID OR BY USING INERTIA OF FLUID TO BE PUMPED; SIPHONS
- F04F13/00—Pressure exchangers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/0008—Soldering, e.g. brazing, or unsoldering specially adapted for particular articles or work
- B23K1/0016—Soldering of electronic components
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
- B23K1/19—Soldering, e.g. brazing, or unsoldering taking account of the properties of the materials to be soldered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/24—Selection of soldering or welding materials proper
- B23K35/28—Selection of soldering or welding materials proper with the principal constituent melting at less than 950°C
- B23K35/286—Al as the principal constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B18/00—Layered products essentially comprising ceramics, e.g. refractory products
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/003—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/003—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts
- C04B37/006—Joining burned ceramic articles with other burned ceramic articles or other articles by heating by means of an interlayer consisting of a combination of materials selected from glass, or ceramic material with metals, metal oxides or metal salts consisting of metals or metal salts
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/455—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for introducing gases into reaction chamber or for modifying gas flows in reaction chamber
- C23C16/45563—Gas nozzles
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/455—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating characterised by the method used for introducing gases into reaction chamber or for modifying gas flows in reaction chamber
- C23C16/45563—Gas nozzles
- C23C16/4558—Perforated rings
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
- C23C16/50—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating using electric discharges
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B43/00—Methods or apparatus for obtaining oil, gas, water, soluble or meltable materials or a slurry of minerals from wells
- E21B43/25—Methods for stimulating production
- E21B43/26—Methods for stimulating production by forming crevices or fractures
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/3244—Gas supply means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32458—Vessel
- H01J37/32467—Material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32431—Constructional details of the reactor
- H01J37/32623—Mechanical discharge control means
- H01J37/32642—Focus rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic materials other than metals or composite materials
- B23K2103/52—Ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6581—Total pressure below 1 atmosphere, e.g. vacuum
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6582—Hydrogen containing atmosphere
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
- C04B2235/9607—Thermal properties, e.g. thermal expansion coefficient
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/121—Metallic interlayers based on aluminium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/02—Aspects relating to interlayers, e.g. used to join ceramic articles with other articles by heating
- C04B2237/12—Metallic interlayers
- C04B2237/126—Metallic interlayers wherein the active component for bonding is not the largest fraction of the interlayer
- C04B2237/127—The active component for bonding being a refractory metal
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/348—Zirconia, hafnia, zirconates or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/366—Aluminium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/36—Non-oxidic
- C04B2237/368—Silicon nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/60—Forming at the joining interface or in the joining layer specific reaction phases or zones, e.g. diffusion of reactive species from the interlayer to the substrate or from a substrate to the joining interface, carbide forming at the joining interface
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/62—Forming laminates or joined articles comprising holes, channels or other types of openings
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/70—Forming laminates or joined articles comprising layers of a specific, unusual thickness
- C04B2237/708—Forming laminates or joined articles comprising layers of a specific, unusual thickness of one or more of the interlayers
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/50—Processing aspects relating to ceramic laminates or to the joining of ceramic articles with other articles by heating
- C04B2237/84—Joining of a first substrate with a second substrate at least partially inside the first substrate, where the bonding area is at the inside of the first substrate, e.g. one tube inside another tube
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J2237/00—Discharge tubes exposing object to beam, e.g. for analysis treatment, etching, imaging
- H01J2237/32—Processing objects by plasma generation
- H01J2237/33—Processing objects by plasma generation characterised by the type of processing
- H01J2237/332—Coating
- H01J2237/3321—CVD [Chemical Vapor Deposition]
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/76—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches
- H10P72/7604—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support
- H10P72/7616—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using mechanical means, e.g. clamps or pinches the wafers being placed on a susceptor, stage or support characterised by a coating, a hardness or a material
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Organic Chemistry (AREA)
- Analytical Chemistry (AREA)
- Ceramic Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Metallurgy (AREA)
- Structural Engineering (AREA)
- Ceramic Products (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mining & Mineral Resources (AREA)
- Fluid Mechanics (AREA)
- Environmental & Geological Engineering (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Chemical Vapour Deposition (AREA)
- General Engineering & Computer Science (AREA)
- Drying Of Semiconductors (AREA)
Abstract
Description
[0004] 도 2는 마모된 회전자의 도면이다.
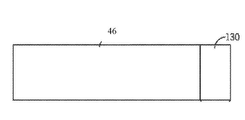
[0005] 도 3은 본 발명의 일부 실시예들에 따른 회전자 샤프트이다.
[0006] 도 4는 본 발명의 일부 실시예들에 따른 단부 캡의 단면도이다.
[0007] 도 5는 본 발명의 일부 실시예들에 따른 회전자 기저 구조물이다.
[0008] 도 6은 본 발명의 일부 실시예들에 따른 단부 캡이다.
Claims (36)
- 유압식 파쇄 시스템(hydraulic fracturing system)을 위한 회전자 샤프트(rotor shaft)로서,
단부를 가지고 그리고 제1 세라믹을 포함하는 원통형 펌프 샤프트(cylindrical pump shaft), 상기 원통형 펌프 샤프트의 단부 위에 있는 단부 캡(end cap) ─ 상기 단부 캡은 제2 세라믹을 포함함 ─, 및 상기 펌프 샤프트와 상기 단부 캡을 결합하는 결합 층을 포함하며, 상기 결합 층은 금속성 알루미늄을 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제1 항에 있어서,
상기 원통형 펌프 샤프트는 그의 길이의 대부분에 대한 제1 직경 및 단부에서의 제2 직경을 더 가지며, 상기 제2 직경은 상기 제1 직경보다 더 작은,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제1 항에 있어서,
상기 단부 캡은 원통형 쉘을 포함하며, 상기 단부 캡의 외경은 상기 제1 직경인,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제3 항에 있어서,
상기 제2 세라믹은 사파이어를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제4 항에 있어서,
상기 제1 세라믹은 알루미나를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제5 항에 있어서,
상기 결합 층은 99중량% 초과의 금속성 알루미늄을 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제3 항에 있어서,
상기 단부 캡은 상기 원통형 쉘에 커플링되는 원형 단부 플레이트(circular end plate)를 더 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제3 항에 있어서,
상기 제2 세라믹은 MpPSZ를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제8 항에 있어서,
상기 제1 세라믹은 알루미나를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제9 항에 있어서,
상기 결합 층은 99중량% 초과의 금속성 알루미늄을 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제3 항에 있어서,
상기 제2 세라믹은 YTZ를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제11 항에 있어서,
상기 제1 세라믹은 알루미나를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제12 항에 있어서,
상기 결합 층은 99중량% 초과의 금속성 알루미늄을 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제1 항에 있어서,
상기 제2 세라믹은 사파이어를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제14 항에 있어서,
상기 제1 세라믹은 알루미나를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제1 항에 있어서,
상기 제2 세라믹은 MpPSZ를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제16 항에 있어서,
상기 제1 세라믹은 알루미나를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제1 항에 있어서,
상기 제2 세라믹은 YTZ를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 제18 항에 있어서,
상기 제1 세라믹은 알루미나를 포함하는,
유압식 파쇄 시스템을 위한 회전자 샤프트. - 높은 침식성 또는 부식성 환경에서의 사용을 위해 적응되는 산업용 컴포넌트로서,
구조적 지지 부분, 하나 이상의 식별된 높은 마모 노출 표면들, 하나 이상의 보호 층들 및 상기 구조적 지지 부분의 상기 하나 이상의 보호 층들을 상기 하나 이상의 마모 노출 표면들에 결합하는 하나 이상의 결합 층들을 포함하며, 상기 하나 이상의 결합 층들은 금속성 알루미늄을 각각 포함하는,
높은 침식성 또는 부식성 환경에서의 사용을 위해 적응되는 산업용 컴포넌트. - 제20 항에 있어서,
상기 구조적 지지 부분은 알루미나를 포함하는,
높은 침식성 또는 부식성 환경에서의 사용을 위해 적응되는 산업용 컴포넌트. - 제21 항에 있어서,
상기 하나 이상의 보호 층들은 사파이어를 포함하는,
높은 침식성 또는 부식성 환경에서의 사용을 위해 적응되는 산업용 컴포넌트. - 제22 항에 있어서,
상기 결합 층은 99중량% 초과의 금속성 알루미늄을 포함하는,
높은 침식성 또는 부식성 환경에서의 사용을 위해 적응되는 산업용 컴포넌트. - 제21 항에 있어서,
상기 결합 층은 99중량% 초과의 금속성 알루미늄을 포함하는,
높은 침식성 또는 부식성 환경에서의 사용을 위해 적응되는 산업용 컴포넌트. - 높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법으로서,
하나 이상의 표면 마모 층들을 하나 이상의 브레이징 층들을 갖는 산업용 컴포넌트 주요 지지 구조물 상에 배열하는 단계 ─ 상기 하나 이상의 브레이징 층들은 상기 하나 이상의 표면 마모 층들과 상기 지지 구조물 사이에 배치되며, 상기 브레이징 층은 금속성 알루미늄을 포함함 ─, 프리-브레이징 서브 조립체(pre-brazing sub assembly)를 공정 챔버(process chamber)로 배치하는 단계, 상기 공정 챔버로부터 산소를 제거하는 단계, 그리고 770℃ 초과의 온도로 가열시킴으로써 상기 표면 마모 층들을 상기 주요 지지 구조물에 결합시키며, 이에 의해 밀폐식 조인트(hermetic joint)로 상기 표면 마모 층들을 상기 주요 지지 구조물에 결합하는 단계를 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제25 항에 있어서,
상기 공정 챔버로부터 산소를 제거하는 단계는 1 x 10E-4 미만의 압력으로 상기 컴포넌트들의 가열 동안 진공을 적용시키는 단계를 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제26 항에 있어서,
상기 주요 지지 구조물은 질화알루미늄을 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제27 항에 있어서,
상기 하나 이상의 표면 층들은 사파이어를 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제26 항에 있어서,
상기 주요 지지 구조물은 알루미나를 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제29 항에 있어서,
상기 하나 이상의 표면 층들은 사파이어를 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제30 항에 있어서,
상기 브레이징 층은 99중량% 초과의 금속성 알루미늄을 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제28 항에 있어서,
상기 하나 이상의 표면 층들은 MpPSZ를 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제32 항에 있어서,
상기 브레이징 층은 99중량% 초과의 금속성 알루미늄을 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제28 항에 있어서,
상기 하나 이상의 표면 층들은 YTZ를 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제34 항에 있어서,
상기 브레이징 층은 99중량% 초과의 금속성 알루미늄을 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법. - 제25 항에 있어서,
상기 브레이징 층은 99중량% 초과의 금속성 알루미늄을 포함하는,
높은 침식성 환경에서의 사용을 위한 산업용 컴포넌트의 제조를 위한 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762474597P | 2017-03-21 | 2017-03-21 | |
| US62/474,597 | 2017-03-21 | ||
| PCT/US2018/023666 WO2018175665A1 (en) | 2017-03-21 | 2018-03-21 | Ceramic material assembly for use in highly corrosive or erosive industrial applications |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20190132425A true KR20190132425A (ko) | 2019-11-27 |
Family
ID=63584678
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197030563A Ceased KR20190132425A (ko) | 2017-03-21 | 2018-03-21 | 높은 부식성 또는 침식성이 있는 산업용 적용들에서의 사용을 위한 세라믹 재료 조립체 |
| KR1020197030565A Ceased KR20190127863A (ko) | 2017-03-21 | 2018-03-21 | 높은 부식성 또는 침식성 반도체 처리 적용들에서의 사용을 위한 세라믹 재료 조립체 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197030565A Ceased KR20190127863A (ko) | 2017-03-21 | 2018-03-21 | 높은 부식성 또는 침식성 반도체 처리 적용들에서의 사용을 위한 세라믹 재료 조립체 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20180354861A1 (ko) |
| EP (2) | EP3601803A4 (ko) |
| JP (2) | JP2020512691A (ko) |
| KR (2) | KR20190132425A (ko) |
| CN (2) | CN110520628A (ko) |
| TW (1) | TW201841869A (ko) |
| WO (2) | WO2018175647A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10933375B1 (en) | 2019-08-30 | 2021-03-02 | Fluid Equipment Development Company, Llc | Fluid to fluid pressurizer and method of operating the same |
| KR102261947B1 (ko) * | 2020-02-12 | 2021-06-08 | 에스케이씨솔믹스 주식회사 | 반도체 소자를 제조하는 장비에 사용되는 세라믹 부품의 제조방법 및 세라믹 부품 |
| CN116084876B (zh) * | 2023-03-28 | 2024-06-25 | 西南石油大学 | 一种高耐磨且可溶的回接外筒喇叭口及密封面保护套 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1235375A (en) * | 1984-10-18 | 1988-04-19 | Nobuo Tsuno | Turbine rotor units and method of producing the same |
| US4602731A (en) * | 1984-12-24 | 1986-07-29 | Borg-Warner Corporation | Direct liquid phase bonding of ceramics to metals |
| JPS6278172A (ja) * | 1985-09-30 | 1987-04-10 | 日本特殊陶業株式会社 | セラミツクと金属との接合構造 |
| JPS6379777A (ja) * | 1986-09-24 | 1988-04-09 | 科学技術庁金属材料技術研究所長 | セラミツクス基板上への被覆体の製造法 |
| US5108025A (en) * | 1991-05-20 | 1992-04-28 | Gte Laboratories Incorporated | Ceramic-metal composite article and joining method |
| JP3447305B2 (ja) * | 1991-07-30 | 2003-09-16 | 京セラ株式会社 | 静電チャック |
| JPH06291175A (ja) * | 1993-04-01 | 1994-10-18 | Kyocera Corp | 静電チャック |
| US5685914A (en) * | 1994-04-05 | 1997-11-11 | Applied Materials, Inc. | Focus ring for semiconductor wafer processing in a plasma reactor |
| JP3687161B2 (ja) * | 1995-11-21 | 2005-08-24 | 同和鉱業株式会社 | セラミックス構造体の接合方法 |
| JPH09199578A (ja) * | 1996-01-19 | 1997-07-31 | Hitachi Ltd | 静電吸着電極およびそれを用いたプラズマ処理装置 |
| JP2754194B2 (ja) * | 1996-03-19 | 1998-05-20 | 工業技術院長 | 水圧破砕用パッカー |
| JPH09260472A (ja) * | 1996-03-19 | 1997-10-03 | Sony Corp | 静電チャック |
| JP3455026B2 (ja) * | 1996-09-30 | 2003-10-06 | 京セラ株式会社 | 静電チャック |
| FI101565B (fi) * | 1997-01-17 | 1998-07-15 | Flaekt Woods Ab | Haihdutinpuhallin ja sen siipipyörä |
| US6129808A (en) * | 1998-03-31 | 2000-10-10 | Lam Research Corporation | Low contamination high density plasma etch chambers and methods for making the same |
| JP4651166B2 (ja) * | 2000-06-30 | 2011-03-16 | 京セラ株式会社 | 耐食性部材 |
| JP3920551B2 (ja) * | 2000-09-29 | 2007-05-30 | 株式会社山武 | 接合方法 |
| US6620520B2 (en) * | 2000-12-29 | 2003-09-16 | Lam Research Corporation | Zirconia toughened ceramic components and coatings in semiconductor processing equipment and method of manufacture thereof |
| US7001543B2 (en) * | 2001-10-23 | 2006-02-21 | Kyocera Corporation | Apparatus and method for manufacturing semiconductor grains |
| FR2842903B1 (fr) * | 2002-07-23 | 2004-11-19 | Schlumberger Services Petrol | Dispositif a helice pour acquisition de donnees dans un ecoulement |
| JP4057443B2 (ja) * | 2003-02-10 | 2008-03-05 | 日本碍子株式会社 | 半導体製造装置用部材とその製造方法 |
| US7001482B2 (en) * | 2003-11-12 | 2006-02-21 | Tokyo Electron Limited | Method and apparatus for improved focus ring |
| US7220497B2 (en) * | 2003-12-18 | 2007-05-22 | Lam Research Corporation | Yttria-coated ceramic components of semiconductor material processing apparatuses and methods of manufacturing the components |
| US7942969B2 (en) * | 2007-05-30 | 2011-05-17 | Applied Materials, Inc. | Substrate cleaning chamber and components |
| US8932690B2 (en) * | 2011-11-30 | 2015-01-13 | Component Re-Engineering Company, Inc. | Plate and shaft device |
| US8684256B2 (en) * | 2011-11-30 | 2014-04-01 | Component Re-Engineering Company, Inc. | Method for hermetically joining plate and shaft devices including ceramic materials used in semiconductor processing |
| US9624137B2 (en) * | 2011-11-30 | 2017-04-18 | Component Re-Engineering Company, Inc. | Low temperature method for hermetically joining non-diffusing ceramic materials |
| US9850568B2 (en) * | 2013-06-20 | 2017-12-26 | Applied Materials, Inc. | Plasma erosion resistant rare-earth oxide based thin film coatings |
| RU2642191C2 (ru) * | 2013-10-03 | 2018-01-24 | Энерджи Рикавери Инк. | Система гидравлического разрыва пласта с системой передачи гидравлической энергии |
| CN204344509U (zh) * | 2014-12-12 | 2015-05-20 | 上海德耐泵业有限公司 | 泵轴 |
| US9999947B2 (en) * | 2015-05-01 | 2018-06-19 | Component Re-Engineering Company, Inc. | Method for repairing heaters and chucks used in semiconductor processing |
| KR20180075667A (ko) * | 2015-11-02 | 2018-07-04 | 컴포넌트 알이-엔지니어링 컴퍼니, 인코포레이티드 | 고온 반도체 프로세싱에서의 클램핑을 위한 정전 척 및 그 제조 방법 |
| CN105479030A (zh) * | 2016-01-07 | 2016-04-13 | 哈尔滨工业大学 | 活性耐腐蚀SnZn基钎料及其制备方法与低温超声钎焊陶瓷和/或复合材料及铝、镁合金方法 |
-
2018
- 2018-03-21 WO PCT/US2018/023644 patent/WO2018175647A1/en not_active Ceased
- 2018-03-21 KR KR1020197030563A patent/KR20190132425A/ko not_active Ceased
- 2018-03-21 US US15/927,788 patent/US20180354861A1/en not_active Abandoned
- 2018-03-21 WO PCT/US2018/023666 patent/WO2018175665A1/en not_active Ceased
- 2018-03-21 KR KR1020197030565A patent/KR20190127863A/ko not_active Ceased
- 2018-03-21 US US15/927,940 patent/US20190066980A1/en not_active Abandoned
- 2018-03-21 EP EP18770360.8A patent/EP3601803A4/en not_active Withdrawn
- 2018-03-21 JP JP2019552095A patent/JP2020512691A/ja active Pending
- 2018-03-21 CN CN201880024954.2A patent/CN110520628A/zh active Pending
- 2018-03-21 JP JP2019552021A patent/JP2020514237A/ja active Pending
- 2018-03-21 TW TW107109650A patent/TW201841869A/zh unknown
- 2018-03-21 EP EP18770520.7A patent/EP3602603A4/en not_active Withdrawn
- 2018-03-21 CN CN201880029761.6A patent/CN110582834A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| TW201841869A (zh) | 2018-12-01 |
| JP2020514237A (ja) | 2020-05-21 |
| CN110582834A (zh) | 2019-12-17 |
| EP3602603A4 (en) | 2020-12-30 |
| US20190066980A1 (en) | 2019-02-28 |
| CN110520628A (zh) | 2019-11-29 |
| WO2018175647A1 (en) | 2018-09-27 |
| WO2018175665A1 (en) | 2018-09-27 |
| EP3602603A1 (en) | 2020-02-05 |
| JP2020512691A (ja) | 2020-04-23 |
| EP3601803A4 (en) | 2020-11-11 |
| US20180354861A1 (en) | 2018-12-13 |
| EP3601803A1 (en) | 2020-02-05 |
| KR20190127863A (ko) | 2019-11-13 |
| WO2018175647A9 (en) | 2019-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US12397379B2 (en) | Nickel-carbon and nickel-cobalt-carbon brazes and brazing processes for joining ceramics and metals and semiconductor processing and industrial equipment using same | |
| US10991616B2 (en) | High speed low temperature method for manufacturing and repairing semiconductor processing equipment and equipment produced using same | |
| US12116844B2 (en) | Tiling for downhole tool | |
| KR20190132425A (ko) | 높은 부식성 또는 침식성이 있는 산업용 적용들에서의 사용을 위한 세라믹 재료 조립체 | |
| US20150321952A1 (en) | Coating on pdc/tsp cutter for accelerated leaching | |
| CN104823274A (zh) | 具有金属接合保护层的基板支撑组件 | |
| EP1482071A1 (en) | Apparatus for manufacturing semiconductor or liquid crystal | |
| US6583980B1 (en) | Substrate support tolerant to thermal expansion stresses | |
| US8998268B2 (en) | Sinter bonded ceramic articles | |
| US7806984B2 (en) | Semiconductor or liquid crystal producing device | |
| WO2013124388A2 (en) | Bearing and bearing assembly | |
| EP3129182B1 (en) | Brazed superabrasive assembly with active metal braze joint with stress relieving layer ; method of manufacturing of such assembly | |
| KR20230122015A (ko) | 열 및 연마 부하를 받는 터빈 블레이드를 위한 코팅 | |
| JP3941542B2 (ja) | セラミックスと金属の気密接合構造及び該構造を有する装置部品 | |
| KR20090048127A (ko) | 굴착 공구용 인서트 | |
| KR102908750B1 (ko) | 발열요소를 코팅처리한 AlN 히터의 제조방법 | |
| JP2003257596A (ja) | セラミックスヒータ及び該ヒータを用いた半導体/液晶製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20191017 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| A201 | Request for examination | ||
| PA0201 | Request for examination |
Patent event code: PA02012R01D Patent event date: 20210322 Comment text: Request for Examination of Application |
|
| PN2301 | Change of applicant |
Patent event date: 20210413 Comment text: Notification of Change of Applicant Patent event code: PN23011R01D |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20220719 Patent event code: PE09021S01D |
|
| PE0601 | Decision on rejection of patent |
Patent event date: 20220921 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20220719 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |