KR20190137143A - 적층체 및 권회체 - Google Patents
적층체 및 권회체 Download PDFInfo
- Publication number
- KR20190137143A KR20190137143A KR1020197033498A KR20197033498A KR20190137143A KR 20190137143 A KR20190137143 A KR 20190137143A KR 1020197033498 A KR1020197033498 A KR 1020197033498A KR 20197033498 A KR20197033498 A KR 20197033498A KR 20190137143 A KR20190137143 A KR 20190137143A
- Authority
- KR
- South Korea
- Prior art keywords
- resin film
- film
- separator
- laminated body
- adhesive layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/095—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/283—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysiloxanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/26—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer
- B32B3/266—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a particular shape of the outline of the cross-section of a continuous layer; characterised by a layer with cavities or internal voids ; characterised by an apertured layer characterised by an apertured layer, the apertures going through the whole thickness of the layer, e.g. expanded metal, perforated layer, slit layer regular cells B32B3/12
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/06—Interconnection of layers permitting easy separation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/08—Interconnection of layers by mechanical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R1/00—Details of transducers, loudspeakers or microphones
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04R—LOUDSPEAKERS, MICROPHONES, GRAMOPHONE PICK-UPS OR LIKE ACOUSTIC ELECTROMECHANICAL TRANSDUCERS; ELECTRIC HEARING AIDS; PUBLIC ADDRESS SYSTEMS
- H04R1/00—Details of transducers, loudspeakers or microphones
- H04R1/02—Casings; Cabinets ; Supports therefor; Mountings therein
- H04R1/023—Screens for loudspeakers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/748—Releasability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/40—Closed containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2571/00—Protective equipment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Signal Processing (AREA)
- Acoustics & Sound (AREA)
- Organic Chemistry (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Laminated Bodies (AREA)
- Separation Using Semi-Permeable Membranes (AREA)
- Filtering Materials (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Details Of Audible-Bandwidth Transducers (AREA)
- Adhesive Tapes (AREA)
Abstract
Description
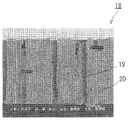
도 2는 본 발명의 적층체가 포함할 수 있는 수지 필름의 일례를 나타내는 도면이다.
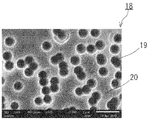
도 3a는 본 발명의 적층체가 포함할 수 있는 수지 필름의 일례의 표면을 나타내는 도면이다.
도 3b는 도 3a에 나타낸 수지 필름의 단면을 나타내는 도면이다.
도 4a는 본 발명의 적층체의 일례를 모식적으로 도시하는 평면도이다.
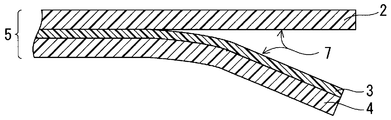
도 4b는 도 4a에 나타낸 적층체의 단면 A-A를 모식적으로 도시하는 단면도이다.
도 5는 본 발명의 권회체의 일례를 도시하는 모식도이다.



2: 수지 필름
3: 점착제층
4: 세퍼레이터
5: 적층체
6: 권심
7: 박리면
14: 수지 필름
15: 노드
16: 피브릴
17: 공공
18: 수지 필름
19: 관통 구멍
20: 기질 구조
Claims (8)
- 방수 통기막 및/또는 방수 통음막으로서 기능하는 수지 필름과, 세퍼레이터를 포함하는 적층체이며,
상기 수지 필름과 상기 세퍼레이터가 점착제층에 의해 접합되고,
상기 세퍼레이터를 상기 수지 필름으로부터 박리하였을 때에 형성되는 박리면이, 상기 수지 필름과 상기 점착제층 사이에 위치하는, 적층체. - 제1항에 있어서,
상기 수지 필름의 면 밀도가 60g/㎡ 이하인, 적층체. - 제1항 또는 제2항에 있어서,
상기 수지 필름이, 불소 수지, 폴리에스테르 수지, 폴리이미드 수지, 폴리카르보네이트 수지, 및 폴리올레핀 수지로부터 선택되는 적어도 1종의 수지로 구성되는, 적층체. - 제1항 내지 제3항 중 어느 한 항에 있어서,
상기 수지 필름이, 두께 방향으로 관통하는 복수의 관통 구멍을 갖고,
상기 관통 구멍은, 비다공질인 상기 수지 필름의 기질 구조를 관통하는, 중심축이 직선상으로 연장된 스트레이트 구멍인, 적층체. - 제1항 또는 제2항에 있어서,
상기 수지 필름이, 폴리테트라플루오로에틸렌 다공질막인, 적층체. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 수지 필름이 단층 필름인, 적층체. - 제1항 내지 제6항 중 어느 한 항에 있어서,
아크릴판에 대한 상기 점착제층의 점착력이 3.0N/25㎜ 이하인, 적층체. - 방수 통기막 및/또는 방수 통음막으로서 기능하는 수지 필름과, 세퍼레이터를 포함하는 적층체의 권회체이며,
상기 수지 필름과 상기 세퍼레이터가 점착제층에 의해 접합되고,
상기 적층체에 있어서 상기 세퍼레이터를 상기 수지 필름으로부터 박리하였을 때에 형성되는 박리면이, 상기 수지 필름과 상기 점착제층 사이에 위치하는, 권회체.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-082341 | 2017-04-18 | ||
| JP2017082341 | 2017-04-18 | ||
| PCT/JP2018/015919 WO2018194073A1 (ja) | 2017-04-18 | 2018-04-17 | 積層体および巻回体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20190137143A true KR20190137143A (ko) | 2019-12-10 |
Family
ID=63855783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197033498A Abandoned KR20190137143A (ko) | 2017-04-18 | 2018-04-17 | 적층체 및 권회체 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200148918A1 (ko) |
| EP (1) | EP3613586B1 (ko) |
| JP (2) | JP6488044B2 (ko) |
| KR (1) | KR20190137143A (ko) |
| CN (1) | CN109715387B (ko) |
| WO (1) | WO2018194073A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7514823B2 (ja) | 2019-03-26 | 2024-07-11 | 日東電工株式会社 | 通気孔用の部材と、通気孔用の部材を備える電子デバイスの製造方法及び部材供給用テープ |
| CN110862783B (zh) * | 2019-12-05 | 2022-03-22 | 四川欣富瑞科技发展有限公司 | 防水透气膜组件 |
| JP7633816B2 (ja) * | 2021-02-01 | 2025-02-20 | 三井・ケマーズ フロロプロダクツ株式会社 | ポリテトラフルオロエチレンおよび/または変性ポリテトラフルオロエチレンからなる加熱処理シートの延伸にて作製された多孔膜 |
| CN113696523A (zh) * | 2021-09-01 | 2021-11-26 | 苍南县如潮文具有限公司 | 一种双面胶带的制造方法及制造装置 |
| WO2025205693A1 (ja) * | 2024-03-29 | 2025-10-02 | 日東電工株式会社 | 多孔質フィルム、通気部材及び部材供給用シート |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010000464A (ja) | 2008-06-20 | 2010-01-07 | Japan Gore Tex Inc | 通気フィルター及びその製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005271236A (ja) * | 2004-03-23 | 2005-10-06 | Fuji Photo Film Co Ltd | 長尺ロール状機能性フイルム、その製造方法および光情報記録媒体 |
| JP4708134B2 (ja) * | 2005-09-14 | 2011-06-22 | 日東電工株式会社 | 通音膜、通音膜付き電子部品及びその電子部品を実装した回路基板の製造方法 |
| JP2007098628A (ja) * | 2005-09-30 | 2007-04-19 | Panac Co Ltd | 微細穿孔用積層フィルム |
| JP2009148896A (ja) * | 2007-11-30 | 2009-07-09 | Toyobo Co Ltd | 積層ポリイミドフィルム及びその製造方法 |
| JP5356734B2 (ja) * | 2008-06-20 | 2013-12-04 | 日本ゴア株式会社 | 音響部品及びその製造方法 |
| CN102196933A (zh) * | 2008-10-21 | 2011-09-21 | 纳幕尔杜邦公司 | 用于保护涂漆表面的覆盖物 |
| JP4944864B2 (ja) * | 2008-11-04 | 2012-06-06 | 日東電工株式会社 | ポリテトラフルオロエチレン多孔質膜およびその製造方法ならびに防水通気フィルタ |
| EP2351647B1 (en) * | 2009-01-21 | 2018-08-08 | Nitto Denko Corporation | Waterproofing sound-transmitting film, process for producing same, and electrical product employing same |
| JP6472182B2 (ja) * | 2014-07-15 | 2019-02-20 | 日東電工株式会社 | 防水部材及びその防水部材を備えた電子機器 |
| KR102458688B1 (ko) * | 2014-09-24 | 2022-10-24 | 닛토덴코 가부시키가이샤 | 고분자 필름, 방수 통음 막, 방수 통음 부재, 전자 기기, 전자 기기용 케이스, 방수 통음 구조, 방수 통기 막, 방수 통기 부재, 방수 통기 구조, 흡착용 시트, 흡착 유닛에의 작업 대상물의 흡착 방법, 세라믹 콘덴서의 제조 방법, 광학 필름, 광학 부재 및 조성물 |
| KR102378656B1 (ko) * | 2014-10-30 | 2022-03-24 | 에이지씨 가부시키가이샤 | 방오막 형성 기체 |
| JP6791705B2 (ja) * | 2016-09-30 | 2020-11-25 | 積水化学工業株式会社 | 樹脂発泡シート、樹脂発泡シートの製造方法、及び支持体付き樹脂発泡シート |
-
2018
- 2018-04-17 EP EP18787665.1A patent/EP3613586B1/en active Active
- 2018-04-17 US US16/604,403 patent/US20200148918A1/en not_active Abandoned
- 2018-04-17 CN CN201880003587.8A patent/CN109715387B/zh active Active
- 2018-04-17 KR KR1020197033498A patent/KR20190137143A/ko not_active Abandoned
- 2018-04-17 WO PCT/JP2018/015919 patent/WO2018194073A1/ja not_active Ceased
- 2018-04-17 JP JP2018079395A patent/JP6488044B2/ja active Active
- 2018-11-08 JP JP2018210835A patent/JP2019069602A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010000464A (ja) | 2008-06-20 | 2010-01-07 | Japan Gore Tex Inc | 通気フィルター及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2018194073A1 (ja) | 2018-10-25 |
| CN109715387B (zh) | 2020-10-02 |
| EP3613586A1 (en) | 2020-02-26 |
| CN109715387A (zh) | 2019-05-03 |
| EP3613586B1 (en) | 2022-12-07 |
| JP2018176748A (ja) | 2018-11-15 |
| JP6488044B2 (ja) | 2019-03-20 |
| EP3613586A4 (en) | 2020-12-16 |
| JP2019069602A (ja) | 2019-05-09 |
| US20200148918A1 (en) | 2020-05-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20190137143A (ko) | 적층체 및 권회체 | |
| KR102074048B1 (ko) | 방수 통기 필터 및 그의 용도 | |
| CN114761101B (zh) | 聚四氟乙烯拉伸多孔质膜和使用其的透气滤材及过滤器构件 | |
| CN114761102B (zh) | 聚四氟乙烯拉伸多孔质膜和使用其的透气滤材及过滤器构件 | |
| CN114174068B (zh) | 保护盖构件和具有该保护盖构件的构件供给用片材 | |
| US12304716B2 (en) | Cover member and member supply assembly including same | |
| KR102520977B1 (ko) | 적층체 및 권회체 | |
| US12120832B2 (en) | Air-permeable member with removable protective film for covering ventilation hole | |
| KR20260022385A (ko) | 다공질막, 필터 부재 및 부재 공급 어셈블리 | |
| US20240286389A1 (en) | Protective cover member, sheet for member supply, and microelectromechanical system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| T11-X000 | Administrative time limit extension requested |
St.27 status event code: U-3-3-T10-T11-oth-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| PC1904 | Unpaid initial registration fee |
St.27 status event code: A-2-2-U10-U14-oth-PC1904 St.27 status event code: N-2-6-B10-B12-nap-PC1904 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |