KR20200024747A - 섬유 강화 복합 재료용 프리폼, 열경화성 수지 조성물, 섬유 강화 복합 재료 및 섬유 강화 복합 재료의 제조 방법 - Google Patents
섬유 강화 복합 재료용 프리폼, 열경화성 수지 조성물, 섬유 강화 복합 재료 및 섬유 강화 복합 재료의 제조 방법 Download PDFInfo
- Publication number
- KR20200024747A KR20200024747A KR1020197024783A KR20197024783A KR20200024747A KR 20200024747 A KR20200024747 A KR 20200024747A KR 1020197024783 A KR1020197024783 A KR 1020197024783A KR 20197024783 A KR20197024783 A KR 20197024783A KR 20200024747 A KR20200024747 A KR 20200024747A
- Authority
- KR
- South Korea
- Prior art keywords
- thermosetting resin
- resin composition
- reinforced composite
- fiber
- fiber reinforced
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 229920001187 thermosetting polymer Polymers 0.000 title claims abstract description 141
- 239000011342 resin composition Substances 0.000 title claims abstract description 134
- 239000003733 fiber-reinforced composite Substances 0.000 title claims abstract description 108
- 239000000463 material Substances 0.000 claims abstract description 156
- 238000005259 measurement Methods 0.000 claims abstract description 23
- 230000008859 change Effects 0.000 claims abstract description 9
- 238000002844 melting Methods 0.000 claims description 64
- 230000008018 melting Effects 0.000 claims description 64
- 239000000835 fiber Substances 0.000 claims description 34
- 238000000034 method Methods 0.000 claims description 34
- 239000003795 chemical substances by application Substances 0.000 claims description 28
- 238000000465 moulding Methods 0.000 claims description 23
- 230000004927 fusion Effects 0.000 claims description 21
- 239000003054 catalyst Substances 0.000 claims description 13
- 238000002360 preparation method Methods 0.000 claims description 5
- 230000008569 process Effects 0.000 claims description 5
- 238000007493 shaping process Methods 0.000 claims description 5
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 239000002075 main ingredient Substances 0.000 claims 6
- 239000012783 reinforcing fiber Substances 0.000 abstract description 48
- 239000000203 mixture Substances 0.000 abstract description 33
- 238000005470 impregnation Methods 0.000 abstract description 27
- 229920005989 resin Polymers 0.000 description 54
- 239000011347 resin Substances 0.000 description 54
- 239000003822 epoxy resin Substances 0.000 description 38
- 229920000647 polyepoxide Polymers 0.000 description 38
- 239000007787 solid Substances 0.000 description 18
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 16
- 150000001875 compounds Chemical class 0.000 description 11
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 10
- 239000007788 liquid Substances 0.000 description 9
- -1 phenol compound Chemical class 0.000 description 9
- 239000000126 substance Substances 0.000 description 8
- AYEKOFBPNLCAJY-UHFFFAOYSA-O thiamine pyrophosphate Chemical compound CC1=C(CCOP(O)(=O)OP(O)(O)=O)SC=[N+]1CC1=CN=C(C)N=C1N AYEKOFBPNLCAJY-UHFFFAOYSA-O 0.000 description 8
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 7
- 238000005452 bending Methods 0.000 description 7
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 239000011159 matrix material Substances 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- 239000000758 substrate Substances 0.000 description 7
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 6
- 238000000113 differential scanning calorimetry Methods 0.000 description 6
- 230000002787 reinforcement Effects 0.000 description 6
- KMOUUZVZFBCRAM-UHFFFAOYSA-N 1,2,3,6-tetrahydrophthalic anhydride Chemical compound C1C=CCC2C(=O)OC(=O)C21 KMOUUZVZFBCRAM-UHFFFAOYSA-N 0.000 description 5
- 229920000049 Carbon (fiber) Polymers 0.000 description 5
- 235000010290 biphenyl Nutrition 0.000 description 5
- 239000004305 biphenyl Substances 0.000 description 5
- 239000004917 carbon fiber Substances 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 125000003700 epoxy group Chemical group 0.000 description 5
- 229920003986 novolac Polymers 0.000 description 5
- 239000004065 semiconductor Substances 0.000 description 5
- 239000004593 Epoxy Substances 0.000 description 4
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 4
- IMHDGJOMLMDPJN-UHFFFAOYSA-N biphenyl-2,2'-diol Chemical compound OC1=CC=CC=C1C1=CC=CC=C1O IMHDGJOMLMDPJN-UHFFFAOYSA-N 0.000 description 4
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 3
- VXHYVVAUHMGCEX-UHFFFAOYSA-N 2-(2-hydroxyphenoxy)phenol Chemical compound OC1=CC=CC=C1OC1=CC=CC=C1O VXHYVVAUHMGCEX-UHFFFAOYSA-N 0.000 description 3
- 229930185605 Bisphenol Natural products 0.000 description 3
- 150000001412 amines Chemical class 0.000 description 3
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 238000000748 compression moulding Methods 0.000 description 3
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 3
- 229920001567 vinyl ester resin Polymers 0.000 description 3
- 239000011800 void material Substances 0.000 description 3
- ICLCCFKUSALICQ-UHFFFAOYSA-N 1-isocyanato-4-(4-isocyanato-3-methylphenyl)-2-methylbenzene Chemical group C1=C(N=C=O)C(C)=CC(C=2C=C(C)C(N=C=O)=CC=2)=C1 ICLCCFKUSALICQ-UHFFFAOYSA-N 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 2
- LSDPWZHWYPCBBB-UHFFFAOYSA-N Methanethiol Chemical compound SC LSDPWZHWYPCBBB-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 150000008065 acid anhydrides Chemical class 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 150000008064 anhydrides Chemical class 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- QUZSUMLPWDHKCJ-UHFFFAOYSA-N bisphenol A dimethacrylate Chemical compound C1=CC(OC(=O)C(=C)C)=CC=C1C(C)(C)C1=CC=C(OC(=O)C(C)=C)C=C1 QUZSUMLPWDHKCJ-UHFFFAOYSA-N 0.000 description 2
- 239000004841 bisphenol A epoxy resin Substances 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- XLJMAIOERFSOGZ-UHFFFAOYSA-M cyanate Chemical compound [O-]C#N XLJMAIOERFSOGZ-UHFFFAOYSA-M 0.000 description 2
- HGCIXCUEYOPUTN-UHFFFAOYSA-N cyclohexene Chemical compound C1CCC=CC1 HGCIXCUEYOPUTN-UHFFFAOYSA-N 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 238000001938 differential scanning calorimetry curve Methods 0.000 description 2
- 238000005538 encapsulation Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 2
- 239000000178 monomer Substances 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229920003192 poly(bis maleimide) Polymers 0.000 description 2
- 235000013824 polyphenols Nutrition 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- UMGDCJDMYOKAJW-UHFFFAOYSA-N thiourea Chemical compound NC(N)=S UMGDCJDMYOKAJW-UHFFFAOYSA-N 0.000 description 2
- 229920006337 unsaturated polyester resin Polymers 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- CMLFRMDBDNHMRA-UHFFFAOYSA-N 2h-1,2-benzoxazine Chemical compound C1=CC=C2C=CNOC2=C1 CMLFRMDBDNHMRA-UHFFFAOYSA-N 0.000 description 1
- NZGQHKSLKRFZFL-UHFFFAOYSA-N 4-(4-hydroxyphenoxy)phenol Chemical compound C1=CC(O)=CC=C1OC1=CC=C(O)C=C1 NZGQHKSLKRFZFL-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- MKYBYDHXWVHEJW-UHFFFAOYSA-N N-[1-oxo-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propan-2-yl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(C(C)NC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 MKYBYDHXWVHEJW-UHFFFAOYSA-N 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- NWGKJDSIEKMTRX-AAZCQSIUSA-N Sorbitan monooleate Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O NWGKJDSIEKMTRX-AAZCQSIUSA-N 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Natural products NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 150000001334 alicyclic compounds Chemical class 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 150000005415 aminobenzoic acids Chemical class 0.000 description 1
- 150000003863 ammonium salts Chemical class 0.000 description 1
- ARCGXLSVLAOJQL-UHFFFAOYSA-N anhydrous trimellitic acid Natural products OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- VCCBEIPGXKNHFW-UHFFFAOYSA-N biphenyl-4,4'-diol Chemical group C1=CC(O)=CC=C1C1=CC=C(O)C=C1 VCCBEIPGXKNHFW-UHFFFAOYSA-N 0.000 description 1
- 238000006664 bond formation reaction Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 description 1
- 238000009841 combustion method Methods 0.000 description 1
- 238000012790 confirmation Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 1
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000009730 filament winding Methods 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000009787 hand lay-up Methods 0.000 description 1
- 229940042795 hydrazides for tuberculosis treatment Drugs 0.000 description 1
- 150000002460 imidazoles Chemical class 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000012784 inorganic fiber Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 150000002903 organophosphorus compounds Chemical class 0.000 description 1
- 150000004893 oxazines Chemical class 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical class NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 1
- 125000000466 oxiranyl group Chemical group 0.000 description 1
- 238000013001 point bending Methods 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 229920001021 polysulfide Polymers 0.000 description 1
- 239000005077 polysulfide Substances 0.000 description 1
- 150000008117 polysulfides Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 239000011208 reinforced composite material Substances 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- GJBRNHKUVLOCEB-UHFFFAOYSA-N tert-butyl benzenecarboperoxoate Chemical compound CC(C)(C)OOC(=O)C1=CC=CC=C1 GJBRNHKUVLOCEB-UHFFFAOYSA-N 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- SRPWOOOHEPICQU-UHFFFAOYSA-N trimellitic anhydride Chemical compound OC(=O)C1=CC=C2C(=O)OC(=O)C2=C1 SRPWOOOHEPICQU-UHFFFAOYSA-N 0.000 description 1
- 150000003672 ureas Chemical class 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
- 208000016261 weight loss Diseases 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/042—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/241—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres
- C08J5/243—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs using inorganic fibres using carbon fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/24—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs
- C08J5/249—Impregnating materials with prepolymers which can be polymerised in situ, e.g. manufacture of prepregs characterised by the additives used in the prepolymer mixture
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/46—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs
- B29C70/465—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using matched moulds, e.g. for deforming sheet moulding compounds [SMC] or prepregs and impregnating by melting a solid material, e.g. sheets, powders of fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/10—Thermosetting resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0014—Catalysts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0809—Fabrics
- B29K2105/0845—Woven fabrics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0041—Crystalline
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/24—Thermosetting resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2335/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by a carboxyl radical, and containing at least one other carboxyl radical in the molecule, or of salts, anhydrides, esters, amides, imides or nitriles thereof; Derivatives of such polymers
- C08J2335/02—Characterised by the use of homopolymers or copolymers of esters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2363/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2371/00—Characterised by the use of polyethers obtained by reactions forming an ether link in the main chain; Derivatives of such polymers
- C08J2371/08—Polyethers derived from hydroxy compounds or from their metallic derivatives
- C08J2371/10—Polyethers derived from hydroxy compounds or from their metallic derivatives from phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2463/00—Characterised by the use of epoxy resins; Derivatives of epoxy resins
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Reinforced Plastic Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
본 발명은, 상온에서의 취급이 우수하고 경화시의 조성 불균일이 적은 프리폼, 및 여기에 이용되는 강화 섬유에의 함침성이 우수한 열경화성 수지 조성물, 이것을 이용하여 이루어지는 섬유 강화 복합 재료를 제공하는 것을 과제로 한다. 열경화성 수지 조성물과 드라이 강화 섬유 기재를 포함하는 섬유 강화 복합 재료용 프리폼으로서, 상기 열경화성 수지 조성물은 1.5℃/분의 속도로 승온하는 경우에 견인 주기 0.5 Hz에서의 동적점탄성 측정에서, 복소 점도η*가 1×107 Pa·s로부터 1×101 Pa·s까지 저하될 때의 온도 변화 ΔT가 45℃ 이하인, 섬유 강화 복합 재료용 프리폼이다.
Description
본 발명은, 섬유 강화 복합 재료에 이용되는 열경화성 수지 조성물, 프리폼 및 이것을 이용하여 이루어지는 섬유 강화 복합 재료, 섬유 강화 복합 재료의 제조 방법에 관한 것이다.
강화 섬유와 매트릭스 수지로 이루어지는 섬유 강화 복합 재료는, 강화 섬유와 매트릭스 수지의 이점을 살린 재료 설계를 할 수 있기 때문에, 항공 우주 분야를 비롯해 스포츠 분야 및 일반 산업분야 등에 용도가 확대되고 있다.
강화 섬유로서는, 유리섬유, 아라미드섬유, 탄소섬유 및 보론섬유 등이 이용된다. 또한, 매트릭스 수지로서는, 열경화성 수지 및 열가소성 수지 모두 이용되지만, 강화 섬유에의 함침이 용이한 열경화성 수지가 이용되는 경우가 많다. 열경화성 수지로서는, 에폭시 수지, 불포화 폴리에스테르 수지, 비닐에스테르 수지, 페놀 수지, 비스말레이미드 수지 및 시아네이트 수지 등이 이용된다.
일반적으로 섬유 강화 복합 재료의 제조에는, 프리프레그법, 핸드레이업법, 필라멘트와인딩법, 펄트루젼법 및 RTM(Resin Transfer Molding:수지 주입 성형)법, 필름 백 성형법, 프레스 성형법 등의 방법이 적용된다. 특히, 생산성이 요구되는 경우에는, 생산성이 우수한 RTM 성형법이나 필름 백 성형법, 프레스 성형법이 바람직하게 이용된다.
특히 탄소섬유 강화 복합 재료를 비롯한 섬유 강화 복합 재료는, 최근, 특히 항공기 용도 및 자동차 용도용으로 수요가 확대되고 있다. 이러한 용도에서, 보다 범용적으로 섬유 강화 복합 재료를 적용하기 위해서, 저비용, 저환경 부하인 재료가 요구되고 있다.
상기와 같은, 종래의 섬유 강화 복합 재료의 제조 방법에 사용되고 있는 매트릭스 수지는, 강화 섬유 기재에의 함침성을 충분하게 하기 위한, 상온에서 액상이나 반고형상의 수지를 사용하고 있다. 상온에서 액상이나 반고형상의 수지를 사용하는 경우에는, 수지 조제 설비나 수지 주입 설비 내에 수지가 잔존하기 쉽기 때문에, 로스가 많이 발생해, 액상이나 반고형상은 취급하기 어려운 형태이다. 또한, 예를 들면 프리프레그법을 적용하는 경우, 우선 매트릭스 수지의 필름을 제작하고, 계속해서 제작한 필름을 강화 섬유에 함침시키는 공정이 되지만, 수지 필름 제작시에는 이형성이 있는 필름 등의 부자재가 필요한 경우가 많아, 코스트가 높아지기 쉽다. 또한, 상온에서 액상이나 반고형상의 수지 조성물로 하기 위해서는, 상온에서 고형상의 성분을 다량으로 배합하는 것은 어렵다.
한편, 전기·전자 부품의 분야에서는, 상온에서 취급성이 좋은 고형상의 에폭시 수지 조성물을 사용하고, 압축 성형에 의해서 반도체를 봉지하는 방법이 잘 알려져 있다. 압축 성형에 의한 반도체 봉지 방법은, 가열 프레스 성형기의 상형(上型) 하면에 반도체 기판을 설치하고, 하형(下型) 상면 내에 고형상의 에폭시 수지 조성물을 투입하고, 고형상의 수지 조성물을 용융시키면서, 형체(型締)에 의해서 반도체 기판 표면을 봉지하는 방법이다.
특허문헌 1에는, 결정성 에폭시 수지와 페놀 노볼락 경화제와 경화 촉진제와 무기 필러로 이루어지는, 상온에서 고형상의 압축 성형용 반도체 봉지 에폭시 수지 조성물이 개시되어 있다.
또한, 특허문헌 2에는, 섬유 강화 복합 재료 용도용의 결정성 에폭시 수지와 결정성 경화제와 경화 촉진제로 이루어지는 수지 조성물이 개시되어 있다. 이 수지 조성물은, 상온에서 고형상의 수지 조성물이 된다. 특허문헌 3에는, 30℃에서 고체의 결정성 에폭시 수지와 고체의 경화제를 분쇄하고, 압착 후, 재차 분쇄해 얻어지는, 경화 후에 조성 불균일이 발생하기 어려운 분말 형상 에폭시 수지 조성물이 개시되어 있다. 특허문헌 4에는, 액상 에폭시 수지와 결정성 열경화성 수지와 경화제로 이루어지는, 상온에서의 택이 작은 수지 조성물이 개시되어 있다.
특허문헌 1에 기재된 재료는 고형상의 수지가 가압, 가열되었을 때에 용융하기 어렵고, 강화 섬유에의 함침성이 뒤떨어지는 재료였다.
특허문헌 2에 기재된 재료는, 경화물로 했을 때에 결정성을 가지는 것을 목적으로 하고 있어, 수지 조성물 중에 포함되는 결정성 성분의 용해용이성이 다르기 때문에, 먼저 용해한 성분이 섬유에의 함침이 진행된 결과, 이 재료를 이용하여 섬유 강화 복합 재료로 했을 때에, 수지의 경화물에 조성 불균일이 발생하기 쉬운 재료였다.
특허문헌 3에 기재된 재료는, 수지 경화물의 조성 불균일이 발생하기 어려운 것으로 생각되지만, 문헌 중에 프리프레그에 이용되는 것의 기재는 있지만, 프레스 성형 등을 의식한 기재는 없다.
특허문헌 4에 기재된 재료는 상온에서의 취급성이 뒤떨어지는 재료였다.
그래서, 본 발명의 목적은, 상기 종래 기술의 결점을 개량해, 상온에서의 취급이 우수하고, 경화시의 조성 불균일이 적은 프리폼, 및 여기에 이용되는 강화 섬유에의 함침성이 우수한 열경화성 수지 조성물, 이것을 이용하여 이루어지는 섬유 강화 복합 재료를 제공하는 것에 있다.
상기 과제를 해결하기 위한 본 발명에서의 제1의 발명은 이하이다.
(1) 열경화성 수지 조성물과 드라이 강화 섬유 기재를 포함하는 섬유 강화 복합 재료용 프리폼으로서, 상기 열경화성 수지 조성물이 1.5℃/분의 속도로 승온된 경우에, 견인 주기 0.5 Hz에서의 동적점탄성 측정에서, 복소 점도η*가 1×107 Pa·s로부터 1×101 Pa·s까지 저하될 때의 온도 변화 ΔT가 45℃ 이하인, 섬유 강화 복합 재료용 프리폼.
또한, 상기 과제를 해결하기 위한 본 발명에서의 제2의 발명은 이하이다.
(2) 열경화성 수지 조성물과 드라이 강화 섬유 기재를 포함하는 섬유 강화 복합 재료용 프리폼으로서, 상기 열경화성 수지 조성물이 단일의 융점을 가지고, 융해열이 30 J/g 이상인, 섬유 강화 복합 재료용 프리폼.
또한, 상기 과제를 해결하기 위한 본 발명은 이하이다.
(3) 상기 (1) 또는 (2)에 기재된 섬유 강화 복합 재료용 프리폼에 이용되는 열경화성 수지 조성물로서, 드라이 강화 섬유 기재를 포함하는 섬유 강화 복합 재료용 프리폼의 형성에 이용되는 열경화성 수지 조성물.
(4) 상기 (3)에 기재된 열경화성 수지 조성물이 강화 섬유 기재에 함침되어서 이루어지는 섬유 강화 복합 재료에서, 상기 열경화성 수지 조성물이 경화물로서 존재하는, 섬유 강화 복합 재료.
(5) 상기 (3)에 기재된 열경화성 수지 조성물을 용융하고, 드라이 강화 섬유 기재에 함침시키면서 성형하는 성형 공정, 및 상기 드라이 강화 섬유 기재에 함침되고 성형된 상기 열경화성 수지 조성물을 경화시키는 경화 공정을 가지는, 섬유 강화 복합 재료의 제조 방법.
본 발명에 따르면, 상온에서의 취급성이 우수하고 조제시의 수지 로스가 감소하는 것과 함께, 강화 섬유에의 함침성 및 조성 균일성이 우수한 섬유 강화 복합 재료용 열경화성 수지 조성물, 프리폼 및 이것을 이용하여 이루어지는 섬유 강화 복합 재료가 얻어진다.
이하에, 본 발명의 바람직한 실시형태에 대해 설명한다.
본 발명의 섬유 강화 복합 재료용 프리폼은 열경화성 수지 조성물과 드라이 강화 섬유 기재를 포함하는 프리폼으로서, 열경화성 수지 조성물이 드라이 강화 섬유 기재의 표면에, 직접 혹은 간접적으로 접촉한 형태이다. 예를 들면, 드라이 강화 섬유 기재 상에 열경화성 수지 조성물이 존재하는 형태이어도 좋고, 열경화성 수지 조성물 상에 드라이 강화 섬유 기재가 존재하는 형태이어도 좋고, 이것을 적층한 형태이어도 좋다. 또한, 열경화성 수지와 강화 섬유가 필름이나 부직포 등을 통해 간접적으로 접촉한 형태이어도 좋다.
본 발명에서의 제1의 발명에 관한 열경화성 수지 조성물은, 상기 열경화성 수지 조성물을 1.5℃/분의 속도로 승온한 경우에 견인 주기 0.5 Hz에서의 동적점탄성 측정에서, 복소 점도η*가 1×107 Pa·s로부터 1×101 Pa·s까지 저하될 때의 온도 변화 ΔT가 45℃ 이하이다. 상기 열경화성 수지 조성물의 승온 시에 취할 수 있는 온도는, 통상은 0 ~ 300℃의 범위 내이다.
상기 온도 변화 ΔT가 45℃ 이하인 것으로 금형에 세트하는 경우에 수지의 취급성이 우수하면서, 상기 조성물을 적합한 조건에서 가압, 가열한 경우에 상기 조성물이 균일하게 단시간에 용융하기 때문에, 강화 섬유에의 함침성이 우수한 것과 함께, 경화물에 불균일 없이 균일한 섬유 강화 복합 재료가 얻어진다.
여기서, 제1의 발명에서의 열경화성 수지 조성물의 복소 점도η*가 1×107 Pa·s 이상인 경우, 상기 조성물은 취급성이 좋고, 상기 조성물이 용이하게는 유동하기 어려운 것을 나타낸다. 한편, 상기 조성물의 복소 점도η*가 1×101 Pa·s 이하가 되면, 유동성이 우수하고 강화 섬유에의 충분한 함침성이 얻어지기 쉬운 상태인 것을 나타낸다.
제1의 발명에서의 열경화성 수지 조성물은, 상기의 조건에서 복소 점도η*가 1×107 Pa·s로부터 1×101 Pa·s까지 저하될 때의 온도 변화 ΔT가 45℃ 이하이고, 30℃ 이하인 것이 바람직하고, 20℃ 이하인 것이 보다 바람직하다. ΔT가 45℃를 초과하는 경우, 수지 조성물을 가열, 가압할 때에 용융에 시간이 걸리거나 얻어지는 경화물에 조성 불균일이 발생하는 경우가 있다. 또한 ΔT는 작은 값일수록 바람직하지만, 현실적으로는 1℃ 이상의 값이 된다.
또한 열경화성 수지 조성물의 복소 점도η*는, 동적점탄성 측정장치를 이용하여 측정할 수 있다. 수지 샘플을 패러렐 플레이트에 세트하고, 통상은 0 ~ 300℃의 온도 범위 내에서, 1.5℃/분의 속도로 승온해 복소 점도η*를 측정한다. 예를 들면, 상온 또는 0℃ 부근의 온도에서 시작해, 1.5℃/분의 속도로 승온하고, 복소 점도η*가 1×107 Pa·s로 될 때의 온도 및 1×101 Pa·s로 될 때의 온도를 확인하여, 전술의 온도 변화 ΔT를 구할 수 있다. 또한 300℃까지 승온하면, 많은 열경화성 수지 조성물은 열분해되기 때문에, 300℃을 넘어 승온시켜 측정하는 것은 일반적이지 않다.
제1의 발명에서의 열경화성 수지 조성물은, 25℃에서의 복소 점도η*가 1×107 Pa·s 이상인 것이 바람직하고, 3×107 Pa·s 이상인 것이 보다 바람직하다. 25℃에서의 복소 점도η*가 1×107 Pa·s 이상인 것으로, 상온에서는 상기 조성물이 용이하게는 유동하지 않아, 취급성이 좋아지기 쉽다.
관련된 열경화성 수지 조성물은, 주제(主劑)와 경화제, 또는 주제와 촉매, 또는 주제와 경화제와 촉매를 포함하는 것이 바람직하고, 이러한 주제, 경화제, 촉매가 결정성 성분을 포함하는 것이 바람직하다. 주제, 경화제, 촉매가 결정성 성분을 포함하는 것으로, 결정성 성분의 융점 이하에서는 열경화성 수지 조성물이 고형이고, 복소 점도η*가 1×107 Pa·s 이상인 반면, 결정성 성분의 융점을 초과하는 온도로 가열할 때에는 상기 조성물의 점도가 급격하게 저하하기 때문에, 복소 점도η*가 1×107 Pa·s로부터 1×101 Pa·s까지 저하될 때의 온도 변화 ΔT를 45℃ 이하로 제어하기 쉬워진다.
여기서 결정성 성분이란, 단일성분 상태로 융점을 가지는 성분이고, 융점은, 후술한 바와 같이, JIS K 7121:2012에 따라서, 시차주사열량 측정(DSC)에 의해 구할 수 있다.
제2의 발명에서의 열경화성 수지 조성물은, 단일의 융점을 가지고, 융해열이 30 J/g 이상이다.
단일의 융점을 가지는 것으로, 상기 열경화성 수지 조성물을 용융시키는 경우에 각 성분이 균일하게 융해하기 때문에, 강화 섬유에의 함침성이 우수하고 조성 불균일이 없는 성형체가 얻어진다. 단일의 융점이 되지 않는 경우, 상기 열경화성 수지 조성물을 가열해 용융시키는 경우에, 용융하기 시작하는 시간에 차이가 생겨 균일한 성형체를 얻을 수 없다.
또한, 융해열이 30 J/g 미만인 경우, 융해 전의 열경화성 수지 조성물이 완전고형이 되지 않아 취급이 뒤떨어진다.
여기서, 단일의 융점을 가진다는 것은, 후술하는 DSC에 의해서 측정되는 융해에 의한 흡열 피크를 실질적으로 1개 밖에 갖지 않는 것을 나타낸다. 브로드하게 연속적으로 흡열이 계속되는 경우에도, 베이스라인에 대해서 명확한 피크 톱을 1개 밖에 갖지 않는 경우에는, 단일의 융점으로 간주한다. 또한, 융해열은 DSC에 의해 구하는 융점의 융해에 의한 흡열 피크의 피크면적값으로부터 산출할 수 있다.
제2의 발명에서의 열경화성 수지 조성물은, 융해열이 40 J/g 이상인 것이 바람직하고, 50 J/g 이상인 것이 더욱 바람직하다. 융해열이 40 J/g 이상인 것으로, 융해 전의 열경화성 수지 조성물이 고형이 되어, 취급이 우수한 것과 함께, 가열에 의해 결정을 융해시키는 경우에 순간에 저점도 액체가 되기 때문에, 강화 섬유에의 함침성도 우수해지기 쉬워진다.
관련된 열경화성 수지 조성물은, 열경화성 수지 조성물 100질량%에서 모든 결정성 성분의 함유량이 70질량% 이상 100질량% 이하인 것이 바람직하고, 80질량% 이상 100질량% 이하인 것이 보다 바람직하고, 90질량% 이상 100질량% 이하인 것이 더 바람직하다. 여기서, 모든 결정성 성분의 함유량이란, 복수의 다른 결정성 성분을 포함하는 경우에는, 이들의 합계의 함유량을 의미한다. 결정성 성분의 합계의 함유량이 70질량% 이상이 됨으로써, 열경화성 수지 조성물의 상온에서의 취급성과 고온으로 가열될 때의 강화 섬유에의 함침성을 양립하기 쉬워진다.
또한, 관련된 열경화성 수지 조성물은, 열경화성 수지 조성물 100질량%에서 함유량이 10질량% 이상인 결정성 성분이 복수 존재하고, 상기 결정성 성분 중에서, 단일성분 융점이 가장 높은 결정성 성분과 단일성분 융점이 가장 낮은 결정성 성분의, 단일성분으로 융점의 차이가 60℃ 이하인 것이 바람직하고, 50℃ 이하인 것이 보다 바람직하고, 40℃ 이하인 것이 더 바람직하다. 결정성 성분의 융점의 차이를 60℃ 이하로 함으로써, 상기 조성물을 가열, 가압할 때에, 각 성분이 동시에 용융을 시작하기 쉽고, 얻어지는 경화물이 균일한 조성이 되기 쉽다.
관련된 열경화성 수지 조성물에는, 본 발명의 요건을 만족하는 범위에서, 일반적으로 이용되는 각종의 열경화성 수지를 적용할 수 있다. 이 때문에, 열경화성 수지로서 예를 들면, 에폭시 수지, 페놀 수지, 불포화 폴리에스테르 수지, 비닐에스테르 수지, 비스말레이미드 수지, 시아네이트 수지, 벤조옥사진 수지, 우레탄수지, 우레아 수지 등이 적합하게 적용될 수 있다.
본 발명에서 이용되는 주제란, 가열에 의해 경화 반응이 진행되어 가교 구조를 형성하는 모노머 성분이 바람직하다. 주제로서는, 예를 들면, 에폭시기를 가지는 화합물, 페놀기를 가지는 화합물, 비닐기를 가지는 화합물, 비스말레이미드 구조를 가지는 화합물, 이소시아네이트기를 가지는 화합물, 옥사진 화합물, 수산기를 가지는 화합물, 아미노기를 가지는 화합물 등의 열경화성 모노머가 바람직하게 사용할 수 있다.
전술의 열경화성 수지 중에서도, 강화 섬유의 접착성, 취급성의 관점에서 열경화성 수지는 에폭시 수지를 포함하는 것이 바람직하다. 그리고 열경화성 수지로서 에폭시 수지를 포함하는 경우, 주제로서는, 1분자 중에 1개 이상, 바람직하게는 2개 이상의 에폭시기를 가지는 화합물을 의미한다. 이러한 에폭시 수지는 에폭시기를 가지는 화합물 1 종류만으로 이루어지는 것이어도 좋고, 복수종의 혼합물이어도 좋다.
열경화성 수지로서 에폭시 수지를 포함하는 경우의 주제의 구체예, 즉 1분자 내에 1개 이상의 에폭시기를 가지는 화합물의 구체예로서는, 수산기를 복수 가지는 페놀 화합물로부터 얻어지는 방향족 글리시딜에테르, 수산기를 복수 가지는 알코올 화합물로부터 얻어지는 지방족 글리시딜에테르, 아민화합물로부터 얻어지는 글리시딜아민, 카르복실기를 복수 가지는 카르복실산 화합물로부터 얻어지는 글리시딜에스테르 등의 에폭시기를 글리시딜기의 일부로서 가지는 에폭시 수지나, 시클로헥센 등의 불포화 지환 화합물을 산화함으로써 얻어지는 옥시란환을 구조 중에 포함하는 에폭시 수지 등을 들 수 있다.
본 발명에서 이용되는 경화제는, 주제와 공유결합함으로써 열경화성 수지를 경화시키는 성분이 바람직하다.
열경화성 수지가 에폭시 수지인 경우를 예로 들면, 에폭시기와 반응할 수 있는 활성기를 가지는 화합물을 경화제로서 예시할 수 있다. 경화제로서는, 아민계, 페놀계, 산 무수물계, 메르캅탄계의 경화제로 대별된다. 아민계의 경화제는, 디시안디아미드, 방향족 폴리아민, 지방족 아민, 아미노안식향산 에스테르류, 티오요소 부가 아민, 히드라지드 등을 예시할 수 있다. 페놀계의 경화제는, 비스페놀, 페놀 노볼락 수지, 크레졸 노볼락 수지, 폴리페놀 화합물 등을 예시할 수 있다. 산 무수물계의 경화제는, 무수프탈산, 무수말레인산, 무수호박산, 카르복실산 무수물 등을 예시할 수 있다. 메르캅탄계의 경화제는, 폴리메르캅탄, 폴리설피드 수지 등을 예시할 수 있다.
본 발명에서 이용되는 촉매는, 주제의 단독 경화 반응, 및 주제와 경화제의 결합형성에 의한 경화 반응을 신속하고 원활하게 하는 성분이 바람직하다.
열경화성 수지가 에폭시 수지인 경우를 예로 들면, 촉매로서는, 이미다졸류, 3급 아민, 유기인화합물, 우레아 화합물, 암모늄염, 설포늄염 등을 들 수 있다.
또한, 관련된 열경화성 수지 조성물의 형태는, 특별히 한정되는 것이 아니고, 괴 형상, 봉 형상, 판 형상, 필름, 섬유, 분체 등 여러 가지의 형태의 것을 사용할 수 있다. 특히, 함침성의 관점에서, 적어도 한변이 1 mm 이상의 사이즈를 가지는 괴 형상의 형태가 적합하게 이용된다.
본 발명에서의 드라이 강화 섬유에는, 유리섬유, 아라미드섬유, 탄소섬유 및 보론섬유 등, 여러 가지의 유기 및 무기 섬유가 바람직하게 이용된다. 이 중에서도, 경량이면서, 강도나, 탄성률 등의 역학 물성이 우수한 섬유 강화 복합 재료가 얻어지는 이유로부터, 탄소섬유가 적합하게 이용된다.
또한, 본 발명에서, 드라이 강화 섬유란, 강화 섬유에 매트릭스 수지가 함침되어 있지 않은 상태의 강화 섬유를 가리킨다. 따라서, 본 발명의 섬유 강화 복합 재료용 프리폼은, 매트릭스 수지가 강화 섬유에 함침된 프리프레그와는 다른 것이다. 다만, 본 발명에서의 드라이 강화 섬유는, 소량의 바인더가 함침되어 있어도 상관없다. 또한 바인더란, 적층한 강화 섬유 기재의 층간을 바인드하는 성분이고, 경화제나 촉매를 포함하지 않은, 열경화성이 아닌 수지로 이루어지는 성분이 바람직하다. 또한, 후술하는 본 발명의 섬유 강화 복합 재료에서는, 수지 조성물이 함침되어 있는 상태이기 때문에, 드라이 강화 섬유라고는 말하지 않는다.
본 발명에서의 강화 섬유는, 단섬유 및 연속 섬유 중 어느 하나이어도 좋고, 양측을 병용할 수도 있다. 높은 섬유 체적 함유율(고Vf)의 섬유 강화 복합 재료를 얻기 위해서는, 연속 섬유가 바람직하게 이용된다.
본 발명에서의 드라이 강화 섬유는 스트랜드의 형태로 이용되기도 하지만, 강화 섬유를 매트, 직물, 니트, 블레이드, 및 일방향 시트 등의 형태로 가공한 드라이 강화 섬유 기재가 적합하게 이용된다. 그 중에서도, 고Vf의 섬유 강화 복합 재료가 얻어지기 쉽고, 또한, 취급성이 우수한 직물이 적합하게 이용된다.
본 발명의 섬유 강화 복합 재료로 할 때에 높은 비강도, 혹은 비탄성률을 가지기 위해서는, 그 강화 섬유의 섬유 체적 함유율 Vf가 바람직하게는 30 ~ 85%이고, 보다 바람직하게는 35 ~ 70%의 범위 내이다. 여기서 말하는, 섬유 강화 복합 재료의 섬유 체적 함유율 Vf란, ASTM D3171(1999)에 준거하고, 하기에 의해 정의되고 측정되는 값이다. 즉, 드라이 강화 섬유 기재에 열경화성 수지 조성물을 함침시키고, 상기 조성물을 경화한 후의 상태에서 측정되는 값을 말한다. 따라서, 섬유 강화 복합 재료의 섬유 체적 함유율 Vf의 측정은, 섬유 강화 복합 재료의 두께 h로부터, 하기의(식 1)을 이용하여 나타낼 수 있다.
·섬유 체적 함유율 Vf(%) = (Af×N)/(ρf×h×10)···(식 1)
·Af:드라이 강화 섬유 기재 1매·1 ㎡ 당의 질량(g/㎡)
·N:드라이 강화 섬유 기재의 적층 매수(매)
·ρf:드라이 강화 섬유 기재의 밀도(g/㎤)
·h:섬유 강화 복합 재료(시험편)의 두께(mm).
드라이 강화 섬유 기재 1매·1 ㎡ 당의 질량 Af나, 드라이 강화 섬유 기재의 적층 매수 N 및 드라이 강화 섬유 기재의 밀도ρf가 분명하지 않은 경우는, JIS K 7075(1991)에 근거하는 연소법, 질산분해법 및 황산분해법 중의 어느 하나에 따라 섬유 강화 복합 재료의 섬유 체적 함유율을 측정한다. 이 경우에 이용되는 강화 섬유의 밀도는, JIS R 7603(1999)에 기초해 측정한 값을 이용한다.
구체적인 섬유 강화 복합 재료의 두께 h의 측정 방법으로서는, JIS K 7072(1991)에 기재되어 있는 바와 같이, JIS B 7502(1994)에 규정의 마이크로미터 또는 이것과 동등 이상의 정도를 가지는 것으로 측정하는 것이 바람직하다. 섬유 강화 복합 재료가 복잡한 형상을 하고 있어 두께를 측정할 수 없는 경우에는, 섬유 강화 복합 재료로부터 샘플(측정용으로서의 어느 정도의 형태와 크기를 가지고 있는 샘플)을 잘라, 측정하는 것이 바람직하다.
본 발명의 섬유 강화 복합 재료는, 드라이 강화 섬유 기재, 및 열경화성 수지 조성물의 경화물로 이루어지고, 열경화성 수지 조성물이 드라이 강화 섬유 기재에 함침되어서 이루어지는 것이다. 즉, 본 발명의 열경화성 수지 조성물을 드라이 강화 섬유 기재에 함침시켜 성형하고, 상기 조성물을 경화시킴으로써, 본 발명의 섬유 강화 복합 재료를 얻을 수 있다.
본 발명의 섬유 강화 복합 재료의 제조 방법은, 열경화성 수지 조성물을 강화 섬유에 함침시키면서 성형하는 성형 공정, 및 경화시켜 섬유 강화 복합 재료로 하는 경화 공정을 가진다.
본 발명의 섬유 강화 복합 재료의 제조에는, 프레스 성형법이나 필름 백 성형법, 오토클레이브 성형법 등 여러 가지의 방법을 이용할 수 있다. 이들 중, 생산성이나 성형체의 형상 자유도의 관점에서, 특히 프레스 성형법이 적합하게 이용된다.
필름 백 성형법은, 강체 오픈 몰드와 가요성의 필름의 사이에 열경화성 수지 조성물과 드라이 강화 섬유 기재로 구성되는 프리폼을 배치해, 내부를 진공 흡인하고, 대기압을 부여하면서 가열 성형하거나, 혹은 기체나 액체에 의해 가압하면서 가열 성형하는 것이 바람직하게 예시된다.
프레스 성형법의 일례를 이용하여, 본 발명의 섬유 강화 복합 재료의 제조 방법에 대해 설명한다. 본 발명의 섬유 강화 복합 재료는, 특정 온도로 가열한 성형 형(型) 내에, 열경화성 수지 조성물과 드라이 강화 섬유 기재로 이루어지는 섬유 강화 복합 재료용 프리폼을 배치한 후, 프레스로 가압·가열함으로써, 수지 조성물이 용융되고, 강화 섬유 기재에 함침된 후, 그대로 경화함으로써 제조할 수 있다.
성형 형의 온도는, 드라이 강화 섬유 기재에의 함침성의 점에서, 사용하는 수지 조성물의 복소 점도η*가 1×101 Pa·s까지 저하하는 온도 이상의 온도로 하는 것이 바람직하다.
실시예
이하, 실시예에 의해, 본 발명에 대해 더 상세하게 설명한다.
<수지원료>
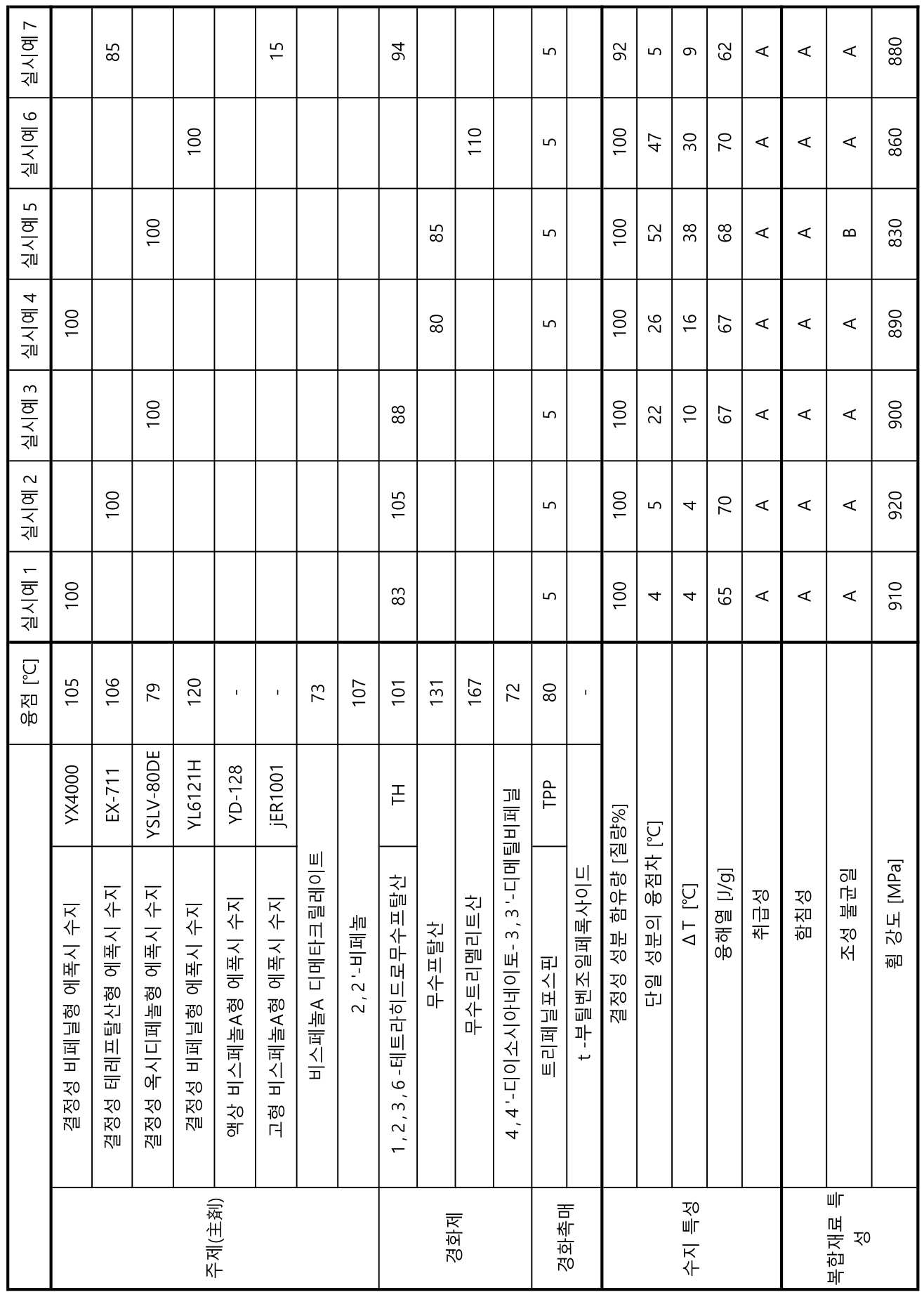
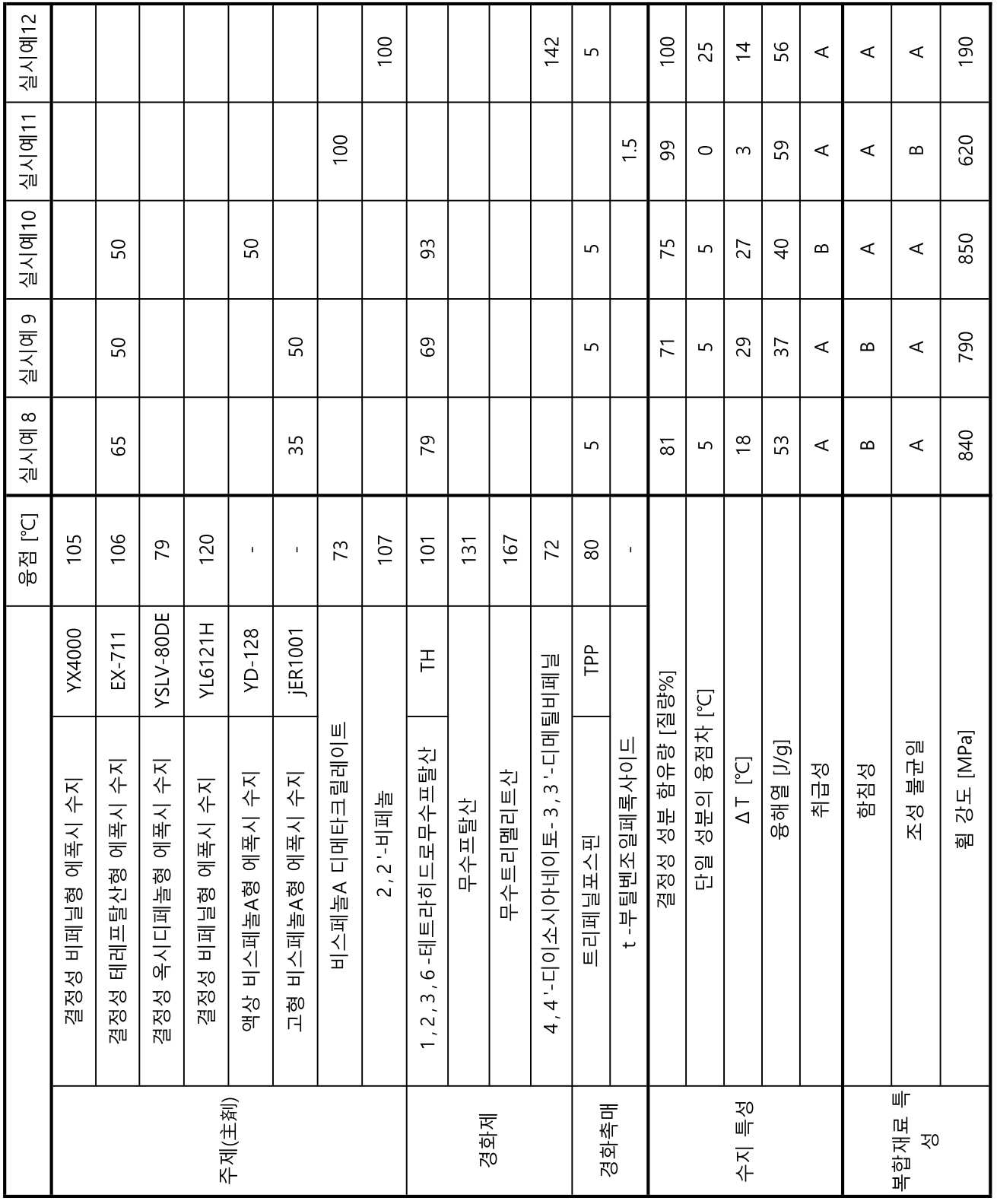
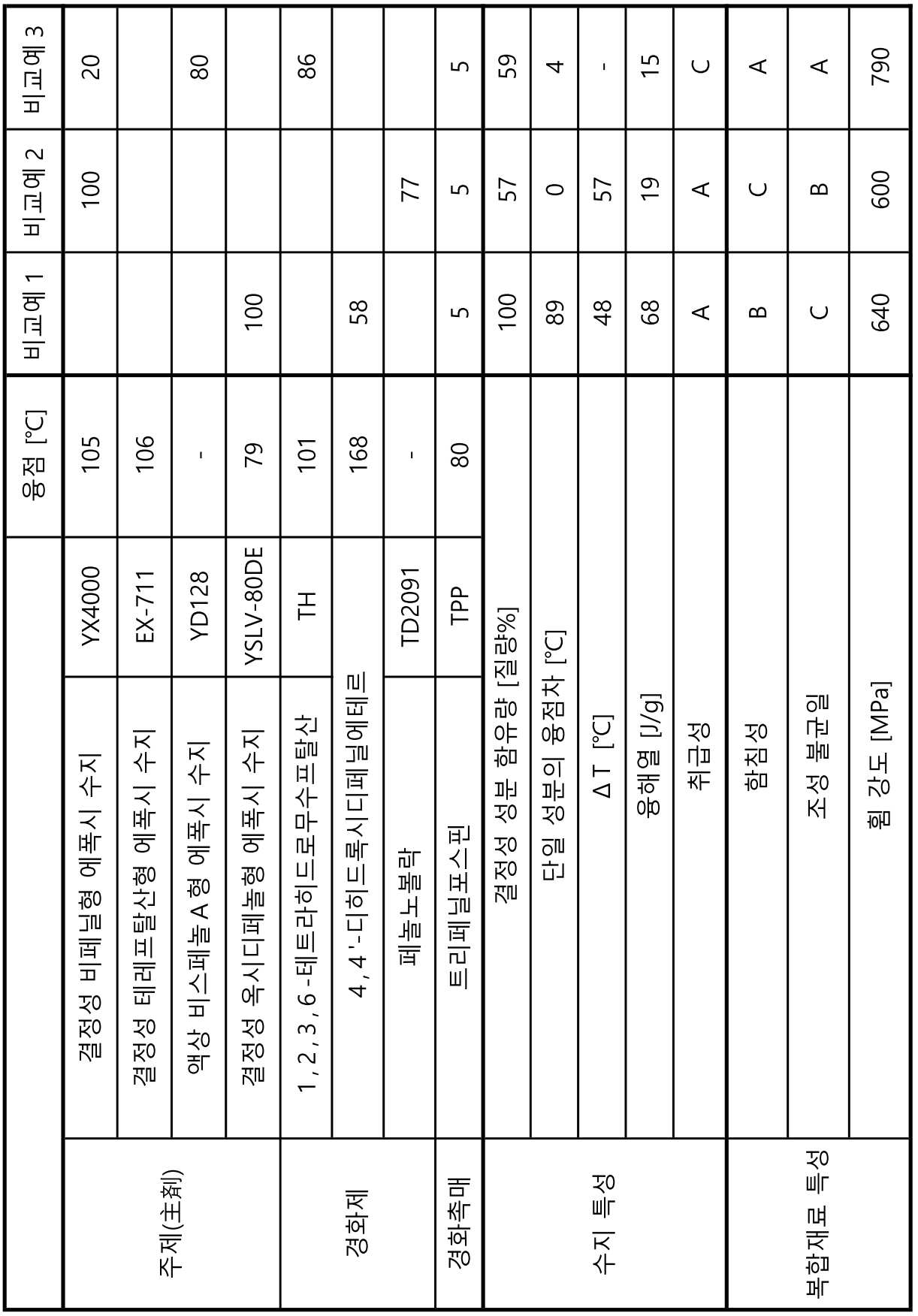
각 실시예의 열경화성 수지 조성물을 얻기 위해서, 다음의 수지원료를 이용했다. 표 1 및 표 2 중의 수지 조성물의 함유 비율의 단위는, 특별히 명시되지 않는 한 「질량부」를 의미한다.
1.주제
·"jER"(등록상표) YX4000(Mitsubishi Chemical Corporation 제):결정성 비페닐형 에폭시 수지, 융점 = 105℃
·"DENACOL"(등록상표) EX-711(Nagase ChemteX Corporation 제):결정성 테레프탈산형 에폭시 수지, 융점 = 106℃
·YSLV80DE(NIPPON STEEL & SUMIKIN CHEMICAL CO., LTD. 제):결정성 옥시 디페놀형 에폭시 수지, 융점 = 79℃
·"jER"(등록상표) YL6121H(Mitsubishi Chemical Corporation 제):결정성 비페닐형 에폭시 수지, 융점 = 120℃
·YD-128(NIPPON STEEL & SUMIKIN CHEMICAL CO., LTD. 제):액상 비스페놀 A형 에폭시 수지, 융점 없음
·"jER"(등록상표) 1001(Mitsubishi Chemical Corporation 제):유리상 고형 비스페놀 A형 에폭시 수지, 융점 없음
·비스페놀 A 디메타크릴레이트(Sigma-Aldrich제):융점 = 73℃
·2,2'-비페놀(TOKYO CHEMICAL INDUSTRY CO.,LTD. 제):융점 = 107℃
2.경화제
·"RIKACID"(등록상표) TH:1,2,3,6-테트라히드로무수프탈산, 융점 = 101℃
·무수프탈산(KANTO CHEMICAL CO., INC. 제):융점 = 131℃
·무수트리멜리트산(TOKYO CHEMICAL INDUSTRY CO.,LTD. 제):융점 = 167℃
·4,4'-디이소시아네이토-3,3'-디메틸비페닐(TOKYO CHEMICAL INDUSTRY CO.,LTD. 제):융점 = 72℃
·4,4'-디히드록시 디페닐에테르(TOKYO CHEMICAL INDUSTRY CO.,LTD. 제):융점 = 168℃
·"PHENOLITE"(등록상표) TD2091(DIC(주) 제):페놀 노볼락, 융점 없음
3.경화촉매
·TPP(K.I CHEMICAL INDUSTRY CO., LTD. 제):트리페닐포스핀, 융점 = 80℃
·t부틸벤조일 페록사이드(Sigma-Aldrich 제):액상, 융점 없음
<열경화성 수지 조성물의 조제>
표 1, 표 2에 기재된 원료와 배합비로 주제, 경화제, 경화촉매를 경화 반응이 실질적으로 진행되지 않는 온도/시간 조건에서 가열 교반에 의해 균일하게 용융 혼합하고, 주형한 후, 상온으로 냉각하여 소정의 형상의 열경화성 수지 조성물을 조제했다.
<결정성 성분의 융점 측정>
사용된 각 수지원료의 융점은, JIS K 7121:2012에 따라서, 시차주사열량 측정(DSC)에 의해 측정했다. 측정장치로서는 Pyris1 DSC(Perkin Elmer제)를 사용했다. 결정성 성분을 알루미늄 샘플 팬에 채취하고, 질소 분위기 하에서, 10℃/min의 승온 속도로 측정을 행한다. 얻어진 DSC 곡선에서, 성분의 융해에 의한 흡열 피크의 정점의 온도를 융점으로서 측정했다.
<열경화성 수지 조성물의 점도 측정>
상기와 같이 조제된 열경화성 수지 조성물을 시료로서 동적점탄성 측정에 의해 측정했다. 측정장치에는 ARES-G2(TA Instruments 사 제)를 사용했다. 시료를 8 mm의 패러렐 플레이트에 세트해, 0.5 Hz의 견인 주기를 가하고, 승온 속도 1.5℃/분으로, 0 ~ 300℃의 온도 범위에서 측정해, 복소 점도η*를 측정했다. 얻어진 복소 점도η*가 1×107 Pa·s로부터 1×101 Pa·s까지 저하될 때의 온도 변화를 ΔT로서 산출했다.
<열경화성 수지 조성물의 융해열 측정>
상기와 같이 조제한 열경화성 수지 조성물을 시료로서 JIS K 7121:2012에 따라서, 시차주사열량 측정(DSC)에 의해 측정했다. 측정장치로서는 Pyris1 DSC(Perkin Elmer 제)를 사용했다. 결정성 성분을 알루미늄 샘플 팬에 채취하고, 질소 분위기 하에서, 10℃/min의 승온 속도로 측정을 행한다. 얻어진 DSC 곡선에서, 성분의 융해에 의한 흡열 피크의 베이스라인에 대한 면적값으로부터 융해열(J/g)을 측정했다.
<열경화성 수지 조성물의 상온에서의 취급성>
상기와 같이 조제한 열경화성 수지 조성물의 상온에서의 취급성을 다음의 3 단계로 비교 평가했다. 열경화성 수지 조성물을 손으로 들어 올리는 경우에, 자중(自重)으로의 파괴, 변형, 및 끈적임이 없는 것을 「A」, 자중으로 일부 빠지거나 약간 끈적임이 있는 것을 「B」, 들어 올리는 경우에 자중으로 간단하게 갈라지거나 변형되어 버리는 것이나, 끈적임이 있는 것을 「C」로 했다.
<섬유 강화 복합 재료의 제작>
하기의 프레스 성형법에 따라 섬유 강화 복합 재료를 제조했다. 350mm×700mm×2 mm의 판 형상 캐비티를 갖고, 소정의 온도(성형온도)로 유지된 금형 내에서, 강화 섬유로서 탄소섬유 직물 CO6343(탄소섬유:T300-3K, 조직:평직, 단위면적당 중량:198g/㎡, Toray Industries Inc. 제)를 9매 적층한 기재의 상에, 상기와 같이 조제한 열경화성 수지 조성물을 290 g 배치한 프리폼을 세트 했다. 그 후, 프레스 장치로 형체를 행했다. 이 때, 금형 내를 진공 펌프로 대기압-0.1 MPa로 감압한 후, 최대 4 MPa의 압력으로 프레스 했다. 금형 온도는, 사용하는 열경화성 수지 조성물 중에 포함되는 결정성 성분이 가지는 융점 온도 중에서 가장 높은 융점 온도보다도 10℃ 높은 온도로 설정했다. 프레스 개시 후 30분에 금형을 열어, 탈형하고, 섬유 강화 복합 재료를 얻었다.
<드라이 강화 섬유 기재에의 수지 함침성>
상기 섬유 강화 복합 재료를 제작하는 경우에 수지의 강화 섬유에의 함침성에 대해서, 섬유 강화 복합 재료 중의 보이드 양을 기준으로 다음의 3 단계로 비교 평가했다.
섬유 강화 복합 재료 중의 보이드 양이 1% 미만으로, 보이드가 실질적으로 존재하지 않는 것을 「A」, 섬유 강화 복합 재료의 외관에 수지 미함침 부분은 인정되지 않지만, 섬유 강화 복합 재료 중의 보이드 양이 1% 이상이지만 유강화 복합 재료의 외관에 수지 미함침 부분이 인정되지 않는 것을 「B」, 섬유 강화 복합 재료의 외관에 수지 미함침 부분이 인정되는 것을 「C」로 했다.
섬유 강화 복합 재료 중의 보이드 양은, 평활하게 연마된 섬유 강화 복합 재료에서 임의로 선정한 단면을 평활하게 연마한 면을 낙사(落斜)형 광학 현미경으로 관찰하고, 섬유 강화 복합 재료 중의 보이드의 면적률로부터 산출했다.
<섬유 강화 복합 재료의 조성 불균일>
상기와 같이 해 얻어진 섬유 강화 복합 재료의 조성 불균일에 대해서, 다음의 3 단계로 비교 평가했다. 얻어진 섬유 강화 복합 재료로부터 균일하게 17개소 이상의 시료를 잘라 JIS K 7121:2012에 따라서, 시차주사열량 측정(DSC)에 의해 섬유 강화 복합 재료의 Tg를 측정한 결과, 측정 결과의 최대치와 최소치의 차이가 15℃ 미만인 것을 「A」, 15℃ 이상 30℃ 미만인 것을 「B」, 30℃ 이상인 것을 「C」로 했다.
<섬유 강화 복합 재료의 휨 강도>
상기와 같이 해 얻어진 섬유 강화 복합 재료의 휨 강도를, JIS K7074:1988에 따라서, 폭 15 mm, 길이 100 mm가 되도록 자른 시험편을, 인스트롱 만능시험기(Instron 사 제)를 이용하여 3점 휨 시험에 따라 측정했다. 크로스헤드 속도 5 mm/분, 스팬 80 mm, 두께 지름 5 mm, 지점 지름 2 mm로 측정을 행하여, 휨 강도를 측정했다. 휨 강도는, 5개의 시료에 대해서 측정하고, 섬유 함유율을 60질량%로 한 환산치를 산출하고, 그 평균을 휨 강도로서 구했다.
(실시예 1)
표 1-1에 나타낸 바와 같이, 결정성 비페닐형 에폭시 수지 「"jER"(등록상표) YX4000」100질량부, 1,2,3,6-테트라히드로무수프탈산 「"RIKACID"(등록상표) TH」83질량부, 트리페닐포스핀 「TPP」5질량부로 이루어지는 열경화성 수지 조성물을 용융 혼합한 후, 상온까지 급냉해 조제했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이 열경화성 수지 조성물의 점도 측정으로부터, ΔT는 4℃로 매우 작은 값이었다. 열경화성 수지 조성물의 융해열도 충분히 크고, 단일의 융점을 93℃로 가졌다. 또한, 이 열경화성 수지 조성물과 강화 섬유로 이루어지는 프리폼을 이용하여 제작된 섬유 강화 복합 재료는, 표면에 미함침부는 없고, 내부의 보이드도 적고, 함침성이 우수한 것이었다. 섬유 강화 복합 재료로부터 균일하게 17개소 시료를 잘라, Tg를 측정한 결과, 위치에 의한 불균일도 거의 없고, 균일한 섬유 강화 복합 재료가 얻어지고, 우수한 휨 강도 특성을 나타냈다.
(실시예 2, 3)
사용하는 주제를, 각각 결정성 테레프탈산형 에폭시 수지 「"DENACOL"(등록상표) EX-711」100질량부(실시예 2) 또는 결정성 옥시 디페놀형 에폭시 수지 「YSLV-80DE」100질량(실시예 3)으로 하고, 사용하는 경화제인 1,2,3,6-테트라히드로무수프탈산 「"RIKACID"(등록상표) TH」의 질량부 수를, 사용하는 에폭시 수지의 에폭시 당량과 배합하기 위해서, 각각 105질량부(실시예 2) 또는 88질량부(실시예 3)로 한 것 이외는, 실시예 1과 마찬가지로 실시했다. 어느 열경화성 수지 조성물도, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이러한 열경화성 수지 조성물의 점도 측정으로부터 얻어진, ΔT의 값은 충분히 작은 값이었다. 열경화성 수지 조성물의 융해열도 충분히 크고, 각각 단일의 융점을 89℃, 80℃로 가졌다. 또한, 제작된 섬유 강화 복합 재료는, 함침성이 우수하고, 균일한 섬유 강화 복합 재료이고, 우수한 휨 강도 특성을 나타냈다.
(실시예 4)
사용하는 경화제를, 무수프탈산 80질량부로 한 것 이외는, 실시예 1과 마찬가지로 실시했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이 열경화성 수지 조성물의 점도 측정으로부터 얻어진 ΔT의 값은 충분히 작은 값이었다. 열경화성 수지 조성물의 융해열도 충분히 크고, 단일의 융점을 96℃로 가졌다. 또한, 제작된 섬유 강화 복합 재료는, 함침성이 우수하고, 균일한 섬유 강화 복합 재료이고, 우수한 휨 강도 특성을 나타냈다.
(실시예 5)
사용하는 주제를, 결정성 옥시 디페놀형 에폭시 수지 「YSLV-80DE」100질량부로 하고, 사용하는 경화제인 무수프탈산 「"RIKACID"(등록상표) TH」의 질량부 수를, 사용하는 에폭시 수지의 에폭시 당량과 배합하기 위해서 85질량부로 한 것 이외는, 실시예 4와 마찬가지로 실시했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이 열경화성 수지 조성물의 점도 측정으로부터 얻어진 ΔT의 값은 충분히 작은 값이었다. 열경화성 수지 조성물의 융해열도 충분히 크고, 단일의 융점을 79℃로 가졌다. 또한, 제작된 섬유 강화 복합 재료는, 함침성이 우수하고, 충분히 균일한 섬유 강화 복합 재료이고, 우수한 휨 강도 특성을 나타냈다.
(실시예 6)
사용하는 주제를, 결정성 비페놀형 에폭시 수지 「"jER"(등록상표) YL6121H」100질량부로 하고, 사용하는 경화제를 무수트리멜리트산 110질량부로 한 것 이외는, 실시예 1과 마찬가지로 실시했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이 열경화성 수지 조성물의 점도 측정으로부터 얻어진 ΔT의 값은 실시예 1-4에 비하면 약간 높았다. 열경화성 수지 조성물의 융해열도 충분히 크고, 단일의 융점을 101℃로 가졌다. 또한, 제작된 섬유 강화 복합 재료는, 함침성이 우수하고, 균일한 섬유 강화 복합 재료이고, 우수한 휨 강도 특성을 나타냈다.
(실시예 7)
표 1-1에 나타낸 바와 같이, 결정성 테레프탈산형 에폭시 수지 「"DENACOL"(등록상표) EX-711」85질량부, 유리상 고형 비스페놀 A형 에폭시 수지 「"jER"(등록상표) 1001」15질량부, 및 1,2,3,6-테트라히드로무수프탈산 「"RIKACID"(등록상표) TH」94질량부, 트리페닐포스핀 「TPP」5질량부로 이루어지는 열경화성 수지 조성물을 용융 혼합한 후, 상온까지 급냉해 조제했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이 열경화성 수지 조성물의 점도 측정으로부터 얻어진 ΔT의 값은 충분히 작은 값이었다. 열경화성 수지 조성물의 융해열은 실시예 1-6과 비교하면 약간 작지만 충분히 크고, 단일의 융점을 86℃로 가졌다. 또한, 제작된 섬유 강화 복합 재료는, 함침성이 우수하고, 균일한 섬유 강화 복합 재료이고, 우수한 휨 강도 특성을 나타냈다.
(실시예 8, 9)
사용하는 주제, 결정성 테레프탈산형 에폭시 수지 「"DENACOL"(등록상표) EX-711」와 유리상 고형 비스페놀 A형 에폭시 수지 「"jER"(등록상표) 1001」의 질량부 수의 각각을, 실시예 8에서는 65질량부와 35질량부, 실시예 9에서는 50질량부와 50질량부로 하고, 사용하는 경화제인 1,2,3,6-테트라히드로무수프탈산 「"RIKACID"(등록상표) TH」의 질량부 수를, 사용하는 에폭시 수지의 에폭시 당량과 배합하기 위해서, 각각 79질량부(실시예 8) 또는 69질량부(실시예 9)로 한 것 이외는, 실시예 7과 마찬가지로 실시했다. 열경화성 수지 조성물의 융해열은 실시예 7보다 한층 더 작지만 충분히 크고, 각각 단일의 융점을 85℃, 82℃로 가졌다. 어느 열경화성 수지 조성물도, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이러한 열경화성 수지 조성물의 점도 측정으로부터 얻어진 ΔT의 값은 충분히 작은 값이었다. 또한, 제작된 섬유 강화 복합 재료는, 균일한 섬유 강화 복합 재료이고, 우수한 휨 강도 특성을 나타냈다.
(실시예 10)
표 1-2에 나타낸 바와 같이, 결정성 테레프탈산형 에폭시 수지 「"DENACOL"(등록상표) EX-711」50질량부, 액상 비스페놀 A형 에폭시 수지 「YD128」50질량부, 및 1,2,3,6-테트라히드로무수프탈산 「"RIKACID"(등록상표) TH」93질량부, 트리페닐포스핀 「TPP」5질량부로 이루어지는 열경화성 수지 조성물을 용융 혼합한 후, 상온까지 급냉해 조제했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않았다. 이 열경화성 수지 조성물의 점도 측정으로부터 얻어진 ΔT의 값은 충분히 작은 값이었다. 열경화성 수지 조성물의 융해열은 충분한 값이고, 단일의 융점을 80℃로 가졌다. 또한, 제작된 섬유 강화 복합 재료는, 함침성이 우수하고, 균일한 섬유 강화 복합 재료이고, 우수한 휨 강도 특성을 나타냈다.
(실시예 11)
사용하는 열경화성 수지를 비닐에스테르 수지로서 표 1-2에 나타낸 바와 같이 결정성 비스페놀 A 디메타크릴레이트 100질량부, t부틸벤조일 페록사이드 1.5질량부로 한 것 이외는, 실시예 1과 마찬가지로 실시했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이 열경화성 수지 조성물의 점도 측정으로부터 얻어진 ΔT의 값은 매우 작은 값이었다. 열경화성 수지 조성물의 융해열도 충분히 크고, 단일의 융점을 73℃로 가졌다. 또한, 제작된 섬유 강화 복합 재료는, 함침성이 우수하고, 충분히 균일한 섬유 강화 복합 재료이고, 충분한 휨 강도를 나타냈다.
(실시예 12)
사용하는 열경화성 수지를 폴리우레탄수지로서 표 1-2에 나타낸 바와 같이 결정성인 2,2'-비페놀 100질량부, 결정성인 4,4'-디이소시아네이토-3,3'-디메틸비페닐 142질량부, 트리페닐포스핀 「TPP」5질량부로 한 것 이외는, 실시예 1과 마찬가지로 실시했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이 열경화성 수지 조성물의 점도 측정으로부터 얻어진 ΔT의 값은 충분히 작은 값이었다. 열경화성 수지 조성물의 융해열도 충분히 크고, 단일의 융점을 79℃로 가졌다. 또한, 제작된 섬유 강화 복합 재료는, 함침성이 우수하고, 충분히 균일한 섬유 강화 복합 재료였지만, 휨 강도는 불충분한 값이었다.
(비교예 1)
표 2에 나타낸 바와 같이, 결정성 옥시 디페놀형 에폭시 수지 「YSLV-80DE」100질량부, 4,4'-디히드록시 디페닐에테르 58질량부, 트리페닐포스핀 「TPP」5질량부로 이루어지는 열경화성 수지 조성물을 용융 혼합한 후, 상온까지 급냉해 조제했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이 열경화성 수지 조성물은 점도 측정으로부터, ΔT가 컸다. 또한, 열경화성 수지 조성물의 융해열도 충분히 크지만, 단일의 융점이 아니라, 융해 피크가 2개로 분리되어 있어, 이 열경화성 수지 조성물과 강화 섬유로 이루어지는 프리폼을 이용하여 제작된 섬유 강화 복합 재료는, 내부에 일정한 보이드가 보이고, 섬유 강화 복합 재료로부터 균일하게 17개소 시료를 잘라, Tg를 측정한 결과, 위치에 의한 불균일이 컸다. 또한, 휨 강도는 충분한 값이었다.
(비교예 2)
표 2에 나타낸 바와 같이, 결정성 비페닐형 에폭시 수지 「"jER"(등록상표) YX4000」100질량부, 페놀 노볼락 「TD2091」77질량부, 트리페닐포스핀 「TPP」5질량부로 이루어지는 열경화성 수지 조성물을 용융 혼합한 후, 상온까지 급냉해 조제했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에도 붕괴, 변형되지 않고, 상온에서의 취급성이 우수한 것이었다. 이 열경화성 수지 조성물은 점도 측정으로부터, ΔT가 크고, 융해열도 작으며, 제작된 섬유 강화 복합 재료는 표면에 미함침부가 보였다.
(비교예 3)
표 2에 나타낸 바와 같이, 결정성 비페닐형 에폭시 수지 「"jER"(등록상표) YX4000」20질량부, 액상 비스페놀형 에폭시 「YD128」80질량부, 1,2,3,6-테트라히드로무수프탈산 「"RIKACID"(등록상표) TH」86질량부, 트리페닐포스핀 「TPP」5질량부로 이루어지는 열경화성 수지 조성물을 용융 혼합한 후, 상온까지 급냉해 조제했다. 이 열경화성 수지 조성물은, 손으로 들어 올리는 경우에 손에 수지가 부착하고, 현저한 변형이 보였다. 또한 이 열경화성 수지 조성물은 점도 측정으로부터, 0 ~ 300℃의 온도 범위에서 측정한 점도에서 1×107보다도 높은 점도가 되는 것은 없었다.
[표 1-1]
[표 1-2]
[표 2]
본 발명의 열경화성 수지 조성물은, 상온에서의 취급성이 우수하고, 수지 조제시에 부자재가 불필요하며, 수지 로스가 감소하는 것과 함께, 강화 섬유에의 함침성이 우수하고, 경화물의 수지 조성이 균일하게 되기 때문에, 프레스 성형법 등에 따라, 보다 간편하게 고품위의 섬유 강화 복합 재료를 높은 생산성으로 제공할 수 있게 된다. 이것에 의해, 특히 자동차나 항공기 용도에의 섬유 강화 복합 재료의 적용이 진행되고, 이들의 추가의 경량화에 따른 연비 향상, 지구 온난화 가스 배출 감소에의 공헌을 기대할 수 있다.
Claims (7)
- 열경화성 수지 조성물과 드라이 강화 섬유 기재를 포함하는 섬유 강화 복합 재료용 프리폼으로서,
열경화성 수지 조성물이 1.5℃/분의 속도로 승온된 경우에 견인 주기 0.5 Hz에서의 동적점탄성 측정에서, 복소 점도η*가 1×107 Pa·s로부터 1×101 Pa·s까지 저하될 때의 온도 변화 ΔT가 45℃ 이하인, 섬유 강화 복합 재료용 프리폼. - 열경화성 수지 조성물과 드라이 강화 섬유 기재를 포함하는 섬유 강화 복합 재료용 프리폼으로서,
열경화성 수지 조성물이 단일의 융점을 가지고, 융해열이 30 J/g 이상인, 섬유 강화 복합 재료용 프리폼. - 제1항 또는 제2항에 있어서,
열경화성 수지 조성물이, 주제와 경화제, 또는 주제와 촉매, 또는 주제와 경화제와 촉매를 포함하고,
상기 열경화성 수지 조성물 100질량%에서 결정성 성분의 합계의 함유량이 70질량% 이상인, 섬유 강화 복합 재료용 프리폼. - 제1항 내지 제3항 중 어느 한 항에 있어서,
열경화성 수지 조성물이, 주제와 경화제, 또는 주제와 촉매, 또는 주제와 경화제와 촉매를 포함하고,
상기 열경화성 수지 조성물 100질량%에서 함유량이 10질량% 이상의 결정성 성분이 복수 존재하고, 상기 결정성 성분 중에서, 단일성분으로 융점이 가장 높은 결정성 성분과 단일성분으로 융점이 가장 낮은 결정성 성분의 단일성분으로 융점의 차이가 60℃ 이하인, 섬유 강화 복합 재료용 프리폼. - 제1항 내지 제4항 중 어느 한 항에 기재된 섬유 강화 복합 재료용 프리폼의 형성에 이용되는 열경화성 수지 조성물로서, 드라이 강화 섬유 기재를 포함하는 섬유 강화 복합 재료용 프리폼의 형성에 이용되는 열경화성 수지 조성물.
- 제5항에 기재된 열경화성 수지 조성물이 드라이 강화 섬유 기재에 함침되어서 이루어지는 섬유 강화 복합 재료에서, 상기 열경화성 수지 조성물이 경화물로서 존재하는, 섬유 강화 복합 재료.
- 제5항에 기재된 열경화성 수지 조성물을 용융하고 드라이 강화 섬유 기재에 함침시키면서 성형하는 성형 공정, 및 상기 드라이 강화 섬유 기재에 함침되고 성형된 상기 열경화성 수지 조성물을 경화시키는 경화 공정을 가지는, 섬유 강화 복합 재료의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-128608 | 2017-06-30 | ||
| JP2017128608 | 2017-06-30 | ||
| PCT/JP2018/021505 WO2019003824A1 (ja) | 2017-06-30 | 2018-06-05 | 繊維強化複合材料用プリフォーム、熱硬化性樹脂組成物、繊維強化複合材料及び繊維強化複合材料の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200024747A true KR20200024747A (ko) | 2020-03-09 |
Family
ID=64741527
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197024783A Withdrawn KR20200024747A (ko) | 2017-06-30 | 2018-06-05 | 섬유 강화 복합 재료용 프리폼, 열경화성 수지 조성물, 섬유 강화 복합 재료 및 섬유 강화 복합 재료의 제조 방법 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US11225560B2 (ko) |
| EP (1) | EP3647346A4 (ko) |
| JP (1) | JPWO2019003824A1 (ko) |
| KR (1) | KR20200024747A (ko) |
| CN (1) | CN110621727B (ko) |
| AU (1) | AU2018293968A1 (ko) |
| BR (1) | BR112019021729A2 (ko) |
| CA (1) | CA3061460A1 (ko) |
| RU (1) | RU2020102452A (ko) |
| WO (1) | WO2019003824A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11667749B2 (en) | 2018-11-12 | 2023-06-06 | Toray Industries, Inc. | Epoxy resin composition for fiber-reinforced composite materials, epoxy resin cured product, preform and fiber-reinforced composite material |
| WO2021020045A1 (ja) * | 2019-07-29 | 2021-02-04 | 東レ株式会社 | 繊維強化複合材料用エポキシ樹脂組成物およびプリフォームならびに繊維強化複合材料 |
| JP2025144588A (ja) * | 2024-03-20 | 2025-10-03 | 豊田合成株式会社 | 電動液体ポンプ |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5315057B2 (ko) | 1973-03-24 | 1978-05-22 | ||
| JPH0329098A (ja) | 1989-06-27 | 1991-02-07 | Matsushita Electric Ind Co Ltd | バス旅行時間予測装置 |
| JP2005298713A (ja) | 2004-04-14 | 2005-10-27 | Toray Ind Inc | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2009263493A (ja) | 2008-04-24 | 2009-11-12 | Panasonic Electric Works Co Ltd | 圧縮成形用半導体封止エポキシ樹脂組成物およびそれを用いた半導体装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6155123A (ja) | 1984-08-27 | 1986-03-19 | Nitto Electric Ind Co Ltd | 粉末状エポキシ樹脂組成物の製造方法 |
| JPS62240375A (ja) | 1986-04-11 | 1987-10-21 | Nitto Electric Ind Co Ltd | 熱硬化性接着シ−ト |
| JPH08325395A (ja) * | 1995-03-31 | 1996-12-10 | Somar Corp | エポキシ樹脂組成物含浸シート |
| JPH10305529A (ja) | 1997-05-07 | 1998-11-17 | Oji Paper Co Ltd | 化粧合板 |
| JP5315057B2 (ja) | 2006-11-13 | 2013-10-16 | 新日鉄住金化学株式会社 | 結晶性樹脂硬化物、結晶性樹脂複合体及びその製造方法 |
| TWI494341B (zh) * | 2008-03-31 | 2015-08-01 | 新日鐵住金化學股份有限公司 | Epoxy resin compositions and shaped articles |
| JP2012021112A (ja) | 2010-07-16 | 2012-02-02 | Toho Tenax Co Ltd | プリプレグ及びその複合材料 |
| JP5276152B2 (ja) | 2011-11-11 | 2013-08-28 | 積水化学工業株式会社 | 樹脂組成物及び板状体 |
| JP6132198B2 (ja) | 2013-05-30 | 2017-05-24 | 大日本印刷株式会社 | プリプレグおよびそれを用いた成形体の製造方法 |
| WO2015046030A1 (ja) * | 2013-09-30 | 2015-04-02 | 東レ株式会社 | 繊維強化複合材料用2液型エポキシ樹脂組成物および繊維強化複合材料 |
| JP2016065164A (ja) | 2014-09-25 | 2016-04-28 | 京セラケミカル株式会社 | 熱膨張性接着シートおよび部品の接着方法 |
-
2018
- 2018-06-05 KR KR1020197024783A patent/KR20200024747A/ko not_active Withdrawn
- 2018-06-05 EP EP18823029.6A patent/EP3647346A4/en active Pending
- 2018-06-05 US US16/611,314 patent/US11225560B2/en not_active Expired - Fee Related
- 2018-06-05 WO PCT/JP2018/021505 patent/WO2019003824A1/ja not_active Ceased
- 2018-06-05 BR BR112019021729A patent/BR112019021729A2/pt not_active Application Discontinuation
- 2018-06-05 CN CN201880029070.6A patent/CN110621727B/zh active Active
- 2018-06-05 AU AU2018293968A patent/AU2018293968A1/en not_active Abandoned
- 2018-06-05 JP JP2018529325A patent/JPWO2019003824A1/ja active Pending
- 2018-06-05 RU RU2020102452A patent/RU2020102452A/ru not_active Application Discontinuation
- 2018-06-05 CA CA3061460A patent/CA3061460A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5315057B2 (ko) | 1973-03-24 | 1978-05-22 | ||
| JPH0329098A (ja) | 1989-06-27 | 1991-02-07 | Matsushita Electric Ind Co Ltd | バス旅行時間予測装置 |
| JP2005298713A (ja) | 2004-04-14 | 2005-10-27 | Toray Ind Inc | 繊維強化複合材料用エポキシ樹脂組成物、プリプレグおよび繊維強化複合材料 |
| JP2009263493A (ja) | 2008-04-24 | 2009-11-12 | Panasonic Electric Works Co Ltd | 圧縮成形用半導体封止エポキシ樹脂組成物およびそれを用いた半導体装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2018293968A1 (en) | 2019-11-07 |
| WO2019003824A1 (ja) | 2019-01-03 |
| CN110621727A (zh) | 2019-12-27 |
| US11225560B2 (en) | 2022-01-18 |
| CA3061460A1 (en) | 2019-10-24 |
| BR112019021729A2 (pt) | 2020-05-05 |
| EP3647346A4 (en) | 2021-03-10 |
| RU2020102452A (ru) | 2021-07-30 |
| CN110621727B (zh) | 2022-04-08 |
| US20200165398A1 (en) | 2020-05-28 |
| EP3647346A1 (en) | 2020-05-06 |
| JPWO2019003824A1 (ja) | 2020-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6731986B2 (ja) | 繊維強化プラスチック成形材料用フェノキシ樹脂粉末 | |
| JP6555360B2 (ja) | プリプレグ、プリプレグ積層体、および繊維強化複合材料 | |
| CN107531984B (zh) | 环氧树脂组合物、预浸料、碳纤维强化复合材料和它们的制造方法 | |
| KR102050341B1 (ko) | 프리폼용 바인더 수지 조성물, 바인더 입자, 프리폼 및 섬유 강화 복합 재료 | |
| CN103917574B (zh) | 纤维强化复合材料用二液型环氧树脂组合物和纤维强化复合材料 | |
| KR20160094935A (ko) | 강화 섬유 직물 기재, 프리폼 및 섬유 강화 복합 재료 | |
| KR20200024747A (ko) | 섬유 강화 복합 재료용 프리폼, 열경화성 수지 조성물, 섬유 강화 복합 재료 및 섬유 강화 복합 재료의 제조 방법 | |
| JP5074673B2 (ja) | 繊維強化熱可塑性樹脂の成形方法 | |
| US12060466B2 (en) | Molding material, fiber-reinforced composite article and method for producing fiber-reinforced composite article | |
| JP7218727B2 (ja) | 繊維強化複合材料用エポキシ樹脂組成物およびエポキシ樹脂硬化物、プリフォームならびに繊維強化複合材料 | |
| JP2020097694A (ja) | 繊維強化複合材料用エポキシ樹脂組成物および、繊維強化複合材料用プリフォームならびに繊維強化複合材料 | |
| JP2020176239A (ja) | エポキシ樹脂組成物、プリプレグ、プリプレグの製造方法、及び繊維強化複合材料の製造方法 | |
| JP6737410B1 (ja) | シートモールディングコンパウンドおよび繊維強化複合材料 | |
| TW202116848A (zh) | 纖維強化複合材料用環氧樹脂組成物及預形體以及纖維強化複合材料 | |
| JP6493633B1 (ja) | 繊維強化複合材料用熱硬化性樹脂組成物、プリフォーム、繊維強化複合材料及び繊維強化複合材料の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20190823 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PG1501 | Laying open of application | ||
| PC1203 | Withdrawal of no request for examination |